

El carro dudó, el taller quedó en silencio, y la prensa emitió ese profundo y resonante gemido, el tipo que todo operador preferiría fingir que no oyó. Muchos saltan a la conclusión de que significa “demasiada carga” o “material defectuoso”. En realidad, ese sonido suele indicar un carro desalineado, fluido hidráulico insuficiente, o un problema que está a punto de convertir su próxima pieza —y posiblemente sus troqueles— en costoso desperdicio. El verdadero riesgo no es el ruido en sí; es volver a iniciar antes de haber identificado la causa. El espacio entre un simple gruñido inofensivo y una seria advertencia mecánica es exactamente donde ocurren accidentes —y facturas de realineación de $5,000—.
La manera más rápida de determinar si ese gemido significó problemas es medir la “luz” de la máquina: la holgura constante entre el carro y la cama en el punto muerto superior. Los operadores nuevos suelen saltarse esto porque el carro parece recto, pero las apariencias ocultan muchos casos de desalineación. De hecho, instructores del Metalworking Group informan que el 80% de los aprendices no detecta torsión entre el carro y la cama simplemente porque nunca toman medidas de luz.
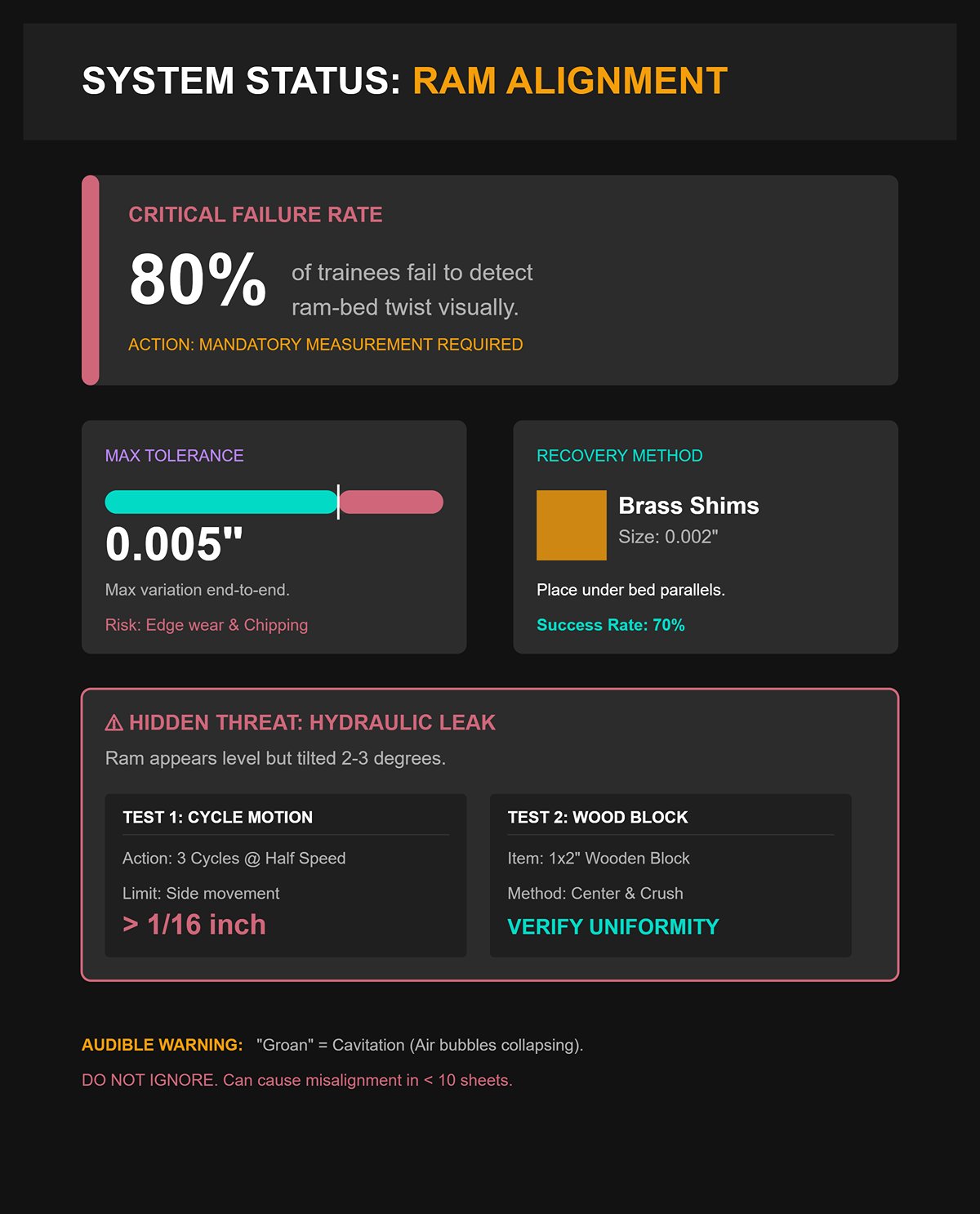
En una prensa hidráulica estándar de 100 toneladas, debería verse una holgura uniforme de 0,5–1 pulgada a lo largo de toda la cama. Una regla junto con galgas calibradas de 0,001–0,010 pulgadas revelará lo que sus ojos no pueden. Si encuentra más de 0,005 pulgadas de variación de un extremo al otro, probablemente esté tratando con una torsión de la cama por una sobrecarga pasada. Tal torsión provoca que el punzón golpee el troquel de forma desigual, causando desgaste lateral y mellas incluso en la primera pasada. Una solución rápida y comprobada es colocar calzas de latón de 0,002 pulgadas bajo los paralelos de la cama y luego volver a comprobar la luz. Los instructores dicen que este solo paso ha convertido los primeros pliegues deformados en resultados precisos y repetibles para el 70% de sus nuevos operadores.
