

Teşhir salonunda abkant pres kusursuz görünür—tonaj değeri gövdeye gururla kazınmış, tabla uzunluğu broşürde vurgulanmış. İş yükünüz için mükemmel uyum gibi hissettirir. Ancak bir paslanmaz sacı bastığınızda, koç zorlanır, takım izleri flanşı bozar ve gerçek ortaya çıkar: o teknik özellik tablosundaki rakamlar asla tüm resmi yansıtmıyordu. Tonaj, uzunluk ve kapasite, gerçek üretimde nadiren karşılaşılan ideal test koşullarını yansıtır. Teorik performans ile atölyenizin günlük talepleri arasındaki boşluk, pahalı hayal kırıklıklarının doğduğu yerdir.
Bir abkant presin nominal tonajı, maksimum güvenli şekillendirme kuvvetini temsil eder—sizin işiniz için gerçekten ihtiyaç duyacağınız tonajı değil. Gerekli kuvvet; malzemenin çekme dayanımına, sac kalınlığının karesine, bükme uzunluğuna ve V kalıp açıklığına bağlıdır. Bu faktörlerden sadece birini değiştirin ve tonaj ihtiyacı 30% ile 100% arasında değişebilir. Örneğin, ¼ inç A36 çelik sacı 2 inçlik bir kalıp üzerinde bükmek, 10 feet boyunca yaklaşık 197 ton gerektirir. 3 inçlik kalıba geçerseniz gereksinim yaklaşık 139 tona düşer; 1,5 inçlik dar bir kalıpla daha sıkı bir yarıçap için, aynı bükme birdenbire yaklaşık 300 ton gerektirir. Teknik özellik tablosundaki “¼ inç kapasite” ifadesi sessizce yumuşak çelik, orta dereceli bir bükme açısı ve fabrika önerisi kalıp düzenini varsayar—gerçekte asla tam olarak karşılamayabileceğiniz koşullar.
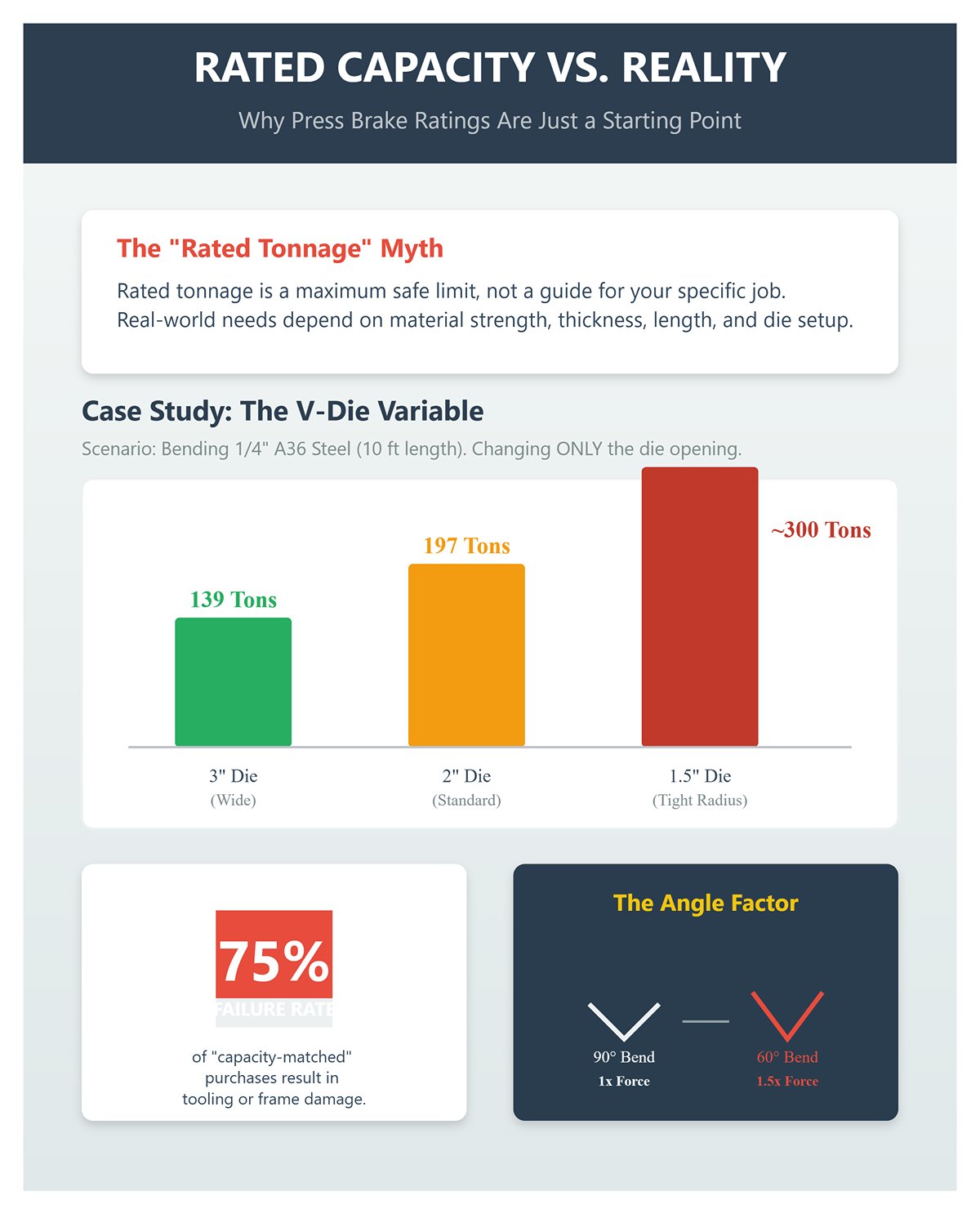
Bu nedenle, kapasitesi düşük presler genellikle beklenenden çok önce yıpranır veya arızalanır. Sektör verileri, “kapasiteye uygun” alımların neredeyse dörtte üçünün, operatörler yumuşak test malzemesinin ötesine geçip daha sert alaşımlar, daha dar bükmeler veya daha küçük yarıçaplar uyguladığında takım hasarı veya gövde gerilmesiyle sonuçlandığını gösteriyor. Standart 90° bükmeler için derecelendirilmiş 90 tonluk bir abkant pres, bükme açısı daraldıkça gerekli tonaj yaklaşık 1,5 kat artabileceğinden 60°“de esneyebilir veya durabilir. Güvenilir tek sayı, kendi malzemeniz, açınız ve kalıp konfigürasyonunuza göre hesapladığınız değerdir. Bunun dışında ”nominal tonaj” sadece bir pazarlama vurgusudur—sadece mükemmel ve nadiren tekrarlanan koşullarda doğrudur.
İlk bakışta, “10 feet”lik bir abkant pres kesintisiz bir çalışma alanı sunuyor gibi görünür. Gerçekte, her yan çerçeve kullanılabilir uzunluğun yaklaşık bir feet’ini tüketir ve makinenin boğaz derinliği—koçun merkez hattından çerçevenin iç duvarına kadar olan mesafe—bir parçanın çerçeveye çarpmadan ne kadar dışarı çıkabileceğini belirler. Bu çerçeve kalınlığını hesaba kattığınızda, sözde 10 feet’lik tabla genellikle yaklaşık 8 feet gerçek bükme kapasitesi sunar.

