

O martelo hesitou, a oficina ficou em silêncio e a quinadeira deixou escapar aquele gemido profundo e ressonante — do tipo que todos os operadores preferiam fingir que não ouviram. Muitos concluem imediatamente que significa “carga excessiva” ou “material defeituoso”. Na verdade, esse som muitas vezes sinaliza um martelo desalinhado, fluido hidráulico insuficiente ou um problema prestes a transformar a sua próxima peça — e possivelmente as matrizes — em sucata dispendiosa. O verdadeiro risco não é o barulho em si; é voltar a iniciar antes de identificar a causa. O espaço entre um resmungo inofensivo e um aviso mecânico sério é exatamente onde acontecem acidentes — e realinhamentos de $5,000 euros.
A forma mais rápida de determinar se aquele gemido significou problemas é medir a “abertura” da máquina — a folga consistente entre o martelo e a mesa no ponto morto superior. Operadores novatos muitas vezes ignoram este passo porque o martelo parece direito, mas as aparências ocultam muitos casos de desalinhamento. De facto, formadores do Metalworking Group relatam que 80% dos formandos não conseguem detetar torção martelo-mesa simplesmente porque nunca medem a abertura.
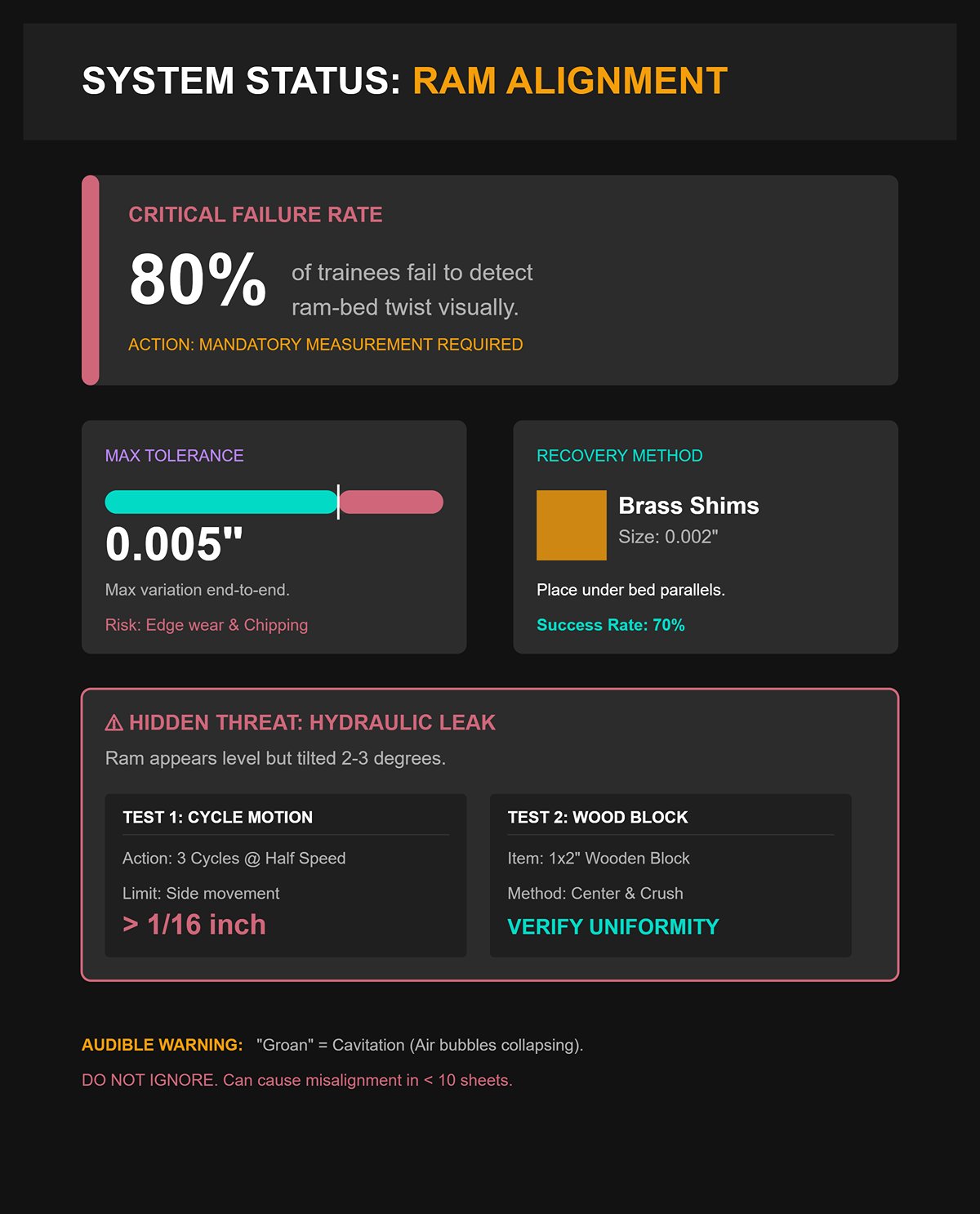
Numa quinadeira hidráulica padrão de 100 toneladas, deve existir uma folga uniforme de 0,5–1 polegada ao longo de toda a mesa. Uma régua combinada com calibradores de folga de 0,001–0,010 polegadas revelará o que os seus olhos não conseguem ver. Se encontrar mais de 0,005 polegadas de variação de uma extremidade à outra, provavelmente está a lidar com torção da mesa causada por uma sobrecarga anterior. Esta torção faz com que o punção atinja a matriz de forma desigual, levando ao desgaste e lascamento das arestas — mesmo na primeira passagem. Uma solução rápida e comprovada é colocar calços de latão de 0,002 polegadas sob os paralelos da mesa e voltar a verificar a abertura. Os formadores dizem que este simples passo transformou primeiras dobras empenadas em resultados precisos e repetíveis para 70% dos seus novos operadores.