Un problema engañoso que hay que vigilar: el carro puede parecer perfectamente nivelado y, sin embargo, estar inclinado 2–3 grados si uno de los cilindros hidráulicos tiene fugas internas. Para comprobarlo, haga funcionar el carro durante tres ciclos a media velocidad sin herramientas y observe si hay movimiento lateral superior a 1/16 de pulgada. En un caso documentado por el Metalworking Group, un gemido apenas audible causado por cavitación —microburbujas de aire colapsando en el fluido hidráulico— fue ignorado hasta que el operador dobló diez láminas y desalineó la cama. Una prueba sencilla podría haberlo detenido: coloque un bloque de madera de 1×2 pulgadas en el centro de la cama, baje lentamente el carro y examine el patrón de aplastamiento. Si la compresión no es uniforme, detenga inmediatamente las operaciones.
En la mayoría de los casos, ese gemido indica problemas en el sistema hidráulico más que contacto metal contra metal. Una prensa que funciona bien genera presión con un zumbido constante y creciente. Si el tono baja o vacila —especialmente durante el arranque—, la causa habitual es fluido contaminado o aireado. La condensación en clima frío introduce con frecuencia agua en el sistema; una apariencia turbia o lechosa en el visor es una clara señal de advertencia. Tome una pequeña muestra y observe cuán rápido se separa: una separación lenta significa que la contaminación ya está afectando la estabilidad de la presión. Renovar alrededor del 20 % del fluido con aceite ISO VG46 limpio suele restaurar un funcionamiento suave y fiable.
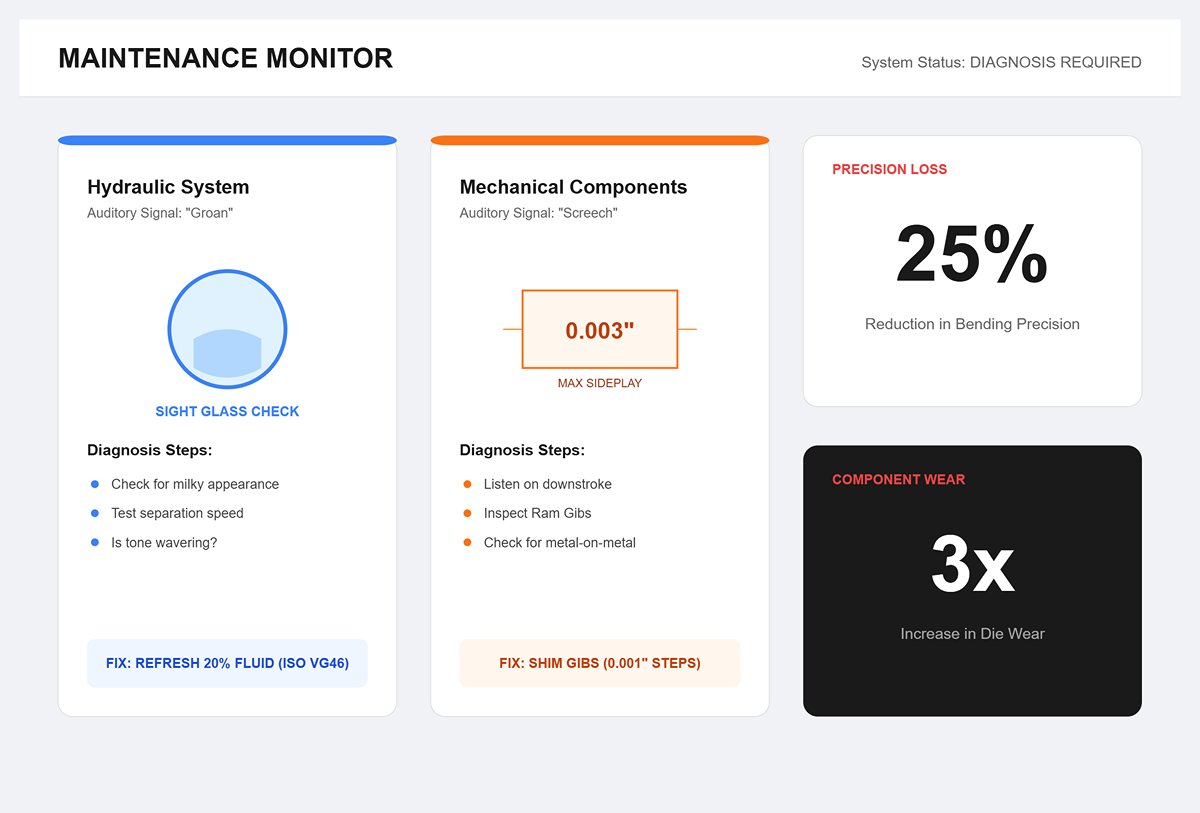
La tensión mecánica —el genuino desgaste metal contra metal— tiene un sonido distinto: un chirrido agudo y penetrante durante la carrera descendente del carro. Esto generalmente indica guías del carro gastadas, las superficies de guía que aseguran que el carro se mueva en escuadra. Si el juego lateral supera 0,003 pulgadas, calce las guías gradualmente en pasos de 0,001 pulgada. Ignorar esto provoca que el carro se desplace lateralmente, colocando un exceso de tensión en un lado del troquel. Estudios europeos que siguieron más de 500 máquinas mostraron que descuidar gemidos asociándolos con baja eficiencia hidráulica redujo la precisión de doblado en un 25 % y triplicó el desgaste del troquel. Una sorpresa común para los operadores: el aluminio suele producir gemidos más fuertes que el acero porque amortigua menos la vibración, engañando a los principiantes para que culpen a la sobrecarga cuando en realidad la hidráulica es la culpable.
