

Di lantai ruang pamer, press brake terlihat sempurna—rating tonnase terukir dengan bangga di rangka dan panjang meja disorot di brosur. Rasanya seperti cocok sekali untuk beban kerja Anda. Namun saat Anda mendorong lembaran stainless, ram mulai bekerja keras, bekas alat merusak flange, dan kenyataan pun muncul: angka di lembar spesifikasi itu tidak pernah menjadi gambaran lengkap. Tonnase, panjang, dan kapasitas semuanya mencerminkan kondisi pengujian yang diidealkan yang jarang terjadi dalam produksi nyata. Jarak antara performa teoritis dan tuntutan harian bengkel Anda adalah tempat lahirnya kekecewaan mahal.
Tonnase terukur pada press brake mewakili gaya pembentukan maksimum yang aman—bukan tonnase yang benar-benar Anda perlukan untuk pekerjaan spesifik Anda. Gaya yang dibutuhkan bergantung pada kekuatan tarik material, ketebalan lembaran yang dikuadratkan, panjang tekukan, dan bukaan V-die. Ubah satu saja faktor ini, dan kebutuhan tonnase bisa berubah antara 30% dan 100%. Misalnya, menekuk lembaran baja A36 setebal ¼ inci di atas die 2 inci membutuhkan sekitar 197 ton sepanjang 10 kaki. Beralih ke die 3 inci dan kebutuhan turun menjadi sekitar 139 ton; persempit die menjadi 1,5 inci untuk radius lebih kecil, dan tiba-tiba tekukan yang sama membutuhkan hampir 300 ton. “Kapasitas ¼ inci” di lembar spesifikasi diam-diam mengasumsikan baja lunak, sudut tekukan moderat, dan pengaturan die yang direkomendasikan pabrik—kondisi yang mungkin tidak pernah Anda temui di pekerjaan nyata.
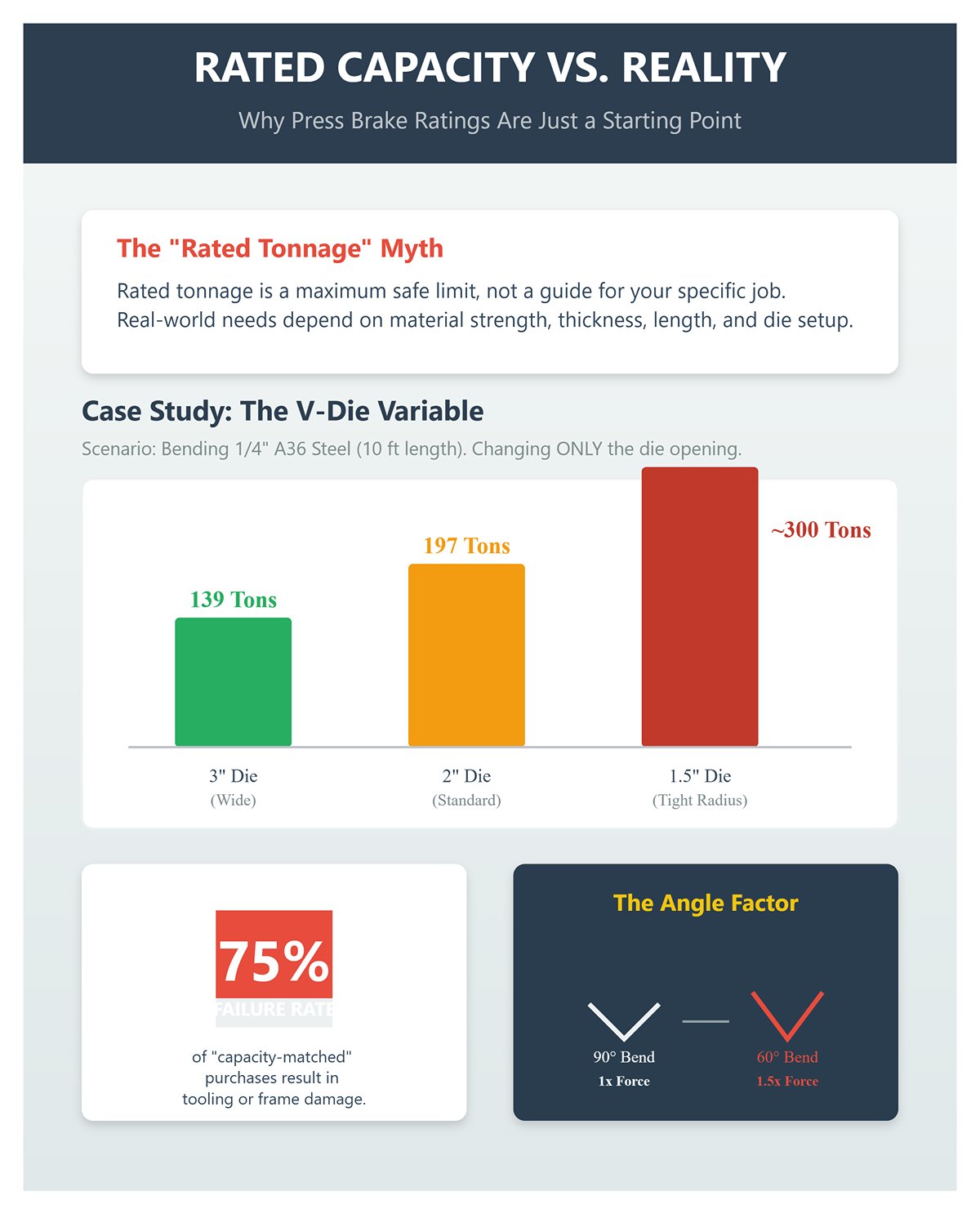
Itulah mengapa press brake yang underrated sering aus atau rusak jauh lebih cepat dari perkiraan. Data industri menunjukkan bahwa hampir tiga perempat pembelian “sesuai kapasitas” berakhir dengan kerusakan tooling atau tekanan pada rangka begitu operator bergerak melampaui material uji ringan—membentuk paduan yang lebih keras, tekukan lebih ketat, atau radius lebih kecil daripada asumsi laboratorium. Press brake 90 ton yang dirating untuk tekukan standar 90° mungkin melengkung atau berhenti di 60°, karena tonnase yang dibutuhkan bisa melonjak sekitar 1,5× saat sudut tekukan diperketat. Satu-satunya angka yang dapat diandalkan adalah yang Anda hitung berdasarkan material, sudut, dan konfigurasi die yang sebenarnya. Tanpa itu, “tonnase terukur” hanyalah sorotan pemasaran—akurat hanya dalam kondisi sempurna yang jarang terulang.
Sekilas, press brake “10 kaki” tampak menawarkan ruang kerja tanpa hambatan. Kenyataannya, setiap rangka samping memakan hampir satu kaki panjang yang dapat digunakan, dan kedalaman tenggorokan mesin—jarak dari garis tengah ram ke dinding dalam rangka—menentukan seberapa jauh bagian dapat menonjol sebelum terkena hambatan. Setelah Anda memperhitungkan ketebalan rangka, meja 10 kaki itu biasanya hanya memberikan sekitar 8 kaki kapasitas tekukan yang sebenarnya.