Um problema enganador a ter em atenção: o martelo pode parecer perfeitamente nivelado mas ainda estar inclinado 2–3 graus se um dos cilindros hidráulicos estiver com fugas internas. Para verificar, faça o martelo funcionar em três ciclos a meia velocidade sem ferramentas e observe se há movimento lateral superior a 1/16 de polegada. Num caso documentado pelo Metalworking Group, um gemido quase inaudível causado por cavitação — microbolhas de ar que colapsam no fluido hidráulico — foi ignorado até o operador dobrar dez folhas e desalinhou a mesa. Um teste simples podia ter evitado isto: coloque um bloco de madeira de 1×2 polegadas no centro da mesa, baixe o martelo lentamente e examine o padrão de esmagamento. Se a compressão não for uniforme, interrompa imediatamente as operações.
Na maioria dos casos, esse gemido indica um problema no sistema hidráulico e não contacto metal com metal. Uma quinadeira em bom funcionamento constrói pressão com um zumbido constante e progressivo. Se o tom baixar ou oscilar — especialmente durante o arranque — a causa subjacente é frequentemente fluido contaminado ou areado. A condensação em tempo frio introduz frequentemente água no sistema; uma aparência turva ou leitosa no visor é um sinal claro de alerta. Retire uma pequena amostra e observe quão rapidamente se separa — separação lenta significa que a contaminação já está a perturbar a estabilidade da pressão. Renovar cerca de 20 por cento do fluido com óleo ISO VG46 limpo muitas vezes restaura um desempenho suave e fiável.
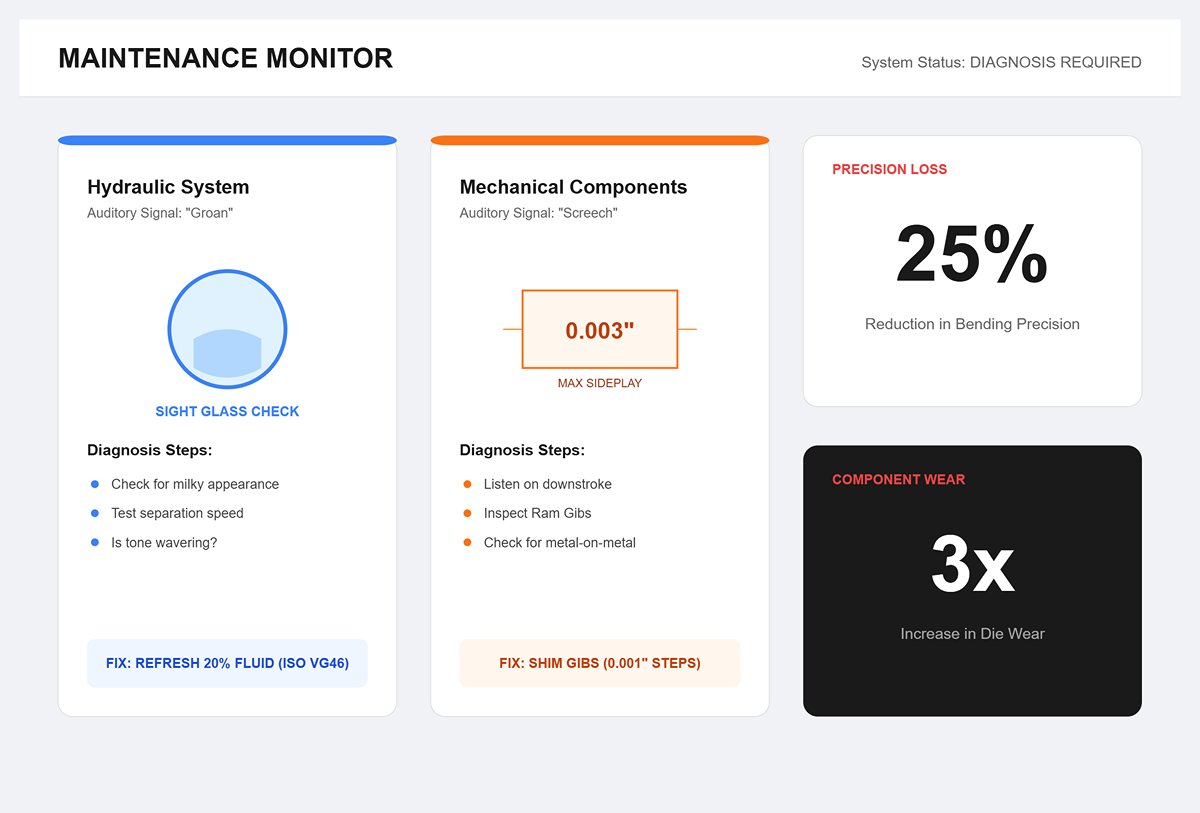
A tensão mecânica — o verdadeiro desgaste metal com metal — tem um som distinto: um guincho agudo durante o curso descendente do martelo. Isto normalmente indica guias do martelo gastas, as superfícies de guia que garantem o movimento correto do martelo. Se a folga lateral exceder 0,003 polegadas, calce as guias incrementalmente em passos de 0,001 polegadas. Ignorar isto leva o martelo a desviar-se lateralmente, colocando tensão excessiva num lado da matriz. Estudos europeus acompanhando mais de 500 máquinas mostraram que negligenciar gemidos ligados a baixa eficiência hidráulica reduziu a precisão das dobras em 25 por cento e triplicou o desgaste das matrizes. Uma surpresa comum para os operadores: o alumínio produz frequentemente gemidos mais altos do que o aço porque amortece menos a vibração, levando novatos a culpar sobrecarga quando na realidade a culpa é dos hidráulicos.