Antes de colocar una lámina sobre el troquel, una carrera en vacío revela problemas de alineación, retrasos de tiempo o fallos en el tope trasero que simplemente no se pueden detectar solo por el sonido. Hacer dos a cinco ciclos vacíos a aproximadamente el 20 % de la capacidad —alrededor de 4 toneladas en una prensa estándar de 100 toneladas— sacará a la luz la mayoría de problemas ocultos. Quite los dedos del tope trasero, centre el punzón a unas 1/32 de pulgada por encima del troquel tipo V usando una comprobación simple con papel, y observe el movimiento del carro. Debe descender suavemente a 6–8 pulgadas por segundo; cualquier titubeo o pausa indica retraso del servo, que a menudo se resuelve alargando la pausa del eje Y medio segundo. La presión hidráulica debe subir constantemente a 60–80 psi sin siseo; ese sonido indica un paquete de válvulas con fugas, el tipo de fallo que suele ocurrir a mitad de ciclo, cuando menos puede permitírselo.
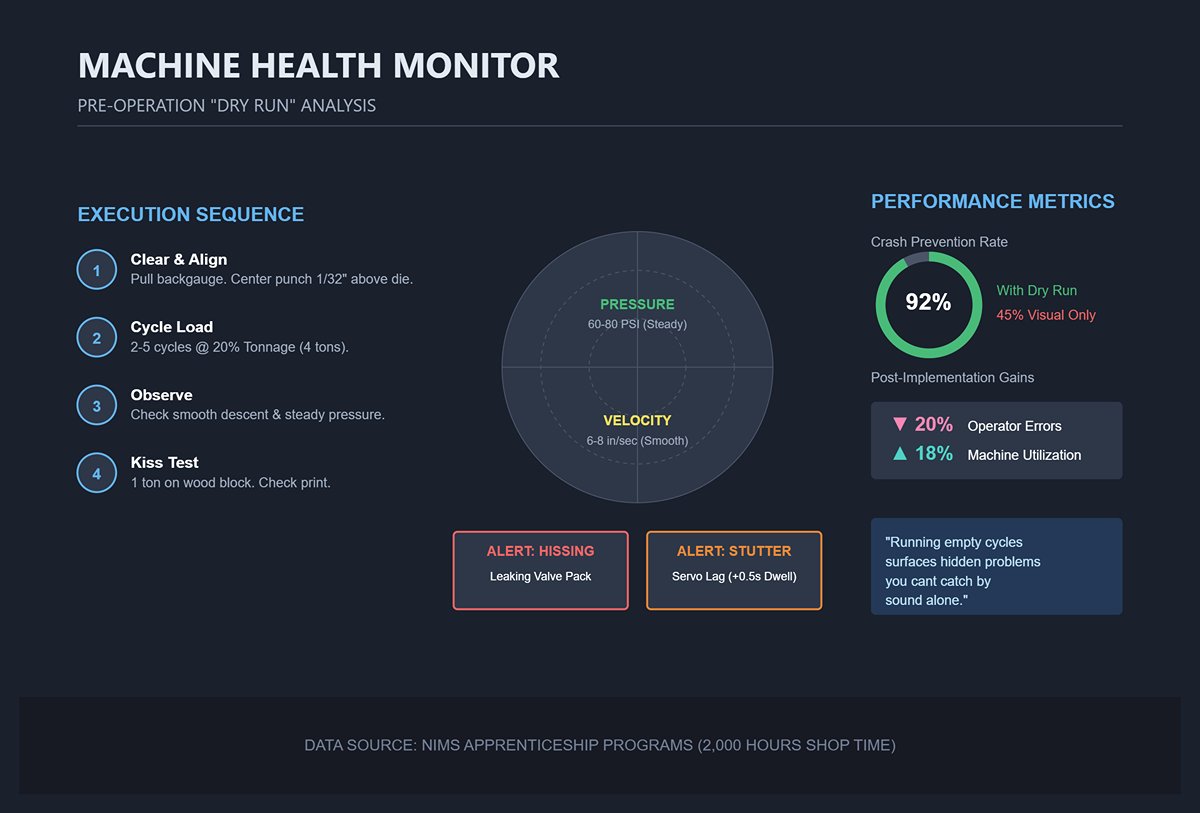
Un ejemplo de formación muy compartido proviene de una planta en Asia: un operador realizó solo un ciclo en vacío, pasó por alto un dedo del tope trasero que estaba doblado 1/8 de pulgada, y destrozó un punzón $800 en la siguiente pieza. Después, la planta instauró un paso obligatorio de retroalimentación del operador tras cada carrera en vacío. Ese único cambio redujo los errores en un 20 % y aumentó la utilización de la máquina en un 18 %.
Termine cada carrera en vacío con una ligera prueba de “beso”: aplique 1 tonelada de presión sobre un bloque de madera en el centro de la cama. Un aplastamiento recto y uniforme confirma la alineación adecuada; un aplastamiento inclinado indica que el porta‑troquel necesita una calza de 0,002 pulgadas a la izquierda o derecha. Datos de programas de aprendizaje de NIMS, que abarcan 2.000 horas de trabajo en taller, muestran que las carreras en vacío detectan el 92 % de los errores de principiantes antes de cargar cualquier metal, en comparación con una tasa de fallo del 45 % cuando los operadores confían únicamente en inspecciones visuales.
Un gemido no es una orden para detenerse para siempre. Es la máquina pidiéndole que se detenga el tiempo suficiente para averiguar si lo está advirtiendo… o protegiendo.
La mayoría de los principiantes intentan alinear las herramientas a ojo, asumiendo que el punzón y el troquel están “lo suficientemente cerca” cuando parecen centrados. Casi nunca lo están. Incluso un desplazamiento de 0,1 milímetros mueve la línea de pliegue lo suficiente como para cargar el carro lateralmente. La evidencia aparece de inmediato: un lado del pliegue sale más cerrado, o aparece una ligera curvatura en forma de canoa a lo largo del centro. Lo que parece una estimación inofensiva rápidamente genera daños reales: hombros del troquel rayados, rebabas en la punta del punzón, y en prensas más grandes, un carro ligeramente torcido que desincroniza los sellos hidráulicos.
