

Le coulisseau a hésité, l’atelier est devenu silencieux, et la presse a émis ce profond grognement résonnant — du genre que tout opérateur préfère ignorer. Beaucoup concluent immédiatement que cela signifie “ trop de charge ” ou “ mauvais matériau ”. En réalité, ce son signale souvent un coulisseau mal aligné, un niveau d’huile hydraulique insuffisant, ou un problème susceptible de transformer votre prochaine pièce — et peut-être vos matrices — en rebuts coûteux. Le véritable danger ne vient pas du bruit lui‑même, mais de la remise en route avant d’en avoir trouvé la cause. L’espace entre un simple grondement inoffensif et un avertissement mécanique sérieux est précisément là où se produisent les accidents — et des factures de réalignement de $5 000.
Le moyen le plus rapide de savoir si ce grognement est inquiétant consiste à mesurer le “ jour ” de la machine — l’espace constant entre le coulisseau et le lit au point mort haut. Les nouveaux opérateurs sautent souvent cette étape parce que le coulisseau semble droit, mais les apparences masquent souvent des cas de désalignement. En fait, les formateurs du *Metalworking Group* rapportent que 80 % des stagiaires ne détectent pas la torsion coulisseau‑lit tout simplement parce qu’ils ne mesurent jamais le jour.
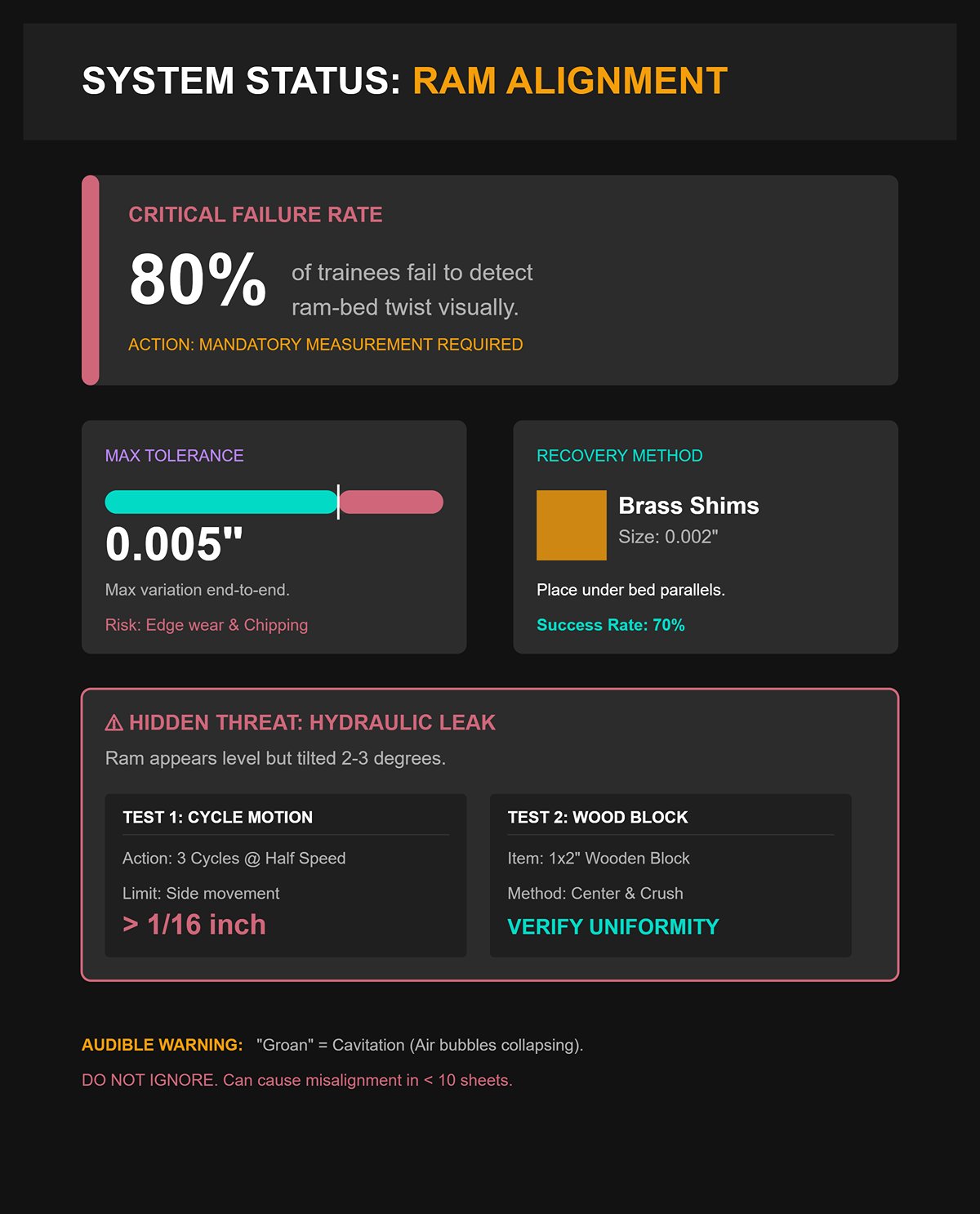
Sur une presse plieuse hydraulique standard de 100 tonnes, vous devriez constater un écart uniforme de 0,5 à 1 pouce sur toute la longueur du lit. Une règle de contrôle combinée à des cales d’épaisseur de 0,001–0,010 pouce révélera ce que vos yeux ne peuvent pas voir. Si vous trouvez plus de 0,005 pouce de variation d’une extrémité à l’autre, il s’agit probablement d’une torsion du lit causée par une surcharge antérieure. Cette torsion provoque un contact inégal entre le poinçon et la matrice, entraînant une usure des arêtes et des éclats — dès le premier passage. Une solution rapide et éprouvée consiste à placer des cales en laiton de 0,002 pouce sous les parallèles du lit, puis à revérifier le jour. Les formateurs affirment que cette seule étape a transformé des premiers plis déformés en résultats précis et répétables pour 70 % de leurs nouveaux opérateurs.