Antes de colocar uma chapa na matriz, uma execução a seco revela problemas de alinhamento, atrasos de temporização ou falhas no batente traseiro que simplesmente não consegue detetar pelo som. Executar de dois a cinco ciclos vazios com cerca de 20 por cento de tonelagem — cerca de 4 toneladas numa quinadeira padrão de 100 toneladas — irá revelar a maioria dos problemas ocultos. Afaste os dedos do batente traseiro, centralize o punção cerca de 1/32 polegada acima da matriz em V usando um simples teste com papel e observe o movimento do martelo. Deve descer suavemente a 6 a 8 polegadas por segundo; qualquer interrupção ou pausa indica atraso do servo, muitas vezes resolvido alongando a pausa no eixo Y em meio segundo. A pressão hidráulica deve subir de forma constante para 60–80 psi sem assobio; esse som indica um conjunto de válvulas com fuga, o tipo de falha que tende a acontecer a meio ciclo quando menos se deseja.
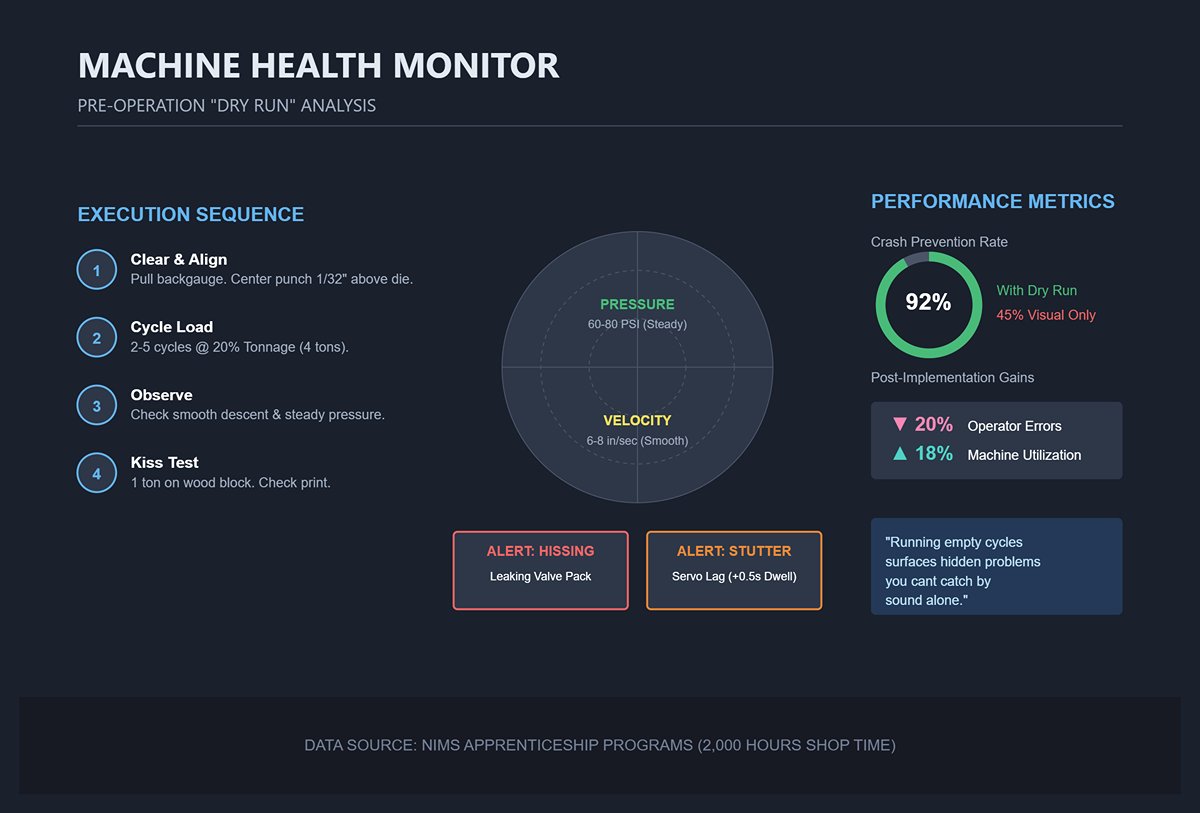
Um exemplo de formação amplamente partilhado vem de uma fábrica na Ásia: um operador fez apenas um ciclo a seco, ignorou um dedo do batente traseiro que estava dobrado 1/8 de polegada e partiu um punção $800 na peça seguinte. Depois disso, a fábrica implementou um passo obrigatório de feedback do operador após cada execução a seco. Essa única alteração reduziu os erros em 20 por cento e aumentou a utilização da máquina em 18 por cento.
Termine cada execução a seco com um leve teste de “beijo” — aplicar 1 tonelada de pressão sobre um bloco de madeira no centro da mesa. Um esmagamento reto e uniforme confirma o alinhamento adequado; um esmagamento inclinado indica que o suporte da matriz necessita de um calço de 0,002 polegadas à esquerda ou à direita. Dados de programas de aprendizagem da NIMS, cobrindo 2.000 horas de trabalho em oficina, mostram que as execuções a seco captam 92 por cento dos erros de principiantes antes de qualquer metal ser carregado, comparado com uma taxa de falha de 45 por cento quando os operadores dependem apenas de verificações visuais.
Um gemido não é uma ordem para desligar de vez. É a máquina a pedir que pare tempo suficiente para descobrir se está a avisá-lo — ou a protegê-lo.