No se trata de mala vista, sino de geometría. En una cama de un metro, una simple desalineación de 0,1 mm en un extremo se amplifica a lo largo de toda la longitud, forzando al punzón a clavarse en el troquel de un lado mientras apenas toca del otro. La prensa interpreta esto como resistencia desigual y compensa flexionando su bastidor. Esa tensión extra se acumula con cada ciclo hasta que la máquina empieza a producir pliegues con ángulos inconsistentes: un lado termina aproximadamente dos grados más cerrado. Su primera prueba de pliegue falla no porque a la prensa le falte fuerza, sino porque nunca se verificó cuantitativamente la alineación. La solución comienza asentando las herramientas de manera que ambos extremos compartan la misma línea de referencia antes de aplicar la primera tonelada de presión.
La alineación correcta comienza con un “beso” controlado, no con un aplastamiento forzoso. Baje el ariete lentamente—el modo manual es ideal—hasta que la punta del punzón apenas toque los hombros del troquel a lo largo de toda la longitud. Este punto de contacto debe sentirse uniforme y no producir sonido; cualquier golpe en un extremo o hueco visible indica una inclinación. En esta etapa, los operadores experimentados suelen comprobar ambos extremos con una galga muy delgada o un indicador de carátula. Si la variación supera 0,02 mm, la bancada o el portatroquel requieren calzas. Corrija el error antes de sujetar, porque una vez bloqueado bajo presión, el desalineamiento permanecerá hasta que el utillaje se desmonte completamente.
Las abrazaderas hidráulicas y las de tipo WILA autoalineables buscan corregir estos problemas automáticamente, pero aún necesitan confirmación con una regla recta. Incluso un pequeño chip o punto elevado bajo el asiento del troquel puede descentrar la línea más allá de la capacidad de ajuste de la abrazadera. Limpie minuciosamente todas las superficies de contacto antes de asentar—el más mínimo residuo, de apenas 0,05 mm, puede simular un desalineamiento y provocar tensión innecesaria.
Cuando se confirme el contacto uniforme, aplique presión baja—alrededor de dos toneladas para una prensa plegadora de tamaño medio—para encajar el utillaje con seguridad en su lugar. Esta cantidad basta para activar las fuerzas de alineación sin riesgo de distorsión de la bancada. Usar la capacidad total de trabajo demasiado pronto podría deformar la mesa si el montaje aún está desviado. Después de asentar, vuelva a comprobar el contacto a lo largo de toda la longitud. Una línea de “beso” suave y continua indica que el punzón y el troquel comparten ahora un solo eje y están listos para doblar con precisión.
A niveles de precisión submilimétrica, incluso los instrumentos más sensibles pueden ofrecer lecturas engañosas. Por eso muchas plantas recurren a un método sorprendentemente simple pero eficaz: la prueba del papel. El papel de impresora estándar tiene unos 0,1 mm de grosor, más delgado que la mayoría de las galgas pero ideal para detectar fricción al tacto. Doble una tira por la mitad y colóquela entre el punzón y el troquel en varios puntos a lo largo del utillaje. Baje el ariete gradualmente hasta que el papel se arrastre de forma uniforme antes de soltarse. Si un lado se aprieta más mientras el otro se desliza, su alineación está desajustada. Ajuste las abrazaderas del troquel o refine las calzas hasta que la resistencia se perciba uniforme en los cinco puntos de prueba.
Esta comprobación manual le ofrece una referencia confiable del espacio del utillaje. Una fricción uniforme a lo largo de la longitud equivale a alrededor de 0,5° de consistencia angular—lo suficientemente precisa para que muchos sistemas digitales de medición la usen como referencia. En plegadoras CNC, puede verificarlo realizando un doblado en seco sobre una pieza de desecho y midiendo ambos extremos. Si hay más de 2° de diferencia de un lado a otro, el problema está en la alineación mecánica o el desequilibrio hidráulico, no en su programa. Corríjalo aflojando los pernos de sincronización del lado más ajustado y nivelando de nuevo hasta que las lecturas coincidan.
Incluso una fina película de polvo o una mancha de aceite bajo las abrazaderas de cambio rápido puede desalinear hasta 0,2 mm durante el doblado. Por eso vale la pena volver a comprobar tanto después de sujetar como otra vez tras el primer ciclo de prueba. Dedique tres minutos ahora a la prueba del papel y podría ahorrar una hora más tarde buscando variaciones inesperadas en el ángulo.
Limpie la bancada del troquel, asiente el utillaje bajo baja presión y realice una cuidadosa prueba de papel antes de la producción. Preste atención al momento en que el papel se agarra de manera uniforme a lo largo de toda la longitud del troquel; esa es la señal táctil de una alineación perfecta. Luego, haga un doblez de prueba en material de desecho. Si ambos extremos coinciden dentro de medio grado, ha logrado el ajuste ideal. Cada ajuste subsiguiente—entrada de ángulo, configuración de tonelaje y compensación de material—se basa en este cimiento. Una vez que el punzón y el troquel compartan esa línea central verdadera, la prensa funcionará con suavidad, el ruido disminuirá, y cada doblez saldrá consistente y predecible. Unos pocos minutos de concentración al inicio convierten la improvisación en precisión repetible.
Una prensa plegadora tiene una forma contundente de mostrar los errores de configuración—usualmente rompiendo algo. Cuando un prototipo demanda súbitamente mucho más tonelaje del esperado, el problema casi siempre es la falta de correspondencia entre el grosor del material y la abertura de la matriz en V. Es aquí donde los operadores revientan sellos, rompen utillajes o detienen el ariete porque se guiaron por instinto y no por física. Comprender esta relación lo lleva de reaccionar ante malos dobleces a diseñar deliberadamente buenos.