20 inç derinliğinde flanşlara sahip 9 feet’lik bir kanal bükmeye çalıştığınızı hayal edin. Takımlar gayet iyi sığabilir, ancak flanşı temizlemek için parçayı açılı tuttuğunuz anda çerçeve hareketinizi engeller. Çözüm—parçayı çevirme veya karşı taraftan bükme—elleçleme süresini iki katına çıkarır ve hizalama sorunları yaratır. İkinci el ekipman alan birçok kişi bunu ancak makine geldikten sonra, “kapasite uyumu”nun onları kirişleri rahatsız edici açılarda çevirmeye zorladığında fark eder. Çözüm öngörüdür: erişimi korumak için açık çerçeve tasarımlarını veya genişletilmiş boğaz derinliğine sahip modelleri tercih edin; kapalı çerçeveli makineler ise erişimden ödün vererek daha fazla rijitlik sağlar. İşiniz büyük kutu kesitleri içeriyorsa, verimli bir iş akışı için en büyük bükmenizin en az iki feet daha uzun bir tabla planlayın.
Yaklaşık 30% oranında “tam sığıyor” alımları, kullanılabilir uzunlukta gerçek dünyada –25% kaybı göz ardı eder. Teknik özellik tablosu “10 feet” diyebilir, ancak parçalarınız pazarlamayı umursamaz—önemli olan gerçekten çerçeveden geçip geçemeyecekleridir.
Doğru tonaj ve erişime sahip olsanız bile, başka kritik bir darboğaz vardır: bükme sonrası bitmiş parçayı çıkarabilir misiniz? Açıklık, pres tamamen açıkken koç ile tabla arasındaki dikey boşluğu ifade ederken, strok koçun toplam hareket mesafesidir. Birlikte, parçanın takımların altından ne kadar kolay çıkarılabileceğini belirlerler. Yetersiz açıklık, yüksek flanşların koçun altında sıkışmasına neden olur; sınırlı strok, her parçayı elle zorla çıkarmanızı gerektirir.
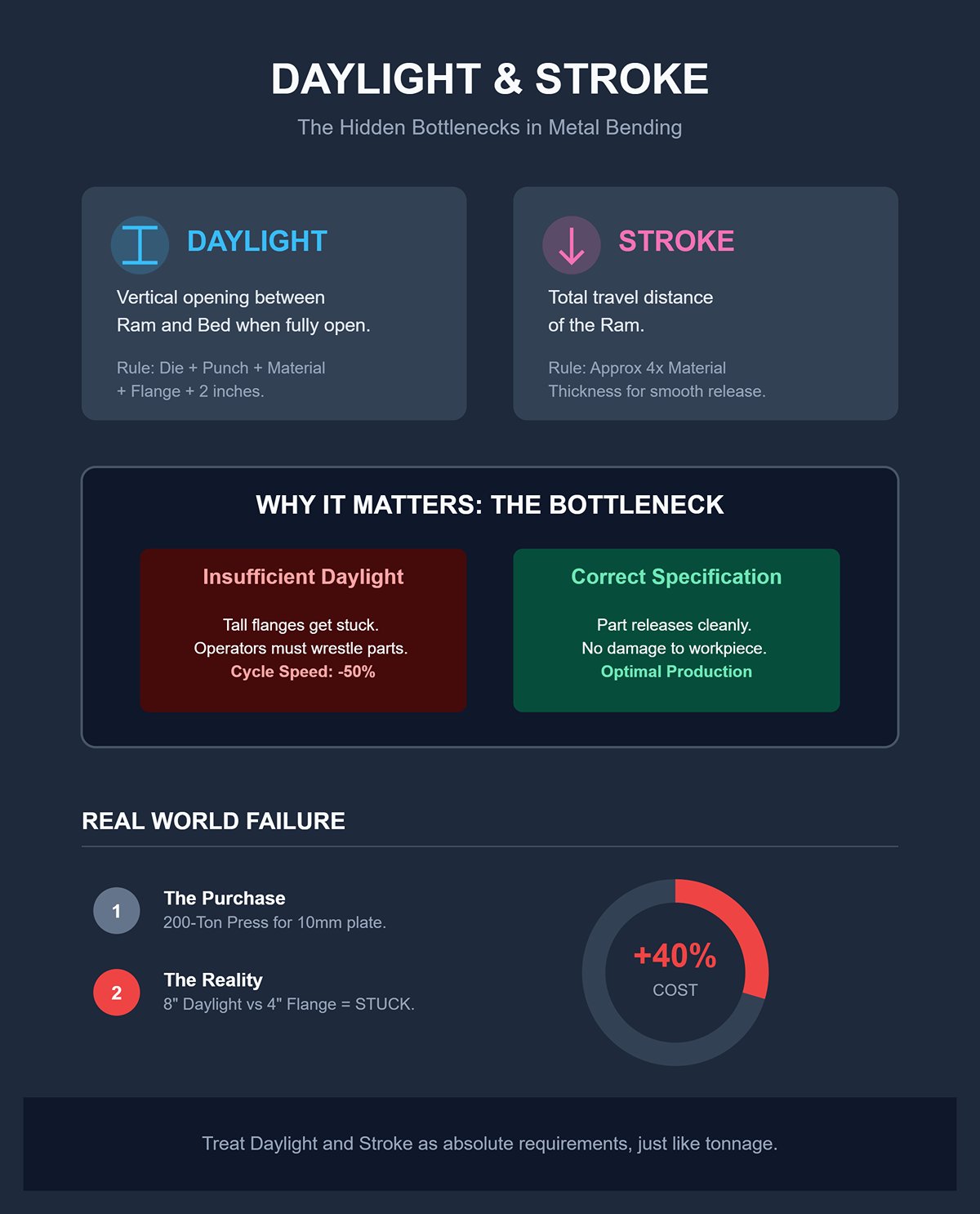
Hızlı bir kural: açıklık, kalıp yüksekliği, zımba, malzeme kalınlığı ve bitmiş flanş yüksekliğinin toplamından en az iki inç fazla olmalıdır. Strok, parçanın rahatça çıkabilmesi için malzeme kalınlığının yaklaşık dört katı olmalıdır. Örneğin, 6 milimetrelik paslanmaz çelik plakayı yüksek flanşlı bir kanal haline getirmek yaklaşık 10 inç strok gerektirir. Ancak birçok “ağır hizmet” makinesi yalnızca 8 inç açıklıkla yetinir, bu da büyük parçaların koçun altında sıkışmasına neden olur—operatörlerin parçaları eğerek veya zorlayarak çıkarmasına, çevrim hızının yarıya düşmesine ve iş parçasının hasar görme riskinin artmasına yol açar.