A maioria dos principiantes tenta alinhar as ferramentas a olho, assumindo que o punção e a matriz estão “quase certos” quando parecem centrados. Quase nunca estão. Mesmo um desalinhamento de 0,1 mm desloca a linha de dobra o suficiente para carregar o martelo lateralmente. A evidência surge imediatamente: um lado da dobra fica mais apertado ou surge uma curvatura suave em forma de canoa ao longo do centro. O que parece um simples palpite rapidamente provoca danos reais — ombros da matriz riscados, rebarbas na ponta do punção e, em quinadeiras maiores, um martelo ligeiramente enviesado que descoordena as juntas hidráulicas.
Isto não se deve a má visão — é uma questão de geometria. Numa mesa de um metro, um desalinhamento de apenas 0,1 mm numa extremidade amplifica-se ao longo do comprimento, forçando o punção a entrar mais na matriz de um lado e a mal tocar no outro. A prensa interpreta isto como resistência desigual e compensa flexionando o seu quadro. Esse stress extra acumula-se a cada ciclo até a máquina começar a produzir dobras com ângulos inconsistentes — um lado acaba cerca de dois graus mais fechado. A sua primeira dobra de teste falhou não porque a quinadeira não tivesse força, mas porque o alinhamento nunca foi verificado quantitativamente. A solução começa por assentar as ferramentas de forma que ambas as extremidades partilhem a mesma linha de referência antes de aplicar a primeira tonelada de pressão.
O alinhamento correto começa com um “beijo” controlado, não com uma pressão esmagadora. Baixe o êmbolo lentamente — o modo manual é ideal — até que a ponta do punção encontre apenas os ombros da matriz ao longo de todo o comprimento. Este ponto de contacto deve sentir-se uniforme e não produzir som; qualquer batida numa das extremidades ou folga visível indica inclinação. Nesta fase, operadores experientes costumam verificar ambas as extremidades com um calibrador de lâminas fino ou um comparador. Se a variação exceder 0,02 mm, a mesa ou o suporte da matriz precisa de calços. Corrija o erro antes de fixar, porque uma vez bloqueado sob pressão, o desalinhamento permanece até que a ferramenta seja totalmente desmontada.
As fixações hidráulicas e auto‑alinhantes WILA têm como objetivo corrigir automaticamente tais problemas, mas ainda é necessária a confirmação com uma régua de precisão. Mesmo uma pequena lasca ou saliência sob a base da matriz pode deslocar a linha central para além da capacidade de ajuste da fixação. Limpe cuidadosamente todas as superfícies de contacto antes de assentar — o mais pequeno detrito, de apenas 0,05 mm, pode simular desalinhamento e introduzir esforço desnecessário.
Assim que o contacto uniforme estiver confirmado, aplique baixa pressão — cerca de duas toneladas para uma prensa dobradeira de tamanho médio — para encaixar a ferramenta com segurança. Esta quantidade é suficiente para envolver as forças de alinhamento sem risco de distorção da mesa. Usar logo a tonelagem total de trabalho pode empenar a mesa caso a configuração ainda esteja incorreta. Após o assentamento, volte a verificar o contacto ao longo de todo o comprimento. Uma marca de “beijo” suave e contínua indica que o punção e a matriz agora partilham o mesmo eixo e estão prontos para dobragem precisa.
A precisão inferior a um milímetro pode levar mesmo os instrumentos mais sensíveis a leituras enganosas. É por isso que muitas oficinas recorrem a um método surpreendentemente simples, mas eficaz — o teste do papel. O papel de impressora comum tem cerca de 0,1 mm de espessura, mais fino do que a maioria dos calibradores, mas ideal para detetar fricção pelo tato. Dobre uma tira ao meio e coloque-a entre o punção e a matriz em vários pontos ao longo da ferramenta. Baixe o êmbolo gradualmente até que o papel arraste de forma uniforme antes de se soltar. Se um lado prender firmemente enquanto o outro desliza, o seu alinhamento está incorreto. Ajuste as fixações da matriz ou afine os calços até que a resistência seja uniforme nos cinco pontos de teste.
Esta verificação manual fornece uma referência fiável para a folga da ferramenta. Arrasto uniforme ao longo do comprimento corresponde a cerca de 0,5° de consistência angular — precisão suficiente para que muitos sistemas de medição digitais a utilizem como padrão. Em prensas CNC, pode confirmar isto realizando uma dobragem a seco numa peça de sucata e medindo ambas as extremidades. Se houver mais de 2° de diferença de um lado para o outro, o problema reside no alinhamento mecânico ou no desequilíbrio hidráulico, não no seu programa. Corrija-o desapertando os parafusos de sincronização do lado mais apertado e nivelando novamente até que as leituras coincidam.
Mesmo uma película fina de pó ou uma mancha de óleo sob as fixações de troca rápida pode causar desalinhamento de 0,2 mm durante a dobragem. Por isso vale a pena verificar novamente tanto após a fixação como outra vez após o primeiro ciclo de teste. Gaste três minutos agora no teste do papel e poderá poupar uma hora mais tarde a perseguir variações inesperadas de ângulo.
Limpe a cama da matriz, assente a ferramenta sob baixa pressão e realize um teste de papel cuidadoso antes da produção. Preste atenção ao momento em que o papel agarra uniformemente ao longo de todo o comprimento da matriz — esse é o sinal tátil de alinhamento perfeito. Em seguida, faça uma dobragem de ensaio numa peça de sucata. Se ambas as extremidades coincidirem dentro de meio grau, atingiu a configuração ideal. Cada ajuste subsequente — entrada de ângulo, definição de tonelagem e compensação de material — parte desta base. Uma vez que punção e matriz partilhem essa linha central verdadeira, a prensa trabalha suavemente, o ruído diminui e cada dobra sai consistente e previsível. Alguns minutos focados no início transformam tentativa e erro em precisão repetível.