Los requisitos de tonelaje para el doblado al aire aumentan con el cuadrado del grosor del material y se escalan tanto con la longitud de doblado como con la abertura del troquel. Ese factor cuadrático explica por qué una chapa que parece solo un poco más gruesa puede requerir de repente el doble o triple de fuerza. Una manera simple de pensarlo es:
La fuerza es proporcional al grosor al cuadrado por la longitud del doblado, dividido entre la abertura del troquel.
Por eso fallan las matrices demasiado pequeñas: cuanto más pequeño es el ángulo de la V, más rápido se dispara el tonelaje requerido.
El punto de partida más confiable es la regla de 8×: elija una abertura de V aproximadamente ocho veces el grosor del material cuando trabaje con acero dulce estándar. Proporciona un radio interior equilibrado, una fuerza manejable y un retroceso elástico consistente. Los calibres delgados pueden necesitar una abertura de 6× para evitar un radio excesivo; para prototipos o aleaciones inciertas, pasar a 10–12× reduce la tensión de la máquina a costa de un radio ligeramente mayor.
El tipo de material cambia la base. El acero inoxidable y los aceros de alta resistencia suelen requerir entre 1,3× y 1,6× más tonelaje que el acero dulce, mientras que el aluminio necesita menos fuerza pero produce más retroceso. Trate su cálculo de tonelaje como una estimación inicial y luego ajústelo con un factor de material para mantener resultados previsibles.
La longitud del doblado escala linealmente—si se duplica la longitud, se duplica la fuerza—por lo que una muestra corta de prueba puede ser engañosa. Verifique siempre que su requisito calculado más al menos un margen de seguridad del 20 % esté dentro de la capacidad nominal de la máquina. Cuando el tonelaje se eleve demasiado, aumentar la abertura de la V es la forma más rápida y menos disruptiva de devolver las fuerzas a una zona segura.
Piense en la selección del troquel como la suspensión de un camión. Si es demasiado rígida, las piezas se rompen; si es demasiado blanda, el control desaparece. La regla de 8× lo coloca en el punto óptimo de la suspensión—donde la energía se absorbe en lugar de amplificarse.
En el doblado por aire, la punta del punzón y los dos hombros de la matriz en V son los únicos puntos de contacto. La hoja se suspende —o “flota”— entre ellos, y el ángulo de doblado depende completamente de la profundidad de penetración del punzón en la matriz. Como el material no se adapta totalmente a la cavidad en V, la fuerza requerida (tonelaje) es mucho menor. Esto convierte al doblado por aire en la opción más tolerante para el trabajo de prototipos, donde tanto el comportamiento del material como el ángulo final de doblado aún pueden ser inciertos.
El doblado por fondo—también conocido como acuñado cuando se lleva a la compresión total—presiona el punzón dentro de la matriz hasta que la hoja coincide completamente con la forma de la matriz. Esto prácticamente elimina el resorteo y asegura un control preciso del radio interior, pero el sacrificio es el alto tonelaje. El proceso no simplemente dobla la hoja; deforma plásticamente el material para que adopte un contorno exacto, aumentando considerablemente las demandas de carga.
Aplicar fondo a un prototipo introduce un riesgo serio por tres razones principales:
Incluso un solo doblado con fondo realizado sin los cálculos adecuados puede fracturar una matriz en V por sus hombros o hacer que el aceite hidráulico se filtre a través de sellos desgastados. El enfoque seguro es simple: nunca apliques fondo a un prototipo a menos que hayas confirmado la apertura de la matriz, el radio del punzón, el tonelaje requerido y el margen de seguridad incorporado. Si el plano de ingeniería exige doblado por fondo, realiza la primera prueba sobre una pieza idéntica desechable, no sobre el trozo de chatarra más cercano.
Piensa en el doblado por aire como tu pista de pruebas y en el doblado por fondo como la autopista abierta a máxima velocidad: no cambies de carril hasta estar seguro de que tu configuración puede manejar el camino.
Una vez que hayas seleccionado la matriz en V adecuada y el método de doblado, el siguiente error común es asumir que la máquina “sabe” automáticamente la profundidad correcta del punzón. En el doblado por aire, el recorrido del eje Y dicta directamente el ángulo final de doblado, por lo que la profundidad debe tratarse como una variable controlada y medible, no como una cuestión de intuición.
Un proceso de configuración confiable se ve así:
El eje Y es la palanca de control en un doblado por aire. Un ajuste de tan solo un cuarto de milímetro puede cambiar el ángulo de doblado varios grados, especialmente en metales más duros. Dominar esta precisión convierte el proceso de conjetura en control.
Al aplicar estos principios, pasas de simplemente esperar un buen doblado a diseñar cada doblado con intención. La máquina se vuelve predecible—y las máquinas predecibles no fallan.
La forma más segura de reconocer a un operador de prensa experimentado no es por el acabado de la pieza, sino por su postura. Los principiantes tienden a colocarse frente al ariete, con los brazos extendidos y los pies fijos en el lugar. Los veteranos no. Mantienen un pie ligeramente detrás del otro y las rodillas desbloqueadas, listos para moverse al instante. La regla es simple: si la hoja salta, tú te mueves primero, antes que el metal.
Mantén el torso fuera de la línea directa de recorrido del ariete. Cuando la hoja “salta hacia arriba” al liberar tensión, su borde puede chasquear más rápido de lo que puedes reaccionar. Colocarte un poco hacia adelante y al costado del tope posterior garantiza que cualquier movimiento solo golpee el aire, no tus costillas. Nunca metas la mano en la línea en V; usa un palo de empuje de madera o un seguidor magnético para estabilizar las piezas. Tus dedos no son herramientas de sujeción. Mantén los ojos a la altura de la pieza de trabajo: mirar hacia abajo oculta los deslizamientos laterales. A la altura de los ojos puedes ver cómo el borde de la hoja fluye hacia la matriz y detectar alimentaciones erróneas o inclinaciones antes de que aumente la presión.