Bir imalatçı bunu acı bir şekilde öğrendi: kağıt üzerinde, 200 tonluk bir abkant pres 10 milimetrelik plaka işleri için ideal görünüyordu, ancak üretim kusuru ortaya çıkardı. Sadece 8 inç açıklıkla, makine 4 inçlik flanşları temizleyemedi ve ekip, sorunu tam olarak çözmeyen pahalı adaptörlere başvurmak zorunda kaldı. Sonunda tüm ünitenin değiştirilmesi gerekti—bu yükseltme toplam proje maliyetini % artırdı.
Aynı pahalı hatadan kaçınmak için, açıklık ve strok değerlerini tonaj veya tabla uzunluğu kadar kritik mutlak gereksinimler olarak değerlendirin. Bir abkant pres parçanızı temiz bir şekilde bırakamıyorsa, o çalışan bir pres değil—sadece aşırı pahalı bir mengenedir.
Teknik özellikler ve pazarlama iddiaları mükemmel şekilde örtüştüğünde, şu soruyu sormaya değer: kimin için mükemmel—üretici için mi yoksa sizin için mi? Gerçek verimlilik, isim levhasındaki rakamlardan değil, o rakamlara anlam katan gizli geometrilerden, boşluklardan ve derinliklerden gelir. Bu farkı anlamak, fiziğe karşı değil, fizik ile uyumlu çalışan bir abkant pres satın almanın ilk adımıdır.
Çoğu kaynak, hava bükme tonajını basit bir tabloya bakarak verir, ancak asıl avantaj, malzeme özelliklerinizi ve takımınızı kullanarak bunu kendiniz hesaplamaktan gelir. Hava bükme kuvveti üç kontrol edilebilir faktöre bağlıdır: çekme dayanımı, kalınlık ve V açıklığı. Pratik, üretim seviyesinde bir formül şudur: feet başına ton ≈ C × (çekme dayanımı, ksi cinsinden) × malzeme kalınlığı (inç cinsinden) × (kalınlık ÷ V açıklığı). Karbon çelik için C ≈ 1,0’ı temel alın; alüminyum için yaklaşık 0,6’ya düşürün veya paslanmaz çelik için yaklaşık 1,6’ya çıkarın. Farklı hesaplayıcılar biraz farklı sabitler kullandığından, dahili hesaplamalarda ±20% tolerans gösterin.
Matematiği somutlaştırmak için net bir örnek: 10 feet uzunluğunda, 0,25 inç kalınlığında, 1 inç V açıklıklı A36 çeliğini (çekme dayanımı ≈ 70 ksi) hava bükme yaptığınızı varsayalım. Hesaplama şu sonucu verir: feet başına ton ≈ 1,0 × 70 × 0,25 × (0,25 ÷ 1,0) = 4,375. 10 feet boyunca bu toplam yaklaşık 44 ton eder. Bu yalnızca ideal hava bükme koşullarını yansıtır—üretim değişkenlikleri hesaba katılmaz. 50 tonluk bir modeli tanıtan bir satıcı bunun yeterli olduğunu iddia edebilir, ancak bu yalnızca mükemmel dünya senaryosunda doğrudur.
Herhangi bir satın alma kararını güvence altına almanın güvenilir yolu basittir: önce, en zorlu parçanız ve tam bükme uzunluğunuz için feet başına gerekli tonajı hesaplayın. Uzunlukla çarpın, ardından güvenlik payları ekleyin. Hava bükme için yaklaşık –30% ekleyin. Eğer alt kalıba oturtma (bottoming) yaparsanız, bu temel tonajın yaklaşık dört katını; madeni para basma (coining) için ise altı ila on katını planlayın. Son olarak, pres ikinci el, yaşlı veya görünür aşınmaya sahip takımlar kullanıyorsa –25% daha ekleyin. Bu tek hesaplama, kağıt üzerinde yeterli görünen ancak gerçek kalıplar ve üretim uzunluğundaki flanşlar devreye girdiğinde yetersiz kalan “toplam tonaj” reklamı hatasından kaçınmanızı sağlar.
Yayınlanan maksimum kapasite, toplam silindir kuvvetini yansıtır—gerçek bükme uzunluğunuz boyunca dağıtılan kullanılabilir ton/ft değerini değil—ve doğruluk genellikle burada kaybolur. 100 tonluk bir abkant pres, bir demo sırasında kısa bir numuneyi baskı bükme yapabilir ancak gerekli V-açılışını kullanarak 8 veya 10 ft’lik parçalarınızı hava bükme sırasında yine de yetersiz kalabilir. Parça uzunluğu arttıkça mevcut kuvvet yayılır, ton/ft azalır. Satıcı, belirli V-kalıbınızda ft başına kuvveti gösteremiyorsa, uygunluğu gerçekten belirleyen rakamı atlıyor demektir.
Bükme yöntemi algıyı daha da karmaşık hale getirir. Hava bükme, baskı bükmeden çok daha az kuvvet gerektirir ve baskı bükmeden dramatik şekilde daha azdır. Bayiler bazen bükmeyi zahmetsiz göstermek için büyük boy V-kalıp ile demo yapar, bu da ton/ft gereksinimini yapay olarak düşürür ve makinenin kapasitesini abartır. Uyarıcı bir örnek: Bir atölye, demo sırasında 10 mm’lik test şeridini kolayca büken ikinci el 110 tonluk bir pres aldı. Gerçek parçaları 2,5 m uzunluğundaydı ve daha küçük bir V-açılış kullanıyordu. Üretime geçildiğinde pres her parçayı yetersiz bükerek pahalı takım değişimleri ve taçlama (crowning) retrofitini zorunlu kıldı—başta doğru kapasiteyi alsalardı daha az harcayacaklardı.
Kapasite derecelendirmeleri ayrıca fabrikadan yeni çıkmış, mükemmel hidroliklere ve rijit, bozulmamış bir gövdeye sahip bir pres varsayar. On yıllık, contaları aşınmış veya Y ekseni senkronizasyonu bozuk bir ünite, daha az tutarlı basınç ve artan açısal sapma sağlar—bunların hiçbiri basit tonaj spesifikasyonunda görünmez. Sadece maksimum kuvvete odaklanan alıcılar şu kritik soruyu gözden kaçırır: Parçalarımın gerektirdiği V-açılışta bu makine ft başına ne kadar kullanılabilir kuvvet sağlayabilir?
Geri esneme tonajınız üzerinde gizli bir yük oluşturur. Paslanmaz çelik veya yüksek mukavemetli alaşımlar gibi daha zorlu malzemeler, bükmeden sonra daha güçlü şekilde geri esner ve belirtilen açıyı elde etmek için genellikle –25 daha fazla şekillendirme enerjisi—hatta ikinci bir bükme—gerektirir. Kalınlığa göre uzun kenarlı ince parçalar bu sorunu daha da artırır. Hassas Y1/Y2 eksen kontrolü ve bilgisayarlı taçlama ile donatılmış modern abkant presler geri esnemeyi tutarlı şekilde telafi eder. Buna karşılık, mekanik taçlama veya yavaş tepki veren valfler kullanan eski makineler, vardiya boyunca makinenin merkezinden uçlara kadar birkaç derecelik açı sapması yaşar; operatör ne kadar yetenekli olursa olsun.
