

Der Stößel zögerte, in der Werkstatt wurde es still, und die Presse stieß dieses tiefe, resonante Knurren aus – die Art von Geräusch, die jeder Bediener lieber ignorieren würde. Viele ziehen vorschnell den Schluss, dass es “zu viel Last” oder “schlechtes Material” bedeutet. In Wahrheit weist dieses Geräusch oft auf einen falsch ausgerichteten Stößel, unzureichende Hydraulikflüssigkeit oder ein Problem hin, das Ihr nächstes Werkstück – und möglicherweise auch Ihre Matrizen – in teuren Ausschuss verwandeln kann. Das eigentliche Risiko ist nicht das Geräusch selbst; es liegt darin, wieder zu starten, bevor die Ursache gefunden ist. Zwischen einem harmlosen Knurren und einer ernsthaften mechanischen Warnung liegt genau jener Bereich, in dem Unfälle – und $5.000‑Euro‑Ausrichtungsrechnungen – passieren.
Die schnellste Methode, um festzustellen, ob das Knurren ein Problem bedeutet, besteht darin, den “Lichtspalt” der Maschine zu messen – den gleichmäßigen Abstand zwischen Stößel und Tisch im oberen Totpunkt. Neue Bediener überspringen das oft, weil der Stößel gerade aussieht, doch die Optik täuscht häufig über Fehlausrichtungen hinweg. Tatsächlich berichten Ausbilder der Metalworking Group, dass 80% der Auszubildenden eine Stößel‑Tisch‑Verdrehung nicht erkennen, einfach weil sie keine Lichtspaltmessungen durchführen.
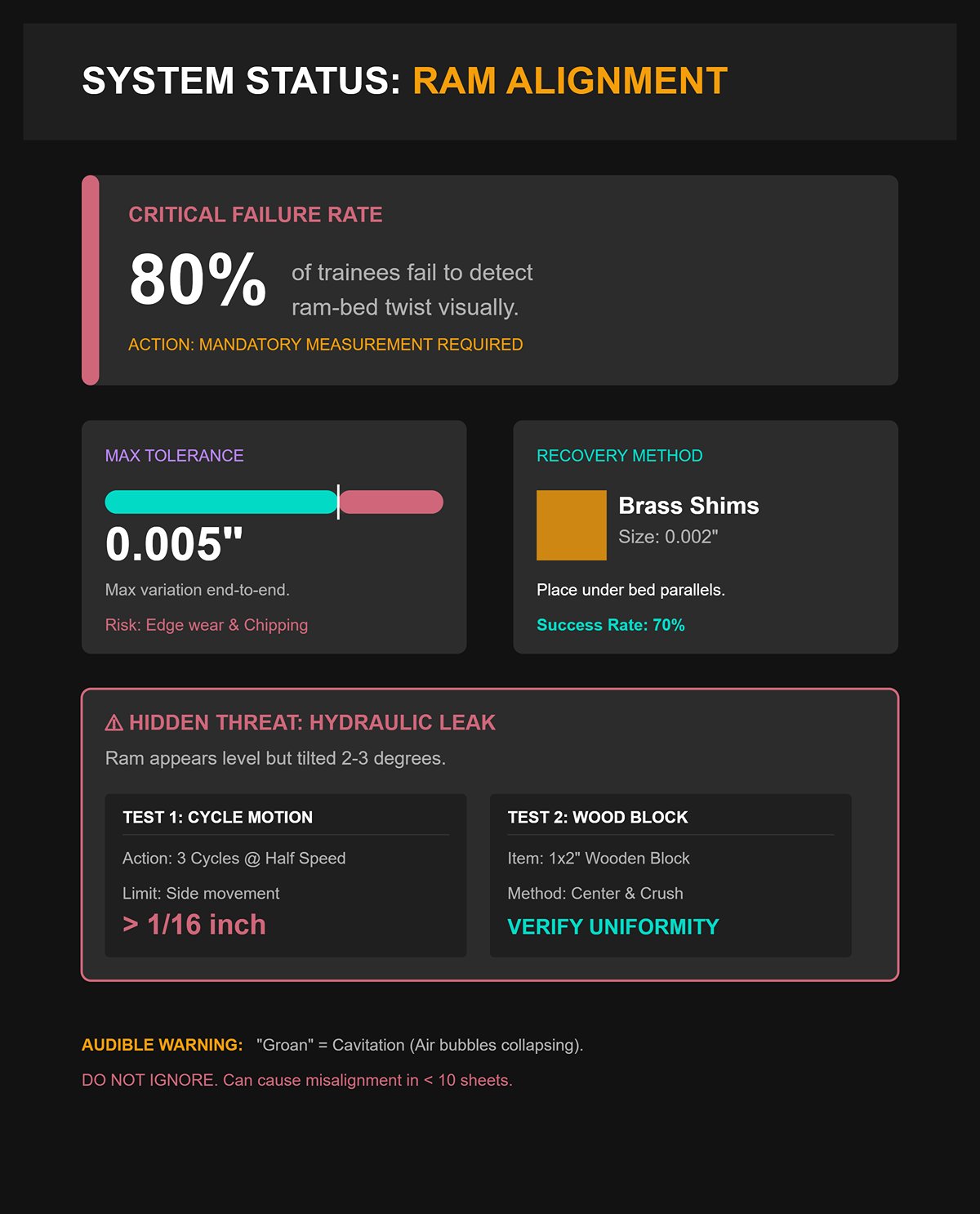
Bei einer Standard‑Hydraulikpresse mit 100 Tonnen sollte über die gesamte Tischlänge ein gleichmäßiger Spalt von 0,5–1 Zoll vorhanden sein. Eine Richtlatte kombiniert mit Fühlerlehren zwischen 0,001 und 0,010 Zoll zeigt, was das Auge nicht erkennen kann. Finden Sie mehr als 0,005 Zoll Abweichung von einem Ende zum anderen, liegt wahrscheinlich eine Tischverdrehung durch eine frühere Überlastung vor. Diese Verdrehung führt dazu, dass der Stempel die Matrize ungleichmäßig trifft, was zu Kantenverschleiß und Absplitterungen führt – selbst beim ersten Hub. Eine schnelle, bewährte Lösung besteht darin, 0,002‑Zoll‑Messingscheiben unter die Tischauflagen zu legen und den Lichtspalt erneut zu prüfen. Ausbilder berichten, dass dieser einzelne Schritt bei 70% ihrer neuen Bediener verzogene Erstbiegungen in präzise, reproduzierbare Ergebnisse verwandelt hat.
Ein trügerisches Problem, auf das man achten sollte: Der Stößel kann völlig eben erscheinen und dennoch um 2–3 Grad geneigt sein, wenn einer der Hydraulikzylinder intern leckt. Zum Prüfen lassen Sie den Stößel drei Zyklen bei halber Geschwindigkeit ohne Werkzeuge laufen und achten Sie auf seitliche Bewegungen über 1/16 Zoll. In einem dokumentierten Fall der Metalworking Group wurde ein kaum hörbares Knurren, verursacht durch Kavitation – mikroskopische Luftblasen, die in der Hydraulikflüssigkeit kollabieren – ignoriert, bis der Bediener zehn Bleche gebogen und den Tisch aus der Ausrichtung gebracht hatte. Ein einfacher Test hätte das verhindern können: Legen Sie einen 1×2‑Zoll‑Holzklotz mittig auf den Tisch, senken Sie den Stößel langsam ab und prüfen Sie das Druckmuster. Ist die Quetschung ungleichmäßig, stoppen Sie den Betrieb sofort.