Todo operador experimentado adopta esta postura del “hombre muerto”: equilibrado, relajado y listo para retirarse sin pensar. No es un ritual; es una práctica de seguridad que te mantiene alejado cuando algo en el accionamiento, el embrague o el tope presenta fallos.
Una prensa plegadora da forma al metal mediante un estiramiento controlado. A medida que el punzón desciende, las capas exteriores de la hoja se alargan, las interiores se comprimen y el eje neutro se desplaza. Una vez que se libera la fuerza, esa tensión exterior se relaja y el metal “retrocede” hacia su forma plana. Esta elasticidad es predecible cuando se guía por datos, no por costumbre.
El acero dulce normalmente retrocede entre 2 y 5°, por lo que se sobredobla intencionalmente a unos 92° para obtener un verdadero 90°. El acero inoxidable se recupera aún más, a menudo entre 5 y 8°. Las aleaciones de aluminio son menos predecibles: algunos temple solo se relajan de 2 a 3°, mientras que otros varían mucho más. Cualquier taller que doble habitualmente debería etiquetar cada combinación de material y herramienta con sus valores probados de sobredoblado. Esto convierte una conjetura en una configuración repetible.
La geometría de las herramientas también influye en el resorteo. Para el doblado en aire, comienza con una abertura en V de unas ocho veces el espesor de la hoja. Las matrices en V más grandes requieren mayor tonelaje y amplifican el rebote; las más pequeñas arriesgan sobreesforzar el material y causar adherencia en la matriz. Elige un radio de punta del punzón que coincida con el radio interior de curvatura deseado. Una punta más afilada puede producir una curvatura de aspecto más limpio, pero concentra el esfuerzo, lo que provoca resorteos irregulares y una mayor posibilidad de grietas prematuras.
Cuando necesites tolerancias ajustadas, considera el doblado al fondo o el acuñado ligero. Requiere entre tres y seis veces más fuerza, pero produce casi nulo resorteo. Es una compensación deliberada: carga más alta, ciclo más lento y desgaste más rápido de la herramienta a cambio de precisión. Solo vale la pena para geometrías críticas o cuando pequeños errores se acumulan en un ensamblaje.
Cualquier indicio de movimiento desigual es una advertencia temprana. Observa ambos extremos del ariete mientras desciende: si un lado toca primero o la pieza se inclina hacia la pared de la matriz, detente inmediatamente. Continuar así puede marcar la hoja o dañar las herramientas. Las prensas modernas permiten recorridos parciales; úsalos. Comienza con el 20–30 % de tu tonelaje estimado y haz un doblez de prueba poco profundo en un trozo de chatarra. Siente la resistencia constante; un crujido repentino o un chasquido metálico indica carga desigual o residuos en la superficie de apoyo.
Con materiales desconocidos o herramientas nuevas, desciende lentamente por la zona de conformado y observa el ángulo temporal del doblez antes del cierre total. Algunos controles te permiten pausar a mitad del ciclo para medir con un transportador de ángulos directamente sobre la pieza. Esto te da una lectura en tiempo real sobre cuánto se está deformando la hoja antes del resorteo, permitiéndote ajustar con precisión la profundidad final. Si tu máquina no puede pausar, haz varios golpes superficiales en su lugar: tres pasadas ligeras son mucho más seguras que un solo golpe a ciegas.
Detén la operación inmediatamente si sientes mayor vibración o notas un cambio repentino en el sonido de la máquina. Esa es una señal clara de que la ruta de carga ha cambiado, a menudo debido a un punzón desalineado o un tope trasero que se desliza. Verifica tu alineación con la “prueba del papel”: desliza una hoja de papel entre el punzón y la matriz, baja el ariete hasta que el papel comience a sujetarse, y comprueba una fricción uniforme de extremo a extremo. Si el arrastre se siente desigual, tu contacto no es uniforme, y aplicar más presión solo torcerá la pieza.
La mayoría de los operadores intentan vencer el resorteo aplicando más fuerza; los expertos lo contrarrestan mediante el control preciso de la geometría y el tiempo. Comienza con una serie de golpes cortos sin carga, tanto a alta como baja velocidad, para confirmar el equilibrio hidráulico antes de realizar un doblez real. Luego, para cada configuración, realiza un doblez de prueba y anota los ángulos real y objetivo directamente sobre la pieza de desecho. A lo largo de una semana de producción, estas notas se convierten en una hoja de referencia personalizada, un “registro de doblez” local mucho más preciso que cualquier tabla genérica.
La verdadera ventaja llega cuando combinas la posición corporal con la conciencia del proceso. Estar ligeramente descentrado, con los ojos a la altura de la matriz, te permite detectar el primer destello de rebote mientras el ariete aún se mueve. Verás el borde de la hoja levantarse aproximadamente un milímetro cuando se libera la presión: eso es el resorteo ocurriendo en tiempo real. Ajustar la profundidad basándote en esa leve señal suele lograr el ángulo correcto sin iterar múltiples pruebas. En la práctica, es más rápido, seguro y mucho menos costoso que el viejo hábito de “golpear más fuerte”, que desperdicia material y moral.
Una vez que perfeccionas esta combinación de postura y juicio visual, el resorteo deja de parecer una conjetura. Se convierte en un factor cuantificable: manejable, predecible y, lo más importante, bajo tu control. ¿Y tus manos? Permanecen exactamente donde deben estar: bien fuera de la zona de peligro.
Una prensa plegadora que parece perfectamente uniforme en reposo rara vez se comporta así bajo presión, especialmente al formar piezas de más de 1,20 metros. El llamado “efecto canoa” surge cuando el ariete y la cama se flexionan ligeramente hacia afuera durante un doblez. Dado que los cilindros hidráulicos aplican la mayor fuerza cerca de los extremos, el centro recibe relativamente menos. Como resultado, la pieza se dobla más cerrada en los extremos, dejando el medio más abierto, a veces hasta en ocho grados. En un componente de tres metros, esa diferencia puede convertir un doblez preciso de 90° en una caída central que mida 98°.