Bu değişkenlik hızla finansal bir sorun haline gelir, sadece bükme zorluğu değil. Parça başına beş dakika yeniden işleme ile ayda 200 parça üretmek, saatte 160 $ üzerinden yalnızca işçilik maliyetinde 1 000 $’dan fazla kayba yol açar. Hurda oranlarını veya taçlama retrofitinin maliyetini ekleyin, etki büyür. Paslanmaz çelik—yumuşak çeliğe göre yaklaşık 1,6× daha yüksek tonaj gereksinimiyle—bu eksiklikleri en hızlı şekilde ortaya çıkarır: kağıt üzerinde yapılabilir görünen spesifikasyonlar, ekstra tonaj veya baskı bükmeye geçiş olmadan gerçek üretimde imkansız hale gelir.
Geri esnemeyi göz ardı etmek, ikinci el makinelerin alıcıları hayal kırıklığına uğratmasının başlıca nedenlerinden biridir. Belirtilen tonaj yeterli görünebilir, ancak yatak sapması veya yavaş hidrolikler operatörleri parçaları fazla bükmeye ve yeniden bükmeye zorlar. Bu ekstra şekillendirme enerjisi, orijinal kapasite derecelendirmesinin hiçbir zaman parçası değildi ve eksiklik yalnızca kurulumdan sonra ortaya çıkar.
Tonajı çekme mukavemeti ve V-açılışına göre hesaplayarak, kullanılabilir ft başına tonajı talep ederek ve geri esneme payını hesaba katarak, belirsiz bir spesifikasyonu somut bir performans gereksinimine dönüştürürsünüz. Bu hazırlık, satıcıyla müzakerelere makinenin güvenilir şekilde ulaşması gereken belirli bir rakamla girmenizi sağlar—böylece satıcının bunu tanımlamasına alan bırakmazsınız.
Saf kuvvet ve çok yönlülük söz konusu olduğunda, hidrolik abkant presler hâlâ ölçüt belirler. Sıvı ile çalışan pistonlar sayesinde strok boyunca tam tonajı korurlar, kalın yapısal çeliği (8–20 mm) yavaşlamadan bükebilirler. Zorlu projelerde—12 mm paslanmaz braketler veya geniş kiriş kenarlarını şekillendirmek gibi—hidrolikler, karşılaştırılabilir elektrikli modellere göre –50 daha yüksek kapasite sunabilir. Ayrıca aynı üretim akışında farklı malzeme kalınlıklarını kolayca işlerler. Bu esneklik, hidrolik basıncın doğasından gelir; malzemenin direncine uyacak şekilde anında ayarlanabilir. Sonuç olarak, takım değişiklikleri veya tutarsız stok, motor yük limitleri için yeniden kalibrasyon gerektirmez.
Yine de bu avantajların karşılığında bazı fedakarlıklar vardır. Hidrolik sistemler pompalarını sürekli çalıştırır—bükmeler arasında bile—servo tahrikli tasarımlara göre iki ila üç kat daha fazla enerji çeker. Bir yıl boyunca, orta düzeyde kullanılan 100 tonluk bir ünite ek olarak 5 000 $ elektrik maliyeti çıkarabilir. Bakım da masrafa eklenir: yağ değişimleri, kaçak onarımları ve valf değişimleri yıllık makine kullanılabilirliğinin –15’ini tüketebilir. Orta sınıf modellerin çoğu yılda 5–6K $ servis maliyeti taşır. Yüksek hacimli operasyonlar etkisini artırır—saatte 200’den fazla bükme, yalnızca 50 çevrimde piston hassasiyetini ±0,05 mm’den ±0,2 mm’ye çıkarabilecek ısı üretir, bu da pahalı yeniden işleme anlamına gelir. Pompanın sürekli gürültüsü genellikle arıza öncesinde aşınmayı gösterir, ancak yine de üretim kaybı demektir.
Hidrolik modeller, düşük çıktı, ağır hizmet imalatı için net seçim olmaya devam eder; iş yükü az, malzemeler sağlam ve elektrikli modeller 50K $+ prim fiyatla gerekli kuvveti sunamıyorsa. Düzenli bakım ve eksiksiz servis kayıtları ile genellikle ortalama daha fazla ikinci el değerini korurlar.
Servo-elektrikli abkant presler, hafif ve orta kalınlıktaki metallerle çalışırken eşit ölçüde hassasiyet ve hız sunar. Bilyalı vidalar veya kayış mekanizmaları ile çalışarak ±0,01 mm tekrarlanabilirlik sağlar ve hidroliklere göre ’a kadar daha hızlı çalışır. Motorlar yalnızca bükme sırasında çalıştığından, bekleme sırasında değil, hidrolik sistemlere kıyasla enerji tüketimini –70 azaltırlar. Yılda yaklaşık 500 saat çalışan orta hacimli bir atölye için bu, yılda 2–4K $ enerji tasarrufu anlamına gelir.
Başlangıç yatırımı daha yüksek olsa da—100 tonluk elektrikli bir abkant pres için genellikle 120K–180K $, hidrolik model için ise 80K–120K $—geri ödeme süresi genellikle kısadır. Azalan enerji kullanımı ve minimal bakım (yağ değişimi, pompa değişimi veya valf aşınması yok) sayesinde tasarruf, farkı yaklaşık 18 ila 24 ay içinde telafi edebilir:
| Faktör | Elektrik Maliyeti | Hidrolik Maliyet | Başabaş noktası |
|---|---|---|---|
| Satın alma (100 ton) | $120K–$180K | $80K–$120K | Yok |
| Enerji/Yıl (orta ölçekli atölye) | $3K | $8K | 18 ay |
| Bakım/Yıl | $2K | $6K | 12 ay |
| Çevrim/Saat | 25–35 | 15–25 | Hacim lideri |
Elektrikli sistemler ayrıca atölye gürültüsünü yaklaşık 15 dB azaltır, yağ sızıntılarını ortadan kaldırır ve hidrolik pompa titreşimlerini ortadan kaldırarak operatör yorgunluğunu düşürür. Hassasiyet gerektiren işlerde, daha küçük bir elektrikli makine—örneğin 80 tonluk bir model—100 mm’den daha sığ flanşları şekillendirirken daha büyük bir hidrolikten daha iyi performans gösterebilir, pahalı yaylanma düzeltmelerini en aza indirir.
Ancak, sınırlamalar mevcuttur. Servo motor performansı 200 tonun üzerinde keskin şekilde düşer, bu da elektrikli üniteleri yaklaşık 10 mm’den kalın çeliklerde kullanışsız hale getirir. $100K altı bütçeyle çalışan veya düzenli olarak kalın malzemeler işleyen atölyeler için, elektrikli abkant presler operasyonlarının ihtiyaç duyduğu gücü basitçe sağlayamayabilir.
Servo-hidrolik hibritler, yüksek tonaj ihtiyacını daha hızlı üretimle dengeleyen üreticiler için özel olarak tasarlanmıştır. Bu sistemlerde servo motorlar, hidrolik pompaları yalnızca bükme sırasında çalıştırır ve geleneksel hidroliklere kıyasla –50 enerji tasarrufu sağlarken 300+ ton kapasitesini korur. Gerçek hibrit tasarımlar, her silindir için bir adet olmak üzere çift devreli hidrolik tanklara sahiptir ve bağımsız koç kontrolü sağlar. Bu yapı yükü daha verimli dağıtır, şekillendirme hızını ’e kadar artırır ve tüm sistemi boşta çalıştırmaktan kaynaklanan enerji israfını ortadan kaldırır.