Uma prensa dobradeira revela erros de configuração de forma direta — normalmente partindo algo. Quando um protótipo exige subitamente muito mais tonelagem do que o esperado, quase sempre a causa é o desajuste entre a espessura do material e a abertura da V‑matriz. É aqui que os operadores rebentam vedantes, lascam ferramentas ou bloqueiam o êmbolo porque se guiaram pelo instinto em vez da física. Compreender esta relação muda‑o de reagir a más dobras para moldar deliberadamente boas.
Os requisitos de tonelagem para dobragem ao ar aumentam com o quadrado da espessura do material e variam em função do comprimento da dobra e da abertura da matriz. Esse fator quadrático explica por que uma chapa que parece apenas ligeiramente mais espessa pode, de repente, exigir o dobro ou triplo da força. Uma forma simples de pensar nisso é:
A força é proporcional ao quadrado da espessura vezes o comprimento da dobra, dividido pela abertura da matriz.
É por isto que as matrizes subdimensionadas falham — quanto mais pequena a V, mais rapidamente a tonelagem necessária dispara.
O ponto de partida mais fiável é a regra dos 8×: escolha uma abertura da V aproximadamente oito vezes a espessura do material ao trabalhar com aço macio padrão. Isto proporciona um raio interno equilibrado, força gerível e retorno elástico consistente. Chapas finas podem precisar de uma abertura de 6× para evitar um raio demasiado grande; para protótipos ou ligas incertas, passar para 10–12× reduz o esforço na máquina à custa de um raio ligeiramente maior.
O tipo de material altera a base. O aço inoxidável e aços de alta resistência normalmente requerem 1,3×–1,6× mais tonelagem do que o aço macio, enquanto o alumínio necessita de menos força mas produz mais retorno elástico. Trate o cálculo da tonelagem como uma estimativa inicial e ajuste com um fator de material para manter os resultados previsíveis.
O comprimento da dobra escala linearmente — duplicar o comprimento duplica a força — pelo que um pequeno cupão de teste pode ser enganador. Confirme sempre que o requisito calculado mais pelo menos 20 por cento de margem de segurança se mantém dentro da capacidade nominal da máquina. Quando a tonelagem sobe demasiado, aumentar a abertura da V é a forma mais rápida e menos disruptiva de trazer as forças de volta para uma zona segura.
Pense na escolha da matriz como na suspensão de um camião. Se for demasiado rígida, as peças quebram; se for demasiado suave, perde‑se o controlo. A regra dos 8× coloca‑o na zona ideal da suspensão — onde a energia é absorvida e não amplificada.
Na flexão por ar, apenas a ponta do punção e os dois ombros da matriz em V são pontos de contacto. A chapa fica suspensa—ou “flutua”—entre eles, e o ângulo da dobra depende inteiramente de quão profundamente o punção penetra na matriz. Como o material não se conforma totalmente à cavidade em V, a tonelagem necessária é muito menor. Isso torna a flexão por ar a opção mais permissiva para trabalho de protótipo, onde tanto o comportamento do material como o ângulo final da dobra podem ainda ser incertos.
A flexão por fundo—também conhecida como cunhagem quando levada à compressão total—pressiona o punção contra a matriz até que a chapa corresponda completamente à forma da matriz. Isto praticamente elimina o retorno elástico e garante controlo preciso do raio interno, mas a troca é a elevada tonelagem. O processo não se limita a dobrar a chapa; deforma plasticamente o material para que se ajuste a um contorno exato, aumentando significativamente as exigências de carga.
Fazer contacto total num protótipo acarreta riscos sérios por três razões principais:
Mesmo uma única flexão por fundo feita sem cálculos adequados pode fraturar uma matriz em V nos ombros ou empurrar óleo hidráulico para além de vedantes gastos. A abordagem segura é simples: nunca faça flexão por fundo num protótipo sem confirmar a abertura da matriz, raio do punção, tonelagem necessária e margem de segurança incorporada. Se o desenho técnico exigir flexão por fundo, faça o primeiro teste numa peça idêntica e descartável—não no pedaço de sucata mais próximo.
Pense na flexão por ar como a sua pista de testes e na flexão por fundo como a autoestrada a alta velocidade—não mude de faixa até ter certeza de que a sua configuração consegue lidar com o percurso.
Depois de selecionar a matriz em V correta e o método de dobra, a próxima armadilha é assumir que a máquina “sabe” automaticamente a profundidade certa do punção. Na flexão por ar, o deslocamento do eixo Y dita diretamente o ângulo final da dobra, por isso a profundidade deve ser tratada como uma variável controlada e mensurável, e não como uma questão de intuição.
Um processo de configuração fiável funciona assim:
O eixo Y é o comando de controlo de uma flexão por ar. Um ajuste de meros 0,25 mm pode alterar o ângulo de dobra em vários graus, especialmente em metais mais resistentes. Dominar esta precisão transforma o processo de tentativa e erro em controlo efetivo.
Ao aplicar estes princípios, deixa de estar apenas a esperar por uma boa dobra para passar a projetar cada dobra com intenção. A máquina torna‑se previsível—e máquinas previsíveis não falham.
A forma mais segura de identificar um operador de prensa experiente não é pelo acabamento da peça — é pela postura. Os principiantes tendem a enfrentar diretamente o martelo, braços estendidos, pés fixos no lugar. Os veteranos não fazem isso. Mantêm um pé ligeiramente atrás do outro e os joelhos desbloqueados, prontos para se mover num instante. A regra é simples: se a chapa salta, você move-se primeiro — antes do metal.
Mantenha o tronco fora da linha direta de deslocamento do martelo. Quando a chapa “salta” ao libertar a tensão, a sua borda pode estalar mais rápido do que consegue reagir. Ficar ligeiramente à frente e de lado em relação ao batente traseiro garante que qualquer movimento atinja apenas o ar — não as suas costelas. Nunca alcance a linha em V; use um bastão de madeira ou guia magnético para estabilizar as peças. Os seus dedos não são ferramentas de fixação. Mantenha os olhos ao nível da peça de trabalho — olhar para baixo esconde deslizes laterais. À altura dos olhos, pode ver a borda da chapa a encaixar na matriz e detetar alimentações incorretas ou inclinações antes de a pressão subir.