El diagnóstico erróneo es un problema frecuente. Los operadores pueden culpar a la variabilidad del material o asumir que el retroceso elástico es el único factor en juego. En realidad, la aparente rigidez incluso de los bastidores de acero pesados es engañosa: bajo el tonelaje de trabajo, se flexionan lo suficiente como para alterar los ángulos de plegado. Una prueba sencilla y controlada puede eliminar la incertidumbre: doble una pieza de desecho a lo largo de toda la longitud de trabajo de la máquina y mida el ángulo en ambos extremos, así como en tres puntos uniformemente distribuidos a lo largo del centro. Si el centro tiene un retraso de 2–5°, ha confirmado la deflexión.
Cuando las señales visuales no son obvias—como brechas mínimas de luz—ejecute un ciclo en seco con carga simulada. Coloque bloques de madera dura cortados con precisión para encajar en el espacio de la matriz y replicar el tonelaje, sitúe un indicador de carátula en el punto medio y accione el pistón. Incluso una caída medida de 0.0005–0.001″ por carrera es suficiente para generar variaciones notables de ángulo a lo largo de la pieza. Una vez observado esto, la causa raíz es la deflexión de la máquina y no el error del operador: aproximadamente el 90% de la ondulación en piezas largas puede atribuirse a este factor.
Es tentador simplemente aumentar la profundidad del pistón en el controlador para compensar, pero ese enfoque a menudo causa más daño que beneficio. Empujar el eje Y más profundo incrementa el tonelaje en el centro en un 20–30%, lo que puede dañar prototipos, sobrecargar los sistemas hidráulicos o incluso fracturar las herramientas. Usar un método controlado de calzado corrige la deflexión sin imponer tensión excesiva al equipo.
Calzar significa colocar tiras medidas con precisión—típicamente de acero o papel resistente de 0.001–0.005″—debajo de la matriz en los puntos donde los ángulos de salida se retrasan, a menudo en el centro de la máquina. Comience realizando dobleces de prueba para determinar la disparidad: una galga de espesores entre el punzón y la matriz a media carrera puede revelar desajustes de hasta 1 mm. Empiece insertando calzas en el centro, luego extienda hacia afuera en pasos pequeños hasta que los ángulos de extremo a extremo se alineen. Dedique al menos media hora a una calibración cuidadosa; el proceso preserva las herramientas y requiere mínimos cambios de configuración.
Los operadores experimentados de prensas plegadoras suelen dejar las calzas en su lugar como elementos semipermanentes para corridas de producción repetitivas. Los talleres que pasaron de ajustar la profundidad del pistón a aplicar calzas estratégicas han visto reducir sus niveles de desperdicio hasta a la mitad, particularmente en secciones de canales profundos o piezas de caja largas donde los dobleces desiguales comprometen el ajuste. Al distribuir la fuerza correctiva de manera uniforme a lo largo del banco, el calzado evita picos de presión concentrados que podrían deformar tanto la pieza como la prensa plegadora.
Los dedos del tope trasero están diseñados para un posicionamiento preciso y repetible antes de cada doblez, no para ajustes “micro” constantes una vez que el ciclo ha comenzado. Tratarlos como una guía manual—deslizando la lámina a ojo mientras están enganchados—introduce un error de posición de 1–2 mm por doblez, lo que rápidamente genera el efecto “canoa”. La presión de contacto desigual desplaza la colocación del ala, altera la distribución de la carga y amplifica las variaciones en el punto medio.
La mejor práctica es usar los dedos estrictamente como topes fijos. Cuadre completamente la lámina antes de presionar el pedal, y evite el reposicionamiento durante el ciclo. Mantener una superficie de contacto limpia es esencial—polvo, rebabas o residuos pueden mantener el material ligeramente fuera de escuadra, provocando errores angulares directos. Antes de cualquier corrida crítica, limpie los dedos con aire comprimido o un paño a fondo.
Para prototipos, configure el tope trasero a la dimensión exacta del ala, agregando el sobre‑doblez calculado para compensar el retroceso elástico—típicamente entre 2–5° adicionales para acero. Pruebe en piezas de desecho para validar la alineación; una máquina bien mantenida puede repetir dobleces con una precisión de ±0.0005″ cuando las guías están correctamente ajustadas. Las guías sueltas pueden causar una aparente desalineación incluso cuando la configuración del tope es exacta. En piezas largas, usar dedos dobles fija la pieza en escuadra, reduciendo los errores de reposicionamiento hasta en un 80%.
Esté atento al desgaste sutil: los dedos arqueados más de 0.5 mm a lo largo de su longitud imitan los efectos de la deflexión de la máquina. Reemplácelos si la rectitud se desvía más de 0.01″ por pie. La inestabilidad hidráulica puede causar que el tope trasero se desvíe durante la operación, introduciendo fluctuaciones en los ángulos de plegado; identifíquelo temprano para evitar ajustes innecesarios del pistón o variables adicionales de calzado. Las propiedades del material también son importantes: el acero reciclado puede requerir hasta un 30% más de tonelaje que el acero dulce, aumentando la posibilidad de deslizamiento del tope si la sujeción es inadecuada. Confirme siempre el certificado de su material antes de comprometerse con una corrida de producción completa.
La mayoría de los manuales de solución de problemas tratan la deflexión y la desalineación como dos problemas separados—primero se corrige uno y luego se aborda el otro. En la práctica, se alimentan mutuamente. La flexión de la máquina amplifica la desviación del tope trasero, mientras que los malos hábitos con el tope hacen que los operadores persigan los ángulos de plegado con ajustes del pistón que solo empeoran la flexión. El enfoque experimentado es reconocer cómo ambos interactúan y abordar la causa raíz simultáneamente. Calce el soporte de la matriz para contrarrestar la flexión, refine el procedimiento del tope trasero para eliminar el error de posición y verifique su secuencia de doblez sin depender de correcciones excesivas de profundidad. Una vez que ambos están bajo control, incluso las piezas largas que antes parecían imposibles de mantener rectas saldrán de la prensa con ángulos uniformes a lo largo de toda su longitud, turno tras turno.