Bayangkan mencoba membentuk saluran 9 kaki dengan flange sedalam 20 inci. Tooling mungkin pas, tetapi begitu Anda memiringkan bagian untuk melewati flange, rangka menghalangi gerakan Anda. Solusi sementara—membalik bagian atau menekuk dari ujung sebaliknya—menggandakan waktu penanganan dan menciptakan tantangan penyelarasan. Banyak pembeli peralatan bekas baru menyadari hal ini setelah mesin tiba, ketika “cocok kapasitas” memaksa mereka bergulat dengan balok pada sudut yang tidak nyaman. Solusinya adalah perencanaan: pilih desain rangka terbuka atau model dengan kedalaman tenggorokan yang diperpanjang untuk mempertahankan akses, sementara mesin rangka tertutup mengorbankan jangkauan demi kekakuan tambahan. Jika operasi Anda melibatkan kotak besar, rencanakan meja setidaknya dua kaki lebih panjang dari tekukan terbesar Anda untuk menjaga efisiensi alur kerja.
Sekitar 30% dari pembelian “pas-pasan” mengabaikan kehilangan panjang yang dapat digunakan sebesar 20–25%. Lembar spesifikasi mungkin mengatakan “10 kaki,” tetapi bagian Anda tidak peduli dengan pemasaran—yang penting adalah apakah mereka benar-benar bisa melewati rangka.
Bahkan dengan tonnase dan jangkauan yang tepat, ada hambatan kritis lain: bisakah Anda mengeluarkan potongan jadi setelah tekukan? Celah (daylight) mengacu pada bukaan vertikal antara ram dan meja saat brake terbuka penuh, sementara langkah (stroke) adalah jarak total perjalanan ram. Keduanya menentukan seberapa mudah Anda dapat melepaskan komponen dari bawah tooling. Celah yang tidak cukup berarti flange tinggi terjebak di bawah ram; langkah yang terbatas memaksa Anda mengeluarkan setiap bagian secara manual.
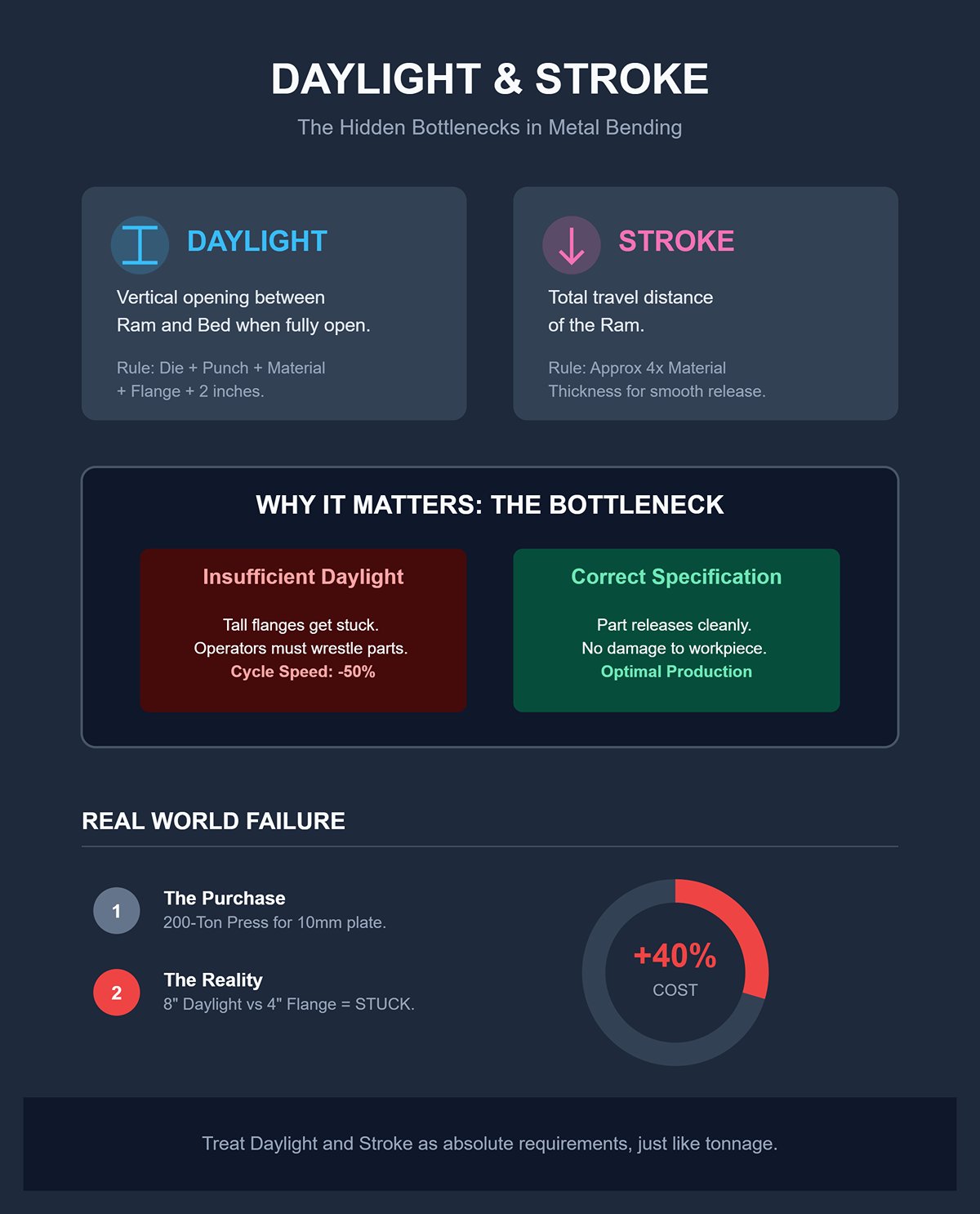
Panduan cepat: celah harus melebihi gabungan tinggi die, punch, ketebalan material, dan flange jadi setidaknya dua inci. Langkah harus sekitar empat kali ketebalan material untuk memungkinkan pelepasan yang mulus. Misalnya, menekuk pelat stainless steel 6 milimeter menjadi saluran flange tinggi memerlukan sekitar 10 inci langkah. Namun banyak mesin “heavy-duty” hanya memiliki 8 inci celah, menjebak bagian yang lebih besar hingga operator memiringkan atau memaksanya keluar—memotong kecepatan siklus menjadi setengah dan meningkatkan risiko merusak benda kerja.
Seorang pembuat fabrikasi mengalami hal ini: di atas kertas, press brake 200 ton tampak ideal untuk pekerjaan pelat 10 milimeter, tetapi produksi mengungkap kelemahan. Dengan hanya 8 inci celah, mesin tidak dapat melewati flange 4 inci, memaksa tim menggunakan adaptor mahal yang tetap tidak sepenuhnya menyelesaikan masalah. Akhirnya, mereka harus mengganti seluruh unit—peningkatan yang menaikkan total biaya proyek sebesar 40%.