Todo operador experiente adota esta postura “homem morto” — equilibrada, apartada e pronta para recuar sem pensar. Não é um ritual; é uma salvaguarda treinada que o mantém seguro quando algo no acionamento, embraiagem ou batente dá problemas.
Uma prensa dobradeira molda o metal através de alongamento controlado. Quando o punção desce, as camadas exteriores da chapa alongam-se, as interiores comprimem-se e o eixo neutro desloca-se. Assim que a força é libertada, a tensão exterior relaxa — o metal “retorna” em direção à posição plana. Esta elasticidade é previsível quando guiada por dados, não por hábito.
O aço macio normalmente recupera 2–5°, por isso dobra-se intencionalmente até cerca de 92° para obter um verdadeiro 90°. O aço inoxidável vai ainda mais longe, frequentemente recuperando 5–8°. As ligas de alumínio são menos previsíveis — alguns têm apenas 2–3° de recuperação, enquanto outros variam muito mais. Qualquer oficina que dobre regularmente deve rotular cada combinação de material e ferramenta com os valores comprovados de sobre‑curvatura. Isto transforma um jogo de adivinhação numa configuração repetível.
A geometria da ferramenta também influencia o retorno elástico. Para curvatura ao ar, comece com uma abertura em V cerca de oito vezes a espessura da chapa. Matrizes em V maiores requerem mais tonelagem e ampliam o retorno; as menores arriscam sobre‑tensão no material e desgaste da matriz. Escolha um raio de ponta de punção que corresponda ao raio interno de dobra desejado. Uma ponta mais afiada pode produzir uma dobra com melhor aparência, mas concentra tensão — levando a retorno irregular e maior risco de fissuras prematuras.
Quando precisar de tolerâncias apertadas, considere a curvatura de fundo ou cunhagem leve. Requer de três a seis vezes mais força mas quase elimina o retorno. É uma troca deliberada: maior carga, ciclo mais lento e desgaste mais rápido da ferramenta em troca de precisão. Vale a pena apenas para geometrias críticas ou quando pequenos erros se acumulam numa montagem.
Qualquer indício de movimento irregular é um aviso precoce. Observe ambas as extremidades do martelo à medida que desce: se um lado tocar primeiro ou a peça inclinar contra a parede da matriz, pare imediatamente. Continuar arrisca vincar a chapa ou danificar a ferramenta. As prensas modernas permitem cursos parciais — use-os. Comece com 20–30% da tonagem estimada e faça uma dobra rasa de teste em sucata. Sinta a resistência constante; um gemido súbito ou estalo metálico indica carga irregular ou detritos na superfície de apoio.
Com materiais desconhecidos ou ferramentas novas, desça lentamente pela zona de formação e observe o ângulo de dobra temporário antes da aproximação completa. Alguns controlos permitem pausa em meio ciclo para que possa medir com um goniômetro diretamente na peça. Isto dá uma leitura em tempo real de quanto a chapa está cedendo antes do retorno elástico, permitindo afinar a profundidade final. Se a sua máquina não puder pausar, faça vários cursos superficiais — três passagens leves são muito mais seguras do que um único golpe às cegas.
Pare a operação imediatamente se sentir aumento de vibração ou notar mudança súbita no som da máquina. Isso é um sinal claro de que o percurso de carga se alterou — muitas vezes devido a punção desalinhado ou batente traseiro a escorregar. Volte a verificar o alinhamento com o “teste do papel”: deslize uma folha de papel entre o punção e a matriz, baixe o martelo até o papel começar a prender e verifique uma tração uniforme de ponta a ponta. Se a tração for desigual, o contacto não é uniforme — e aplicar mais pressão apenas vai torcer a peça.
A maioria dos operadores tenta vencer o retorno aplicando mais força; os habilidosos combatem-no através de controlo preciso da geometria e temporização. Comece com uma série de cursos curtos, sem carga, a altas e baixas velocidades para confirmar o equilíbrio hidráulico antes de dobrar a sério. Depois, para cada configuração, faça uma dobra de teste e anote os ângulos real e alvo diretamente na peça de sucata. Ao longo de uma semana de produção, estas notas tornam-se numa folha de referência personalizada — um “registo de dobras” local muito mais preciso que qualquer tabela genérica.
A verdadeira vantagem surge quando combina posição corporal com consciência do processo. Ficar ligeiramente descentralizado, com os olhos ao nível da matriz, permite-lhe captar o primeiro sinal de retorno enquanto o martelo ainda se move. Verá a borda da chapa levantar cerca de um milímetro à medida que a pressão se liberta — isso é o retorno a acontecer em tempo real. Ajustar a profundidade com base nesse sinal subtil frequentemente atinge o ângulo correto sem tentativas sucessivas. Na prática, é mais rápido, seguro e muito menos dispendioso do que o velho hábito de “bater mais forte” que desperdiça material e moral.
Depois de aperfeiçoar esta combinação de postura e julgamento visual, o retorno deixa de parecer adivinhação. Torna-se um fator quantificável — gerível, previsível e, acima de tudo, sob o seu controlo. E as suas mãos? Permanecem exatamente onde devem estar: bem longe da zona de perigo.
Uma prensa que parece perfeitamente uniforme em repouso raramente se comporta assim quando sob pressão — especialmente ao formar peças com mais de 1,20 metros de comprimento. O chamado “efeito cano” surge quando o martelo e a mesa flexionam ligeiramente para fora durante a dobra. Como os cilindros hidráulicos aplicam maior força perto das extremidades, o centro recebe relativamente menos. Como resultado, a peça dobra mais fechada nas extremidades, deixando o meio mais aberto — por vezes até oito graus de diferença. Numa peça de três metros, essa diferença pode transformar uma dobra precisa de 90° num arco central de 98°.
