

Sul pavimento dello showroom, la pressa piegatrice appare impeccabile: la sua capacità in tonnellate è orgogliosamente incisa sul telaio e la lunghezza del banco è evidenziata nella brochure. Sembra la soluzione perfetta per il tuo carico di lavoro. Ma quando spingi un foglio di acciaio inox, il montante si sforza, i segni dell’utensile rovinano la flangia e la verità si manifesta: quei numeri sulla scheda tecnica non raccontavano tutto. Tonnellaggio, lunghezza e capacità riflettono condizioni di test idealizzate che raramente si verificano nella produzione reale. Lo spazio tra le prestazioni teoriche e le esigenze quotidiane della tua officina è il luogo dove nascono costose delusioni.
Il tonnellaggio nominale di una pressa piegatrice rappresenta la massima forza di piegatura sicura, non la forza effettiva di cui avrai bisogno per i tuoi lavori specifici. La forza richiesta dipende dalla resistenza a trazione del materiale, dallo spessore della lamiera al quadrato, dalla lunghezza di piega e dall’apertura della V. Modifica solo uno di questi fattori e la richiesta di tonnellaggio può variare tra 30% e 100%. Ad esempio, piegare un foglio di acciaio A36 da ¼ di pollice sopra una matrice da 2 pollici richiede circa 197 tonnellate su 10 piedi. Passando a una matrice da 3 pollici, la richiesta scende a circa 139 tonnellate; restringendo la matrice a 1,5 pollici per un raggio più stretto, la stessa piega richiede quasi 300 tonnellate. La “capacità da ¼ di pollice” della scheda tecnica presuppone silenziosamente acciaio dolce, un angolo di piega moderato e una configurazione di matrice raccomandata in fabbrica—condizioni che potresti non incontrare mai in un lavoro reale.
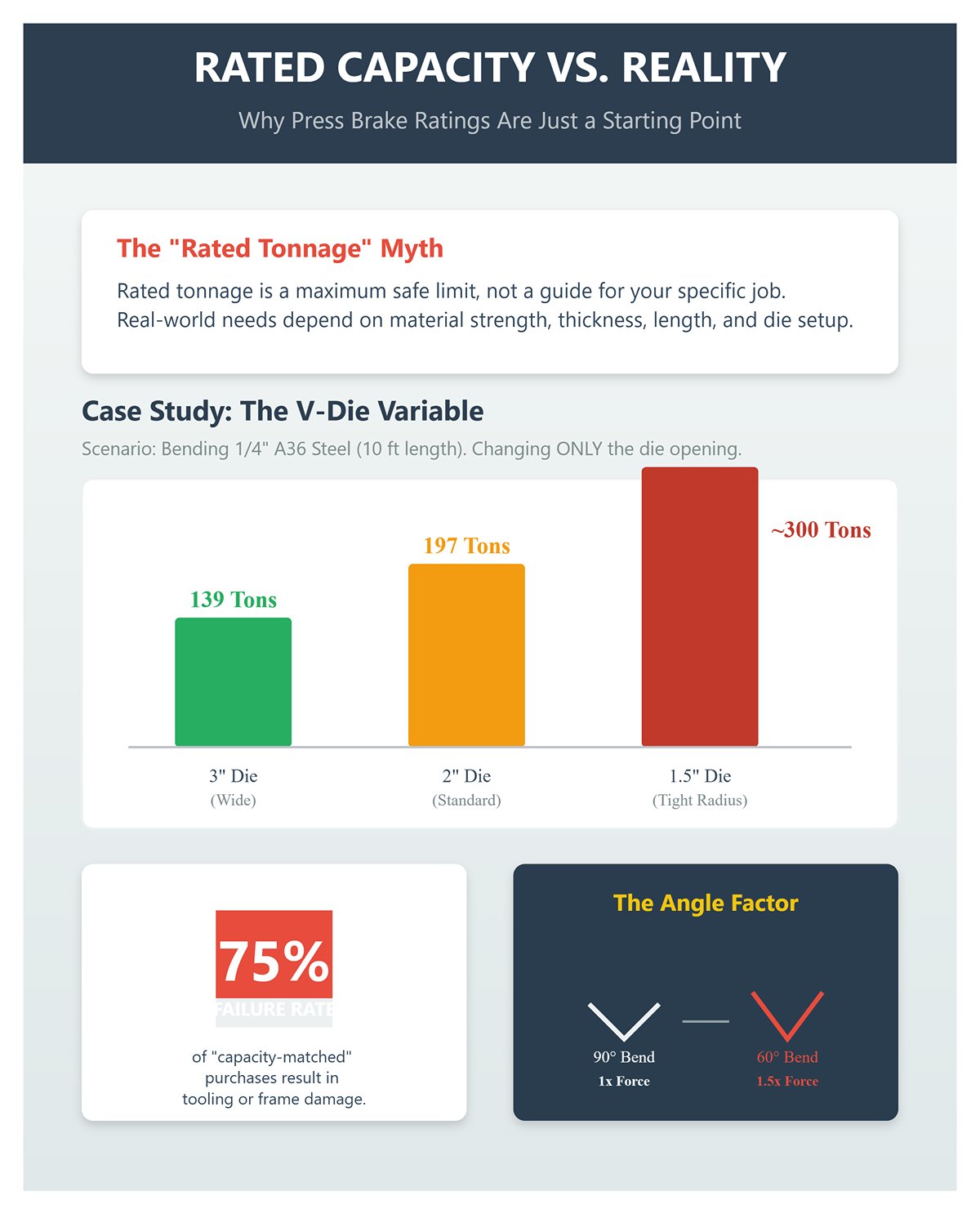
Ecco perché le presse sottodimensionate spesso si usurano o si guastano molto prima del previsto. I dati del settore mostrano che quasi tre quarti degli acquisti “corrispondenti alla capacità” finiscono per subire danni agli utensili o stress sul telaio quando gli operatori vanno oltre il materiale da test in acciaio dolce—piegando leghe più dure, raggi più stretti o angoli più acuti di quelli previsti in laboratorio. Una pressa piegatrice da 90 tonnellate, classificata per pieghe standard a 90°, può flettersi o bloccarsi a 60°, poiché il tonnellaggio richiesto può aumentare di circa 1,5× quando l’angolo si stringe. L’unico numero affidabile è quello che calcoli in base al tuo materiale effettivo, all’angolo e alla configurazione della matrice. Senza di questo, il “tonnellaggio nominale” è solo un punto saliente di marketing—accurato solo in condizioni perfette e raramente ripetibili.