Untuk menghindari kesalahan mahal yang sama, perlakukan celah dan langkah sebagai persyaratan mutlak—sama pentingnya dengan tonnase atau panjang meja. Jika press brake tidak dapat melepaskan bagian Anda dengan bersih, itu bukan press brake yang berfungsi—melainkan ragum mahal.
Setiap kali spesifikasi dan klaim pemasaran tampak selaras sempurna, ada baiknya bertanya: sempurna untuk siapa—pabrikan atau Anda? Produktivitas sejati tidak berasal dari angka di papan nama, tetapi dari geometri tersembunyi, jarak bebas, dan kedalaman yang memberi arti pada angka tersebut. Menyadari perbedaan itu adalah langkah pertama menuju pembelian press brake yang bekerja dengan fisika, bukan melawannya.
Sebagian besar sumber memperlakukan tonnase air-bending sebagai pencarian sederhana di grafik, tetapi keuntungan sebenarnya datang dari menghitungnya sendiri menggunakan sifat material dan tooling Anda. Gaya air-bend bergantung pada tiga faktor yang dapat dikendalikan: kekuatan tarik, ketebalan, dan bukaan V. Rumus praktis untuk produksi adalah: ton per kaki ≈ C × (kekuatan tarik dalam ksi) × ketebalan material (dalam inci) × (ketebalan ÷ bukaan V). Gunakan C ≈ 1,0 sebagai patokan untuk baja karbon; sesuaikan turun menjadi sekitar 0,6 untuk aluminium atau naik menjadi sekitar 1,6 untuk stainless. Karena kalkulator yang berbeda menerapkan konstanta yang sedikit berbeda, tunjukkan toleransi ±20% saat menyajikan perhitungan internal.
Berikut contoh konkret untuk mempermudah matematika. Misalkan Anda melakukan air-bending pada panjang 10 kaki baja A36 (kekuatan tarik ≈ 70 ksi), tebal 0,25 inci, dengan bukaan V 1 inci. Perhitungannya menghasilkan ton per kaki ≈ 1,0 × 70 × 0,25 × (0,25 ÷ 1,0) = 4,375. Sepanjang 10 kaki, totalnya sekitar 44 ton. Ini mencerminkan kondisi ideal air-bending saja—tanpa toleransi untuk variabilitas produksi. Dealer yang mempromosikan model 50 ton mungkin bersikeras itu cukup, tetapi itu hanya benar dalam skenario dunia sempurna.
Cara yang andal untuk mengamankan keputusan pembelian cukup sederhana: pertama, hitung ton per kaki yang dibutuhkan untuk bagian paling menuntut dan panjang tekukan penuh Anda. Kalikan dengan panjang tersebut, lalu tambahkan margin keamanan. Untuk air-bending, tambahkan sekitar 20–30%. Jika Anda beralih ke bottoming, rencanakan sekitar empat kali tonnase dasar itu—dan enam hingga sepuluh kali untuk coining. Terakhir, tambahkan lagi 10–25% jika press brake bekas, menua, atau menggunakan tooling dengan keausan yang terlihat. Satu perhitungan ini mencegah kesalahan umum di mana “total tonnase” yang diiklankan tampak memadai di atas kertas tetapi kurang begitu dies dan flange panjang produksi mulai digunakan.
Kapasitas maksimum yang dipublikasikan mencerminkan total gaya silinder—bukan ton per kaki yang dapat digunakan yang didistribusikan sepanjang panjang tekukan aktual Anda—dan di situlah akurasi biasanya hilang. Press brake 100 ton mungkin dapat melakukan coining pada sampel pendek selama demo tetapi tetap gagal saat melakukan air bending pada bagian 8 atau 10 kaki Anda menggunakan pembukaan V yang diperlukan. Saat panjang bagian meningkat, gaya yang tersedia menyebar, mengurangi ton per kaki. Jika penjual tidak dapat menunjukkan gaya per kaki pada V‑die spesifik Anda, mereka menghilangkan angka yang benar-benar menentukan kelayakan.
Metode pembentukan semakin mempersulit persepsi. Air bending membutuhkan gaya jauh lebih sedikit dibandingkan bottoming dan jauh lebih sedikit dibandingkan coining. Dealer terkadang mengatur demo dengan V‑die yang terlalu besar untuk membuat tekukan terlihat mudah, secara artifisial menurunkan kebutuhan ton per kaki dan melebih-lebihkan kapasitas mesin. Salah satu contoh peringatan: sebuah bengkel membeli press brake bekas 110 ton setelah dengan mudah menekuk strip uji 10 mm selama demo. Bagian asli mereka panjangnya 2,5 m dan menggunakan pembukaan V yang lebih kecil. Setelah produksi dimulai, press brake tersebut kurang menekuk setiap bagian, memaksa penggantian alat yang mahal dan retrofit crowning—menghabiskan lebih banyak secara keseluruhan daripada jika mereka membeli kapasitas yang benar sejak awal.
Rating kapasitas juga mengasumsikan press baru dari pabrik dengan hidrolik sempurna dan rangka yang kaku tanpa distorsi. Unit berusia satu dekade dengan seal aus atau sinkronisasi sumbu Y yang tidak merata memberikan tekanan yang kurang konsisten dan peningkatan penyimpangan sudut—yang tidak muncul dalam spesifikasi tonase sederhana. Pembeli yang hanya fokus pada gaya maksimum mengabaikan pertanyaan kunci: Berapa banyak gaya yang dapat digunakan yang dapat diberikan mesin ini per kaki pada pembukaan V yang benar-benar dibutuhkan bagian saya?
Springback adalah beban tersembunyi pada tonase Anda. Material yang lebih keras seperti baja tahan karat atau paduan berkekuatan tinggi cenderung kembali lebih kuat setelah dibentuk, sering kali membutuhkan 10–25 % lebih banyak energi pembentukan—atau bahkan tekukan kedua—untuk mencapai sudut yang ditentukan. Komponen tipis dengan flange panjang relatif terhadap ketebalannya memperbesar masalah ini. Press brake modern dengan kontrol sumbu Y1/Y2 yang presisi dan crowning terkomputerisasi secara konsisten mengimbangi springback. Sebaliknya, mesin lama yang menggunakan crowning mekanis atau katup respons lambat tidak mampu, menyebabkan penyimpangan sudut beberapa derajat dari tengah mesin hingga ke ujung selama satu shift penuh, tidak peduli seberapa terampil operatornya.
Variabilitas ini dengan cepat berubah menjadi masalah finansial, bukan hanya tantangan pembentukan. Dengan lima menit pengerjaan ulang per bagian, memproduksi 200 bagian per bulan pada 60 $/jam berarti lebih dari 1.000 $ hilang hanya dalam biaya tenaga kerja. Tambahkan tingkat scrap atau biaya pemasangan retrofit crowning, dan dampaknya meningkat. Baja tahan karat—dengan kebutuhan tonase sekitar 1,6× lebih tinggi daripada baja karbon rendah—mengungkap kekurangan ini paling cepat: spesifikasi yang terlihat dapat dicapai di atas kertas sering kali terbukti mustahil dalam produksi nyata tanpa tonase tambahan atau beralih ke coining.