Un problème trompeur à surveiller : le coulisseau peut sembler parfaitement de niveau tout en étant incliné de 2–3 degrés si l’un des cylindres hydrauliques fuit en interne. Pour vérifier, faites passer le coulisseau par trois cycles à mi‑vitesse sans aucun outillage, et observez un éventuel mouvement latéral dépassant 1/16 pouce. Dans un cas documenté par le *Metalworking Group*, un grognement à peine audible causé par la cavitation — effondrement de microbulles d’air dans le fluide hydraulique — a été ignoré jusqu’à ce que l’opérateur plie dix tôles et désaligne complètement le lit. Un test simple aurait pu l’éviter : placez un bloc de bois de 1×2 pouces au centre du lit, abaissez lentement le coulisseau et examinez la marque de compression. Si la compression n’est pas uniforme, arrêtez immédiatement les opérations.
Dans la plupart des cas, ce grognement signale un problème dans le système hydraulique et non un contact métal‑contre‑métal. Une presse en bon état monte en pression avec un bourdonnement régulier et croissant. Si le ton baisse ou fluctue — surtout au démarrage — la cause provient souvent d’un fluide contaminé ou aéré. La condensation par temps froid introduit fréquemment de l’eau dans le système ; un aspect trouble ou laiteux dans le voyant est un signe d’avertissement clair. Prélevez un petit échantillon et observez la vitesse de séparation : une séparation lente indique que la contamination perturbe déjà la stabilité de la pression. Le remplacement d’environ 20 % du fluide par de l’huile propre ISO VG46 rétablit souvent un fonctionnement fluide et fiable.
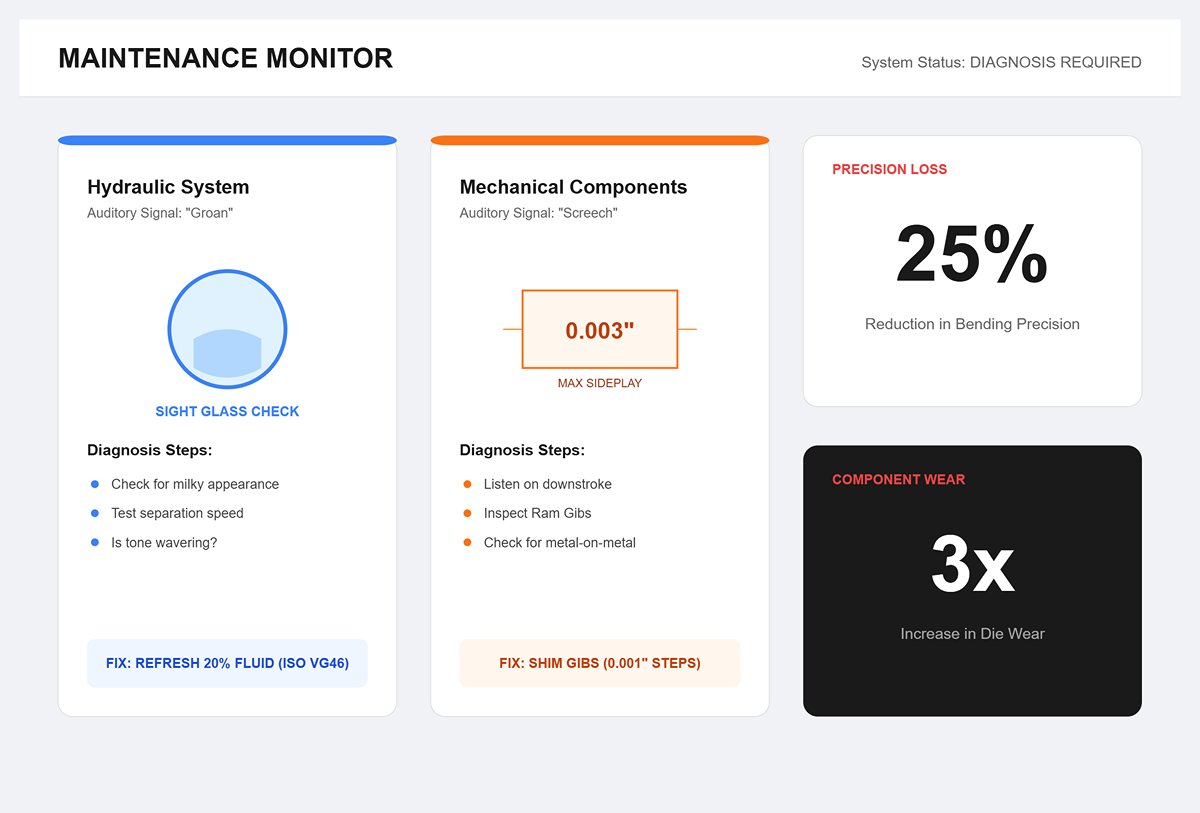
La contrainte mécanique — la véritable usure métal‑contre‑métal — a un son distinct : un crissement aigu pendant la descente du coulisseau. Cela indique généralement des glissières de coulisseau usées, les surfaces de guidage qui assurent le déplacement perpendiculaire du coulisseau. Si le jeu latéral dépasse 0,003 pouce, calez les glissières par incréments de 0,001 pouce. Ignorer ce problème entraîne une dérive latérale du coulisseau, exerçant une pression excessive sur un côté de la matrice. Des études européennes portant sur plus de 500 machines ont montré que négliger les grognements liés à une efficacité hydraulique médiocre réduit la précision de pliage de 25 % et triple l’usure des matrices. Fait souvent méconnu par les opérateurs : l’aluminium génère un grognement plus fort que l’acier car il amortit moins les vibrations, trompant les débutants qui accusent à tort une surcharge alors que la cause est hydraulique.