In den meisten Fällen weist das Knurren auf Probleme im Hydrauliksystem hin, nicht auf Metall‑auf‑Metall‑Kontakt. Eine gut funktionierende Presse baut den Druck mit einem gleichmäßig ansteigenden Summen auf. Wenn der Ton absinkt oder schwankt – insbesondere beim Start – liegt die Ursache meist in verschmutzter oder belüfteter Flüssigkeit. Kondensation bei kaltem Wetter führt häufig zu Wasser im System; ein trüber oder milchiger Anblick im Schauglas ist ein deutliches Warnsignal. Entnehmen Sie eine kleine Probe und beobachten Sie, wie schnell sie sich trennt – langsame Trennung bedeutet, dass die Verunreinigung bereits die Druckstabilität beeinträchtigt. Das Ersetzen von etwa 20 Prozent der Flüssigkeit durch frisches ISO VG46‑Öl stellt oft einen ruhigen, zuverlässigen Betrieb wieder her.
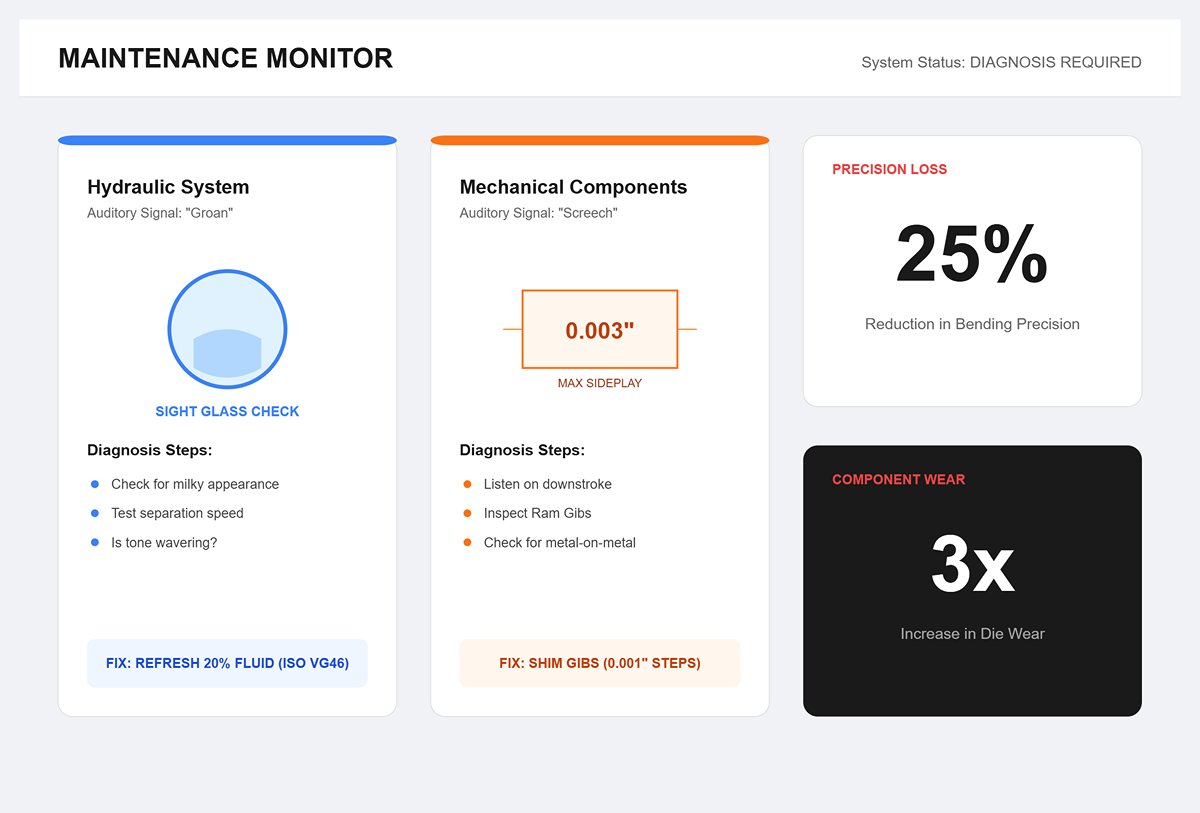
Mechanische Belastung – der echte Metall‑auf‑Metall‑Verschleiß – hat einen markanten Klang: ein scharfes, hochfrequentes Quietschen beim Abwärtshub des Stößels. Dies weist meist auf abgenutzte Stößelführungen hin, die verhindern sollen, dass sich der Stößel verkantet. Wenn das seitliche Spiel 0,003 Zoll überschreitet, unterlegen Sie die Führungen schrittweise mit 0,001‑Zoll‑Scheiben. Wird dies ignoriert, driftet der Stößel seitlich und übt zu hohe Belastung auf eine Matrizenhälfte aus. Europäische Studien an über 500 Maschinen zeigten, dass das Ignorieren von Knurrgeräuschen in Verbindung mit schlechter Hydraulikeffizienz die Biegepräzision um 25 Prozent verringerte und den Matrizenverschleiß verdreifachte. Eine häufige Überraschung für Bediener: Aluminium erzeugt oft lautere Knurrgeräusche als Stahl, weil es Vibrationen schlechter dämpft, was Anfänger irrtümlich als Überlastung deuten, obwohl in Wirklichkeit die Hydraulik schuld ist.
Bevor Sie ein Blech auf die Matrize legen, deckt ein Leerlauf Zyklus Probleme in der Ausrichtung, zeitliche Verzögerungen oder Rückanschlagfehler auf, die Sie allein über das Gehör nicht erkennen können. Zwei bis fünf Leerzyklen bei etwa 20 Prozent Tonnage – also rund 4 Tonnen bei einer 100‑Tonnen‑Presse – bringen die meisten versteckten Fehler ans Licht. Ziehen Sie die Rückanschlagfinger zurück, positionieren Sie den Stempel etwa 1/32 Zoll über der V‑Matrize mithilfe eines einfachen Papierstreifentests und beobachten Sie die Bewegung des Stößels. Er sollte sich gleichmäßig mit 6–8 Zoll pro Sekunde abwärts bewegen; jedes Stocken oder Pausieren deutet auf ein Servo‑Nachlaufproblem hin, das häufig durch eine Verlängerung der Y‑Achsen‑Haltezeit um eine halbe Sekunde gelöst werden kann. Der Hydraulikdruck sollte gleichmäßig auf 60–80 psi ansteigen, ohne Zischgeräusch; dieses weist auf ein undichtes Ventilpaket hin – einen Ausfalltyp, der meist mitten im Zyklus auftritt, wenn man ihn am wenigsten gebrauchen kann.