Mengabaikan springback adalah salah satu alasan utama mesin bekas mengecewakan pembeli. Tonase yang dinyatakan mungkin tampak cukup, tetapi defleksi meja yang tidak merata atau hidrolik yang lamban memaksa operator untuk melakukan over-bending dan re-bending pada bagian. Energi pembentukan ekstra itu tidak pernah menjadi bagian dari rating kapasitas asli, dan kekurangannya baru terlihat setelah pemasangan.
Dengan menghitung tonase berdasarkan kekuatan tarik dan pembukaan V, menuntut ton per kaki yang dapat digunakan, dan memperhitungkan toleransi springback, Anda mengubah spesifikasi yang samar menjadi persyaratan kinerja yang konkret. Persiapan ini memungkinkan Anda memasuki negosiasi dengan dealer dengan angka pasti yang harus dapat dicapai mesin secara andal—daripada membiarkan dealer yang menentukannya.
Ketika kekuatan murni dan fleksibilitas menjadi yang utama, press brake hidrolik masih menjadi tolok ukur. Digerakkan oleh ram berbasis fluida, mereka mempertahankan tonase penuh sepanjang stroke, memungkinkan mereka menekuk baja struktural tebal (8–20 mm) tanpa melambat. Untuk proyek yang menuntut—seperti membentuk bracket baja tahan karat 12 mm atau flange balok lebar—hidrolik dapat mengungguli model listrik sebanding sebesar 30–50 % dalam kapasitas. Mereka juga menangani ketebalan material campuran dalam satu siklus produksi dengan mudah. Fleksibilitas ini berasal dari sifat tekanan hidrolik, yang dapat disesuaikan secara instan untuk menyesuaikan dengan resistensi material. Akibatnya, pergantian tooling atau stok yang tidak konsisten jarang memerlukan kalibrasi ulang untuk batas beban motor.
Namun keunggulan ini datang dengan kompromi. Sistem hidrolik menjaga pompa tetap berjalan terus-menerus—bahkan di antara tekukan—mengonsumsi energi dua hingga tiga kali lebih banyak daripada desain bertenaga servo. Selama setahun, unit 100 ton yang digunakan secara moderat dapat menambah biaya listrik sebesar 5.000 $. Perawatan menambah pengeluaran: penggantian oli, perbaikan kebocoran, dan penggantian katup dapat menghabiskan 10–15 % dari ketersediaan mesin tahunan. Sebagian besar model kelas menengah menanggung biaya layanan tahunan sebesar 5–6 K $. Operasi volume tinggi memperburuk dampak—lebih dari 200 tekukan per jam dapat menghasilkan panas yang mendorong akurasi ram dari ±0,05 mm menjadi ±0,2 mm hanya dalam 50 siklus, yang mengarah pada pengerjaan ulang yang mahal. Kebisingan pompa yang terus-menerus sering kali menjadi tanda keausan sebelum kerusakan, tetapi tetap berarti waktu produksi yang hilang.
Model hidrolik tetap menjadi pilihan jelas untuk fabrikasi tugas berat dengan output rendah di mana beban kerja minimal, material kokoh, dan model listrik memerlukan tambahan biaya 50 K $+ tanpa memberikan gaya yang dibutuhkan. Dengan perawatan yang tekun dan catatan servis lengkap, mereka biasanya mempertahankan sekitar 20 % nilai jual kembali lebih tinggi dari rata-rata.
Press brake servo-listrik unggul saat bekerja dengan logam tipis hingga sedang, menawarkan presisi dan kecepatan yang seimbang. Digerakkan oleh ball screw atau mekanisme sabuk, mereka mencapai pengulangan ±0,01 mm dan beroperasi hingga 30 % lebih cepat daripada hidrolik. Karena motor hanya berjalan saat menekuk, bukan saat idle, mereka mengurangi konsumsi energi sebesar 60–70 % dibandingkan sistem hidrolik. Untuk bengkel dengan volume menengah yang mencatat sekitar 500 jam per tahun, itu berarti penghematan energi sebesar 2–4 K $ setiap tahun.
Meskipun investasi awal lebih tinggi—biasanya 120 K–180 K $ untuk press brake listrik 100 ton dibandingkan 80 K–120 K $ untuk model hidrolik—periode pengembalian sering kali singkat. Penghematan dari penggunaan energi yang berkurang dan perawatan minimal (tanpa penggantian oli, penggantian pompa, atau keausan katup) dapat menutup selisih dalam waktu sekitar 18 hingga 24 bulan:
| Faktor | Biaya Listrik | Biaya Hidrolik | Titik impas |
|---|---|---|---|
| Pembelian (100 ton) | $120K–$180K | $80K–$120K | T/T |
| Energi/Tahun (bengkel menengah) | $3K | $8K | 18 bulan |
| Perawatan/Tahun | $2K | $6K | 12 bulan |
| Siklus/Jam | 25–35 | 15–25 | Pemimpin volume |
Sistem listrik juga mengurangi kebisingan di lantai bengkel sekitar 15 dB, menghilangkan kebocoran oli, dan menurunkan kelelahan operator dengan menghilangkan getaran pompa hidrolik. Dalam pekerjaan yang membutuhkan presisi tinggi, mesin listrik yang lebih kecil—misalnya model 80 ton—dapat mengungguli mesin hidrolik yang lebih besar saat membentuk flensa dangkal di bawah 100 mm, sehingga meminimalkan penyesuaian springback yang mahal.
Namun, ada keterbatasan. Performa motor servo menurun tajam di atas 200 ton, membuat unit listrik tidak praktis untuk baja dengan ketebalan lebih dari sekitar 10 mm. Bagi bengkel dengan anggaran di bawah $100K atau yang secara rutin menangani material berukuran tebal, pres brake listrik mungkin tidak memiliki tenaga yang dibutuhkan oleh operasinya.
Hibrida servo-hidraulik dirancang khusus untuk produsen yang menyeimbangkan kebutuhan tonase tinggi dengan throughput yang lebih cepat. Dalam sistem ini, motor servo menggerakkan pompa hidraulik hanya selama proses penekukan, memberikan penghematan energi sebesar 30–50 % dibandingkan dengan sistem hidraulik konvensional sambil tetap mempertahankan kemampuan lebih dari 300 ton. Desain hibrida sejati memiliki tangki hidraulik dua sirkuit—satu per silinder—yang memungkinkan kendali ram independen. Pengaturan ini mendistribusikan beban dengan lebih efisien, meningkatkan kecepatan pembentukan hingga 25 %, dan menghilangkan pemborosan energi dari sistem yang menganggur.