Avant de poser une tôle sur la matrice, une marche à vide révèle les problèmes d’alignement, de temporisation ou de butée arrière impossibles à détecter uniquement à l’oreille. Effectuer de deux à cinq cycles à vide à environ 20 % de la charge nominale — soit environ 4 tonnes sur une presse de 100 tonnes — permet de déceler la plupart des défauts cachés. Écartez les doigts de butée arrière, centrez le poinçon à environ 1/32 pouce au‑dessus du V de la matrice à l’aide d’un simple test au papier, et observez le mouvement du coulisseau. Il doit descendre régulièrement à une vitesse de 6 à 8 pouces par seconde ; tout hoquet ou pause indique un retard de servo, souvent résolu en prolongeant la temporisation de l’axe Y d’une demi‑seconde. La pression hydraulique doit monter régulièrement à 60–80 psi sans sifflement ; ce son indique un bloc‑valves fuyard, le genre de défaillance qui survient souvent en plein cycle, quand on peut le moins se le permettre.
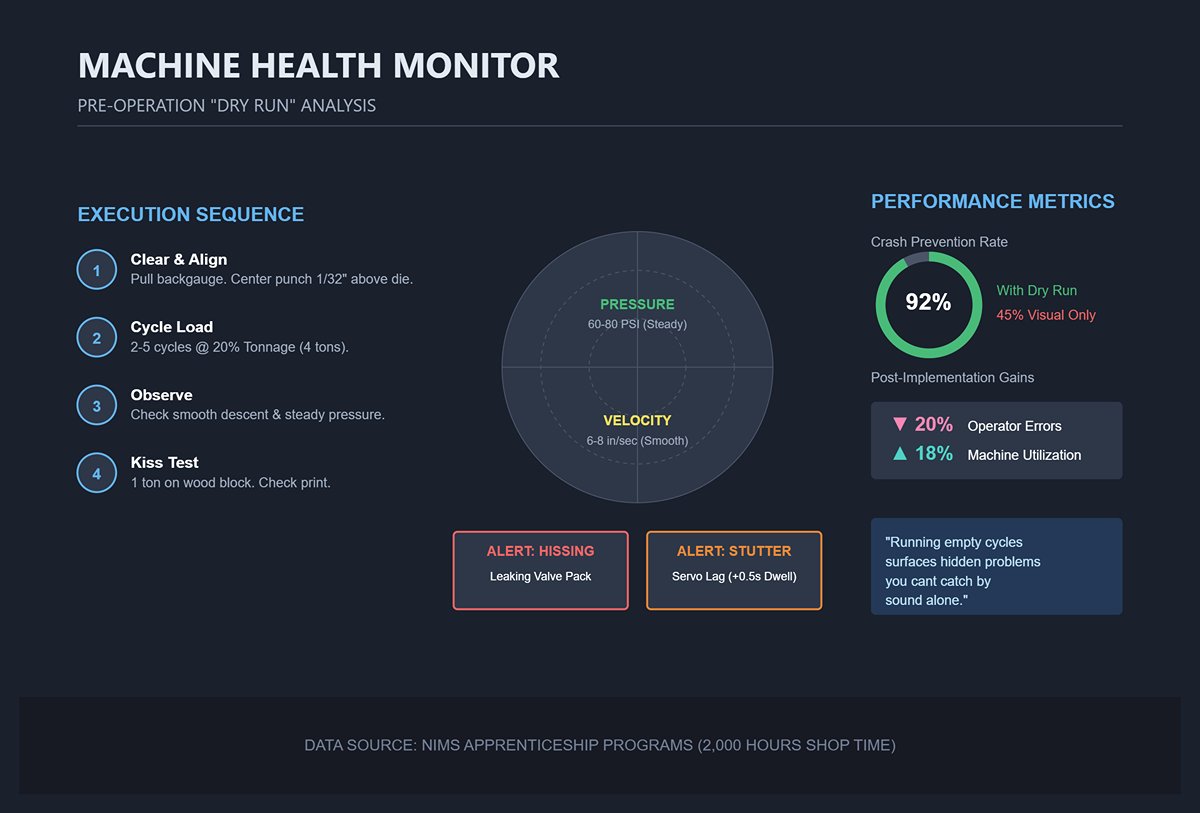
Un exemple de formation largement partagé provient d’une usine asiatique : un opérateur n’a exécuté qu’un seul cycle à vide, a négligé un doigt de butée arrière tordu de 1/8 pouce, et a brisé un poinçon $800 dès la pièce suivante. Par la suite, l’usine a instauré une étape obligatoire de retour d’information après chaque marche à vide. Ce simple changement a réduit les erreurs de 20 % et augmenté l’utilisation des machines de 18 %.
Terminez chaque marche à vide par un léger test de “ baiser ” : appliquez une pression de 1 tonne sur un bloc de bois placé au centre du lit. Un écrasement droit et uniforme confirme un bon alignement ; un écrasement incliné indique que le porte‑matrice nécessite une cale de 0,002 pouce à gauche ou à droite. Les données des programmes d’apprentissage du NIMS, couvrant 2 000 heures d’atelier, montrent que les marches à vide détectent 92 % des erreurs de débutants avant tout chargement de métal, contre 45 % de taux d’accidents lorsque les opérateurs s’en remettent uniquement aux vérifications visuelles.
Un grognement n’est pas un ordre d’arrêt définitif. C’est la machine qui vous demande de vous arrêter juste assez longtemps pour comprendre si elle vous avertit — ou vous protège.
La plupart des débutants essaient d’aligner les outillages à l’œil, en supposant que le poinçon et la matrice sont “ à peu près centrés ” quand cela semble visuellement correct. Ils ne le sont presque jamais. Un décalage de seulement 0,1 millimètre déplace suffisamment la ligne de pliage pour charger le coulisseau de travers. Le signe apparaît aussitôt : un côté du pli est plus serré, ou bien un léger creux en forme de canoë apparaît au centre. Ce qui semble être une approximation sans conséquence entraîne rapidement de vrais dégâts — arrêtes de matrice éraflées, bavures sur la pointe du poinçon, et sur les grandes presses, un léger désalignement du coulisseau qui désynchronise les joints hydrauliques.