Günlük 300–800 bükme yapan ve farklı malzemelerle çalışan orta hacimli tesisler için hibritler ideal dengeyi sağlar. Servo kontrollü taçlama geri bildirimi ile 10 ft yataklarda ±0,05° açı hassasiyetini korur, yağ tüketimini yaklaşık azaltır ve geleneksel hidroliklere kıyasla yaklaşık daha sessiz çalışır. Örneğin, hem 4 mm panel muhafazaları hem de 150 tonluk çerçeveleri büken bir otomotiv parça üreticisi, enerji tasarrufu ve verimlilik artışı dahil edildiğinde 140 bin $’lık hibritin iki yılda geri dönüşünü, 100 bin $’lık hidrolik modele kıyasla sağlayabilir.
Alıcı dikkat: “hibrit” olarak pazarlanan tüm makineler gerçekten tanıma uymuyor. Bazı markalar sadece pompa hızını düzenlemek için inverter ekleyerek yaklaşık verimlilik artışı sağlar. Gerçek çift devreli tasarım olmadan, ilan edilen hassasiyet ve enerji tasarrufu genellikle abartılır. Gerçek bir hibrit, iş gününün bir kısmında hidrolik güç gerektiren ancak hafif üretimlerde hız, hassasiyet ve düşük işletme maliyeti isteyen atölyeler için tasarlanmıştır.
Hidrolik, elektrikli ve hibrit sistemler arasında seçim yapmak, en yeni teknolojiyi veya en yüksek tonaj değerlerini kovalamak değil; tahrik mekanizmasını gerçek üretim ihtiyaçlarınızın fiziği ve ekonomisiyle uyumlu hale getirmektir. Enerji tüketimi, bakım rutinleri ve hassasiyet yetenekleri makine tipleri arasında büyük farklılık gösterir ve yatırımınız ancak bu özellikler malzeme aralığınıza ve çevrim gereksinimlerinize uygun olduğunda anlamlı olacaktır.
CNC Kontrolleri: Atölyenizin Rekabet Avantajı Olabilecek Özellik—Ya da Boşta Kalacak
“Yetim Teknoloji”: Üretici desteği olmayan CNC kontrol cihazlarından uzak durun. Birçok alıcı tonaj, hız ve gövde sağlamlığına odaklanır, ancak kontrol cihazı, makinenin geri kalanından çok önce modası geçme ihtimali en yüksek parçadır. Bu noktada atölyeler farkında olmadan verimliliği baltalar: OEM’in desteklemeyi bıraktığı bir kontrol cihazı alırlar, bu da garip geçici çözümler, uzun onarım gecikmeleri ve ikinci el alımdan sağlanan tasarrufları yok eden retrofit maliyetlerine yol açar.
Delem DA‑41T veya ESA S530 gibi modeller temel 2–4 eksen operasyonlarını yeterli şekilde çalıştırabilir, ancak firmware desteği sona erdiğinde—genellikle 8–10 yıl sonra—güncellenmiş takım veritabanlarını yükleyemez, modern güvenlik standartlarını entegre edemez veya gerekli işletim sistemi yamalarını alamaz. Cybelec’in CybTouch 8 modeli de benzer sorunlarla karşılaşır; birçok Avrupa üreticisi desteğini daha yeni orta sınıf ürünlere kaydırmış, eski sistemleri dil paketi güncellemeleri veya çarpışma önleme düzeltmeleri olmadan bırakmıştır. Bazı atölyeler, 2018 öncesi üretilmiş ESA S600 ünitelerinin onarımı için altı ila on iki ay beklemek zorunda kaldıklarını bildiriyor.
Orta ölçekli bir imalat atölyesi bunu acı şekilde öğrendi: 12 yıllık Delem DA‑42T ile donatılmış ikinci el bir abkant pres cazip görünüyordu, ta ki Windows 7 desteği kesilene kadar. Bu gerçekleştiğinde, kontrol cihazı hiçbir güncel yazılımı çalıştıramadı ve 15 bin $’lık tam bir retrofit ile bir haftalık üretim kaybı yaşandı. Sorun makinede değil, kontrol cihazının eski yazılım ekosistemindeydi.
Satın alma öncesi hızlı bir denetim bu tür sorunları önleyebilir. Her zaman isteyin:
DA‑53T/58T’den önceki herhangi bir Delem ünitesi veya S640+ altındaki ESA modeli—özellikle 2020 öncesi üretimler—üretici desteğini kaybetme riski taşır. Desteklenmeyen hidroliklere sahip bir abkant pres, yetenekli bir teknisyen tarafından hâlâ servis edilebilir, ancak eski yazılıma sahip bir cihaz, uyumlu bir kontrol cihazı bulunana kadar ölü ağırlık haline gelir.
Çevrimdışı Programlama: Neden Ekran Boyutundan Daha Önemlidir Büyük bir dokunmatik ekran showroom’da etkileyici görünebilir, ancak verimliliği artırmaz—çevrimdışı programlama artırır.
Delem DA‑69T veya DA‑66T gibi çevrimdışı çalışabilen sistemler, programcıların tam bükme dizilerini tasarlamasına, 3D simülasyonlar çalıştırmasına ve pres freni çalışmaya devam ederken bilgisayar üzerinde takım çakışmalarını kontrol etmesine olanak tanır. Bu süreç, genellikle karmaşık işlerde kurulum süresini –60 azaltır. Altı veya daha fazla eksenli makineleri yöneten atölyeler için faydalar dönüştürücüdür: daha az operatör hatası, daha yüksek üretim verimi ve vardiyalar arasında daha sorunsuz geçişler.
Buna kıyasla, makine üzerinde düzenleme her şeyi yavaşlatabilir. ESA S640’taki 15 inçlik ekran etkileyici görünebilir, ancak çevrimdışı dışa aktarma özelliği olmadan, her program ayarı operatörlerin frenin etrafında toplanmasını gerektirir. Bu canlı düzenlemeler üretimi anında durdurur, makineyi bir darboğaza çevirir. Basit 2D işler için 10,1 inç Delem DA‑53T panel fazlasıyla yeterlidir, ancak 3D simülasyon veya çok istasyonlu kurulum gerektiğinde, çevrimdışı programlamanın eksikliği üretkenliği hızla sınırlar.
Gerçek dünya verileri bunu destekliyor. Çevrimdışı özellikli kontroller kullanan atölyeler, çok eksenli bükme işlemlerinde yaklaşık daha az operatör hatası bildirmektedir. Masa başında çalışan tek bir programcı haftada yüzlerce parça programı oluşturabilir, böylece pres freni programlama terminali olarak değil, gerçek üretim için serbest kalır.
Çevrimdışı işlev ekran boyutunu geçer çünkü çalışma şeklini değiştirir. Daha büyük bir ekran görünürlüğü artırabilir, ancak çevrimdışı programlama boş bekleme süresini tamamen ortadan kaldırır.