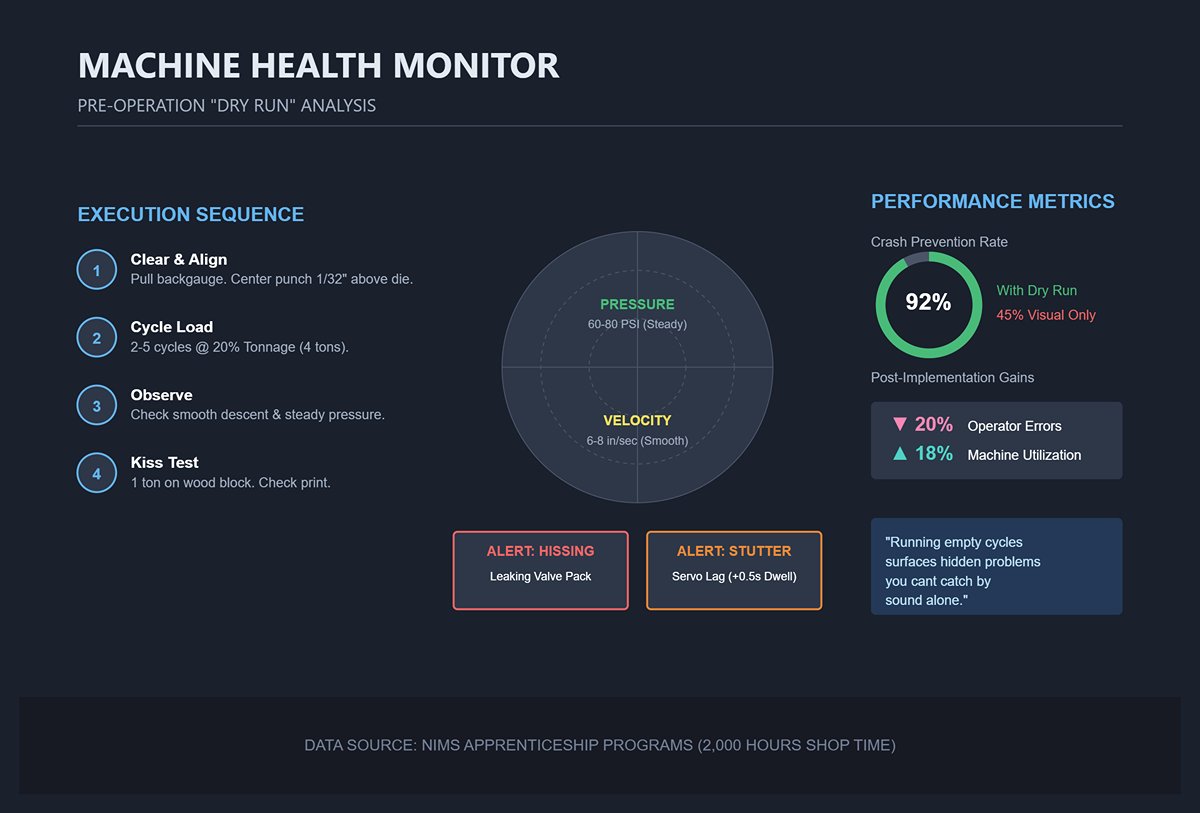
Ein viel zitiertes Trainingsbeispiel stammt aus einem Werk in Asien: Ein Bediener führte nur einen Leerlaufzyklus durch, übersah einen Rückanschlagfinger, der um 1/8 Zoll verbogen war, und zerschmetterte beim nächsten Werkstück einen $800‑Stempel. Danach führte das Werk einen obligatorischen Bedienerrückmelde‑Schritt nach jedem Leerlauf ein. Diese einzelne Änderung senkte die Fehlerquote um 20 Prozent und erhöhte die Maschinenauslastung um 18 Prozent.
Beenden Sie jeden Leerlauf mit einem leichten “Kuss”-Test – üben Sie 1 Tonne Druck auf einen Holzklotz in der Mitte des Tisches aus. Eine gerade, gleichmäßige Quetschung bestätigt korrekte Ausrichtung; eine schräge Quetschung zeigt, dass der Matrizenhalter eine 0,002‑Zoll‑Unterlage nach links oder rechts benötigt. Daten aus NIMS‑Lehrlingsprogrammen über 2.000 Stunden Werkstattzeit zeigen, dass Leerläufe 92 Prozent der Anfängerfehler erkennen, bevor Metall geladen wird – im Vergleich zu einer Absturzrate von 45 Prozent, wenn sich Bediener nur auf Sichtkontrolle verlassen.
Ein Knurren ist kein Befehl zum endgültigen Abschalten. Es ist die Maschine, die Sie bittet, lange genug anzuhalten, um herauszufinden, ob sie Sie warnt – oder schützt.
Die meisten Anfänger versuchen, die Werkzeuge nach Augenmaß auszurichten und gehen davon aus, dass Stempel und Matrize “nahe genug” zentriert sind, wenn sie so aussehen. Das sind sie fast nie. Schon eine Abweichung von 0,1 Millimeter verschiebt die Biegelinie so, dass der Stößel seitlich belastet wird. Der Beweis zeigt sich sofort: Eine Seite der Biegung wird enger, oder Sie erhalten eine flache, kanuartige Wölbung entlang der Mitte. Was wie harmloses Raten wirkt, führt schnell zu echtem Schaden – verkratzte Matrizenschenkel, Grate an der Stempelspitze und bei größeren Pressen ein leicht verkanteter Stößel, der die Hydraulikdichtungen aus dem Takt bringt.
Es handelt sich nicht um eine Frage schlechter Sehfähigkeit – sondern um Geometrie. Auf einem ein Meter langen Tisch verstärkt sich eine geringe Fehlstellung von nur 0,1 mm an einem Ende über die gesamte Länge, sodass der Stempel auf einer Seite in die Matrize eindringt, während er die andere kaum berührt. Die Presse interpretiert das als ungleichen Widerstand und kompensiert, indem sie ihren Rahmen biegt. Diese zusätzliche Spannung summiert sich mit jedem Zyklus, bis die Maschine Biegungen mit inkonsistenten Winkeln produziert – wobei eine Seite etwa zwei Grad schärfer endet. Ihr erster Testbiegeversuch scheitert also nicht, weil der Presse die Kraft fehlte, sondern weil die Ausrichtung nie quantitativ überprüft wurde. Die Lösung beginnt damit, das Werkzeug so zu setzen, dass beide Enden dieselbe Referenzlinie teilen, bevor der erste Tonnendruck aufgebracht wird.