Ce n’est pas une question de mauvaise vue, c’est une question de géométrie. Sur un lit d’un mètre, un simple désalignement de 0,1 mm à une extrémité s’amplifie sur toute la longueur, forçant le poinçon à creuser dans la matrice d’un côté tout en la touchant à peine de l’autre. La presse interprète cela comme une résistance inégale et compense en fléchissant son châssis. Ce stress supplémentaire s’accumule à chaque cycle jusqu’à ce que la machine produise des plis avec des angles incohérents — un côté plus aigu d’environ deux degrés. Votre premier pli d’essai échoue non pas parce que la presse manquait de puissance, mais parce que l’alignement n’a jamais été vérifié quantitativement. La solution commence par le positionnement des outils de sorte que les deux extrémités partagent la même ligne de référence avant d’appliquer la première tonne de pression.
Un bon alignement commence par un “ baiser ” contrôlé, non par un écrasement brutal. Abaissez le coulisseau lentement — le mode manuel est idéal — jusqu’à ce que la pointe du poinçon touche les épaules de la matrice sur toute la longueur. Ce point de contact doit sembler uniforme et ne produire aucun bruit ; tout choc à une extrémité ou espace visible signale une inclinaison. À ce stade, les opérateurs expérimentés vérifient souvent les deux extrémités avec une jauge d’épaisseur ou un comparateur à cadran. Si la variation dépasse 0,02 mm, la table ou le support de matrice doit être calé. Corrigez l’erreur avant le serrage, car une fois verrouillé sous pression, le désalignement demeure jusqu’au démontage complet de l’outillage.
Les systèmes de serrage hydrauliques et les pinces auto‑alignantes de type WILA visent à corriger automatiquement ces problèmes, mais ils nécessitent toujours une vérification à l’aide d’une règle de contrôle. Même une minuscule bavure ou une surépaisseur sous le siège de la matrice peut décaler l’axe central au‑delà de la capacité d’ajustement du dispositif. Nettoyez soigneusement toutes les surfaces de contact avant le positionnement — la plus petite particule, à peine 0,05 mm, peut imiter un désalignement et introduire des contraintes inutiles.
Une fois le contact uniforme confirmé, appliquez une faible pression — environ deux tonnes pour une presse de taille moyenne — afin d’emboîter fermement les outils. Cette force suffit à assurer l’alignement sans risquer de déformer la table. Utiliser la pleine puissance trop tôt pourrait la fléchir si le montage est encore faux. Après positionnement, vérifiez à nouveau le contact sur toute la longueur. Une ligne de baiser lisse et continue indique que le poinçon et la matrice partagent désormais un seul axe, prêts pour des pliages précis.
À une précision inférieure au millimètre, même les instruments les plus sensibles peuvent donner des relevés trompeurs. C’est pourquoi de nombreux ateliers utilisent une méthode remarquablement simple mais efficace : le test du papier. Le papier d’imprimante standard mesure environ 0,1 mm d’épaisseur, plus fin que la plupart des jauges d’épaisseur, mais idéal pour détecter la friction au toucher. Pliez une bande en deux et placez‑la entre le poinçon et la matrice à plusieurs points le long de l’outillage. Abaissez progressivement le coulisseau jusqu’à ce que le papier accroche uniformément avant de le libérer. Si un côté coince fortement tandis que l’autre glisse, votre alignement est décalé. Ajustez les pinces ou affinez les cales jusqu’à ce que la résistance soit homogène sur les cinq points de test.
Cette vérification tactile vous donne une base fiable pour le jeu des outils. Une traction uniforme sur toute la longueur correspond à environ 0,5° de constance angulaire — suffisamment précis pour que de nombreux systèmes de mesure numériques l’utilisent comme référence. Sur les presses CNC, vous pouvez le vérifier en effectuant un pliage à vide sur une pièce d’essai et en mesurant les deux extrémités. Si la différence dépasse 2° d’un côté à l’autre, le problème provient de l’alignement mécanique ou d’un déséquilibre hydraulique, et non du programme. Corrigez‑le en desserrant les boulons de synchronisation du côté le plus serré et en re‑nivelant jusqu’à ce que les deux relevés coïncident.
Même un mince film de poussière ou une trace d’huile sous les pinces à changement rapide peut provoquer un désalignement de 0,2 mm pendant le pliage. C’est pourquoi il est utile de revérifier aussi bien après le serrage qu’après le premier cycle d’essai. Passez trois minutes sur le test du papier maintenant, et vous pourriez économiser une heure plus tard à chercher à comprendre des variations d’angle inattendues.
Essuyez soigneusement la table de la matrice, installez les outils sous faible pression et effectuez un test du papier minutieux avant la production. Observez le moment où le papier s’accroche uniformément sur toute la longueur de la matrice — c’est le signal tactile d’un alignement parfait. Ensuite, effectuez un pli d’essai sur un matériau de rebut. Si les deux extrémités correspondent à moins d’un demi‑degré près, vous avez obtenu le réglage idéal. Chaque ajustement ultérieur — angle d’entrée, réglage du tonnage et compensation matière — se construit sur cette base. Une fois que le poinçon et la matrice partagent ce véritable axe central, la presse fonctionne fluidement, le bruit diminue et chaque pli sort régulier et prévisible. Quelques minutes de concentration au départ transforment les approximations en précision répétable.
Une presse plieuse révèle brutalement les erreurs de configuration — généralement en cassant quelque chose. Lorsqu’un prototype exige soudain beaucoup plus de tonnage que prévu, le problème vient presque toujours du décalage entre l’épaisseur du matériau et l’ouverture du V de la matrice. C’est là que les opérateurs font sauter des joints, ébrèchent les outils ou bloquent le coulisseau, car ils ont suivi leur instinct plutôt que la physique. Comprendre cette relation vous fait passer de la réaction à de mauvais plis à la maîtrise de bons pliages délibérés.
Les besoins en tonnage pour le pliage par air augmentent avec le carré de l’épaisseur du matériau et se proportionnent à la longueur du pli ainsi qu’à l’ouverture de la matrice. Ce facteur carré explique pourquoi une feuille qui semble à peine plus épaisse peut soudain nécessiter deux ou trois fois plus de force. Une manière simple de le comprendre est :
La force est proportionnelle au carré de l’épaisseur multiplié par la longueur du pli, divisé par l’ouverture de la matrice.