A prima vista, una pressa piegatrice “da 10 piedi” sembra offrire uno spazio di lavoro ininterrotto. In realtà, ogni montante laterale consuma quasi un piede di lunghezza utile e la profondità della gola della macchina—la distanza tra la linea centrale del montante e la parete interna del telaio—determina quanto può protrudere un pezzo prima di incontrare un ostacolo. Tenendo conto di questo spessore del telaio, quel cosiddetto banco da 10 piedi in genere offre solo circa 8 piedi di effettiva capacità di piegatura.

Immagina di dover piegare un canale da 9 piedi con flange da 20 pollici di profondità. L’utensile potrebbe adattarsi bene, ma nel momento in cui inclini il pezzo per liberare una flangia, il telaio blocca il movimento. La soluzione alternativa—capovolgere il pezzo o piegare dall’estremità opposta—raddoppia i tempi di movimentazione e crea problemi di allineamento. Molti acquirenti di macchinari usati scoprono questo solo dopo l’arrivo della macchina, quando la loro “capacità corrispondente” li costringe a maneggiare travi in posizioni scomode. La soluzione è la lungimiranza: optare per progetti a telaio aperto o modelli con maggiore profondità della gola per mantenere l’accesso, mentre le macchine a telaio chiuso sacrificano la portata per una maggiore rigidità. Se la tua produzione prevede grandi sezioni scatolate, prevedi un banco almeno due piedi più lungo del tuo pezzo più grande per mantenere un flusso di lavoro efficiente.
Circa il 30% degli acquisti basati su “ci entra giusto” trascurano la reale perdita del 20–25% di lunghezza utile. La scheda tecnica può dire “10 piedi”, ma ai tuoi pezzi non importa del marketing—ciò che conta è se riescono effettivamente a liberare il telaio.
Anche con il tonnellaggio e la portata giusti, esiste un altro collo di bottiglia critico: riesci a rimuovere il pezzo finito dopo la piega? La luce utile si riferisce all’apertura verticale tra il montante e il banco quando la pressa è completamente aperta, mentre la corsa è la distanza totale di movimento del montante. Insieme, determinano con quanta facilità puoi liberare un componente sotto gli utensili. Una luce utile insufficiente significa che le flange alte restano incastrate sotto il montante; una corsa limitata ti costringe a estrarre manualmente ogni pezzo.
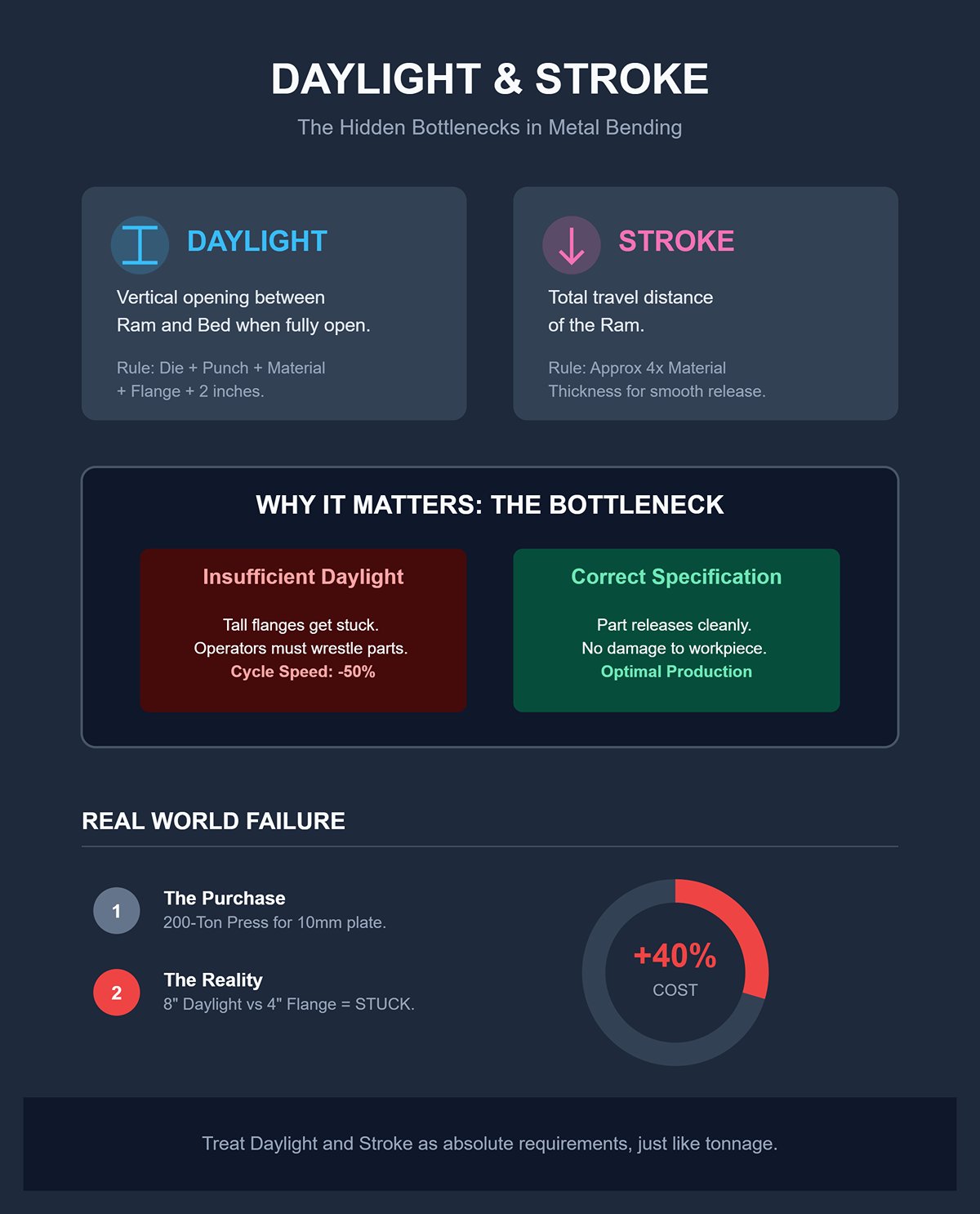
Una regola rapida: la luce utile dovrebbe superare l’altezza combinata di matrice, punzone, spessore del materiale e flangia finita di almeno due pollici. La corsa dovrebbe essere circa quattro volte lo spessore del materiale per consentire un rilascio fluido. Ad esempio, piegare una lastra di acciaio inox da 6 millimetri in un profilo a U con flangia alta richiede circa 10 pollici di corsa. Tuttavia, molte macchine “pesanti” falliscono con solo 8 pollici di luce utile, intrappolando i pezzi più grandi fino a che gli operatori non li inclinano o forzano l’uscita—riducendo la velocità del ciclo della metà e aumentando il rischio di danneggiare il pezzo.