O erro de diagnóstico é um problema frequente. Os operadores podem apontar para a variabilidade do material ou assumir que o retorno elástico é o único fator em causa. Na realidade, a rigidez aparente até em estruturas de aço pesado é enganadora — sob a tonelagem de trabalho, estas flexibilizam o suficiente para alterar os ângulos de dobragem. Um teste simples e controlado pode eliminar a incerteza: dobre um pedaço de sucata ao longo de todo o comprimento de trabalho da máquina e meça o ângulo nas duas extremidades, assim como em três pontos equidistantes ao longo do meio. Se o centro estiver atrasado entre 2–5°, confirmou-se a deflexão.
Quando os sinais visuais não são óbvios — como folgas mínimas de luz — realize um ciclo a seco com carga simulada. Posicione blocos de madeira dura cortados com precisão para se encaixarem no espaço da matriz, replicando a tonelagem, coloque um indicador de mostrador no meio do vão e acione o curso. Uma descida medida de 0,0005–0,001″ por ciclo é suficiente para gerar variação notória de ângulo ao longo do comprimento da peça. Uma vez observado isto, a causa raiz é a deflexão da máquina e não um erro do operador — aproximadamente 90% da ondulação em peças longas pode ser atribuída a este fator.
É tentador simplesmente aumentar a profundidade do curso no controlador para compensar, mas essa abordagem muitas vezes causa mais danos do que benefícios. Empurrar o eixo Y mais fundo aumenta a tonelagem no centro em 20–30%, podendo danificar protótipos, sobrecarregar sistemas hidráulicos ou até fraturar ferramentas. Usar um método controlado de calçamento resolve a deflexão sem impor tensão excessiva ao equipamento.
Calçar significa colocar tiras medidas com precisão — normalmente aço de 0,001–0,005″ ou papel resistente — sob a matriz nos pontos onde os ângulos de saída ficam atrás, frequentemente no centro da máquina. Comece por realizar dobras de teste para determinar a disparidade: um calibrador de folgas entre o punção e a matriz a meio curso pode revelar desvios até 1 mm. Comece por inserir calços no centro, depois expanda para fora em pequenos passos até que os ângulos de ponta a ponta se alinhem. Reserve pelo menos meia hora para uma calibração cuidadosa; o processo preserva as ferramentas e requer poucas alterações de configuração.
Operadores experientes de quinadeiras muitas vezes deixam os calços no lugar como elementos semi‑permanentes para produções recorrentes. Oficinas que passaram de ajustar a profundidade do curso para aplicar calçamento estratégico viram os níveis de desperdício reduzir até metade — especialmente em secções de canal profundo ou peças de caixa longa onde dobras irregulares comprometem o encaixe. Ao distribuir a força corretiva uniformemente ao longo da bancada, o calçamento evita picos de pressão concentrada que poderiam deformar a peça ou a quinadeira.
Os dedos do batente traseiro foram concebidos para um posicionamento preciso e repetível antes de cada dobra — não para um “micro‑ajuste” constante depois de iniciado o ciclo. Usá‑los como guia manual — deslizando a chapa a olho enquanto estão engatados — introduz um erro de posicionamento de 1–2 mm por dobra, que rapidamente resulta no efeito de “canoa”. A pressão de contacto desigual altera a colocação da aba, modificando a distribuição da carga e ampliando as variações a meio do vão.
A melhor prática é usar os dedos estritamente como batentes fixos. Alinhe completamente a chapa antes de pressionar o pedal, e evite reposicionar durante o ciclo. Manter uma superfície de contacto limpa é essencial — pó, rebarbas ou detritos podem manter o material ligeiramente fora de esquadro, conduzindo diretamente a erros angulares. Antes de qualquer série crítica, limpe os dedos com ar comprimido ou uma limpeza cuidadosa.
Para protótipos, defina o batente traseiro exatamente na dimensão da aba, acrescentando a sobre‑dobra calculada para compensar o retorno elástico — tipicamente um extra de 2–5° para aço. Teste em peças de sucata para validar o alinhamento; uma máquina bem mantida consegue repetir dobras com ±0,0005″ de precisão quando as guias estão corretamente apertadas. Guias soltas podem causar desalinhamento aparente mesmo quando as definições do batente estão corretas. Em peças longas, usar dedos duplos prende a peça a esquadro, reduzindo erros de reposicionamento até 80%.
Fique atento ao desgaste subtil: dedos dobrados mais de 0,5 mm ao longo do seu comprimento imitam os efeitos da deflexão da máquina. Substitua‑os se a retidão se desviar mais de 0,01″ por pé. A instabilidade hidráulica pode fazer com que o batente traseiro deslize durante a operação, introduzindo flutuações nos ângulos de dobra; identifique isto cedo para evitar ajustes desnecessários no curso ou variáveis adicionais de calçamento. As propriedades do material também importam — o aço reciclado pode exigir até 30% mais tonelagem que o aço macio, aumentando as hipóteses de escorregamento do batente se a fixação for inadequada. Confirme sempre o certificado do material antes de se comprometer com uma produção completa.
A maioria dos manuais de resolução de problemas trata a deflexão e o desalinhamento como dois problemas separados — corrige‑se um, depois passa‑se ao outro. Na prática, alimentam‑se mutuamente. A flexão da máquina amplifica o desvio do batente traseiro, enquanto maus hábitos com o batente levam os operadores a procurar ângulos de dobra com ajustes no curso que só pioram a flexão. A abordagem experiente é reconhecer como os dois interagem e resolver a causa raiz simultaneamente. Calce o suporte da matriz para contrariar a flexão, refine o procedimento do batente traseiro para eliminar o erro de posicionamento e verifique a sequência de dobras sem depender de correções excessivas de profundidade. Uma vez ambos controlados, até peças longas que antes pareciam impossíveis de manter direitas sairão da quinadeira com ângulos uniformes ao longo do seu comprimento, turno após turno.