Untuk fasilitas dengan volume menengah yang melakukan 300–800 tekukan per hari dalam berbagai jenis material, sistem hibrida adalah keseimbangan ideal. Mereka mempertahankan akurasi sudut ±0,05° pada meja sepanjang 10 kaki menggunakan umpan balik penyesuaian servo, mengurangi konsumsi oli sekitar 50 %, dan bekerja sekitar 40 % lebih senyap dibanding hidraulik tradisional. Sebagai contoh, sebuah produsen bagian otomotif yang menekuk sekaligus panel penutup 4 mm dan rangka 150 ton dapat mencapai pengembalian investasi dua tahun pada model hibrida seharga 140 ribu dibanding sistem hidraulik 100 ribu setelah penghematan energi dan peningkatan produktivitas diperhitungkan.
Pembeli harap waspada: tidak semua mesin yang dipasarkan sebagai “hibrida” benar-benar sesuai dengan definisinya. Beberapa merek hanya menambahkan inverter untuk mengatur kecepatan pompa, menghasilkan peningkatan efisiensi sekitar 10 % saja. Tanpa desain dua sirkuit yang sesungguhnya, presisi dan penghematan energi yang diiklankan sering kali dilebih-lebihkan. Hibrida yang benar dibuat untuk bengkel yang mengandalkan tenaga hidraulik selama sebagian jam kerja tetapi juga menginginkan kecepatan, ketepatan, dan biaya operasional lebih rendah yang dibutuhkan untuk produksi ringan.
Memilih antara sistem hidraulik, listrik, dan hibrida bukan tentang mengejar teknologi terbaru atau angka tonase tertinggi—ini tentang menyelaraskan mekanisme penggerak dengan fisika dan ekonomi kebutuhan produksi nyata Anda. Konsumsi energi, rutinitas perawatan, dan kemampuan presisi sangat bervariasi antar jenis mesin, dan investasi Anda hanya akan masuk akal jika karakteristik tersebut sesuai dengan rentang material dan kebutuhan siklus Anda.
Kontrol CNC: Fitur yang Dapat Menjadi Keunggulan Kompetitif Bengkel Anda—atau Justru Diam Tak Terpakai
“Teknologi Terlantar”: Hindari pengendali CNC tanpa dukungan pabrikan. Banyak pembeli fokus pada tonase, kecepatan, dan kekakuan rangka, namun pengendali adalah bagian yang paling mungkin menjadi usang jauh sebelum mesin lainnya. Di sinilah banyak bengkel secara tidak sadar menurunkan produktivitas mereka: mereka menggunakan pengendali yang sudah tidak didukung OEM, mengakibatkan solusi sementara yang canggung, penundaan perbaikan yang lama, dan biaya retrofit yang pada akhirnya menghapus seluruh penghematan dari pembelian mesin bekas.
Model seperti Delem DA‑41T atau ESA S530 masih mampu menjalankan operasi dasar 2–4 sumbu dengan baik, tetapi setelah dukungan firmware berakhir—biasanya setelah 8–10 tahun—mereka tidak akan bisa memuat basis data perkakas yang diperbarui, mengintegrasikan standar keselamatan modern, atau menerima patch sistem operasi penting. Cybelec CybTouch 8 menghadapi masalah serupa; banyak produsen Eropa telah mengalihkan dukungan mereka ke produk kelas menengah yang lebih baru, meninggalkan sistem lama tanpa pembaruan paket bahasa atau perbaikan pencegahan tabrakan. Beberapa bengkel melaporkan harus menunggu enam hingga dua belas bulan untuk memperbaiki unit ESA S600 pra‑2018 yang sudah tidak diproduksi.
Sebuah bengkel fabrikasi menengah mengalami hal ini secara langsung: sebuah press brake bekas dengan pengendali Delem DA‑42T berusia 12 tahun tampak seperti penawaran bagus sampai dukungan Windows 7 dihentikan. Setelah itu, pengendali tidak bisa menjalankan perangkat lunak terbaru, memaksa retrofit penuh yang menelan biaya 15 ribu dan kehilangan produksi selama satu minggu. Masalahnya bukan pada mesin—melainkan ekosistem perangkat lunak pengendalinya yang sudah usang.
Audit pra-pembelian cepat dapat mencegah masalah seperti ini. Selalu minta:
Unit Delem yang lebih tua dari DA‑53T/58T atau model ESA di bawah S640+—terutama yang dibuat sebelum tahun 2020—berisiko tinggi kehilangan dukungan pabrikan. Press brake dengan komponen hidraulik tanpa dukungan masih bisa diperbaiki oleh teknisi ahli, tetapi mesin dengan perangkat lunak usang menjadi barang mati sampai pengendali yang kompatibel ditemukan.
Pemrograman Offline: Mengapa Hal Ini Lebih Penting daripada Ukuran Layar Sentuh Besar layar sentuh mungkin terlihat mengesankan di ruang pamer, tetapi bukan itu yang mendorong produktivitas—pemrograman offline-lah yang melakukannya.
Sistem yang mendukung penggunaan offline seperti Delem DA‑69T atau DA‑66T memungkinkan programmer merancang urutan pembengkokan secara lengkap, menjalankan simulasi 3D, dan memeriksa tabrakan perkakas di PC sementara press brake tetap beroperasi. Proses ini biasanya mengurangi waktu setup sebesar 40–60 % pada pekerjaan yang kompleks. Untuk bengkel yang mengelola mesin dengan enam atau lebih sumbu, manfaatnya bersifat transformasional: lebih sedikit kesalahan operator, throughput lebih tinggi, dan transisi antar shift yang lebih mulus.
Sebaliknya, pengeditan langsung di mesin dapat memperlambat segalanya. Layar 15 inci seperti pada ESA S640 mungkin terlihat mengesankan, tetapi tanpa kemampuan ekspor offline, setiap penyesuaian program mengharuskan operator berkumpul di sekitar press brake. Pengeditan langsung tersebut menghentikan produksi total, menjadikan mesin sebagai titik kemacetan. Panel Delem DA‑53T berukuran 10,1 inci lebih dari cukup untuk pekerjaan 2D sederhana, tetapi begitu Anda memerlukan simulasi 3D atau setup multi‑stasiun, ketiadaan pemrograman offline dengan cepat membatasi produktivitas.
Data dunia nyata mendukung hal ini. Bengkel yang menggunakan kontrol dengan kemampuan offline melaporkan sekitar 25 % lebih sedikit kesalahan operator pada operasi pembengkokan multi‑sumbu. Seorang programmer tunggal yang bekerja di desktop dapat membuat ratusan program bagian per minggu, membiarkan press brake bebas untuk produksi aktual daripada berfungsi sebagai terminal pemrograman.
Fungsi offline mengalahkan ukuran layar karena mengubah cara Anda bekerja. Layar yang lebih besar mungkin meningkatkan visibilitas, tetapi pemrograman offline menghilangkan waktu menganggur sepenuhnya.