Una prensa plegadora registra cada ajuste que ha hecho—aunque usted no lo advierta. Cada compensación que ingresó para contrarrestar el retroceso elástico o la deflexión de la máquina se mantiene almacenada en el sistema de control hasta que alguien la elimine. Si se marcha sin reiniciar esos valores ocultos de profundidad y de tope, el primer doblez del operador de mañana se basará en sus configuraciones, no en las suyas.
Los informes de la industria muestran que más del 40% de los accidentes en cambio de turno no se deben a herramientas defectuosas, sino a compensaciones que permanecieron activas, enviando el pistón 2–3 mm más profundo de lo previsto y rompiendo las matrices en el primer golpe. Es un error totalmente evitable.
Antes de apagar, complete un ciclo de calibración completo: devuelva el tope trasero a su referencia cero, lleve la profundidad del recorrido de vuelta a su posición inicial y confirme ambos valores en la pantalla de control. Termine con un ciclo en seco sobre material de desecho—sin presión, solo accione el pistón para asegurarse de que todas las holguras coincidan con la configuración estándar. Cualquier holgura introducida durante los ajustes finos puede crear “compensaciones fantasma”, así que apriete todos los tornillos después de la calibración. Cuando se hace correctamente, los talleres que registran tonelaje encontraron que su calibración conservó aproximadamente el 95% de su precisión de un día al siguiente—sin dobleces extraños esperándoles por la mañana.
Reiniciar sus compensaciones no solo es buena práctica—es protección. Los ajustes ocultos son los asesinos silenciosos de las máquinas.
Todo operador experimentado lleva consigo un “punto de referencia” interno para una prensa plegadora correctamente estacionada: dónde debe descansar el ariete, cuán atrás debería colocarse el tope, y el ritmo de los hidráulicos cuando están en reposo. Si se pierde ese objetivo, el turno de la mañana puede perder una hora restableciendo la máquina a su estado normal, o peor aún, dañar las herramientas antes de darse cuenta de que algo no está bien.
El procedimiento estándar de estacionamiento es sencillo: baje el ariete hasta que esté de 5 a 10 mm por encima de la superficie del troquel (para máquinas hidráulicas, coloque un espaciador de madera de un cuarto de pulgada bajo cada cilindro para mantener la separación consistente), retraiga completamente el tope posterior y libere la presión hidráulica a cero antes del apagado. Bloquee todas las protecciones. Solo entonces debe apagarse la máquina.
Seguir este orden evita la “caída inesperada” durante el cambio de turno, el mismo problema que provoca casi un tercio de las fallas en la preparación nocturna en un estudio con 500 máquinas. Un detalle que los operadores suelen pasar por alto: cortar la energía antes de liberar la presión puede dejar suficiente fuerza residual para que el ariete descienda un milímetro durante la noche. Ese pequeño desplazamiento puede hacer que el primer operador pierda dos horas tratando de recuperar la alineación.
Estacionar la máquina no es solo una rutina: es un apretón de manos entre operadores, una promesa silenciosa que dice: “Comenzarás exactamente donde esperas hacerlo.”
No le entregarías a un cirujano un bisturí sin filo; sin embargo, en el trabajo con prensas plegadoras, las herramientas desgastadas se pasan con demasiada frecuencia sin una segunda revisión. Una punta de punzón astillada apenas medio milímetro puede dejar ondulaciones visibles en cada doblez, y una vez que se usa el útil dañado, el desgaste del troquel empieza a volverse irregular desde el primer día.
Antes de terminar el turno, limpia tanto el punzón como el troquel con alcohol isopropílico; los estudios muestran que esto revela el 80% de microgrietas que pasan desapercibidas en revisiones superficiales. Usa un paño seco en la nariz del punzón y en la abertura en V, sopla aire comprimido debajo del asiento del troquel para eliminar partículas metálicas atrapadas y revisa con buena iluminación del taller para detectar picaduras o decoloraciones. Termina con una capa ligera de preservante y guarda los punzones de precisión en un gabinete revestido con gel de sílice para evitar la corrosión por humedad.
Un hábito distingue de manera consistente a los operadores con registros impecables de doblez respecto a los demás: la inspección táctil. Con la punta del dedo enguantada, palpa la nariz del punzón para comprobar su filo uniforme. Un solo punto sin filo —a menudo resultado de un solo doblez apresurado— puede reducir a la mitad la vida útil del troquel. Si detectas daño, reemplaza la herramienta de inmediato. En una auditoría, el 73% de defectos inexplicables se atribuyó a punzones mellados que permanecieron en servicio durante la noche.
Una punta de punzón limpia e intacta garantiza que el siguiente doblez salga bien desde el primer golpe. Cualquier cosa menos que eso significa preparar el fracaso del siguiente operador.
El trabajo del día —todo el ajuste fino, las calibraciones y la precisión ganada con esfuerzo— no está realmente terminado hasta que la máquina queda tan lista para el mañana como lo estuvo para ti esta mañana. Borrar las compensaciones elimina todo rastro de tu intervención en los controles, devolviéndola a su punto de referencia. Devolverla al modo de estacionamiento la deja en una posición limpia y neutral, y la inspección final asegura que el filo de las herramientas permanezca tan agudo como antes.
El cambio de turno es el momento en que las manos de un experto entregan su oficio a otro. El primer doblez de mañana ya está incorporado en la secuencia final de hoy. El ariete no solo descansa: está perfectamente posicionado, exactamente donde el siguiente operador espera que esté.


