Un fabbricante lo ha scoperto a proprie spese: sulla carta, una pressa piegatrice da 200 tonnellate sembrava ideale per lavorare lastre da 10 millimetri, ma la produzione ha rivelato il difetto. Con solo 8 pollici di luce utile, la macchina non riusciva a liberare flange da 4 pollici, costringendo la squadra a usare costosi adattatori che comunque non risolvevano completamente il problema. Alla fine, hanno dovuto sostituire l’intera unità—un aggiornamento che ha aumentato il costo totale del progetto del 40%.
Per evitare lo stesso errore costoso, tratta luce utile e corsa come requisiti assoluti—tanto critici quanto tonnellaggio o lunghezza del banco. Se una pressa piegatrice non può liberare il tuo pezzo senza problemi, non è affatto una pressa funzionante—è solo una morsa troppo costosa.
Ogni volta che specifiche e affermazioni di marketing sembrano allinearsi perfettamente, vale la pena chiedersi: perfezione per chi—per il produttore o per te? La vera produttività non deriva dai numeri sulla targhetta, ma dalla geometria nascosta, dalle distanze e dalle profondità che danno significato a quei numeri. Riconoscere questa distinzione è il primo passo per acquistare una pressa piegatrice che lavori con la fisica, non contro di essa.
La maggior parte delle risorse tratta il tonnellaggio per la piegatura in aria come un semplice valore da tabella, ma il vero vantaggio deriva dal calcolarlo da soli utilizzando le proprietà del materiale e l’utensile. La forza di piegatura in aria dipende da tre fattori controllabili: resistenza a trazione, spessore e apertura della V. Una formula pratica di livello produttivo è: tonnellate per piede ≈ C × (resistenza a trazione in ksi) × spessore del materiale (in pollici) × (spessore ÷ apertura V). Usa C ≈ 1,0 come base per l’acciaio al carbonio; riduci a circa 0,6 per l’alluminio o aumenta a circa 1,6 per l’acciaio inox. Poiché diversi calcolatori applicano costanti leggermente diverse, mostra una tolleranza di ±20% quando presenti i calcoli interni.
Ecco un esempio concreto per dare senso alla matematica. Supponi di eseguire una piegatura in aria su una lunghezza di 10 piedi di acciaio A36 (resistenza a trazione ≈ 70 ksi), spesso 0,25 pollici, con un’apertura V da 1 pollice. Il calcolo produce tonnellate per piede ≈ 1,0 × 70 × 0,25 × (0,25 ÷ 1,0) = 4,375. Su 10 piedi, ciò equivale a circa 44 tonnellate. Questo riflette solo condizioni ideali di piegatura in aria—senza tenere conto delle variabilità di produzione. Un rivenditore che promuove un modello da 50 tonnellate potrebbe insistere che sia sufficiente, ma ciò è vero solo in uno scenario perfetto.
Un modo affidabile per proteggere ogni decisione d’acquisto è semplice: innanzitutto, calcola le tonnellate per piede necessarie per il tuo pezzo più impegnativo e per l’intera lunghezza di piega. Moltiplica per quella lunghezza, quindi aggiungi margini di sicurezza. Per la piegatura in aria, aggiungi circa il 20–30%. Se passi alla piegatura a fondo, prevedi circa quattro volte quel tonnellaggio base—e da sei a dieci volte per la coniatura. Infine, aggiungi un altro 10–25% se la pressa piegatrice è usata, datata o impiega utensili visibilmente usurati. Questo singolo calcolo evita l’errore troppo comune in cui il “tonnellaggio totale” pubblicizzato sembra adeguato sulla carta ma risulta insufficiente una volta che entrano in gioco matrici reali e flange di lunghezza produttiva.
La capacità massima pubblicata riflette la forza totale del cilindro, non le tonnellate utilizzabili per piede distribuite lungo la lunghezza reale della piega, ed è proprio lì che l’accuratezza di solito si perde. Una pressa piegatrice da 100 tonnellate potrebbe coniare un piccolo campione durante una dimostrazione, ma non essere sufficiente quando si effettua la piegatura per aria dei tuoi pezzi da 8 o 10 piedi utilizzando l’apertura V richiesta. Man mano che la lunghezza del pezzo aumenta, la forza disponibile si distribuisce, riducendo le tonnellate per piede. Se il venditore non può mostrare la forza per piede con la tua specifica matrice a V, sta omettendo la cifra che realmente determina l’idoneità.
Il metodo di formatura complica ulteriormente la percezione. La piegatura per aria richiede molta meno forza rispetto alla piegatura a fondo e drasticamente meno rispetto alla coniatura. I rivenditori a volte organizzano dimostrazioni con una matrice a V sovradimensionata per far sembrare la piega senza sforzo, riducendo artificialmente il requisito di tonnellate per piede ed esagerando la capacità della macchina. Un esempio emblematico: un’officina acquistò una pressa da 110 tonnellate usata dopo che durante la dimostrazione piegò facilmente una striscia di prova da 10 mm. I loro pezzi reali erano lunghi 2,5 m e utilizzavano un’apertura V più piccola. Una volta in produzione, la pressa piegava insufficientemente ogni pezzo, costringendo a costosi sostituzioni di utensili e a un retrofit di bombatura—spendendo complessivamente più di quanto avrebbero fatto acquistando la capacità corretta fin dall’inizio.
Le classificazioni di capacità inoltre presuppongono una pressa di fabbrica nuova, con idraulica perfetta e telaio rigido e non deformato. Un’unità di dieci anni con guarnizioni usurate o sincronizzazione Y‑axis irregolare fornisce una pressione meno costante e una maggiore deriva angolare—niente di tutto ciò appare in una semplice specifica di tonnellaggio. Gli acquirenti concentrati solo sulla forza massima trascurano la domanda fondamentale: quanta forza utilizzabile può fornire questa macchina specifica per piede con l’apertura V che i miei pezzi realmente richiedono?