C’est pourquoi les matrices sous‑dimensionnées échouent : plus le V est petit, plus le tonnage requis grimpe rapidement.
Le point de départ le plus fiable est la règle du 8× : choisissez une ouverture en V d’environ huit fois l’épaisseur du matériau lors du travail avec de l’acier doux standard. Elle offre un rayon intérieur équilibré, une force maîtrisable et un retour élastique constant. Les tôles fines peuvent nécessiter une ouverture de 6× pour éviter un rayon trop large ; pour les prototypes ou les alliages incertains, passer à 10–12× réduit la contrainte de la machine au prix d’un rayon légèrement plus grand.
Le type de matériau modifie la base. Les aciers inoxydables et à haute résistance nécessitent généralement 1,3× à 1,6× plus de tonnage que l’acier doux, tandis que l’aluminium demande moins de force mais présente un retour élastique plus important. Considérez votre calcul de tonnage comme une estimation initiale, puis ajustez‑le avec un facteur de matériau pour maintenir des résultats prévisibles.
La longueur de pli se multiplie linéairement — doubler la longueur double la force — donc un coupon d’essai court peut être trompeur. Vérifiez toujours que votre exigence calculée plus au moins 20 % de marge de sécurité reste dans la capacité nominale de la machine. Lorsque le tonnage devient trop élevé, augmenter l’ouverture du V est le moyen le plus rapide et le moins perturbant pour ramener les forces à un niveau sûr.
Pensez à la sélection de la matrice comme à la suspension d’un camion. Si elle est trop rigide, les pièces se cassent ; si elle est trop souple, le contrôle disparaît. La règle du 8× vous place dans la zone optimale de la suspension—là où l’énergie est absorbée plutôt qu’amplifiée.
En pliage à l’air libre, la pointe du poinçon et les deux arêtes de la matrice en V sont les seuls points de contact. La tôle est suspendue—ou “ flotte ”—entre eux, et l’angle de pliage dépend entièrement de la profondeur de pénétration du poinçon dans la matrice. Comme le matériau ne se conforme pas entièrement à la cavité en V, la force nécessaire est beaucoup plus faible. Cela fait du pliage à l’air libre l’option la plus tolérante pour le travail de prototype, lorsque le comportement du matériau et l’angle final de pliage peuvent encore être incertains.
Le pliage en fond de matrice—également appelé « matriçage » lorsqu’il est poussé jusqu’à la compression complète—enfonce le poinçon dans la matrice jusqu’à ce que la tôle épouse parfaitement la forme de celle‑ci. Cela élimine pratiquement le retour élastique et assure un contrôle précis du rayon intérieur, mais la contrepartie est une force de pliage élevée. Le procédé ne se contente pas de plier la tôle ; il déforme plastiquement le matériau pour épouser un contour exact, augmentant considérablement les charges requises.
Plier un prototype en fond de matrice comporte de sérieux risques pour trois raisons principales :
Même un seul pli en fond de matrice effectué sans calculs appropriés peut fracturer une matrice en V au niveau de ses arêtes ou forcer l’huile hydraulique à passer au‑delà de joints usés. L’approche sûre est simple : ne jamais plier un prototype en fond de matrice sans avoir confirmé l’ouverture de la matrice, le rayon du poinçon, la force nécessaire et la marge de sécurité prévue. Si le plan d’ingénierie exige un pliage en fond de matrice, effectuez le premier essai sur une pièce identique jetable—et non sur la première chute trouvée à proximité.
Considérez le pliage à l’air libre comme votre piste d’essai et le pliage en fond de matrice comme l’autoroute à pleine vitesse—ne changez pas de voie avant d’être sûr que votre configuration peut supporter la route.
Une fois la bonne matrice en V et la méthode de pliage choisies, le piège suivant consiste à supposer que la machine “ sait ” automatiquement la bonne profondeur du poinçon. En pliage à l’air libre, le déplacement de l’axe Y détermine directement l’angle final du pli, donc la profondeur doit être considérée comme une variable contrôlée et mesurable plutôt qu’une simple question d’intuition.
Un processus de configuration fiable se déroule ainsi :
L’axe Y est le levier de commande d’un pliage à l’air libre. Un simple ajustement d’un quart de millimètre peut modifier l’angle de pliage de plusieurs degrés, surtout dans les métaux plus durs. Maîtriser cette précision transforme le procédé du tâtonnement en un contrôle complet.
En appliquant ces principes, vous passez de l’espoir d’obtenir un bon pli à l’ingénierie de chaque pli avec intention. La machine devient prévisible — et les machines prévisibles ne tombent pas en panne.
Le moyen le plus sûr de repérer un opérateur de presse plieuse expérimenté ne se trouve pas dans la finition de la pièce — mais dans sa posture. Les débutants ont tendance à faire face directement au vérin, les bras tendus, les pieds fermement plantés. Les vétérans, non. Ils gardent un pied légèrement en arrière de l’autre et les genoux déverrouillés, prêts à bouger instantanément. La règle est simple : si la tôle saute, vous bougez le premier — avant le métal.
Gardez votre torse en dehors de la ligne de déplacement directe du vérin. Lorsque la tôle “ se relève ” en relâchant la contrainte, son bord peut claquer plus vite que vous ne pouvez réagir. Se placer légèrement vers l’avant et sur le côté du butoir arrière s’assure que tout mouvement ne touche que l’air — pas vos côtes. Ne tendez jamais la main dans la ligne en V ; utilisez un poussoir en bois ou un suiveur magnétique pour stabiliser les pièces. Vos doigts ne sont pas des outils de maintien. Gardez les yeux à la hauteur de la pièce — regarder vers le bas cache les glissements latéraux. À hauteur des yeux, vous pouvez observer le bord de la tôle s’engager dans la matrice et détecter les erreurs d’alimentation ou d’inclinaison avant que la pression ne monte.