Jika operator Anda tidak benar‑benar menggunakan antarmuka kontrol, investasi Anda akan sia‑sia. Pengendali premium hanya memberikan nilai ketika fiturnya digunakan. Banyak bengkel secara tidak sengaja membelanjakan terlalu banyak—memilih sistem canggih yang sarat dengan struktur menu mendalam—hanya untuk melihat operator meninggalkannya begitu produksi menjadi sibuk, kembali ke override manual atau mode operasi dasar.
Kontrol Delem DA‑66T dan DA‑69T mendominasi pasar karena satu alasan jelas: operator dapat beralih dari setup ke produksi hanya dengan beberapa ketukan cepat. Sebagian besar mencapai sekitar 90–95 persen kemahiran dalam dua hari. Sebaliknya, antarmuka profesional seperti Cybelec Modeva sering memerlukan pelatihan seminggu atau lebih, menjadikannya kurang praktis untuk bengkel yang menghadapi pergantian staf yang sering atau tingkat keterampilan yang bervariasi.
Sistem ESA S640 dan S875W memberikan fleksibilitas luar biasa—memungkinkan logika PLC khusus, layar HMI yang sepenuhnya dapat dikonfigurasi ulang, dan kontrol puluhan sumbu—tetapi kekuatan yang sama dapat membingungkan operator yang kurang berpengalaman. Data lapangan menunjukkan bahwa di lingkungan dengan keterampilan rendah, hingga 30 persen kapasitas sistem tidak digunakan karena operator melewati alat 3D dan lebih mengandalkan penyesuaian manual.
Bahkan tata letak perangkat keras memainkan peran penting. Di lingkungan berdebu atau dengan penggunaan sarung tangan, banyak bengkel lebih memilih kontrol berbasis tombol seperti DA‑65R, yang meminimalkan kesalahan layar sentuh dan input yang tidak diinginkan. Satu lini fabrikasi mendapatkan kembali sekitar 15 jam produktif per minggu setelah mengganti panel sentuh DA‑42T yang rusak dengan antarmuka berbasis tombol selama retrofit.
Tes sederhana dapat mengungkap apakah kontrol sesuai untuk tim Anda: berikan kepada operator yang paling tidak percaya diri secara teknologi urutan 10 pembengkokan. Jika mereka kembali ke penyesuaian manual sumbu X atau R, antarmuka terlalu rumit untuk tenaga kerja Anda. Dalam kasus tersebut, sistem Delem yang disederhanakan dengan sinkronisasi sumbu yang intuitif akan menghasilkan hasil yang lebih konsisten daripada pengendali kaya fitur yang tidak digunakan secara maksimal.
Pengendali bisa menjadi alat paling produktif pada press brake Anda atau aksesori termahal yang mengumpulkan debu. Menyesuaikan kemampuan sistem dengan tingkat keterampilan operator memastikan Anda mendapatkan kinerja yang Anda bayar.
Banyak pembeli secara keliru percaya bahwa perkakas press brake dapat dipertukarkan—kesalahpahaman yang mahal. Dalam praktiknya, profil tang menentukan seluruh ekosistem perkakas yang mengikutinya. Perkakas gaya Amerika, yang dapat dikenali dari tang sempit 0,50 inci (12,7 mm), dibuat untuk perubahan manual cepat guna meminimalkan waktu henti di lingkungan fabrikasi umum. Perkakas ini bekerja dengan baik untuk pekerjaan berulang dalam toleransi yang longgar, tetapi kenyamanan ini mengorbankan presisi berkelanjutan. Setiap perubahan sedikit mengikis antarmuka penjepit; setelah hanya belasan siklus setup, akurasi pembengkokan dapat bergeser sebesar 0,01 inci—cukup untuk membuat komponen aerospace atau elektronik keluar dari spesifikasi.
Perkakas gaya Eropa mengambil pendekatan yang sepenuhnya berbeda. Tang yang lebih lebar 13 mm, dikombinasikan dengan alur samping, terkunci dengan aman ke dalam penjepit wedge, memungkinkan penyelarasan yang sangat berulang dengan toleransi hingga 0,0004 inci. Sistem ini bekerja mulus dengan press brake CNC yang memerlukan umpan balik sudut yang presisi. Masalahnya: setelah Anda berinvestasi pada press brake yang dibuat untuk satu gaya, Anda terkunci pada format tersebut. Press brake gaya Amerika tidak akan cocok dengan perkakas gaya Eropa tanpa adaptor khusus—dan adaptor tersebut mengubah geometri pembentukan, tinggi referensi, dan bahkan peringkat kapasitas beban.
Kejutan yang tidak menyenangkan sering terjadi ketika press brake bekas “turn‑key” tiba dengan perkakas yang tidak cocok dengan mesin Anda. Sekitar 70 % unit gaya Amerika pra‑pakai yang dipasarkan sebagai “siap perkakas” menyertakan punch yang sangat aus dan tidak kompatibel dengan penjepit gaya Eropa. Ketidakcocokan tersebut dapat menghentikan produksi pertama Anda, menunggu berminggu‑minggu untuk adaptor atau punch pengganti yang biayanya hampir sama dengan uang muka awal Anda. Ini bukan pilihan upgrade di kemudian hari—ini adalah keputusan platform mendasar yang dibuat pada hari pertama.
Iklan online sering membanggakan “1.500 lbs perkakas yang disertakan,” tetapi berat semata tidak relevan jika baja tidak tahan terhadap penggunaan dunia nyata. Perkakas kelas produksi asli dikeraskan hingga setidaknya HRC 50; apa pun di bawah HRC 45 hanyalah hiasan bengkel. Perkakas yang lebih lunak dapat berubah bentuk setelah hanya beberapa ratus pembengkokan baja ringan 6 mm, membulatkan tepinya dan mengacaukan sudut—mengarah pada pengerjaan ulang yang mahal. Pada akhirnya, pembeli membayar untuk mengirimkan apa yang pada dasarnya adalah besi tua.
Sebelum pengiriman atau pemeriksaan di lokasi, konfirmasikan lebar tang dan kekerasan die. Mintalah sertifikat material dari penjual, atau setidaknya pembacaan kekerasan yang diambil dari ujung salah satu punch. Periksa bahwa semua bagian konsisten dalam panjang—potongan 4 inci yang tidak cocok tidak akan mendistribusikan gaya secara merata di sepanjang meja 3 meter. Satu set yang asli dan siap kerja harus menyertakan bagian setidaknya 300 mm, memungkinkan Anda menjalankan uji penyelarasan tekanan rendah sekitar 10–15 % dari tonase terukur press brake. Jika titik‑titik gagal sejajar atau Anda melihat retakan rambut di lembah die, anggap perkakas “yang disertakan” tersebut sebagai besi tua.
Perusahaan refurbisher industri yang melacak lebih dari 200 instalasi melaporkan bahwa sekitar 40 % punch dan die yang dibundel akhirnya dibuang dalam 90 hari pertama karena kekerasan yang tidak tepat atau geometri yang cacat. Tes cepat di lantai produksi dapat menghemat waktu: tekuk sampel dari produksi Anda sendiri hingga 90°. Jika radius punch bergeser lebih dari 0,5 mm atau mulai mengelupas, perkakas tersebut tidak dapat digunakan. Mengganti satu set 3 meter yang dikeraskan akan segera menambah biaya akuisisi Anda sebesar 2.500 hingga 4.000.