Il ritorno elastico è il pedaggio nascosto sul tuo tonnellaggio. I materiali più resistenti, come l’acciaio inox o le leghe ad alta resistenza, tendono a tornare più vigorosamente dopo la piegatura, richiedendo spesso dal 10 al 25 % in più di energia di formatura—o persino una seconda piegatura—per raggiungere l’angolo specificato. I componenti sottili con flange lunghe rispetto allo spessore amplificano questo problema. Le moderne presse piegatrici con controllo preciso degli assi Y1/Y2 e bombatura computerizzata compensano costantemente il ritorno elastico. Al contrario, le macchine più vecchie che utilizzano bombatura meccanica o valvole a risposta lenta non riescono, causando deriva angolare di diversi gradi dal centro della macchina alle estremità durante un intero turno, indipendentemente dall’abilità dell’operatore.
Questa variabilità si trasforma rapidamente in un problema economico, non solo in una sfida di piegatura. Con cinque minuti di rilavorazione per pezzo, produrre 200 pezzi al mese a 60 € l’ora si traduce in oltre 1 000 € persi solo in costi di manodopera. Aggiungi i tassi di scarto o la spesa per installare un retrofit di bombatura, e l’impatto aumenta. L’acciaio inox—con il suo requisito di tonnellaggio circa 1,6× superiore rispetto all’acciaio dolce—mette in evidenza queste carenze più rapidamente: specifiche che sembrano raggiungibili sulla carta si rivelano impossibili in produzione reale senza tonnellaggio aggiuntivo o il passaggio alla coniatura.
Ignorare il ritorno elastico è una delle principali ragioni per cui le macchine usate deludono gli acquirenti. Il tonnellaggio dichiarato può sembrare sufficiente, ma la flessione irregolare del piano o l’idraulica lenta costringono gli operatori a piegare oltre l’angolo e a ripiegare i pezzi. Quell’energia di formatura aggiuntiva non faceva parte della valutazione di capacità originale, e la carenza diventa evidente solo dopo l’installazione.
Calcolando il tonnellaggio in base alla resistenza alla trazione e all’apertura V, insistendo sulle tonnellate utilizzabili per piede e considerando la tolleranza per il ritorno elastico, trasformi una specifica vaga in un requisito di prestazione concreto. Questa preparazione ti permette di affrontare le trattative con il rivenditore munito di una cifra precisa che la macchina deve fornire in modo affidabile—invece di lasciare che sia il rivenditore a definirla.
Quando forza pura e versatilità sono fondamentali, le presse piegatrici idrauliche restano il punto di riferimento. Azionate da cilindri a fluido, mantengono la tonnellata completa durante l’intera corsa, permettendo di piegare acciaio strutturale spesso (8–20 mm) senza rallentare. Per progetti impegnativi—come la formatura di staffe in acciaio inox da 12 mm o flange di travi larghe—le idrauliche possono superare di 30–50 % la capacità di modelli elettrici comparabili. Gestiscono anche facilmente spessori di materiale misti nella stessa produzione. Questa flessibilità deriva dalla natura della pressione idraulica, che può essere regolata istantaneamente per adattarsi alla resistenza del materiale. Di conseguenza, i cambi utensile o le variazioni del materiale raramente richiedono ricalibrazioni per i limiti di carico del motore.
Tuttavia, questi vantaggi comportano compromessi. I sistemi idraulici mantengono le pompe in funzione continuamente—anche tra una piegatura e l’altra—consumando da due a tre volte più energia rispetto ai design servoazionati. Nel corso di un anno, un’unità da 100 tonnellate utilizzata moderatamente può accumulare ulteriori 5 000 € di costi elettrici. La manutenzione aggiunge spese: cambi d’olio, riparazioni di perdite e sostituzioni di valvole possono ridurre dal 10 al 15 % la disponibilità annuale della macchina. La maggior parte dei modelli di fascia media genera 5–6 K € annuali di costi di servizio. Le operazioni ad alto volume accentuano l’impatto—oltre 200 piegature l’ora possono generare calore che riduce la precisione del pistone da ±0,05 mm a ±0,2 mm in appena 50 cicli, portando a costose rilavorazioni. Il rumore continuo della pompa spesso segnala usura prima di un guasto, ma comporta comunque tempo di produzione perso.
I modelli idraulici restano la scelta chiara per fabbricazioni pesanti a basso rendimento, dove il carico di lavoro è minimo, i materiali sono robusti e le versioni elettriche hanno un sovrapprezzo di oltre 50 K € senza fornire la forza richiesta. Con una manutenzione diligente e registri di servizio completi, di solito mantengono circa il 20 % di valore di rivendita in più rispetto alla media.
Le presse piegatrici servo‑elettriche brillano nel lavoro con metalli di spessore leggero o medio, offrendo precisione e velocità in ugual misura. Azionate da viti a ricircolo di sfere o meccanismi a cinghia, raggiungono una ripetibilità di ±0,01 mm e funzionano fino al 30 % più velocemente rispetto alle idrauliche. Poiché i motori operano solo durante la piegatura, non mentre sono in standby, riducono il consumo energetico del 60–70 % rispetto ai sistemi idraulici. Per un’officina di volume medio con circa 500 ore di attività annuali, ciò significa un risparmio energetico di 2–4 K € ogni anno.
Sebbene l’investimento iniziale sia più elevato—tipicamente da 120 K € a 180 K € per una pressa elettrica da 100 tonnellate contro gli 80 K €–120 K € di un modello idraulico—il periodo di ammortamento è spesso breve. I risparmi derivanti dal minor consumo energetico e dalla manutenzione minima (nessun cambio d’olio, sostituzione di pompe o usura di valvole) possono compensare la differenza in circa 18–24 mesi:
| Fattore | Costo elettrico | Costo idraulico | Punto di pareggio |
|---|---|---|---|
| Acquisto (100 tonnellate) | $120K–$180K | $80K–$120K | N/D |
| Energia/anno (officina media) | $3K | $8K | 18 mesi |
| Manutenzione/anno | $2K | $6K | 12 mesi |
| Cicli/ora | 25–35 | 15–25 | Leader di volume |
I sistemi elettrici riducono anche il rumore sul pavimento dell’officina di circa 15 dB, eliminano le perdite di olio e diminuiscono l’affaticamento dell’operatore rimuovendo le vibrazioni della pompa idraulica. Nei lavori sensibili alla precisione, una macchina elettrica più piccola—ad esempio un modello da 80 tonnellate—può superare una più grande idraulica quando si formano flange poco profonde inferiori a 100 mm, riducendo al minimo le costose regolazioni dovute al ritorno elastico.