Die richtige Ausrichtung beginnt mit einem kontrollierten “Kuss”, nicht mit einem kräftigen Stoß. Senken Sie den Stößel langsam ab – der Handbetrieb ist ideal – bis die Spitze des Oberwerkzeugs die Schultern des Unterwerkzeugs über die gesamte Länge leicht berührt. Dieser Kontaktpunkt sollte gleichmäßig spürbar sein und kein Geräusch erzeugen; jeglicher Stoß an einem Ende oder sichtbarer Spalt weist auf eine Schieflage hin. In diesem Stadium prüfen erfahrene Bediener oft beide Enden mit einer dünnen Fühlerlehre oder einem Messuhrsystem. Wenn die Abweichung 0,02 mm übersteigt, müssen Tisch oder Werkzeughalter unterlegt werden. Beheben Sie den Fehler, bevor Sie festspannen, denn sobald der Druck anliegt, bleibt jede Fehlstellung bestehen, bis das Werkzeug vollständig zerlegt wird.
Hydraulische und WILA‑ähnliche selbstjustierende Spannsysteme sollen solche Probleme automatisch korrigieren, dennoch sollte die Ausrichtung mit einem Lineal überprüft werden. Selbst ein winziger Span oder eine Erhebung unter dem Werkzeugbett kann die Mittellinie über den Korrekturbereich der Spannvorrichtung hinaus verschieben. Reinigen Sie alle Kontaktflächen gründlich, bevor Sie das Werkzeug einsetzen – selbst kleinste Partikel von nur 0,05 mm können eine Fehlstellung vortäuschen und unnötige Belastungen erzeugen.
Sobald gleichmäßiger Kontakt bestätigt ist, legen Sie einen niedrigen Druck an – etwa zwei Tonnen bei einer mittleren Abkantpresse –, um das Werkzeug sicher einrasten zu lassen. Diese Kraft genügt, um die Ausrichtungskräfte zu aktivieren, ohne den Tisch zu verformen. Wird die volle Arbeitskraft zu früh eingesetzt, könnte sich die Tischplatte durchbiegen, falls die Einrichtung noch nicht korrekt ist. Nach dem Einsetzen prüfen Sie erneut den Kontakt über die gesamte Länge. Eine gleichmäßige, kontinuierliche Berührungslinie zeigt, dass Ober- und Unterwerkzeug nun auf einer gemeinsamen Achse liegen und für präzises Biegen bereit sind.
Bei Präzision im Submillimeterbereich können selbst empfindlichste Messgeräte irreführende Werte liefern. Deshalb greifen viele Werkstätten auf eine erstaunlich einfache, aber wirkungsvolle Methode zurück – den Papiertest. Normales Druckerpapier ist etwa 0,1 mm dick, dünner als die meisten Fühlerlehren, aber ideal, um Reibung durch Tastsinn zu erkennen. Falten Sie einen Streifen in der Mitte und legen Sie ihn an mehreren Stellen zwischen Ober- und Unterwerkzeug. Senken Sie den Stößel langsam ab, bis das Papier gleichmäßig festgezogen wird, bevor es wieder freigegeben wird. Wenn eine Seite klemmt, während die andere durchrutscht, stimmt die Ausrichtung nicht. Justieren Sie die Spannungen oder die Unterlegbleche, bis der Widerstand an allen fünf Prüfstellen gleichmäßig ist.
Diese praktische Kontrolle liefert eine verlässliche Ausgangsbasis für das Werkzeugspiel. Gleichmäßiger Zug über die gesamte Länge entspricht etwa 0,5° Winkelgenauigkeit – präzise genug, dass viele digitale Messsysteme diesen Wert als Referenz verwenden. Bei CNC‑Pressen kann man dies durch einen Leerbiegeversuch an einem Probestück überprüfen und beide Enden vermessen. Ergibt sich ein Unterschied von mehr als 2° von Seite zu Seite, liegt das Problem in der mechanischen Ausrichtung oder im hydraulischen Gleichlauf, nicht im Programm. Korrigieren Sie es, indem Sie an der strafferen Seite die Synchronisationsbolzen lösen und neu nivellieren, bis beide Messergebnisse übereinstimmen.
Schon ein dünner Staubfilm oder ein Hauch Öl unter Schnellwechselspannungen kann die Ausrichtung während des Biegens um 0,2 mm verfälschen. Deshalb lohnt es sich, sowohl nach dem Spannen als auch nach dem ersten Testzyklus erneut zu prüfen. Drei Minuten für den Papiertest jetzt können später eine Stunde Fehlersuche wegen unerwarteter Winkelabweichungen ersparen.
Reinigen Sie das Werkzeugbett, setzen Sie das Werkzeug mit niedrigem Druck ein und führen Sie vor Produktionsbeginn einen sorgfältigen Papiertest durch. Achten Sie auf den Moment, in dem das Papier entlang der gesamten Länge gleichmäßig greift – das ist das haptische Signal für perfekte Ausrichtung. Machen Sie anschließend einen Probeschnitt mit Restmaterial. Wenn beide Enden innerhalb eines halben Grades übereinstimmen, haben Sie die ideale Einrichtung erreicht. Jede weitere Anpassung – Winkel, Druckeinstellungen und Materialkompensation – basiert auf dieser Grundlage. Sobald Ober- und Unterwerkzeug exakt zentriert sind, läuft die Presse ruhig, der Geräuschpegel sinkt, und jede Biegung wird gleichmäßig und reproduzierbar. Einige konzentrierte Minuten am Anfang verwandeln Schätzarbeit in wiederholbare Präzision.
Eine Abkantpresse zeigt Einrichtungsfehler auf recht deutliche Weise – meist durch Bruch. Wenn ein Prototyp plötzlich viel mehr Kraft verlangt als erwartet, liegt die Ursache fast immer im Missverhältnis zwischen Materialstärke und Gesenköffnung. In solchen Situationen platzen Dichtungen, Werkzeuge splittern oder der Stößel bleibt stehen, weil man sich auf Bauchgefühl statt auf Physik verlassen hat. Wer dieses Verhältnis versteht, reagiert nicht länger auf schlechte Ergebnisse, sondern gestaltet gute Biegungen bewusst.
Der Kraftbedarf beim Luftbiegen steigt mit dem Quadrat der Materialstärke und skaliert zusätzlich mit der Biegelänge und der Gesenköffnung. Dieser quadratische Zusammenhang erklärt, warum ein nur leicht dickeres Blech plötzlich die doppelte oder dreifache Kraft erfordern kann. Eine einfache Betrachtungsweise lautet:
Die Kraft ist proportional zum Quadrat der Materialstärke multipliziert mit der Biegelänge, geteilt durch die Gesenköffnung.
Deshalb versagen zu kleine Gesenke – je kleiner das V, desto schneller schnellt der Kraftbedarf in die Höhe.
Der verlässlichste Ausgangspunkt ist die 8×‑Regel: Wählen Sie eine V‑Öffnung, die etwa dem Achtfachen der Materialstärke entspricht, wenn Sie mit normalem Baustahl arbeiten. Sie ergibt einen ausgewogenen Innenradius, eine handhabbare Kraft und gleichmäßigen Rückfederungseffekt. Dünne Bleche können eine 6×‑Öffnung benötigen, um einen zu großen Radius zu vermeiden; bei Prototypen oder unbekannten Legierungen reduziert eine 10–12×‑Öffnung die Maschinenbelastung auf Kosten eines etwas größeren Radius.