Uma quinadeira regista todas as alterações que fez — quer tenha consciência disso ou não. Cada desvio que inseriu para compensar o retorno elástico ou a deflexão da máquina fica armazenado no sistema de controlo até alguém o apagar. Abandonar o posto sem repor esses valores ocultos de profundidade e de batente significa que a primeira dobra do próximo operador amanhã será baseada nas suas definições, não nas dele.
Relatórios da indústria mostram que mais de 40% dos acidentes nas trocas de turno não são causados por mau equipamento — são causados por desvios deixados ativos, levando o curso 2–3 mm mais fundo do que o esperado e partindo matrizes logo no primeiro ciclo. É um erro totalmente evitável.
Antes de desligar, complete um ciclo de calibração completo: regresse o batente traseiro à sua referência zero, traga a profundidade do curso de volta à posição inicial e confirme ambos os valores no ecrã de controlo. Termine com um teste a seco em material de sucata — sem pressão, apenas acione o curso para garantir que todas as folgas correspondem à configuração padrão. Qualquer folga introduzida durante o ajuste fino pode criar desvios “fantasma”, por isso aperte todos os fixadores após os ajustes. Quando feito corretamente, oficinas que monitorizam a tonelagem verificaram que a sua calibração manteve cerca de 95% da precisão de um dia para o outro — sem dobras erradas misteriosas na manhã seguinte.
Repor os seus desvios não é apenas uma questão de etiqueta — é proteção. Ajustes ocultos são os assassinos silenciosos das máquinas.
Todo operador experiente transporta consigo uma “referência” interna para uma prensa dobradora devidamente estacionada — onde o martelo deve repousar, quão recuado o batente deve estar e o ritmo da hidráulica em ponto morto. Se esse ponto for perdido, o turno da manhã pode perder uma hora a repor a máquina em condições normais — ou pior, danificar as ferramentas antes de perceber que algo não está bem.
O procedimento padrão de estacionamento é simples: baixe o martelo até ficar 5–10 mm acima da superfície da matriz (para máquinas hidráulicas, coloque um espaçador de madeira de um quarto de polegada sob cada cilindro para manter a folga constante), retraia totalmente o batente traseiro e alivie a pressão hidráulica até zero antes de desligar. Trave todas as proteções. Só então a máquina deve ser desligada.
Seguir esta sequência evita a “queda inesperada” durante a troca de turno — o mesmo problema responsável por quase um terço das falhas de montagem registadas durante a noite num estudo com 500 máquinas. Um detalhe que os operadores frequentemente ignoram: cortar a energia antes de aliviar a pressão pode deixar força residual suficiente para o martelo descer um milímetro durante a noite. Esse pequeno desvio pode levar o primeiro operador a perder duas horas só para recuperar o alinhamento.
Estacionar a máquina não é apenas rotina — é um aperto de mão entre operadores, uma promessa silenciosa que diz: “Vais começar exatamente onde esperas.”
Nunca entregarias a um cirurgião um bisturi cego — e ainda assim, no trabalho com prensas dobradoras, ferramentas gastas são muitas vezes passadas adiante sem uma segunda verificação. Uma ponta de punção lascada em apenas meio milímetro pode deixar ondulações visíveis em cada dobra e, uma vez usada a ferramenta danificada, o desgaste da matriz começa a ficar desigual desde o primeiro dia.
Antes de terminar o turno, limpa tanto o punção como a matriz com álcool isopropílico; estudos mostram que isso revela 80 % das microfissuras que passam despercebidas em verificações rápidas. Utiliza um pano seco no nariz do punção e na abertura em V, sopra ar comprimido sob o assento da matriz para remover aparas de metal presas e inspeciona sob luz intensa à procura de picadas ou descoloração. Finaliza com uma leve camada de produto protetor e guarda os punções de precisão num armário forrado com gel de sílica para evitar a corrosão provocada pela humidade.
Um hábito distingue consistentemente os operadores com registos impecáveis de dobra de todos os outros: a inspeção tátil. Com a ponta do dedo enluvada, sente o nariz do punção para verificar a uniformidade da afiação. Um único ponto baço — muitas vezes resultado de apenas uma dobra apressada — pode reduzir para metade a vida útil da matriz. Se encontrares danos, substitui imediatamente a ferramenta. Numa auditoria, 73 % dos defeitos inexplicáveis foram atribuídos a punções lascados deixados em serviço durante a noite.
Uma ponta de punção limpa e intacta garante que a próxima dobra fica certa logo na primeira pancada. Qualquer coisa menos do que isso é preparar o fracasso do próximo operador.
O trabalho do dia — todos os ajustes finos, calibrações e precisão arduamente conquistada — não está verdadeiramente terminado até a máquina estar tão pronta para o amanhã quanto estava para ti de manhã. Limpar os desvios apaga todos os vestígios do teu toque nos comandos, restaurando o ponto de referência. Devolvê‑la ao modo de estacionamento coloca‑a numa posição limpa e neutra, e a inspeção final garante que o fio da ferramenta continua tão afiado como antes.
A troca de turno é o momento em que as mãos de um especialista passam o seu ofício para as de outro. A primeira dobra de amanhã já está incorporada na sequência final de hoje. O martelo não está apenas em repouso — está perfeitamente posicionado, à espera exatamente onde o próximo operador o espera encontrar.


