Tuttavia, esistono limitazioni. Le prestazioni dei motori servo calano bruscamente oltre le 200 tonnellate, rendendo le unità elettriche poco pratiche per l’acciaio più spesso di circa 10 mm. Per le officine che operano con un budget inferiore a $100K o che maneggiano regolarmente materiali di grosso spessore, le presse piegatrici elettriche potrebbero semplicemente non avere la forza necessaria per soddisfare le esigenze delle loro operazioni.
Gli ibridi servo-idraulici sono progettati su misura per i produttori che bilanciano la necessità di tonnellaggio elevato con un rendimento più rapido. In questi sistemi, i motori servo azionano le pompe idrauliche solo durante la piegatura, offrendo un risparmio energetico del 30–50 % rispetto alle idrauliche convenzionali, mantenendo capacità di oltre 300 ton. I veri progetti ibridi presentano serbatoi idraulici a doppio circuito—uno per ogni cilindro—che permettono il controllo indipendente del martinetto. Questa configurazione distribuisce il carico in modo più efficiente, aumenta la velocità di formatura fino al 25 % ed elimina lo spreco di energia causato dal mantenere al minimo l’intero sistema.
Per strutture di medio volume che eseguono 300–800 piegature al giorno su materiali misti, gli ibridi offrono l’equilibrio ideale. Mantengono una precisione di ±0,05° su banchi di 10 piedi utilizzando un sistema di compensazione servo-controllato, riducono il consumo di olio di circa il 50 % e funzionano circa il 40 % più silenziosamente rispetto alle idrauliche tradizionali. Ad esempio, un produttore di componenti automobilistici che piega sia involucri a pannello da 4 mm sia telai da 150 ton può ottenere un ritorno in due anni per un modello ibrido da 140K € rispetto ad un’idraulica da 100K €, una volta inclusi il risparmio energetico e l’aumento di produttività.
Attenzione all’acquirente: non tutte le macchine pubblicizzate come “ibride” corrispondono veramente alla definizione. Alcuni marchi si limitano ad aggiungere un inverter per regolare la velocità della pompa, producendo solo un aumento dell’efficienza di circa il 10 %. Senza un vero progetto a doppio circuito, la precisione e il risparmio energetico pubblicizzati sono spesso esagerati. Un vero ibrido è pensato per officine che fanno affidamento sulla forza idraulica per parte della giornata lavorativa, ma vogliono anche la velocità, l’accuratezza e la riduzione dei costi operativi necessarie per cicli produttivi più leggeri.
La scelta tra sistemi idraulici, elettrici e ibridi non riguarda inseguire la tecnologia più recente o i dati di tonnellaggio più alti—riguarda allineare il meccanismo di trasmissione con la fisica e l’economia delle reali esigenze produttive. Il consumo energetico, le routine di manutenzione e le capacità di precisione variano molto tra i tipi di macchina, e il tuo investimento avrà senso solo quando tali caratteristiche si adattano alla gamma di materiali e ai requisiti di ciclo.
Controlli CNC: la caratteristica che può diventare il vantaggio competitivo della tua officina—o restare inutilizzata
“Tecnologia orfana”: evitare controllori CNC senza supporto del produttore. Molti acquirenti si concentrano su tonnellaggio, velocità e rigidità del telaio, ma il controllore è la parte più soggetta a diventare obsoleta molto prima del resto della macchina. Qui è dove le officine spesso compromettono la produttività senza rendersene conto: acquistano un controllore che l’OEM ha smesso di supportare, portando a soluzioni poco eleganti, lunghi ritardi nelle riparazioni e costi di retrofit che annullano qualsiasi risparmio derivante dall’acquisto di seconda mano.
Modelli come il Delem DA‑41T o l’ESA S530 possono gestire adeguatamente operazioni di base a 2–4 assi, ma una volta terminato il supporto firmware—tipicamente dopo 8–10 anni—non saranno in grado di caricare banche dati di utensili aggiornati, di integrare standard di sicurezza moderni o di ricevere patch essenziali per il sistema operativo. Il CybTouch 8 di Cybelec presenta problemi simili; molti produttori europei hanno spostato il loro supporto verso prodotti di fascia media più recenti, lasciando i sistemi legacy senza aggiornamenti di pacchetti linguistici o correzioni di prevenzione collisioni. Alcune officine riportano tempi di attesa da sei a dodici mesi per riparare unità ESA S600 fuori produzione precedenti al 2018.
Un’officina di medie dimensioni ha imparato questa lezione a caro prezzo: una pressa piegatrice usata dotata di un Delem DA‑42T di 12 anni sembrava un affare finché il supporto per Windows 7 non è stato interrotto. Una volta accaduto, il controllore non poteva più eseguire software aggiornati, costringendo a un retrofit completo da 15.000 € e a una settimana di produzione persa. Il problema non era la macchina—era l’ecosistema software obsoleto del controllore.
Un rapido controllo pre-acquisto può prevenire problemi come questi. Richiedere sempre:
Qualsiasi unità Delem precedente a DA‑53T/58T o modello ESA inferiore a S640+—soprattutto costruzioni pre‑2020—presenta un alto rischio di perdere il supporto del produttore. Una pressa piegatrice con idraulica non supportata può ancora essere servita da un tecnico esperto, ma una con software obsoleto diventa peso morto finché non si trova un controllore compatibile.
Programmazione offline: perché conta più della dimensione del touchscreen Un ampio touchscreen può sembrare impressionante in showroom, ma non aumenta la produttività—la programmazione offline lo fa.
Sistemi con capacità offline come il Delem DA‑69T o DA‑66T permettono ai programmatori di progettare sequenze di piega complete, eseguire simulazioni 3D e verificare collisioni degli utensili su un PC mentre la pressa piegatrice continua a lavorare. Questo processo riduce tipicamente il tempo di setup del 40–60 % su lavori complessi. Per le officine che gestiscono macchine con sei o più assi, i vantaggi sono rivoluzionari: meno errori da parte dell’operatore, maggiore produttività e transizioni più fluide tra i turni.
Al contrario, la modifica direttamente sulla macchina può rallentare tutto. Uno schermo da 15 pollici come quello dell’ESA S640 può sembrare impressionante, ma senza la possibilità di esportazione offline, ogni regolazione del programma richiede che gli operatori si riuniscano attorno alla piegatrice. Queste modifiche in tempo reale fermano completamente la produzione, trasformando la macchina in un collo di bottiglia. Un pannello da 10,1 pollici Delem DA‑53T è più che sufficiente per lavori 2D semplici, ma quando serve la simulazione 3D o configurazioni multi‑stazione, la mancanza di programmazione offline limita rapidamente la produttività.