Tout opérateur chevronné adopte cette posture du “ mort‑vivant ” : équilibrée, détachée et prête à se retirer sans réfléchir. Ce n’est pas un rituel ; c’est une sauvegarde pratiquée qui vous maintient hors de danger lorsque quelque chose s’emballe dans l’entraînement, l’embrayage ou le butoir.
Une presse plieuse façonne le métal par étirement contrôlé. À la descente du poinçon, les couches externes de la tôle s’allongent, les internes se compressent et l’axe neutre se déplace. Une fois la force relâchée, cette tension externe se détend — le métal “ revient ” vers la position plane. Cette élasticité est prévisible lorsqu’elle est guidée par des données, non par l’habitude.
L’acier doux revient généralement de 2 à 5°, donc on surplie volontairement à environ 92° pour obtenir un vrai 90°. L’acier inoxydable accentue encore plus ce phénomène, rebondissant souvent de 5 à 8°. Les alliages d’aluminium sont moins prévisibles — certains états se détendent seulement de 2 à 3°, tandis que d’autres varient beaucoup plus. Tout atelier pliant régulièrement devrait étiqueter chaque combinaison matériau‑outillage avec ses valeurs d’angle de surpli éprouvées. Cela transforme un jeu de devinettes en un réglage reproductible.
La géométrie des outils influe également sur le retour élastique. Pour le pliage à l’air, commencez avec une ouverture en V environ huit fois supérieure à l’épaisseur de la tôle. Des V plus grands exigent plus de tonnage et amplifient le rebond ; des V plus petits risquent de trop contraindre le matériau et d’endommager la matrice. Choisissez un rayon de nez de poinçon correspondant à votre rayon intérieur de pli voulu. Un nez plus aiguisé peut donner un pli plus net, mais il concentre les contraintes — provoquant un retour élastique irrégulier et un risque accru de fissuration prématurée.
Lorsque des tolérances strictes sont nécessaires, envisagez le pliage en fond de matrice ou le léger matriçage. Cela demande de trois à six fois plus de force, mais engendre presque aucun retour élastique. C’est un compromis délibéré : charge plus élevée, cycle plus lent et usure d’outillage plus rapide en échange de précision. Cela ne vaut le coup que pour des géométries critiques ou lorsque de petites erreurs s’accumulent sur un assemblage.
Tout signe de mouvement irrégulier est un avertissement précoce. Observez les deux extrémités du vérin pendant sa descente : si un côté touche avant l’autre ou si la pièce s’incline contre la paroi de la matrice, arrêtez immédiatement. Continuer risquerait de marquer la tôle ou d’endommager les outils. Les presses plieuses modernes permettent des courses partielles — utilisez‑les. Commencez avec 20 à 30 % de la force estimée et réalisez un léger pli test sur une chute. Ressentez la résistance ; un gémissement soudain ou un claquement métallique signale une charge inégale ou des débris sur la surface d’appui.
Avec des matériaux inconnus ou un outillage neuf, descendez lentement dans la zone de formage et observez l’angle de pli temporaire avant la fermeture complète. Certains contrôles permettent de faire une pause en milieu de cycle afin de mesurer l’angle directement sur la pièce avec un rapporteur. Cela donne en temps réel la mesure de la déformation avant le retour élastique, vous permettant d’ajuster la profondeur finale. Si votre machine ne peut pas s’interrompre, effectuez plutôt plusieurs courses légères — trois passes douces sont bien plus sûres qu’un unique coup à l’aveugle.
Arrêtez l’opération immédiatement si vous ressentez une vibration accrue ou remarquez un changement soudain dans le bruit de la machine. C’est un signal clair qu’une déviation s’est produite — souvent à cause d’un poinçon mal aligné ou d’un butoir arrière qui glisse. Vérifiez de nouveau votre alignement avec le “ test du papier ” : glissez une feuille de papier entre le poinçon et la matrice, abaissez le vérin jusqu’à ce que le papier soit juste saisi et vérifiez une traction uniforme d’un bout à l’autre. Si la traction varie, le contact n’est pas uniforme — et appliquer plus de pression ne ferait que tordre la pièce.
La plupart des opérateurs tentent de contrer le retour élastique en appliquant plus de force ; les plus compétents le neutralisent par un contrôle précis de la géométrie et du timing. Commencez par une série de courses courtes à vide, à vitesse haute et basse, pour confirmer l’équilibre hydraulique avant de réaliser un vrai pli. Ensuite, pour chaque réglage, effectuez un test de pli et notez les angles réel et cible directement sur la chute. En une semaine de production, ces notes deviennent une fiche de référence personnalisée — un “ journal de pliage ” local bien plus précis que tout tableau générique.
L’avantage réel apparaît lorsque vous combinez la position du corps et la conscience du processus. Être légèrement décalé, les yeux à hauteur de matrice, vous permet de percevoir le premier frémissement de rebond pendant que le vérin est encore en mouvement. Vous verrez le bord de la tôle se soulever d’environ un millimètre lors du relâchement de la pression — c’est le retour élastique en temps réel. Ajuster la profondeur selon ce signal subtil atteint souvent l’angle correct sans devoir multiplier les essais. En pratique, c’est plus rapide, plus sûr et beaucoup moins coûteux que l’ancienne habitude du “ frappe plus fort ” qui gaspille matière et moral.
Une fois que vous aurez affiné cette combinaison de posture et de jugement visuel, le retour élastique cessera de paraître aléatoire. Il devient un facteur quantifiable — maîtrisable, prévisible et, surtout, sous votre contrôle. Et vos mains ? Elles restent exactement où elles doivent être : bien à l’écart de la zone dangereuse.
Une presse plieuse qui semble parfaitement uniforme à l’arrêt se comporte rarement ainsi une fois sous pression—surtout lors du pliage de pièces plus longues que 1,20 mètre. Le soi‑disant “ effet canoë ” apparaît lorsque le coulisseau et le tablier fléchissent légèrement vers l’extérieur pendant un pliage. Comme les vérins hydrauliques appliquent la plus grande force près des extrémités, le centre reçoit relativement moins d’effort. Résultat : la pièce se plie plus serré aux extrémités, laissant le centre plus ouvert—parfois jusqu’à huit degrés. Sur un composant de trois mètres, cette différence peut transformer un pli précis à 90° en un creux médian mesurant 98°.