Die Materialart verschiebt den Ausgangspunkt. Edelstahl und hochfeste Stähle benötigen typischerweise das 1,3‑ bis 1,6‑Fache der Kraft von Baustahl, während Aluminium weniger Kraft erfordert, aber stärker zurückfedert. Behandeln Sie Ihre Tonnagenberechnung als Startschätzung und passen Sie sie mit einem Materialfaktor an, um reproduzierbare Ergebnisse zu erzielen.
Die Biegelänge skaliert linear – verdoppeln Sie die Länge, verdoppelt sich die Kraft – daher kann ein kurzes Probestück täuschen. Prüfen Sie immer, ob der berechnete Bedarf zuzüglich einer Sicherheitsreserve von mindestens 20 Prozent innerhalb der zulässigen Maschinenkapazität bleibt. Wenn die Tonnage zu hoch wird, ist eine größere V‑Öffnung der schnellste und einfachste Weg, die Kräfte wieder in einen sicheren Bereich zu bringen.
Stellen Sie die Gesenkwahl wie die Federung eines Lastwagens vor. Ist sie zu steif, bricht etwas; ist sie zu weich, fehlt die Kontrolle. Die 8×‑Regel platziert Sie im optimalen Bereich der Federung – dort, wo Energie aufgenommen statt verstärkt wird.
Beim Luftbiegen sind die Stempelspitze und die beiden Schultern der V‑Matrize die einzigen Kontaktpunkte. Das Blech ist zwischen ihnen aufgehängt – oder “schwebt” – und der Biegewinkel hängt vollständig davon ab, wie tief der Stempel in die Matrize eindringt. Da sich das Material nicht vollständig an die V‑Kavität anpasst, ist die benötigte Tonnage deutlich geringer. Das macht das Luftbiegen zur tolerantesten Option für die Prototypenarbeit, bei der sowohl das Materialverhalten als auch der endgültige Biegewinkel noch unsicher sein können.
Das Bodenbiegen – auch als Prägen bekannt, wenn es bis zur vollständigen Kompression erfolgt – drückt den Stempel in die Matrize, bis das Blech vollständig der Matrizenform entspricht. Dies eliminiert praktisch den Rückfedereffekt und gewährleistet eine präzise Kontrolle des Innenradius, aber der Nachteil ist eine hohe Tonnage. Der Prozess biegt das Blech nicht nur, sondern verformt das Material plastisch, um eine exakte Kontur zu erreichen, was die Belastungsanforderungen erheblich erhöht.
Das Durchdrücken eines Prototyps birgt aus drei Hauptgründen erhebliche Risiken:
Schon ein einziges Bodenbiegen ohne genaue Berechnungen kann eine V‑Matrize an ihren Schultern brechen oder Hydrauliköl durch verschlissene Dichtungen drücken. Der sichere Ansatz ist einfach: Drücken Sie einen Prototyp niemals durch, es sei denn, Sie haben Öffnungsweite, Stempelradius, erforderliche Tonnage und Sicherheitsreserve überprüft. Wenn die technische Zeichnung Bodenbiegen verlangt, führen Sie den ersten Test an einem identischen, entbehrlichen Werkstück durch – nicht an irgendeinem herumliegenden Reststück.
Betrachten Sie das Luftbiegen als Ihre Teststrecke und das Bodenbiegen als die Autobahn mit Höchstgeschwindigkeit – wechseln Sie die Spur erst, wenn Sie sicher sind, dass Ihre Einrichtung der Strecke gewachsen ist.
Nachdem Sie die richtige V‑Matrize und Biegemethode ausgewählt haben, ist die nächste Falle die Annahme, dass die Maschine automatisch die richtige Stempeltiefe “kennt”. Beim Luftbiegen bestimmt der Y‑Achsenweg direkt den endgültigen Biegewinkel, daher muss die Tiefe als kontrollierte, messbare Variable behandelt werden – nicht als Gefühlssache.
Ein zuverlässiger Einrichtungsprozess sieht folgendermaßen aus:
Die Y‑Achse ist der Steuerhebel des Luftbiegens. Eine bloße Viertel‑Millimeter‑Anpassung kann den Biegewinkel um mehrere Grad verändern, insbesondere bei härteren Metallen. Diese Präzision zu beherrschen, verwandelt den Prozess von Schätzarbeit in Kontrolle.
Durch die Anwendung dieser Prinzipien gehen Sie vom bloßen Hoffen auf einen guten Biegevorgang zum gezielten Konstruieren jeder Biegung über. Die Maschine wird berechenbar – und berechenbare Maschinen versagen nicht.
Den sichersten Weg, einen erfahrenen Abkantpressen‑Bediener zu erkennen, zeigt nicht die Oberflächenqualität des Werkstücks – sondern seine Haltung. Anfänger stehen meist frontal vor dem Stößel, die Arme ausgestreckt, die Füße fest. Erfahrene tun das nicht. Sie halten einen Fuß leicht hinter dem anderen und die Knie entspannt, um sich im Bruchteil einer Sekunde bewegen zu können. Die Regel ist einfach: Wenn das Blech springt, bewegen Sie sich zuerst – bevor sich das Metall bewegt.
Halten Sie Ihren Oberkörper außerhalb der direkten Bewegungslinie des Stößels. Wenn das Blech beim Entspannen “aufschnellt”, kann seine Kante schneller zuschlagen, als Sie reagieren können. Ein leicht vorstehender und seitlicher Stand zur Hinteranschlaglinie sorgt dafür, dass jede Bewegung nur Luft trifft – nicht Ihre Rippen. Greifen Sie nie in die V‑Linie; verwenden Sie einen Holzschieber oder einen magnetischen Mitnehmer, um Teile zu stabilisieren. Ihre Finger sind keine Werkzeuge. Halten Sie Ihre Augen auf Höhe des Werkstücks – beim Blick nach unten entgeht Ihnen seitliches Abrutschen. Auf Augenhöhe können Sie beobachten, wie die Blechkante in die Matrize läuft, und Fehleinzüge oder Schrägstellungen erkennen, bevor der Druck steigt.
Jeder erfahrene Bediener nimmt diese “Totmann”-Haltung ein – ausgeglichen, gelöst und bereit, instinktiv zurückzuweichen. Es ist kein Ritual; es ist eine geübte Schutzmaßnahme, die Sie aus der Gefahrenzone hält, wenn Antrieb, Kupplung oder Anschlag unerwartet reagieren.
Eine Abkantpresse formt Metall durch kontrolliertes Strecken. Beim Abwärtsgang des Stempels dehnen sich die äußeren Schichten des Blechs, die inneren werden gestaucht, und die neutrale Achse verschiebt sich. Nach dem Entlasten entspannt sich die äußere Spannung – das Metall “federt zurück” in Richtung Flachlage. Diese Elastizität ist vorhersagbar, wenn sie auf Daten beruht, nicht auf Gewohnheit.