Operatörler kontrol arayüzünü gerçekten kullanmıyorsa yatırımınız boşa gider. Üst düzey bir kontrol cihazı, özellikleri kullanıldığında değer sağlar. Pek çok atölye farkında olmadan fazla harcama yapar—derin menü yapılarıyla yüklenmiş gelişmiş sistemleri seçer—ancak üretim yoğunlaşınca operatörler bunları terk edip manuel geçişlere veya temel işletim modlarına geri döner.
Delem’in DA‑66T ve DA‑69T kontrolleri, tek bir açık sebepten dolayı piyasada hakimdir: operatörler yalnızca birkaç hızlı dokunuşla kurulumdan üretime geçebilir. Çoğu, iki gün içinde –95 verimlilik seviyesine ulaşır. Buna karşılık, Cybelec’in Modeva’sı ve benzeri profesyonel düzey arayüzler genellikle bir hafta veya daha fazla eğitim gerektirir, bu da sık personel değişimi veya farklı beceri seviyeleri olan atölyeler için onları daha az pratik hale getirir.
ESA’nın S640 ve S875W sistemleri olağanüstü esneklik sunar—özel PLC mantığı, tamamen yeniden yapılandırılabilir HMI ekranları ve onlarca eksenin kontrolü—ancak aynı güç, daha az deneyimli operatörleri zorlayabilir. Saha verileri, düşük beceri ortamlarında sistemin kapasitesinin kadarının kullanılmadığını, çünkü operatörlerin 3D araçları atlayıp bunun yerine manuel ayarlara güvendiğini gösteriyor.
Donanım düzeni bile kritik bir rol oynar. Tozlu veya eldivenli ortamlarda, birçok atölye DA‑65R gibi düğme tabanlı kontrolleri tercih eder, bu da dokunmatik ekran hatalarını ve istenmeyen girişleri en aza indirir. Bir üretim hattı, arızalı DA‑42T dokunmatik panelini bir düğme kontrollü arayüzle retrofitle değiştirdikten sonra haftada yaklaşık 15 verimli saat kazandı.
Basit bir test, kontrolün ekibinize uygun olup olmadığını ortaya çıkarabilir: teknolojiden en az emin olan operatörünüze 10 bükme dizisi verin. Eğer manuel X veya R ekseni ayarlarına geri dönerse, arayüz iş gücünüz için çok karmaşık demektir. Bu durumda, sezgisel eksen senkronizasyonuna sahip, sadeleştirilmiş Delem sistemi, kimsenin tam kapasite kullanmadığı özellik açısından zengin bir kontrolörden daha tutarlı sonuçlar verir.
Bir kontrol cihazı, pres freninizde ya en üretken araç ya da toz toplayan en pahalı aksesuar olabilir. Sistemin yeteneğini operatörlerinizin beceri düzeyiyle eşleştirmek, ödediğiniz performansı almanızı sağlar.
Birçok alıcı pres freni takımlarının birbirinin yerine kullanılabileceğini sanır—bu pahalı bir yanlış kavrayıştır. Uygulamada, tırnak profilinin şekli tüm takip eden takım ekosistemini belirler. Dar 0,50 inç (12,7 mm) tırnağıyla tanınan Amerikan tarzı takım, genel üretim ortamlarında durma süresini minimize etmek için hızlı, manuel değişimler amacıyla yaratılmıştır. Geniş toleranslar içinde tekrarlayan işler için iyi performans gösterir, ancak bu kolaylık, sürekli hassasiyet pahasına gelir. Her değişim, kelepçe arayüzünü hafifçe aşındırır; yalnızca bir düzine kurulum döngüsünden sonra bükme doğruluğu 0,01 inç kayabilir—bu, havacılık veya elektronik bileşenleri spesifikasyon dışı bırakmaya yeter.
Avrupa tarzı takım farklı bir yaklaşım benimser. Daha geniş 13 mm tırnağı ve yan olukları, kama kelepçelere güvenle kilitlenir, 0,0004 inç kadar sıkı toleranslarla yüksek tekrarlanabilir hizalamayı sağlar. Bu sistemler, hassas açısal geri bildirim gerektiren CNC frenlerle sorunsuz çalışır. Tuzak şu: bir stile uygun pres frene yatırım yaptığınızda o formata kilitlenirsiniz. Amerikan tarzı fren, özel adaptörler olmadan Avrupa tarzı takım ile uyumlu olmaz—ve bu adaptörler şekillendirme geometrisini, referans yüksekliklerini ve hatta yük kapasitesi derecelerini değiştirir.
Hoş olmayan sürpriz genellikle, kullanılan “anahtar teslim” pres freni, makinenizle uyumlu olmayan takımlarla geldiğinde yaşanır. Amerikan tarzı ikinci el ünitelerin yaklaşık “i ”takıma hazır” olarak pazarlanır ancak Avrupa tarzı kelepçelerle uyumsuz, ağır aşınmış zımba içerir. Bu uyumsuzluk, ilk üretim çalışmanızı haftalarca adaptör veya neredeyse ilk peşinatınız kadar maliyeti olabilecek yedek zımba beklemek zorunda bırakarak durdurabilir. Bu, sonradan yapılacak bir yükseltme seçimi değil—ilk günde yapılan temel platform kararıdır.
Çevrim içi ilanlar sıklıkla “1.500 lb dahil takım” diye övünür, ancak eğer çelik gerçek kullanımda dayanamazsa, sırf ağırlık önemsizdir. Gerçek üretim sınıfı takım en az HRC 50 sertleştirilmiştir; HRC 45’in altındaki her şey atölye dekorundan ibarettir. Daha yumuşak takımlar, yalnızca birkaç yüz 6 mm yumuşak çelik bükmeden sonra deforme olabilir, uçlarını yuvarlayarak açıları bozar—bu da pahalı yeniden işleme anlamına gelir. Sonuç olarak, alıcılar hurda metal göndermek için ödeme yapar.
Sevkiyat veya yerinde incelemeden önce, tırnak genişliği ve kalıp sertliğini doğrulayın. Satıcıdan bir malzeme sertifikası isteyin veya en azından bir zımba ucundan alınmış sertlik ölçümünü talep edin. Tüm bölümlerin uzunluklarının tutarlı olduğunu kontrol edin—uyumsuz 4 inçlik parçalar, 3 metre yatak boyunca kuvveti eşit dağıtmaz. Gerçekten çalışmaya hazır bir set, en az 300 mm’lik bölümler içermelidir, bu da frenin nominal tonajının yaklaşık –15“inde düşük basınçlı bir hizalama testi yapmanızı sağlar. Eğer uçlar hizalanmazsa veya kalıbın vadisinde saç teli çatlaklar fark ederseniz, ”dahil” takımın hurdaya gideceğini kabul edin.
200’den fazla kurulumun takibini yapan sektör yenileyicileri, hatalı sertlik veya kusurlu geometriden dolayı birlikte verilen zımba ve kalıpların yaklaşık ’ının ilk 90 gün içinde atıldığını bildiriyor. Sahada yapılan hızlı bir test zaman kazandırabilir: kendi üretim çalışmanızdan bir numuneyi 90° bükün. Eğer zımba yarıçapı 0,5 mm’den fazla kayar veya pul pul dökülmeye başlarsa, takım kullanılamaz. Sertleştirilmiş 3 metre setini değiştirmek, alım maliyetinize hemen ₺2.500–₺4.000 ekler.