Un mauvais diagnostic est un problème fréquent. Les opérateurs peuvent incriminer la variabilité du matériau ou supposer que le retour élastique est le seul facteur en jeu. En réalité, la rigidité apparente des châssis en acier lourd est trompeuse—sous la charge de travail, ils fléchissent suffisamment pour modifier les angles de pliage. Un test simple et contrôlé peut lever le doute : pliez un morceau de rebut sur toute la longueur de travail de la machine et mesurez l’angle aux deux extrémités ainsi qu’en trois points équidistants sur la partie médiane. Si le centre accuse un retard de 2 à 5°, vous avez confirmé la flèche.
Lorsque les indices visuels ne sont pas évidents—comme des interstices minimes de lumière—effectuez un cycle à vide avec charge simulée. Placez des blocs de bois dur taillés avec précision pour s’adapter à l’espace de la matrice afin de reproduire la charge, mettez un comparateur à cadran au milieu, et faites descendre le coulisseau. Même une chute mesurée de 0,0005 à 0,001″ par cycle suffit à générer une variation d’angle perceptible sur toute la longueur de la pièce. Une fois constaté, la cause première est la déformation de la machine, et non une erreur de l’opérateur—environ 90 % de l’ondulation des pièces longues peut être attribuée à ce facteur.
Il est tentant d’augmenter simplement la profondeur du coulisseau via le contrôleur pour compenser, mais cette approche fait souvent plus de mal que de bien. Pousser l’axe Y plus profondément augmente la charge au centre de 20 à 30 %, ce qui peut endommager les prototypes, surmener les systèmes hydrauliques voire fracturer les outillages. Utiliser une méthode contrôlée de calage permet de corriger la flexion sans imposer de contraintes excessives sur l’équipement.
Le calage consiste à placer des bandes précisément mesurées—généralement en acier de 0,001 à 0,005″ ou en papier rigide—sous la matrice aux points où les angles obtenus sont inférieurs, souvent au centre de la machine. Commencez par effectuer des pliages d’essai pour déterminer l’écart : une cale d’épaisseur entre le poinçon et la matrice à mi‑course peut révéler des différences allant jusqu’à 1 mm. Insérez d’abord des cales au centre, puis étendez progressivement vers les extrémités jusqu’à aligner les angles d’un bout à l’autre. Prévoyez au moins une demi‑heure pour un réglage minutieux ; ce processus préserve l’outillage et nécessite des changements de configuration minimes.
Les opérateurs expérimentés de presses plieuses laissent souvent les cales en place comme dispositifs semi‑permanents pour les séries récurrentes. Les ateliers ayant remplacé l’ajustement de la profondeur du coulisseau par un calage stratégique ont vu leur taux de rebut diminuer de moitié—en particulier pour les sections en U profondes ou les pièces longues où des plis inégaux compromettent l’assemblage. En répartissant la force corrective uniformément le long du tablier, le calage évite les pics de pression localisés susceptibles de déformer la pièce ou la presse plieuse.
Les doigts de butée arrière sont conçus pour un positionnement précis et répétable avant chaque pliage—pas pour des “ micro‑ajustements ” constants une fois le cycle lancé. Les utiliser comme un guide manuel—en faisant glisser la tôle au feeling alors qu’ils sont engagés—introduit une erreur de position de 1 à 2 mm par pliage, ce qui alimente rapidement l’effet canoë. Une pression de contact inégale déplace la position du bord, modifiant la répartition de la charge et amplifiant les variations au milieu.
La meilleure pratique consiste à n’utiliser les doigts qu’en butées fixes. Mettez bien la tôle d’équerre avant d’appuyer sur la pédale, et évitez tout repositionnement pendant le cycle. Le maintien d’une surface de contact propre est essentiel—poussière, bavures ou débris peuvent maintenir le matériau légèrement désaligné, entraînant directement des erreurs d’angle. Avant toute série critique, nettoyez les doigts à l’air comprimé ou avec un chiffon soigné.
Pour les prototypes, réglez la butée arrière à la dimension exacte du bord, en ajoutant un sur‑pli calculé pour compenser le retour élastique—généralement 2 à 5° supplémentaires pour l’acier. Testez sur des pièces de rebut pour valider l’alignement ; une machine bien entretenue peut répéter des plis avec une précision de ±0,0005″ lorsque les coulisseaux de guidage sont correctement serrés. Des coulisseaux desserrés peuvent provoquer un désalignement apparent même lorsque vos réglages de butée sont corrects. Sur les pièces longues, l’utilisation de deux doigts verrouille la tôle d’équerre, réduisant les erreurs de repositionnement jusqu’à 80 %.
Surveillez l’usure subtile : des doigts voilés de plus de 0,5 mm sur leur longueur imitent les effets de la flexion de la machine. Remplacez‑les si la rectitude dévie de plus de 0,01″ par pied. Une instabilité hydraulique peut provoquer un déplacement de la butée arrière en cours d’opération, induisant des fluctuations dans les angles de pli ; identifiez‑la tôt pour éviter des ajustements inutiles du coulisseau ou des calages supplémentaires. Les propriétés du matériau comptent aussi—l’acier recyclé peut nécessiter jusqu’à 30 % de tonnage supplémentaire par rapport à l’acier doux, augmentant les risques de glissement de la butée si le serrage est insuffisant. Confirmez toujours votre certificat matière avant de lancer une production complète.
La plupart des manuels de dépannage considèrent la flexion et le désalignement comme deux problèmes distincts—corriger l’un, puis passer à l’autre. En pratique, ils se renforcent mutuellement. La flexion de la machine amplifie le décalage de la butée arrière, tandis que de mauvaises habitudes de butée incitent les opérateurs à courir après les angles avec des réglages de coulisseau qui ne font qu’aggraver la flexion. L’approche expérimentée consiste à comprendre comment les deux interagissent et à traiter leur cause racine simultanément. Caler le porte‑matrice pour contrer la flexion, affiner la procédure de butée arrière pour éliminer l’erreur de position, et vérifier votre séquence de pliage sans compter sur des corrections excessives de profondeur. Une fois ces deux points maîtrisés, même les longues pièces autrefois impossibles à garder droites sortiront de la presse avec des angles uniformes sur toute leur longueur, série après série.