Adaptor mungkin terlihat seperti kompromi yang ramah biaya—mempertahankan punch yang ada sambil mengubah gaya penjepitan—tetapi angka sering kali membantah asumsi tersebut. Mengubah brake gaya Amerika untuk menggunakan perkakas gaya Eropa berarti membeli holder dengan harga antara $2.000 dan $4.000 masing-masing, ditambah sekitar $1.500 untuk tenaga kerja instalasi. Melengkapi seluruh meja 3 meter dapat menghabiskan $10.000 hingga $20.000 sebelum Anda bahkan menghasilkan tekukan pertama.
Selain biayanya, adaptor mengurangi kinerja. Bertindak sebagai lapisan perantara, mereka melentur di bawah beban, mengurangi tonase yang tersedia sebesar 20–30 %. Brake press 100 ton secara efektif beroperasi sebagai unit 70 ton, memaksa kecepatan pembengkokan yang lebih lambat untuk menghindari keretakan. Untuk bengkel yang mengerjakan baja tahan karat atau pelat lebih dari 3 mm tebal, penurunan ini secara langsung memengaruhi produktivitas dan dapat menyebabkan sudut yang tidak konsisten sepanjang flensa yang panjang.
Mempertimbangkan total biaya kepemilikan, mengganti perkakas secara langsung sering kali menjadi langkah yang lebih ekonomis. Perkakas presisi gaya Eropa untuk brake standar 3 meter biasanya berharga $8.000 hingga $12.000—lebih murah daripada gabungan biaya adaptor dan perawatan berkelanjutan. Adaptor biasanya aus sekitar dua kali lebih cepat dan dapat membatalkan garansi pabrikan dengan mengubah cara beban ditransmisikan.
| Skenario Penggantian | Biaya Adaptor (Pemasangan Lengkap) | Pengurangan Tonase | Perawatan Tambahan Tahunan | Titik Impas vs. Penggantian Perkakas Penuh |
|---|---|---|---|---|
| Amerika → Eropa (meja 3 m) | $10k–$15k | Penurunan 20–25% | $2k/tahun | ≈ 18 bulan (penggunaan volume tinggi) |
| Eropa → Amerika | $6k–$10k | Penurunan 10–15% | $1,5k/tahun | ≈ 12 bulan (pekerjaan presisi rendah) |
| Holder hibrida khusus | $15k–$25k | tidak ada | $3k/tahun | Tidak pernah — hanya untuk aplikasi khusus |
Pengalaman satu bengkel menunjukkan biaya tersembunyi dari penggunaan adaptor. Setelah memodifikasi rem tekan Amerika bekas 150 ton dengan penjepit bergaya Eropa untuk pekerjaan aluminium presisi, operator mulai menghadapi pergeseran sudut 0,2° yang persisten dalam waktu setengah tahun. Akhirnya, mereka meninggalkan adaptor dan berinvestasi pada punch Euro dengan tinggi penuh. Biaya gabungan akhirnya menggandakan anggaran perkakas mereka dan menunda produksi selama tiga bulan.
Pelajaran yang diambil bukanlah bahwa perkakas Eropa selalu lebih baik daripada Amerika — melainkan bahwa Anda harus membuat keputusan yang tepat sejak awal. Pilihan standar perkakas Anda akan membentuk setiap investasi di masa depan: dies, pemegang, sistem crowning, bahkan tata letak rak penyimpanan Anda. Mengabaikan kesesuaian ini dapat mengubah rem tekan berharga murah menjadi kesalahan mahal, memerlukan koreksi bernilai puluhan ribu sebelum pekerjaan produksi pertama Anda bahkan dimulai.
Banyak pembeli mengandalkan foto atau spesifikasi teknis untuk menilai kondisi rem tekan, tetapi bukti paling meyakinkan adalah test bend penuh panjang secara langsung. Idealnya, ini harus dilakukan dengan contoh bagian Anda sendiri atau dengan perkakas yang identik dengan yang Anda rencanakan untuk digunakan. Minta operator memberi makan material melintasi seluruh lebar meja dari kiri ke kanan, dengan kamera menangkap flange yang dibengkokkan dengan jelas di setiap tahap. Ini akan mengungkap konsistensi sudut dan menunjukkan apakah sistem crowning atau kompensasi bekerja merata di seluruh meja.
Mintalah bukti langsung: instruksikan operator untuk mengukur dan menyebutkan sudut tekukan atau tinggi flange di tiga titik — ujung kiri, tengah, dan ujung kanan — menggunakan pengukur sudut atau kaliper yang terlihat jelas. Jika pengukuran ini berada di luar toleransi Anda (misalnya, lebih dari ±0,1° deviasi untuk pekerjaan presisi atau variasi ±0,5 mm pada panjang flange), itu adalah tanda jelas dari sistem crowning yang gagal, meja yang aus, atau ram yang tidak sejajar. Cacat ini mahal untuk diperbaiki, menjadikan test bend sebagai titik keputusan sebelum berkomitmen pada pengiriman.
Di bawah beban, kebisingan hidrolik dapat mengungkap masalah yang tidak terlihat oleh mata. Dengan benda kerja terjepit dan ram mempertahankan tekanan, instruksikan operator untuk mendekatkan kamera ke penutup pompa dan rangka samping. Pelajari membedakan dengungan halus dan stabil dari sistem hidrolik yang berfungsi baik dengan dengungan frekuensi tinggi yang berkelanjutan yang menandakan masalah — seperti roda gigi pompa tergores, kavitasi saluran fluida, atau katup proporsional yang gagal. Suara gerinda kasar atau denyut berirama menunjukkan bantalan aus atau pembatasan aliran fluida, masalah yang pada akhirnya akan menghasilkan gaya tekukan yang tidak merata dan variasi sudut yang tidak dapat diprediksi.
Jika memungkinkan, periksa kondisi oli hidrolik — minta penjual untuk menunjukkan kaca pengintai sebentar. Penampilan seperti susu menunjukkan kontaminasi air, sedangkan oli gelap mengindikasikan kerusakan termal. Kedua skenario mahal untuk diperbaiki dan merupakan tanda peringatan dini kegagalan pompa atau katup yang akan datang. Mengabaikan petunjuk audio dan kondisi fluida ini adalah salah satu cara tercepat untuk berakhir dengan mesin yang tampak baik namun mengalami peningkatan waktu henti dan hilangnya produktivitas.
Repeatability adalah nyawa dari rem tekan. Baik backgauge — pagar bergerak yang memposisikan material Anda — maupun sumbu Y yang bertanggung jawab atas pergerakan vertikal ram harus secara konsisten mencapai posisi yang diprogram siklus demi siklus. Mintalah tiga tekukan identik berturut-turut, menggunakan material dan pengaturan perkakas yang sama. Minta operator menjaga kamera tetap fokus pada tampilan kontroler sepanjang waktu, sehingga Anda dapat memantau pembacaan posisi saat setiap siklus selesai.