Dati reali lo confermano. Le officine che utilizzano controlli abilitati offline segnalano circa il 25 % in meno di errori da parte dell’operatore nelle operazioni di piega multi‑asse. Un singolo programmatore che lavora da desktop può creare centinaia di programmi per pezzi alla settimana, lasciando la pressa piegatrice libera per la produzione effettiva piuttosto che servire come terminale di programmazione.
La funzionalità offline supera la dimensione dello schermo perché cambia il modo di lavorare. Un display più grande può migliorare la visibilità, ma la programmazione offline elimina completamente il tempo di inattività.
Se i tuoi operatori non utilizzano effettivamente l'interfaccia di controllo, il tuo investimento va sprecato. Un controller di fascia alta offre valore solo quando le sue funzioni vengono sfruttate. Molte officine spendono involontariamente troppo—scegliendo sistemi avanzati ricchi di menu complessi—per poi vedere gli operatori abbandonarli non appena la produzione diventa frenetica, tornando a override manuali o modalità operative di base.
I controlli Delem DA‑66T e DA‑69T dominano il mercato per una ragione chiara: gli operatori possono passare dal setup alla produzione con pochi rapidi tocchi. La maggior parte raggiunge circa il 90–95 % di competenza entro due giorni. Al contrario, le interfacce professionali come Modeva di Cybelec spesso richiedono una settimana o più di formazione, rendendole meno pratiche per officine con frequente turnover del personale o diversi livelli di competenza.
I sistemi ESA S640 e S875W offrono un’eccezionale flessibilità—consentendo logica PLC personalizzata, schermi HMI completamente riconfigurabili e il controllo di decine di assi—ma la stessa potenza può sopraffare gli operatori meno esperti. I dati sul campo mostrano che in ambienti a bassa competenza, fino al 30 % della capacità del sistema rimane inutilizzato perché gli operatori bypassano gli strumenti 3D e si affidano invece a regolazioni manuali.
Anche il layout hardware gioca un ruolo cruciale. In ambienti polverosi o con guanti, molte officine preferiscono controlli con pulsanti come il DA‑65R, che riducono gli errori del touchscreen e gli input involontari. Una linea di produzione ha recuperato circa 15 ore produttive a settimana dopo aver sostituito un pannello touch DA‑42T difettoso con un’interfaccia a pulsanti durante un retrofit.
Un semplice test può rivelare se il controllo è adatto alla tua squadra: consegna al tuo operatore meno sicuro di sé un sequenza di 10 pieghe. Se torna a regolazioni manuali degli assi X o R, l’interfaccia è troppo complessa per il tuo personale. In tal caso, un sistema Delem semplificato con sincronizzazione assi intuitiva produrrà risultati più costanti rispetto a un controller ricco di funzioni che nessuno usa al massimo delle sue capacità.
Un controller può essere o lo strumento più produttivo sulla tua pressa piegatrice o l’accessorio più costoso che raccoglie polvere. Abbinare la capacità del sistema al livello di competenza degli operatori garantisce di ottenere le prestazioni per cui hai pagato.
Molti acquirenti credono erroneamente che gli utensili per presse piegatrici siano intercambiabili—una convinzione costosa. In realtà, il profilo del codolo determina l’intero ecosistema di utensili che segue. Gli utensili in stile americano, identificabili dal codolo stretto di 0,50 pollici (12,7 mm), sono stati creati per cambi rapidi e manuali per minimizzare i tempi di fermo in contesti di fabbricazione generale. Funzionano bene per lavori ripetitivi con tolleranze ampie, ma questa comodità si paga con la perdita di precisione nel tempo. Ogni cambio usura leggermente l’interfaccia del clamp; dopo solo una dozzina di cicli di setup, la precisione di piega può variare di 0,01 pollici—quanto basta a rendere fuori specifica componenti per aerospazio o elettronica.
Gli utensili in stile europeo prendono una direzione fondamentalmente diversa. Il loro codolo più largo da 13 mm, combinato con scanalature laterali, si blocca saldamente nei clamp a cuneo, consentendo un allineamento altamente ripetibile con tolleranze fino a 0,0004 pollici. Questi sistemi funzionano perfettamente con presse piegatrici CNC che richiedono un preciso feedback angolare. La difficoltà: una volta investito in una pressa piegatrice progettata per uno stile, si è vincolati a quel formato. Una pressa in stile americano non accoglie utensili europei senza adattatori speciali—e tali adattatori modificano la geometria di piega, le altezze di riferimento e persino le capacità di carico.
La spiacevole sorpresa arriva spesso quando una pressa piegatrice usata “chiavi in mano” viene consegnata con utensili non compatibili con la tua macchina. Circa il 70 % delle unità usate in stile americano pubblicizzate come “pronte all’uso” includono punzoni fortemente usurati incompatibili con clamp in stile europeo. Questa incompatibilità può fermare la tua prima produzione, costringendoti ad attendere settimane per adattatori o punzoni sostitutivi che possono costare quasi quanto il tuo acconto iniziale. Non si tratta di una scelta di upgrade successivo—è una decisione di piattaforma fondamentale presa il primo giorno.
Gli annunci online spesso vantano “680 kg di utensili inclusi”, ma il peso puro è irrilevante se l’acciaio non resiste all’uso reale. Utensili autentici di grado produttivo sono temprati ad almeno HRC 50; qualsiasi cosa sotto HRC 45 è poco più che decorazione da officina. Utensili più morbidi possono deformarsi dopo poche centinaia di pieghe di acciaio dolce da 6 mm, arrotondando i bordi e alterando gli angoli—portando a costosi rifacimenti. Alla fine, gli acquirenti pagano per spedire quello che equivale a rottame.
Prima della spedizione o dell’ispezione sul posto, conferma la larghezza del codolo e la durezza della matrice. Richiedi una certificazione del materiale al venditore, o almeno una misura di durezza presa dalla punta di un punzone. Controlla che tutte le sezioni siano di lunghezza uniforme—pezzi disomogenei da 100 mm non distribuiranno uniformemente la forza su un banco da 3 m. Un set autentico, pronto all’uso dovrebbe includere sezioni di almeno 300 mm, consentendoti di eseguire un test di allineamento a bassa pressione al 10–15 % della tonnellata nominale della pressa. Se le punte non si allineano o noti micro‑crepe nella valle della matrice, considera gli utensili “inclusi” come destinati al rottame.