Une presse plieuse garde la trace de chaque réglage que vous avez effectué—que vous en soyez conscient ou non. Chaque compensation entrée pour corriger le retour élastique ou la flexion reste enregistrée dans le système de contrôle jusqu’à ce que quelqu’un l’efface. Si vous partez sans réinitialiser ces valeurs cachées de profondeur et de butée, le premier pli effectué demain par le prochain opérateur sera basé sur vos réglages, pas sur les siens.
Les rapports du secteur montrent que plus de 40 % des accidents lors du changement d’équipe ne sont pas dus à un mauvais outillage—mais à des compensations laissées en place, envoyant le coulisseau 2 à 3 mm plus profond que prévu et fendant les matrices dès le premier coup. C’est une erreur totalement évitable.
Avant de couper l’alimentation, effectuez un cycle complet d’étalonnage : ramenez la butée arrière à sa référence zéro, remettez la profondeur de course à sa position initiale, et confirmez les deux valeurs sur l’écran de contrôle. Terminez par un essai à vide sur du stock rebut—sans pression, faites descendre le coulisseau pour vérifier que tous les jeux correspondent à la configuration standard. Tout jeu introduit lors des réglages fins peut créer des “ compensations fantômes ”, alors serrez toutes les fixations après ajustements. Lorsqu’elles sont correctement effectuées, les entreprises mesurant le tonnage ont constaté que leur étalonnage conservait environ 95 % de sa précision d’un jour à l’autre—sans erreurs de pliage déroutantes le matin.
Réinitialiser vos compensations n’est pas seulement une question de politesse—c’est une protection. Les réglages cachés sont les tueurs silencieux des machines.
Tout opérateur chevronné possède une “ référence ” intérieure pour un presse‑plieuse correctement stationnée — où le vérin doit se reposer, à quelle distance le palpeur arrière doit se situer, et le rythme des vérins hydrauliques pendant le ralenti. Louper ce réglage et l’équipe du matin peut perdre une heure à remettre la machine en ordre — ou pire, endommager les outils avant de comprendre que quelque chose cloche.
La procédure standard de stationnement est simple : descendez le vérin jusqu’à 5–10 mm au‑dessus de la surface de la matrice (pour les machines hydrauliques, glissez une cale en bois d’un quart de pouce sous chaque cylindre pour maintenir l’écart constant), rétractez complètement la butée arrière, et purgez toute pression hydraulique avant l’arrêt. Verrouillez toutes les protections. Ce n’est qu’alors que la machine doit être mise hors tension.
Suivre cet ordre évite la “ chute inattendue ” au changement d’équipe — le même problème à l’origine de près d’un tiers des échecs de réglage nocturnes dans une étude portant sur 500 machines. Un détail que les opérateurs oublient souvent : couper l’alimentation avant de purger la pression peut laisser assez de force résiduelle pour que le vérin descende d’un millimètre pendant la nuit. Cette dérive minime peut entraîner le premier opérateur dans une course de deux heures juste pour retrouver l’alignement.
Stationner la machine n’est pas qu’une routine — c’est une poignée de main entre opérateurs, une promesse silencieuse qui dit : “ Tu commenceras exactement là où tu t’y attends. ”
On ne donnerait pas à un chirurgien un scalpel émoussé — pourtant, dans le travail de la presse‑plieuse, des outils usés sont trop souvent transmis sans vérification. Une pointe de poinçon ébréchée d’à peine un demi‑millimètre peut laisser des ondulations visibles sur chaque pli ; et une fois utilisé, un outil endommagé provoque une usure inégale de la matrice dès le premier jour.
Avant de pointer, nettoyez le poinçon et la matrice avec de l’alcool isopropylique ; des études montrent que cela révèle 80 % ± 3 % de microfissures ignorées lors des contrôles superficiels. Utilisez un chiffon sec sur le nez du poinçon et l’ouverture en V, soufflez de l’air comprimé sous le siège de la matrice pour éliminer les copeaux métalliques retenus, et inspectez sous un éclairage d’atelier intense pour détecter les piqûres ou la décoloration. Terminez par une légère couche de produit conservateur, et rangez les poinçons de précision dans une armoire doublée de gel de silice pour prévenir la corrosion due à l’humidité.
Une habitude distingue constamment les opérateurs avec des dossiers de pliage impeccables de tous les autres : l’inspection tactile. Du bout d’un doigt ganté, ressentez la netteté uniforme du nez du poinçon. Un seul point émoussé — souvent causé par un pli effectué à la hâte — peut réduire de moitié la durée de vie de la matrice. Si vous détectez un dommage, remplacez immédiatement l’outil. Lors d’un audit, 73 % ± 3 % des défauts inexpliqués ont été attribués à des poinçons entaillés laissés en service pendant la nuit.
Une pointe de poinçon propre et intacte garantit que le prochain pli sera correct dès le premier coup. Tout ce qui est inférieur revient à préparer l’échec du prochain opérateur.
Le travail de la journée — tous les réglages fins, les calibrations et la précision durement acquise — n’est vraiment terminé que lorsque la machine est aussi prête pour demain qu’elle l’était pour vous ce matin. Effacer les décalages élimine toute trace de votre toucher sur les commandes, la ramenant à sa référence initiale. La remettre en position de stationnement lui rend une posture propre et neutre, et l’inspection finale garantit que le tranchant de l’outil reste aussi affûté qu’avant.
Le changement d’équipe est le moment où les mains d’un expert transmettent leur savoir‑faire à un autre. Le premier pli de demain est déjà incorporé dans la séquence finale d’aujourd’hui. Le vérin ne se repose pas simplement — il est parfaitement positionné, attendant exactement là où le prochain opérateur s’attend à le trouver.


