Adaptörler, mevcut zımbalarınızı korurken kelepçe stillerini değiştirerek uygun maliyetli bir uzlaşma gibi görünebilir—ancak sayılar genellikle bu varsayımı çürütür. Amerikan tipi pres freni Avrupa tip takımlarla çalışacak şekilde dönüştürmek, her biri $2.000 ile $4.000 arasında fiyatlandırılan tutucuların satın alınmasını ve yaklaşık $1.500 montaj işçiliği gerektirir. 3 metrelik bir yatak için tam donanım, ilk bükümünüzü üretmeden önce $10.000 ile $20.000 tüketebilir.
Masrafın ötesinde, adaptörler performansı düşürür. Aracı bir katman olarak görev yapan adaptörler, yük altında esner ve kullanılabilir tonajı –30 % oranında azaltır. 100 tonluk bir pres freni fiilen 70 tonluk bir ünite olarak çalışır, kırılmaları önlemek için daha yavaş bükme hızları gerektirir. Paslanmaz çelik veya 3 mm’den kalın plaka ile çalışan atölyeler için bu düşüş doğrudan üretkenliği etkiler ve uzun flanşlarda tutarsız açılara neden olabilir.
Toplam sahip olma maliyetini hesaba kattığınızda, takımları tamamen değiştirmek çoğu zaman daha ekonomik bir hareket olur. Standart 3 metrelik pres freni için hassas Avrupa tipi takımlar genellikle $8.000 ile $12.000 arasındadır—adaptörlerin ve sürekli bakımın birleşik maliyetinden daha azdır. Adaptörler genellikle iki kat daha hızlı aşınır ve yüklerin iletilme şeklini değiştirerek üretici garantilerini geçersiz kılabilir.
| Geçiş Senaryosu | Adaptör Maliyeti (Tam Kurulum) | Tonaj Azalması | Ekstra Yıllık Bakım | Tam Takım Değişimi ile Başabaş |
|---|---|---|---|---|
| Amerikan → Avrupa (3 m yatak) | $10k–$15k | –25 % azalma | $2k/yıl | ≈ 18 ay (yüksek hacimli kullanım) |
| Avrupa → Amerikan | $6k–$10k | –15 % azalma | $1.5k/yıl | ≈ 12 ay (düşük hassasiyetli çalışma) |
| Özel hibrit tutucular | $15k–$25k | yok | $3k/yıl | Asla — yalnızca özel uygulamalar için |
Bir dükkânın deneyimi adaptör kullanmanın gizli maliyetini ortaya koyuyor. İkinci el 150 tonluk Amerikan pres freni, hassas alüminyum işleri için Avrupa tarzı kelepçelerle değiştirilince, operatörler yarım yıl içinde sürekli 0,2° açı kaymasıyla mücadele etmeye başladı. Sonunda adaptörleri bıraktılar ve tam yükseklikte Euro zımbalara yatırım yaptılar. Toplam maliyet, takım bütçelerini iki katına çıkararak üretimi üç ay geri attı.
Buradan çıkarılacak ders Avrupa takımının her zaman Amerikan takımından daha iyi olduğu değil — baştan bilinçli bir karar vermeniz gerektiğidir. Seçtiğiniz takım standardı, gelecek tüm yatırımlarınızı şekillendirir: kalıplar, tutucular, taçlama sistemleri, hatta depolama raf düzeniniz. Bu uyumu göz ardı etmek, uygun fiyatlı bir pres frenini pahalı bir hataya dönüştürebilir; ilk üretim işiniz başlamadan önce beş haneli düzeltmeler gerektirebilir.
Birçok alıcı pres frenin durumunu değerlendirmek için fotoğraflara veya teknik özelliklere güvenir, ancak en belirleyici kanıt gerçek zamanlı, tam uzunlukta bir test bükümüdür. İdeal olarak, bu kendi numune parçanızla veya kullanmayı planladığınız takımla aynı olan takım ile yapılmalıdır. Operatöre, kameranın her aşamada bükülen flanşı net şekilde yakalamasıyla, malzemeyi yatağın tam genişliği boyunca soldan sağa beslemesini isteyin. Bu, açı tutarlılığını gösterecek ve taçlama veya telafi sisteminin yatağın tamamında eşit çalışıp çalışmadığını ortaya çıkaracaktır.
Hemen kanıt isteyin: operatöre, sol uç, orta ve sağ uç olmak üzere üç noktada büküm açısını veya flanş yüksekliğini açıkça görünen bir açı ölçer veya kumpas kullanarak ölçmesini ve söylemesini talimat verin. Bu ölçümler toleranslarınızın dışında kalırsa (örneğin, hassas işler için ±0,1°’nin üzerinde sapma veya flanş boyunda ±0,5 mm sapma), bu durum başarısız bir taçlama sistemi, aşınmış yatak veya hizası bozuk bir ram’ın net işaretidir. Bu kusurların düzeltilmesi pahalıdır; test bükümü, sevkiyata karar vermeden önceki devam/iptal kontrol noktasıdır.
Yük altındayken, hidrolik gürültü gözle görülmeyen sorunları ortaya çıkarabilir. İş parçası devredeyken ve ram basınç uygularken, operatöre kamerayı pompa muhafazası ve yan çerçevelere yaklaştırmasını talimat verin. İyi çalışan bir hidrolik sistemin pürüzsüz, sabit uğultusunu; kazınmış pompa dişlileri, akış hattı kavitasyonu veya arızalı oransal valfler gibi sorunların işareti olan sürekli, yüksek frekanslı vınlama sesinden ayırt etmeyi öğrenin. Sert öğütme veya ritmik titreşim sesleri, aşınmış rulmanlar veya akış kısıtlamaları gibi sorunları işaret eder; bunlar sonunda eşit olmayan bükme kuvvetine ve öngörülemeyen açı sapmalarına yol açar.
Mümkünse, hidrolik yağın durumunu inceleyin — satıcıdan gösterge camını kısa süreliğine göstermesini isteyin. Sütlü görünüm su kirliliğini, koyu yağ ise termal bozulmayı gösterir. Her iki senaryo da pahalıdır ve yaklaşan pompa veya valf arızalarının erken uyarı işaretleridir. Bu ses ve sıvı ipuçlarını görmezden gelmek, dışarıdan sağlam görünen ancak giderek artan duruş süreleri ve kaybolan üretkenlik sorunları yaşayan bir makineye sahip olmanın en hızlı yollarından biridir.
Tekrarlanabilirlik bir pres frenin can damarıdır. Hem malzemenizi konumlandıran hareketli çit olan arka dayama hem de dikey ram hareketinden sorumlu Y eksenleri, döngüden döngüye programlanan konumlarına tutarlı şekilde ulaşmalıdır. Aynı malzeme ve takım düzenini kullanarak ardı ardına üç özdeş büküm isteyin. Operatörün kamerayı kontrol ekranına sabit tutmasını sağlayın, böylece her döngü sonunda konum okumasını takip edebilirsiniz.