Kemudian minta verifikasi langsung: ukur panjang flange atau offset pada potongan jadi dari setiap siklus terhadap toleransi yang diizinkan Anda. Jika pembacaan posisi pada kontroler bergeser atau dimensi bagian bervariasi lebih dari ±0,05 mm untuk pekerjaan presisi tinggi (atau ±0,1–0,2 mm untuk fabrikasi standar), penyebabnya mungkin adalah panduan linear yang aus, rakitan backgauge yang longgar, atau penggerak servo yang tidak disetel dengan baik. Cacat ini secara bertahap merusak produktivitas, terutama dalam program multi-tekukan di mana ketidakakuratan kecil cepat terakumulasi.
Saat meminta video inspeksi 10 menit, jelaskan setiap langkah untuk menghindari konten yang samar atau tidak lengkap:
Pesan Anda kepada penjual harus jelas: “Rekaman harus mengonfirmasi bahwa bagian sampel saya memenuhi toleransi di ketiga titik pengukuran, bahwa posisi backgauge/Y berulang sesuai spesifikasi selama tiga siklus berturut-turut, dan bahwa sistem hidrolik beroperasi tanpa suara bernada tinggi atau tidak teratur saat dibebani. Setiap penyimpangan menjadi alasan untuk menolak pengiriman atau menegosiasikan ulang harga dengan komitmen layanan yang jelas.”
Dengan menuntut bukti konkret dalam jangka waktu singkat, Anda menghilangkan ketidakpastian dan memaksa penjual untuk menunjukkan kemampuan sebenarnya mesin dalam kondisi kerja. Metode inspeksi yang lugas ini mengungkap masalah seperti kesesuaian perkakas yang buruk, keausan pompa, cacat repeatability, dan kesalahan penyelarasan sebelum Anda menghabiskan ribuan untuk biaya pengiriman—menjadikannya salah satu langkah paling penting dalam mengevaluasi press brake.
Video inspeksi menunjukkan apa yang dapat ditunjukkan oleh penjual. Langkah berikutnya adalah mempelajari apa yang akan diperlukan dari fasilitas Anda, teknisi listrik Anda, dan anggaran Anda segera setelah mesin tiba. Di sinilah transaksi yang tampak sempurna di video sering kali gagal dalam praktiknya.
Membeli press brake tidak sesederhana menurunkannya dari truk—ini adalah perubahan struktural besar bagi bengkel Anda. Rangka berkapasitas tinggi bertindak seperti garpu tala raksasa, dan jika tidak diletakkan di atas fondasi yang direkayasa dengan benar, getaran akan mengubah lengkungan presisi menjadi sudut yang tidak konsisten dan mempercepat keausan rangka. Untuk unit 10 kaki, 100 ton, pekerjaan beton saja bisa mencapai $10.000 hingga $50.000. Pertanyaan yang paling sering diabaikan—dan paling penting—adalah: “Seberapa tebal sebenarnya pelat beton yang diperlukan untuk model ini?” Jika penjual tidak dapat memberikan ukuran dan diagram, Anda baru saja menemukan pengeluaran tersembunyi pertama Anda.
Membawa mesin berkapasitas 20–40 ton melalui pintu standar adalah fantasi murni kecuali Anda siap membongkar komponen utama. Layanan derek, rigger bersertifikat, penyetelan ulang setelah pemasangan, dan persiapan ventilasi untuk servo biasanya menambah biaya tambahan sebesar $5.000–$15.000. Bengkel yang mengira pemasangan plug‑and‑play yang sederhana akan segera belajar bahwa tangki hidrolik dan panel tiga fase tidak bisa diakali dengan optimisme; mengubah daya ke 460V atau meningkatkan ventilasi bebas debu dapat dengan mudah menambah biaya ekstra sebesar $2.000–$8.000.
Seorang pemilik bengkel menceritakan kehilangan setengah hari waktu potong plasma berbayar hanya untuk “menyiapkan lantai.” Waktu henti itu menggandakan biaya pemasangan sebenarnya. Cerita itu terasa relevan karena mengungkapkan jebakan sebenarnya: 90 hari pertama tidak hanya menguras anggaran—tetapi juga energi Anda. Momen termurah dalam masa hidup sebuah press brake adalah hari Anda menandatangani surat pembelian.
Mesin bekas menjanjikan kepuasan instan dengan label seperti “tersedia sekarang,” “siap digunakan,” atau “tersedia di stok.” Namun angka berubah arah begitu Anda memasukkan mesin yang salah ke dalam siklus produksi penuh. Press brake CNC baru 140 ton mungkin membutuhkan waktu 20–45 hari untuk tiba, namun selama tiga tahun biasanya 15–30% lebih murah daripada mesin bekas yang disebut “murah” yang sudah dibebani dengan pompa hidrolik lelah, backgauge yang tidak akurat, dan sistem crowning yang sudah aus.
Pompa hidrolik yang mendekati angka 10.000 jam gagal dengan keteraturan yang dapat diprediksi. Drift backgauge halus sebesar 0,5 mm yang Anda lihat dalam video dapat berubah menjadi kerugian produktivitas 20–40% begitu bagian nyata dimuat. Satu bengkel menghabiskan $80k untuk press brake bekas, hanya untuk menumpuk lebih dari $60k dalam perbaikan selama 90 hari pertama. Bengkel lain terus menambah minyak pada Wysong “kesempatan bagus” sampai perhitungan tak terbantahkan: pembangunan baru akan menghemat mereka $25k per tahun dalam waktu henti yang tidak terjadwal.
Mungkin terasa berlawanan dengan intuisi, tetapi angka tetap konsisten: unit baru senilai $150k ditambah biaya pemasangan $15k hampir selalu mengungguli mesin bekas senilai $80k dengan biaya perbaikan $50k jika Anda memperhitungkan biaya nyata dari waktu operasi. Mesin yang “tersedia sekarang” biasanya memiliki status tersebut karena alasan tertentu—pemilik sebelumnya sudah membayar mahal untuk memahami persamaan ini.
Cetak daftar ini dan simpan di samping catatan Anda. Jika dua kotak berubah merah, tinggalkan saja. Pada titik itu, Anda bukan sedang membeli baja—Anda sedang membeli kepastian.
Ada satu pertanyaan yang menembus setiap promosi penjualan: “Jalankan bagian saya sepuluh kali di bawah beban dan kirimkan videonya beserta rincian biaya tiga tahun sebelum akhir hari.” Vendor yang bisa memenuhi itu layak mendapatkan kepercayaan Anda. Mereka yang tidak bisa sudah memberikan jawabannya kepada Anda.
Yang membawa Anda kembali ke momen pertama menatap foto-foto mengkilap di internet—kebenaran bahwa press brake termurah adalah yang tidak pernah sampai ke lantai bengkel Anda.


