I ricondizionatori industriali che monitorano oltre 200 installazioni segnalano che circa il 40 % dei punzoni e delle matrici inclusi viene scartato entro i primi 90 giorni a causa di durezza non corretta o geometria difettosa. Un rapido test in officina può far risparmiare tempo: piegare un campione della tua produzione a 90°. Se il raggio del punzone varia di oltre 0,5 mm o inizia a sfaldarsi, l’utensile è inutilizzabile. La sostituzione di un set temprato da 3 m aggiungerà immediatamente 2.500–4.000 € ai costi di acquisizione.
Gli adattatori possono sembrare un compromesso economico—mantenere le punzoni attuali mentre si cambia lo stile di serraggio—ma i dati spesso smentiscono questa ipotesi. Convertire una pressa piegatrice in stile americano per utilizzare utensili europei significa acquistare supporti dal prezzo compreso tra $2.000 e $4.000 ciascuno, più circa $1.500 di manodopera per l’installazione. Attrezzare un letto da 3 metri può richiedere tra $10.000 e $20.000 prima ancora di produrre la prima piega.
Oltre alla spesa, gli adattatori riducono le prestazioni. Agendo come uno strato intermedio, flettono sotto carico, riducendo la tonnellaggio disponibile del 20–30 %. Una pressa piegatrice da 100 tonnellate funziona di fatto come un’unità da 70 tonnellate, imponendo velocità di piega più lente per evitare fratture. Per le officine che lavorano acciaio inox o lamiere di oltre 3 mm di spessore, questa riduzione influisce direttamente sulla produttività e può causare angoli incoerenti lungo flange estese.
Considerando i costi totali di proprietà, sostituire completamente gli utensili è spesso l’opzione più conveniente. Utensili europei di precisione per una pressa piegatrice standard da 3 metri costano tipicamente tra $8.000 e $12.000—meno della spesa combinata di adattatori e manutenzione continuativa. Gli adattatori tendono a usurarsi circa il doppio più rapidamente e possono annullare le garanzie del produttore modificando il modo in cui vengono trasmessi i carichi.
| Scenario di cambio | Costo adattatore (configurazione completa) | Riduzione tonnellaggio | Manutenzione extra annuale | Punto di pareggio vs. sostituzione completa degli utensili |
|---|---|---|---|---|
| Americano → Europeo (letto 3 m) | $10k–$15k | Decremento del 20–25% | $2k/anno | ≈ 18 mesi (uso ad alto volume) |
| Europeo → Americano | $6k–$10k | Decremento del 10–15% | $1.5k/anno | ≈ 12 mesi (lavori a bassa precisione) |
| Supporti ibridi personalizzati | $15k–$25k | nessuno | $3k/anno | Mai — solo per applicazioni specializzate |
L’esperienza di un’officina dimostra il costo nascosto dell’uso degli adattatori. Dopo aver modificato una pressa piegatrice americana da 150 tonnellate di seconda mano con morsetti in stile europeo per adattarla a lavori di precisione su alluminio, gli operatori hanno iniziato a lottare con una deriva costante dell’angolo di 0,2° entro sei mesi. Alla fine, hanno abbandonato gli adattatori e investito invece in punzoni europei a piena altezza. La spesa complessiva ha finito per raddoppiare il loro budget per gli utensili e ha ritardato la produzione di tre mesi.
La lezione non è che gli utensili europei siano sempre migliori di quelli americani, ma che bisogna prendere una decisione informata fin dall’inizio. La scelta dello standard degli utensili influenza ogni investimento futuro: matrici, portautensili, sistemi di bombatura, persino la disposizione degli scaffali di stoccaggio. Ignorare questo allineamento può trasformare una pressa piegatrice a prezzo conveniente in un errore costoso, richiedendo correzioni a cinque cifre prima ancora che inizi il primo lavoro di produzione.
Molti acquirenti si affidano a foto o specifiche tecniche per valutare le condizioni di una pressa piegatrice, ma la prova più significativa è una piegatura di prova completa e in tempo reale. Idealmente, questa dovrebbe essere eseguita con il tuo pezzo campione o con utensili identici a quelli che intendi utilizzare. Chiedi all’operatore di alimentare il materiale lungo tutta la larghezza del banco da sinistra a destra, con la telecamera che catturi chiaramente la flangia piegata in ogni fase. Questo rivelerà la coerenza dell’angolo e mostrerà se il sistema di bombatura o compensazione funziona uniformemente su tutta la lunghezza del banco.
Richiedi una prova immediata: istruisci l’operatore a misurare e dichiarare l’angolo di piegatura o l’altezza della flangia in tre punti — estremità sinistra, centro e destra — utilizzando un misuratore d’angolo o un calibro chiaramente visibile. Se queste misurazioni rientrano fuori dalle tue tolleranze (ad esempio, oltre ±0,1° di deviazione per lavori di precisione o ±0,5 mm di variazione nella lunghezza della flangia), è un chiaro segnale di un sistema di bombatura guasto, di un banco usurato o di uno stelo disallineato. Questi difetti sono costosi da riparare, rendendo la piegatura di prova il tuo punto di controllo “go‑no‑go” prima di impegnarti nella spedizione.
Sotto carico, il rumore idraulico può rivelare problemi invisibili all’occhio. Con il pezzo in lavorazione e lo stelo che mantiene la pressione, chiedi all’operatore di avvicinare la telecamera al vano della pompa e ai telai laterali. Impara a distinguere il ronzio regolare e uniforme di un sistema idraulico ben funzionante dal sibilo sostenuto e ad alta frequenza che indica problemi — come ingranaggi della pompa rigati, cavitazione nelle linee di fluido o valvole proporzionali difettose. Rumori di sfregamento o pulsazioni ritmiche suggeriscono cuscinetti usurati o restrizioni nel flusso del fluido, problemi che alla lunga si traducono in forza di piegatura irregolare e variazioni angolari imprevedibili.
Se possibile, esamina le condizioni dell’olio idraulico — chiedi al venditore di mostrare brevemente il vetro spia. Un aspetto lattiginoso indica contaminazione da acqua, mentre un olio scuro implica degradazione termica. Entrambi gli scenari sono costosi da risolvere e rappresentano segnali precoci di un’imminente rottura della pompa o della valvola. Ignorare questi indizi sonori e visivi è uno dei modi più rapidi per ritrovarsi con una macchina apparentemente in buone condizioni ma affetta da crescenti tempi di inattività e perdita di produttività.