Ardından uygulamalı doğrulama talep edin: her döngüden çıkan parçaların flanş uzunluklarını veya ofsetlerini toleranslarınıza göre ölçün. Kontrolörün konum okumaları saparsa veya parça boyutları hassas işler için ±0,05 mm’den (veya standart üretim için ±0,1–0,2 mm’den) fazla değişirse, suçlu aşınmış lineer kızaklar, gevşemiş arka dayama montajları veya kötü ayarlanmış servo sürücüler olabilir. Bu kusurlar, özellikle küçük hataların hızla biriktiği çoklu büküm programlarında, üretkenliği sürekli olarak düşürür.
10 dakikalık muayene videosu isterken, belirsiz veya eksik içerikten kaçınmak için her adımı açıkça belirtin:
Satıcıya ileteceğiniz mesaj kesin olmalıdır: “Görüntüler, numune parçamın üç ölçüm noktasında tolerans dâhilinde olduğunu, arka dayama/Y pozisyonunun üç ardışık çevrim boyunca spesifikasyon sınırları içinde tekrarlanabildiğini ve hidrolik sistemin yük altında tiz veya düzensiz bir ses çıkarmadan çalıştığını doğrulamalıdır. Herhangi bir sapma, gönderinin reddedilmesi veya tanımlı bir servis taahhüdü ile fiyatın yeniden müzakere edilmesi için gerekçe oluşturur.”
Sıkı bir zaman dilimi içinde somut kanıt talep ederek belirsizliği ortadan kaldırır ve satıcıyı makinenin gerçek çalışma koşullarındaki performansını göstermeye mecbur edersiniz. Bu basit denetim yöntemi, binlerce dolar nakliye ücreti ödemeden önce yetersiz takım uyumu, pompa aşınması, tekrarlanabilirlik hataları ve hizalama sorunları gibi problemleri ortaya çıkarır—bu da onu abkant pres değerlendirmesinde en kritik adımlardan biri yapar.
Denetim videosu satıcının değil göstermesi gerekenleri ortaya koyar. Bir sonraki adım ise makinenin tesisinize, elektrikçilerinize ve bütçenize geldiği anda hangi gereksinimleri getireceğini öğrenmektir. İşte videoda sorunsuz görünen işlemlerin, uygulamada sıklıkla aksadığı nokta burasıdır.
Bir abkant pres satın almak, onu kamyondan indirip yerine koymak kadar basit değildir—bu, atölyeniz için büyük bir yapısal değişikliktir. Yüksek tonajlı çerçeveler devasa akort çatalları gibi davranır ve doğru şekilde mühendislik yapılmış bir temele oturtulmazlarsa, titreşim doğru bükümleri tutarsız açılara dönüştürür ve çerçeveyi çok daha hızlı yıpratır. 10 feet, 100 tonluk bir ünite için yalnızca beton işleri $10,000 ile $50,000 arasında olabilir. En göz ardı edilen—ve en önemli—soru şudur: “Bu model için beton tabaka tam olarak ne kadar kalın olmalı?” Satıcı size hem ölçü hem de diyagram veremiyorsa, ilk gizli masrafınızı keşfetmişsiniz demektir.
20–40 tonluk bir makineyi standart bir kapıdan geçirmek, ana bileşenleri sökmeye hazır değilseniz tamamen hayal ürünüdür. Vinç hizmetleri, sertifikalı montajcılar, kurulum sonrası seviye ayarlamaları ve servo motorlar için havalandırma hazırlığı genellikle ekstra $5,000–$15,000 ekler. Basit bir tak‑çalıştır kurulum bekleyen atölyeler, hidrolik tanklar ve üç fazlı panoların iyimserlikten etkilenmediğini çabucak öğrenir; 460V güce dönüştürmek veya tozsuz havalandırmaya yükseltmek kolayca ekstra $2,000–$8,000 ekleyebilir.
Bir atölye sahibi, “sadece zemini hazır hale getirmeye” çalışırken ücretli plazma kesim süresinden yarım gün kaybettiğini anlattı. Bu duraklama, gerçek kurulum maliyetini ikiye katladı. Hikâye yankı uyandırıyor çünkü gerçek tuzağı ortaya koyuyor: ilk 90 gün sadece bütçenizi tüketmez—aynı zamanda ivmenizi de yok eder. Bir abkant presin hayatındaki en ucuz an, satın alma siparişini imzaladığınız gündür.
Kullanılmış makineler “şimdi mevcut”, “çalışmaya hazır” veya “stokta” gibi etiketlerle anında tatmin vaat eder. Ancak yanlış makineyi tam üretim döngülerine soktuğunuz anda rakamlar tersine döner. Yepyeni 140 tonluk bir CNC abkant presin gelmesi 20–45 gün sürebilir, ancak üç yıl içinde genellikle yorgun hidrolik pompalar, hatalı arka dayamalar ve ömrünü doldurmuş taçlama sistemleriyle yüklenmiş sözde ucuz kullanılmış makinelerden 15–30% daha ucuzdur.
10,000 saat sınırına yaklaşan hidrolik pompalar öngörülebilir bir düzenlilikle arızalanır. Videoda fark ettiğiniz o ince 0,5 mm arka dayama kayması, gerçek parçalar yüklendiğinde 20–40% üretkenlik kaybına dönüşebilir. Bir atölye, kullanılmış bir pres için $80k harcadı, ancak ilk 90 gün içinde $60k’dan fazla onarım masrafı yaptı. Bir diğeri, “harika fırsat” olarak gördüğü bir Wysong’a sürekli yağ ekledi, ta ki matematik inkâr edilemez hale gelene kadar: yeni üretim, onlara plansız duruşlarda yılda $25k tasarruf sağlayacaktı.
Mantığa ters gibi görünse de rakamlar tutarlı kalır: $150k’lık yeni bir ünite ve $15k kurulum maliyeti, gerçek çalışma süresi maliyetini hesaba kattığınızda, $80k’lık kullanılmış bir makine ve $50k’lık onarım masraflarını neredeyse her zaman geride bırakır. “Şimdi mevcut” olan makine genellikle bu duruma bir sebepten sahiptir—önceki sahibi bu denklemi anlamak için ağır bir bedel ödemiştir.
Bu listeyi yazdırın ve notlarınızın yanında tutun. İki kutu kırmızıya dönerse, uzaklaşın. O noktada çelik değil—kesinlik satın alıyorsunuz.
Her satış konuşmasını kesen tek bir soru vardır: “Parçamı yük altında on kez çalıştırın ve gün bitmeden bana video ile birlikte üç yıllık maliyet dökümünü gönderin.” Bunu yapabilen satıcılar güveninizi hak eder. Yapamayanlar ise size cevabı çoktan vermiştir.
Bu da sizi o parlak çevrimiçi fotoğraflara bakarkenki o ilk ana geri getirir—en ucuz abkant presin, atölyenizin zeminine hiç ulaşmayan olduğunu gösteren gerçeğe.


















