

ラムがためらい、工場が静まり返り、ブレーキが深く共鳴するうなり声を発した——どのオペレーターも聞かなかったことにしたいような音だ。多くの人は「負荷が大きすぎる」や「材料が悪い」と結論づけがちだが、実際にはその音はラムの位置ずれ、不十分な油圧作動油、または次の部品や場合によっては金型を高価なスクラップに変えてしまう可能性のある問題を示していることが多い。本当の危険は音そのものではなく、原因を特定する前に再起動してしまうことだ。無害な唸りと深刻な機械的警告の間のわずかな差が、事故や$5,000の再調整費用を生む場所である。.
その唸りが問題を意味しているかどうかを判断する最も早い方法は、機械の「デイライト」—トップデッドセンターでのラムとベッドの間の一定の隙間—を測定することだ。新しいオペレーターは、ラムが まっすぐ に見えるため、この測定を省略することが多いが、見た目は多くの位置ずれを隠してしまう。実際、Metalworking Groupのトレーナーによると、訓練生の80%はデイライト測定を行わないためにラムとベッドのねじれを検出できないという。.
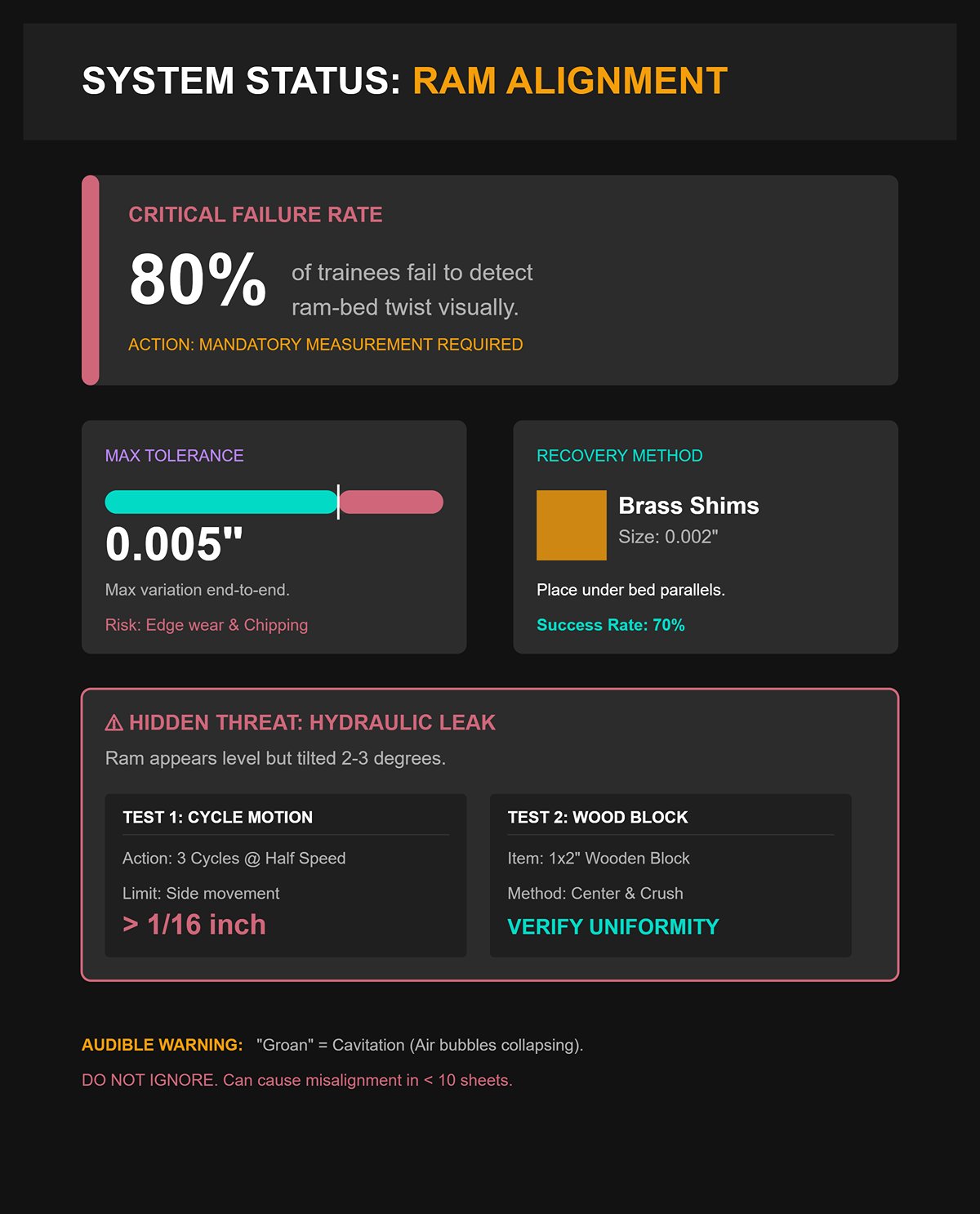
標準的な100トン油圧ブレーキでは、ベッド全体にわたり均一な0.5〜1インチの隙間が見られるはずだ。ストレートエッジと0.001〜0.010インチのフィーラーゲージを組み合わせれば、目では見えないものを明らかにできる。片端からもう片端まで0.005インチ以上の差がある場合、過去の過負荷によるベッドのねじれの可能性が高い。このねじれはパンチが金型に不均一に当たり、初回からエッジの摩耗や欠けを引き起こす。