La ripetibilità è la linfa vitale di una pressa piegatrice. Sia il riscontro posteriore — la barriera mobile che posiziona il materiale — sia gli assi Y responsabili del movimento verticale dello stelo devono raggiungere costantemente le posizioni programmate ciclo dopo ciclo. Chiedi tre piegature identiche in successione, utilizzando lo stesso materiale e la stessa configurazione degli utensili. Fai in modo che l’operatore mantenga la telecamera puntata sul display del controllore per tutta la durata, così potrai monitorare le letture di posizione al termine di ogni ciclo.
Poi richiedi una verifica pratica: misura la lunghezza delle flange o gli scostamenti sui pezzi finiti di ogni ciclo rispetto alle tolleranze consentite. Se le letture di posizione del controllore variano o le dimensioni dei pezzi differiscono di oltre ±0,05 mm nei lavori di alta precisione (o ±0,1–0,2 mm per la fabbricazione standard), il colpevole potrebbe essere guide lineari usurate, assiemi del riscontro posteriore allentati o servocomandi mal tarati. Questi difetti compromettono progressivamente la produttività, soprattutto nei programmi con più piegature dove le piccole imprecisioni si sommano rapidamente.
Quando richiedi un video di ispezione di 10 minuti, specifica chiaramente ogni fase per evitare contenuti vaghi o incompleti:
Il tuo messaggio al venditore deve essere inequivocabile: “Il filmato deve confermare che il mio pezzo campione rientra nelle tolleranze in tutti e tre i punti di misura, che la posizione del riscontro posteriore/Y si ripete entro le specifiche per tre cicli consecutivi, e che l’idraulica funziona senza rumori acuti o irregolari sotto carico. Qualsiasi deviazione è motivo per rifiutare la spedizione o rinegoziare il prezzo con un impegno di servizio definito.”
Insistendo su prove concrete entro un arco di tempo stretto, elimini l’incertezza e obblighi il venditore a dimostrare la reale capacità della macchina in condizioni operative. Questo metodo di ispezione diretto rivela problemi come cattivo adattamento degli utensili, usura della pompa, difetti di ripetibilità e errori di allineamento prima di spendere migliaia per il trasporto—rendendolo uno dei passaggi più critici nella valutazione di una pressa piegatrice.
Il video di ispezione mostra ciò che il venditore può dimostra. Il passo successivo è capire cosa la macchina richiederà al tuo impianto, ai tuoi elettricisti e al tuo budget dal momento in cui arriva. È qui che transazioni che sembrano perfette in video spesso falliscono nella pratica.
Comprare una pressa piegatrice non è semplice come scaricarla da un camion: è un cambiamento strutturale importante per la tua officina. I telai ad alta tonnellaggio si comportano come gigantesche diapason, e se non sono installati su fondamenta ingegnerizzate correttamente, le vibrazioni trasformeranno piegature precise in angoli incoerenti e consumeranno il telaio molto più rapidamente. Per un’unità da 10 piedi e 100 tonnellate, solo il lavoro di cemento può costare da $10.000 a $50.000. La domanda più trascurata — e più importante — è: “Esattamente quanto deve essere spessa la lastra per questo modello?” Se il venditore non può fornirti sia una misura che un diagramma, hai appena scoperto la tua prima spesa nascosta.
Far passare una macchina da 20–40 tonnellate attraverso una porta standard è pura fantasia, a meno che tu non sia pronto a smontare componenti chiave. Servizi di gru, riggers certificati, livellamento post‑installazione e preparazione della ventilazione per i servomotori aggiungono tipicamente altri $5.000–$15.000. Le officine che si aspettano un’installazione “plug‑and‑play” scoprono rapidamente che i serbatoi idraulici e i pannelli trifase non si lasciano convincere dall’ottimismo; convertire l’alimentazione a 460 V o aggiornare la ventilazione a sistema senza polvere può facilmente aggiungere altri $2.000–$8.000.
Un proprietario di officina ha raccontato di aver perso mezza giornata di tempo di taglio plasma a pagamento cercando di “solo preparare il pavimento”. Quel fermo ha raddoppiato il costo effettivo dell’installazione. La storia risuona perché rivela la vera trappola: i primi 90 giorni non prosciugano solo il tuo budget — drenano anche la tua energia. Il momento meno costoso nella vita di una pressa piegatrice è il giorno in cui firmi l’ordine d’acquisto.
Le macchine usate promettono gratificazione immediata con etichette come “disponibile ora”, “pronta all’uso” o “in magazzino”. Ma i numeri si ribaltano non appena metti la macchina sbagliata in cicli di produzione completi. Una pressa piegatrice CNC nuova da 140 tonnellate può richiedere 20–45 giorni per arrivare, eppure in tre anni costa tipicamente dal 15 al 30 % in meno rispetto alle cosiddette occasioni usate già gravate da pompe idrauliche stanche, sistemi di riscontro imprecisi e meccanismi di bombatura ormai consunti.
Le pompe idrauliche che si avvicinano alla soglia delle 10.000 ore falliscono con regolarità prevedibile. Quel sottile scostamento di 0,5 mm nel riscontro che hai notato in un video può tradursi in una perdita di produttività del 20–40 % una volta caricati i pezzi reali. Un’officina ha speso $80 mila per una pressa usata, solo per accumulare oltre $60 mila in riparazioni nei primi 90 giorni. Un’altra ha continuato a rabboccare l’olio su una “grande occasione” Wysong finché la matematica è diventata innegabile: una nuova costruzione avrebbe fatto risparmiare $25 mila all’anno in tempi di fermo non programmati.
Può sembrare controintuitivo, ma i numeri restano coerenti: un’unità nuova da $150 mila più $15 mila per l’installazione quasi sempre supera una usata da $80 mila con $50 mila di riparazioni, una volta considerato il vero costo del tempo di attività. La macchina “disponibile ora” di solito ha quel titolo per una ragione: il suo precedente proprietario ha già pagato caro per capire questa equazione.
Stampa questa lista e tienila accanto alle tue note. Se due caselle diventano rosse, abbandona. A quel punto non stai comprando acciaio — stai comprando sicurezza.
C’è una domanda che taglia ogni presentazione di vendita: “Esegui il mio pezzo dieci volte sotto carico e mandami il video insieme a un’analisi dei costi triennale entro fine giornata.” I fornitori che possono farlo meritano la tua fiducia. Quelli che non possono ti hanno già dato la tua risposta.
Che ti riporta a quel primo momento in cui fissavi le foto lucide online—la verità è che la pressa piegatrice più economica è quella che non arriva mai sul pavimento del tuo laboratorio.


