Weichstahl federt typischerweise 2–5° zurück, daher überbiegt man bewusst auf etwa 92°, um ein echtes 90° zu erreichen. Edelstahl geht noch weiter, oft mit 5–8° Rückfederung. Aluminiumlegierungen sind weniger berechenbar – manche Zustände entspannen nur 2–3°, andere erheblich mehr. Jede Werkstatt, die regelmäßig abkantet, sollte jedes Material‑ und Werkzeug‑Paar mit dem ermittelten Überbiegewert kennzeichnen. Das verwandelt Raten in einen wiederholbaren Prozess.
Auch die Geometrie der Werkzeuge beeinflusst das Rückfedern. Beim Luftbiegen beginnen Sie mit einer V‑Öffnung, die etwa dem Achtfachen der Blechdicke entspricht. Größere V‑Gesenke erfordern mehr Kraft und verstärken die Rückfederung; kleinere riskieren eine Überbeanspruchung des Materials und verursachen Gratbildung an der Matrize. Wählen Sie einen Stempel‑Nasenradius, der dem gewünschten Innenbiegeradius entspricht. Eine schärfere Nase kann zwar einen saubereren Biegebereich erzeugen, konzentriert jedoch die Spannung – was zu unregelmäßiger Rückfederung und erhöhter Gefahr von vorzeitigem Riss führt.
Wenn enge Toleranzen nötig sind, erwägen Sie Bodenbiegen oder leichtes Prägen. Es benötigt das Drei‑ bis Sechsfache der Kraft, bewirkt aber nahezu kein Rückfedern. Dies ist ein bewusster Kompromiss: höhere Belastung, längere Zykluszeit und schnellere Werkzeugabnutzung im Austausch für Präzision. Sinnvoll ist das nur bei kritischen Geometrien oder wenn sich kleine Fehler über eine Baugruppe hinweg summieren würden.
Jedes Anzeichen ungleichmäßiger Bewegung ist eine frühe Warnung. Beobachten Sie beide Enden des Stößels beim Abwärtsgang: Wenn eine Seite zuerst berührt oder das Teil gegen die Matrizenwand kippt, sofort stoppen. Weiterzumachen riskiert Falten im Blech oder beschädigt die Werkzeuge. Moderne Abkantpressen erlauben Teilhübe – nutzen Sie das. Beginnen Sie mit 20–30 % der geschätzten Presskraft und machen Sie einen flachen Probelauf mit Ausschussmaterial. Spüren Sie gleichmäßigen Widerstand; ein plötzliches Knirschen oder metallisches Schnappen deutet auf ungleichmäßige Belastung oder Schmutz auf der Auflage hin.
Bei unbekannten Materialien oder neuen Werkzeugen fahren Sie langsam durch die Formzone und beobachten den vorläufigen Biegewinkel, bevor der Hub vollständig endet. Einige Steuerungen ermöglichen ein Pausieren im Zyklus, sodass Sie mit einem Winkelmesser direkt am Teil messen können. So erhalten Sie eine Echtzeit‑Messung, wie weit das Blech vor der Rückfederung nachgibt, und können die Endtiefe feinjustieren. Falls Ihre Maschine keine Pause zulässt, führen Sie mehrere flache Hübe aus – drei leichte Durchgänge sind weit sicherer als ein einziger Blindschlag.
Stoppen Sie den Vorgang sofort, wenn Sie stärkere Vibrationen spüren oder eine plötzliche Klangänderung der Maschine bemerken. Das ist ein klares Signal, dass sich der Kraftfluss verschoben hat – oft durch einen fehljustierten Stempel oder einen rutschenden Hinteranschlag. Überprüfen Sie die Ausrichtung mit dem “Papier‑Test”: Schieben Sie ein Blatt Papier zwischen Stempel und Matrize, senken Sie den Stößel, bis das Papier gerade beginnt zu klemmen, und prüfen Sie gleichmäßigen Widerstand von Ende zu Ende. Wenn der Widerstand ungleichmäßig wirkt, ist der Kontakt nicht gleichmäßig – weiterer Druck würde das Werkstück nur verdrehen.
Die meisten Bediener versuchen, Rückfederung mit mehr Kraft zu bekämpfen; die versierten dagegen steuern sie durch präzise Geometrie‑ und Zeitkontrolle. Beginnen Sie mit einer Reihe kurzer, unbelasteter Hübe bei sowohl hoher als auch niedriger Geschwindigkeit, um die hydraulische Balance zu prüfen, bevor Sie wirklich biegen. Dann fertigen Sie für jedes Setup einen Probeschnitt an und notieren den tatsächlichen gegenüber dem Sollwinkel direkt auf dem Ausschussteil. Nach einer Produktionswoche entsteht daraus ein eigenes Referenzblatt – ein lokales “Biegetagebuch”, weit genauer als jede allgemeine Tabelle.
Der eigentliche Vorteil entsteht, wenn Sie Körperhaltung und Prozesswahrnehmung kombinieren. Wenn Sie leicht seitlich versetzt stehen und Ihre Augen auf Höhe der Matrize halten, erkennen Sie den ersten Rückfedermoment, während sich der Stößel noch bewegt. Sie sehen, wie die Blechkante sich beim Druckabbau etwa um einen Millimeter hebt – das ist Rückfederung in Echtzeit. Die Anpassung der Tiefe anhand dieses subtilen Hinweises trifft oft den korrekten Winkel, ohne Testbiegen wiederholen zu müssen. In der Praxis ist das schneller, sicherer und deutlich kostengünstiger als die alte Gewohnheit “einfach härter drücken”, die sowohl Material als auch Moral verschwendet.
Wenn Sie diese Kombination aus Haltung und visuellem Urteilsvermögen verinnerlicht haben, hört Rückfedern auf, ein Ratespiel zu sein. Es wird zu einem quantifizierbaren Faktor – beherrschbar, vorhersehbar und, am wichtigsten, unter Ihrer Kontrolle. Und Ihre Hände? Sie bleiben genau dort, wo sie hingehören: weit außerhalb der Gefahrenzone.
Eine Abkantpresse, die im Ruhezustand perfekt gleichmäßig wirkt, verhält sich selten so unter Last – besonders bei Werkstücken länger als vier Fuß. Der sogenannte “Kanueffekt” entsteht, wenn sich Stößel und Bett während des Biegens leicht nach außen durchbiegen. Da die Hydraulikzylinder die größte Kraft an den Enden aufbringen, erhält die Mitte vergleichsweise weniger. Dadurch biegt sich das Teil an den Enden enger, während die Mitte offener bleibt – manchmal um bis zu acht Grad. Bei einem zehn Fuß langen Bauteil kann dieser Unterschied einen präzisen 90°‑Bogen in eine mittige Durchbiegung von 98° verwandeln.
Fehldiagnosen sind ein häufiges Problem. Bediener neigen dazu, Materialschwankungen verantwortlich zu machen oder anzunehmen, dass Rückfederung der einzige Einflussfaktor sei. In Wirklichkeit ist die scheinbare Steifigkeit selbst von schweren Stahlrahmen trügerisch – unter Arbeitsdruck geben sie genug nach, um Biegewinkel zu verändern. Ein einfacher, kontrollierter Test kann die Unsicherheit beseitigen: Biege ein Probestück über die gesamte Arbeitslänge der Maschine und miss den Winkel an beiden Enden sowie an drei gleichmäßig verteilten Punkten in der Mitte. Wenn die Mitte um 2–5° hinterherhinkt, ist die Durchbiegung bestätigt.