迅速で実績のある修正方法は、ベッドのパラレル下に0.002インチの真鍮シムを置き、再度デイライトを確認することだ。トレーナーによれば、この一手間で70%の新人オペレーターが歪んだ初回曲げを精密で再現性のある結果に変えている。.
注意すべき厄介な問題:ラムは完全に水平に見えても、油圧シリンダーの一つが内部漏れしている場合、2〜3度傾いていることがある。確認するには、工具を使わず半速度でラムを3回サイクルさせ、左右の動きが1/16インチを超えていないかを見る。Metalworking Groupの記録された事例では、油圧作動油内の微細な気泡が崩壊するキャビテーションによるほとんど聞こえない唸りが無視され、オペレーターが10枚の板を曲げた後にベッドが位置ずれした。簡単なテストで防げたはずだ:ベッド中央に1×2インチの木片を置き、ラムをゆっくり下げ、圧痕パターンを確認する。圧縮が均一でない場合は、即座に作業を停止すること。.
ほとんどの場合、その唸りは金属同士の接触ではなく油圧系統の問題を示している。正常に機能するブレーキは、圧力を一定に上昇させる穏やかなハム音を発する。特に起動時に音が低下したり揺らいだりする場合、原因は汚染または空気混入した作動油であることが多い。寒冷時の結露はしばしば水を系統に混入させる。サイトグラスに曇りや乳白色の見え方がある場合は明確な警告だ。少量を採取し、分離速度を観察する。分離が遅い場合は汚染がすでに圧力安定性を妨げている。作動油の約20%を清浄なISO VG46オイルに入れ替えることで、滑らかで信頼性のある性能が回復することが多い。.