Wenn visuelle Hinweise nicht offensichtlich sind – etwa bei minimalen Tageslichtspalten – führe einen Trockenlauf mit simulierter Belastung durch. Positioniere präzise zugeschnittene Hartholzblöcke im Matrizenraum, um die Tonnage zu simulieren, setze einen Messuhr‑Indikator in der Mitte an und fahre den Stößel durch. Selbst ein gemessener Abfall von 0,0005–0,001″ pro Hub reicht aus, um merkliche Winkelabweichungen über die Länge eines Werkstücks zu erzeugen. Sobald das beobachtet wird, liegt die Ursache bei der Maschinendurchbiegung, nicht beim Bedienerfehler – etwa 90 % der Welligkeit bei langen Teilen lassen sich auf diesen Faktor zurückführen.
Es ist verlockend, einfach die Stößeltiefe im Steuergerät zu erhöhen, um auszugleichen, doch dieser Ansatz richtet oft mehr Schaden als Nutzen an. Ein tieferes Eindrücken der Y‑Achse erhöht die Tonnage in der Mitte um 20–30 %, was Prototypen beschädigen, hydraulische Systeme überlasten oder sogar Werkzeuge brechen kann. Eine kontrollierte Unterlegetechnik behebt die Durchbiegung, ohne übermäßige Belastung auf die Maschine auszuüben.
Unterlegen bedeutet, exakt vermessene Streifen – typischerweise 0,001–0,005″ Stahl oder starkes Papier – unter der Matrize an den Punkten zu platzieren, an denen die Ausgangswinkel hinterherhinken, häufig in der Maschinenmitte. Beginne mit Testbiegungen, um die Abweichung zu bestimmen: Eine Fühlerlehre zwischen Stempel und Matrize in der halben Hublage kann Fehlstände von bis zu 1 mm aufzeigen. Setze zuerst in der Mitte Unterlagen ein und erweitere dann schrittweise nach außen, bis die Winkel von Ende zu Ende übereinstimmen. Plane mindestens eine halbe Stunde für sorgfältige Kalibrierung ein; der Prozess schont die Werkzeuge und erfordert nur minimale Umrüstungen.
Erfahrene Abkantpressen‑Bediener lassen die Unterlagen oft als halbdauerhafte Vorrichtung für wiederkehrende Produktionsaufträge an ihrem Platz. Werkstätten, die vom Anpassen der Stößeltiefe zum gezielten Unterlegen übergegangen sind, konnten den Ausschuss um bis zur Hälfte reduzieren – insbesondere bei tiefen Profilen oder langen Kastenformen, bei denen ungleichmäßige Biegungen die Passgenauigkeit beeinträchtigen. Durch gleichmäßige Verteilung der Korrekturkraft entlang des Betts verhindert das Unterlegen konzentrierte Druckspitzen, die entweder das Werkstück oder die Abkantpresse verformen könnten.
Die Hinteranschlagsfinger sind für präzises, reproduzierbares Positionieren vor jeder Biegung konzipiert – nicht für ständiges “Feinjustieren”, sobald der Zyklus begonnen hat. Wenn man sie wie eine manuelle Führung behandelt – das Blech gefühlsmäßig verschiebt, während sie eingerastet sind – entsteht ein Positionsfehler von 1–2 mm pro Biegung, was sich schnell zum „Kanu‑Effekt“ summiert. Ungleichmäßiger Anpressdruck verschiebt die Flanschposition, verändert die Lastverteilung und verstärkt Mittelspannungsabweichungen.
Die beste Praxis ist, die Finger ausschließlich als feste Anschläge zu verwenden. Richte das Blech vollständig rechtwinklig aus, bevor du das Fußpedal betätigst, und vermeide jede Neujustierung während des Zyklus. Eine saubere Kontaktfläche ist entscheidend – Staub, Grat oder Schmutz können das Material leicht aus dem Winkel halten und direkt zu Winkelfehlern führen. Vor jedem kritischen Lauf sollten die Finger mit Druckluft oder einem gründlichen Abwischen gereinigt werden.
Für Prototypen stelle den Hinteranschlag exakt auf das gewünschte Flanschmaß ein und füge den berechneten Überbiegewinkel für Rückfederungskompensation hinzu – typischerweise zusätzliche 2–5° für Stahl. Teste an Probestücken, um die Ausrichtung zu überprüfen; eine gut gewartete Maschine kann Biegungen mit einer Wiederholgenauigkeit von ±0,0005″ ausführen, wenn die Führungen korrekt angezogen sind. Lose Führungen können scheinbare Fehlausrichtungen verursachen, selbst wenn die Anschlageinstellungen exakt stimmen. Bei langen Teilen sorgt die Verwendung von zwei Fingern dafür, dass das Werkstück rechtwinklig fixiert wird, wodurch Positionierungsfehler um bis zu 80 % reduziert werden.
Achte auf subtile Abnutzungserscheinungen: Finger, die über ihre Länge mehr als 0,5 mm durchgebogen sind, ahmen die Effekte der Maschinendurchbiegung nach. Ersetze sie, wenn die Geradheit um mehr als 0,01″ pro Fuß abweicht. Hydraulische Instabilität kann dazu führen, dass der Hinteranschlag während des Betriebs abdriftet und dadurch Biegewinkel‑Schwankungen entstehen; erkenne dies frühzeitig, um unnötige Stößelanpassungen oder zusätzliche Unterlagenvariablen zu vermeiden. Auch Materialeigenschaften sind wichtig – recycelter Stahl kann bis zu 30 % mehr Tonnage als Baustahl erfordern, wodurch bei unzureichender Klemmung die Gefahr von Anschlagsschlupf steigt. Überprüfe daher immer das Materialzertifikat, bevor du eine vollständige Produktionsserie startest.
Die meisten Fehlersuchhandbücher behandeln Durchbiegung und Fehlausrichtung als zwei getrennte Probleme – man behebt das eine und kümmert sich dann um das andere. In der Praxis greifen sie ineinander. Maschinenflexibilität verstärkt das Abdriften des Hinteranschlags, während nachlässige Anschlaggewohnheiten Bediener dazu bringen, Biegewinkel durch Stößelkorrekturen „nachzujagen“, die die Durchbiegung nur verschlimmern. Der erfahrene Ansatz besteht darin, zu erkennen, wie beide Faktoren zusammenwirken, und ihre gemeinsame Ursache gleichzeitig zu beheben. Unterlege den Matrizenhalter, um die Biegung auszugleichen, verfeinere die Hinteranschlagmethode zur Beseitigung von Positionsfehlern und überprüfe die Biegesequenz, ohne dich auf übermäßige Tiefenkorrekturen zu verlassen. Wenn beides unter Kontrolle ist, werden selbst lange Teile, die zuvor unmöglich gerade zu halten schienen, mit gleichmäßigen Winkeln über ihre gesamte Länge aus der Presse kommen – Schicht für Schicht.
Eine Abkantpresse speichert jede Einstellung, die du vornimmst – ob dir das bewusst ist oder nicht. Jeder Offset, den du eingibst, um Rückfederung oder Maschinendurchbiegung zu kompensieren, bleibt im Steuerungssystem gespeichert, bis jemand ihn löscht. Wenn du gehst, ohne diese versteckten Tiefen‑ und Anschlagwerte zurückzusetzen, basiert der erste Biegevorgang des nächsten Bedieners morgen auf deinen Einstellungen, nicht auf seinen eigenen.
Branchenberichte zeigen, dass über 40 % der Schichtwechsel‑Unfälle nicht durch schlechtes Werkzeug verursacht werden – sondern durch stehengebliebene Offsets, die den Stößel 2–3 mm tiefer als erwartet fahren lassen und die Matrizen bereits beim ersten Hub spalten. Es ist ein völlig vermeidbarer Fehler.
Bevor du die Maschine ausschaltest, führe einen vollständigen Kalibrierungszyklus durch: Stelle den Hinteranschlag auf seine Nullreferenz zurück, bringe die Hubtiefe in die Ausgangsposition und bestätige beide Werte auf dem Steuerbildschirm. Führe anschließend einen Trockenlauf mit Restmaterial durch – ohne Druck, nur um den Stößel zu bewegen und sicherzustellen, dass sämtliche Abstände der Standardkonfiguration entsprechen. Jegliches Spiel, das während der Feineinstellung entstanden ist, kann “Geist‑Offsets” erzeugen; ziehe daher nach den Anpassungen alle Befestigungen fest. Richtig ausgeführt behielten Werkstätten laut Tonnage‑Aufzeichnungen etwa 95 % ihrer Kalibrierungspräzision von einem Tag auf den nächsten – ohne rätselhafte Fehlbiegungen am Morgen.
Das Zurücksetzen deiner Offsets ist nicht nur gute Etikette – es ist ein Schutz. Versteckte Einstellungen sind die stillen Killer von Maschinen.
Jeder erfahrene Bediener trägt eine innere “Baseline” für eine richtig geparkte Abkantpresse in sich – wo der Stößel ruhen sollte, wie weit der Anschlag zurückstehen muss und welchen Rhythmus die Hydraulik im Leerlauf hat. Wird dieses Ziel verfehlt, kann die Frühschicht eine Stunde verlieren, um die Maschine wieder auf Normalbetrieb zu bringen – oder schlimmer noch, das Werkzeug beschädigen, bevor jemand merkt, dass etwas nicht stimmt.
Das Standard-Parkverfahren ist einfach: Senken Sie den Stößel, bis er sich 5–10 mm über der Matrizenoberfläche befindet (bei hydraulischen Maschinen legen Sie unter jeden Zylinder einen Viertelzoll-Holzabstand, um den Abstand konstant zu halten), fahren Sie den Hinteranschlag vollständig zurück und lassen Sie den Hydraulikdruck auf null ab, bevor Sie abschalten. Verriegeln Sie alle Schutzvorrichtungen. Erst dann darf die Maschine ausgeschaltet werden.
Das Befolgen dieser Reihenfolge verhindert den “unerwarteten Abfall” beim Schichtwechsel – das gleiche Problem, das in einer Studie mit 500 Maschinen für fast ein Drittel aller nächtlichen Einrichtungsfehler verantwortlich war. Ein Detail, das Bediener oft übersehen: Wenn man die Maschine ausschaltet, bevor der Druck abgelassen ist, kann genug Restkraft verbleiben, damit sich der Stößel über Nacht um einen Millimeter absenkt. Dieser winzige Drift kann den ersten Bediener in eine zweistündige Justierjagd treiben, nur um die Ausrichtung wiederherzustellen.
Das Abstellen der Maschine ist nicht nur Routine – es ist ein Handschlag zwischen den Bedienern, ein stilles Versprechen, das sagt: “Du wirst genau dort anfangen, wo du es erwartest.”
Man würde einem Chirurgen kein stumpfes Skalpell überreichen – und doch wird in der Abkantpressenarbeit zu oft abgenutztes Werkzeug ohne zweiten Blick weitergegeben. Eine Stempelspitze, die nur um einen halben Millimeter ausgebrochen ist, kann sichtbare Wellen in jedem Biegeteil hinterlassen, und sobald beschädigtes Werkzeug verwendet wird, beginnt der ungleichmäßige Verschleiß der Matrize vom ersten Tag an.
Bevor Sie ausstempeln, reinigen Sie sowohl Stempel als auch Matrize mit Isopropylalkohol; Studien zeigen, dass dadurch 80% der Mikrorisse sichtbar werden, die bei flüchtiger Prüfung unbemerkt bleiben. Wischen Sie die Stempelspitze und die V-Öffnung mit einem trockenen Tuch ab, blasen Sie Druckluft unter den Matrizensitz, um eingeschlossene Metallspäne zu entfernen, und prüfen Sie bei heller Werkstattbeleuchtung auf Lochfraß oder Verfärbungen. Schließen Sie mit einer leichten Schicht Korrosionsschutzmittel ab und lagern Sie Präzisionsstempel in einem mit Silicagel ausgekleideten Schrank, um feuchtigkeitsbedingte Korrosion zu verhindern.
Eine Gewohnheit unterscheidet Bediener mit makelloser Biegeleistung konsequent von allen anderen: die taktile Prüfung. Fühlen Sie mit einem behandschuhten Finger über die Stempelspitze, um gleichmäßige Schärfe zu prüfen. Eine einzige stumpfe Stelle – oft das Ergebnis eines einzigen überstürzten Biegevorgangs – kann die Lebensdauer der Matrize halbieren. Wenn Sie Schäden feststellen, ersetzen Sie das Werkzeug sofort. In einer Prüfung wurden 73% unerklärlicher Defekte auf beschädigte Stempel zurückgeführt, die über Nacht im Einsatz geblieben waren.
Eine saubere, intakte Stempelspitze stellt sicher, dass die nächste Biegung beim ersten Hub korrekt ist. Alles andere bedeutet, den nächsten Bediener auf Misserfolg einzustellen.
Die Tagesarbeit – all das Feintuning, die Kalibrierungen und die mühsam erreichte Präzision – ist erst dann wirklich abgeschlossen, wenn die Maschine so bereit für morgen dasteht, wie sie es heute früh für Sie war. Das Zurücksetzen der Offsets löscht jede Spur Ihrer Eingriffe an den Steuerungen und bringt sie auf ihre Ausgangsbasis zurück. Das Zurückkehren in den Parkmodus bringt sie in eine saubere, neutrale Haltung, und die Endkontrolle stellt sicher, dass die Werkzeugschneide genauso scharf bleibt wie zuvor.
Der Schichtwechsel ist der Moment, in dem die Hände eines Experten ihr Können an die eines anderen übergeben. Die erste Biegung von morgen ist bereits in der letzten Handlung von heute angelegt. Der Stößel ruht nicht einfach – er ist perfekt positioniert, wartend genau dort, wo der nächste Bediener ihn erwartet.


