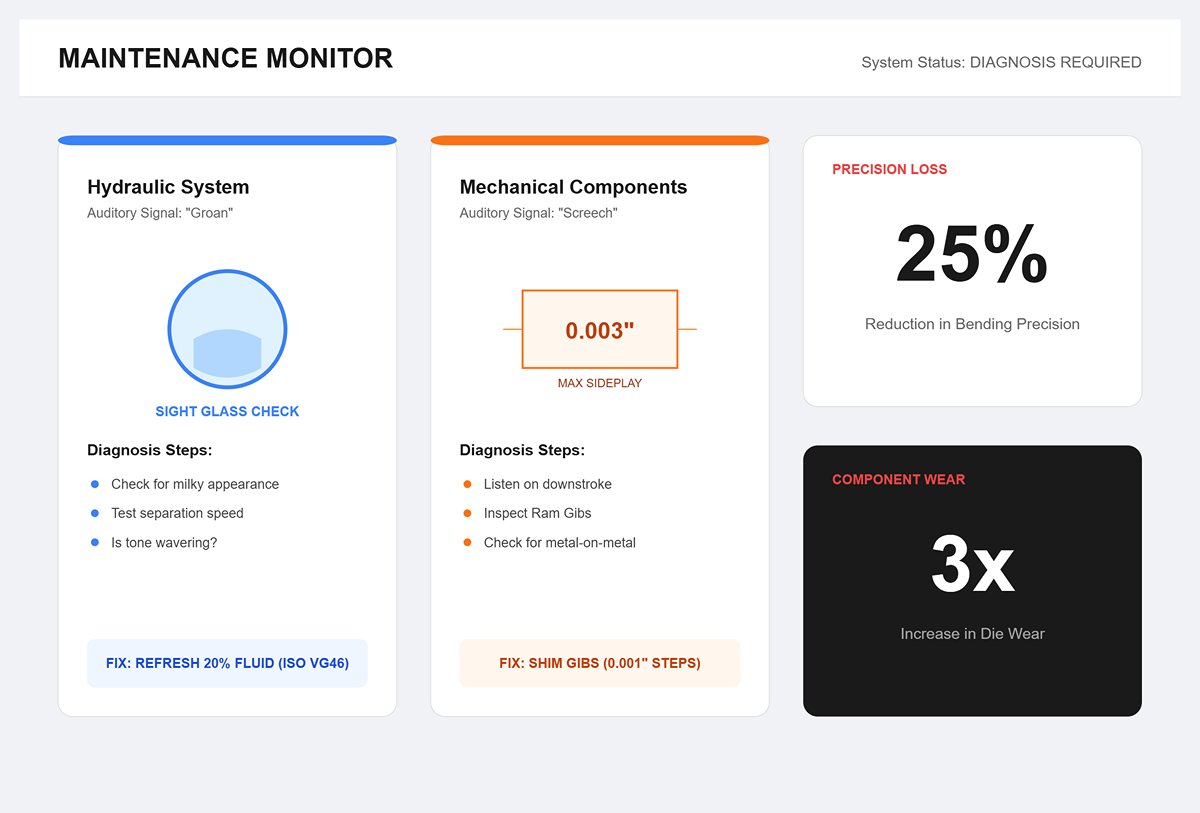
機械的負荷—本物の金属同士の摩耗—は独特な音を持つ。ラムの下降時に鋭く高音のきしみ音がする場合、それはラムを正しく動かすための案内面であるラムギブの摩耗を示している。横方向の遊びが0.003インチを超える場合、0.001インチ単位でギブをシム調整する。これを無視するとラムが横にずれ、金型の片側に過剰な負荷がかかる。500台以上の機械を追跡した欧州の研究では、油圧効率の低下に関連する唸りを無視すると曲げ精度が25%低下し、金型摩耗が3倍になることが示された。オペレーターがよく驚くのは、アルミニウムは振動をあまり減衰しないため、鋼よりも大きな唸りを発し、新人が過負荷のせいだと誤解することだが、実際には油圧が原因であることが多い。.
金型に板を置く前に、ドライランは位置ずれ、タイミング遅延、またはバックゲージの故障を音だけでは検出できない形で明らかにする。標準的な100トンブレーキで約20%のトン数—約4トン—で2〜5回の空サイクルを行うことで、ほとんどの隠れた問題が表面化する。バックゲージのフィンガーを引き、パンチをVダイの約1/32インチ上に紙スリップチェックで中央に配置し、ラムの動きを観察する。ラムは毎秒6〜8インチの速度で滑らかに下降するべきであり、途中でのもたつきや一時停止はサーボ遅延を示す。これはY軸のドウェルを0.5秒延長することで解決することが多い。油圧圧力は60〜80 psiまで安定して上昇し、ヒス音があってはならない。ヒス音はバルブパックの漏れを示し、これはサイクル途中で発生しやすく、最も避けたい故障だ。.
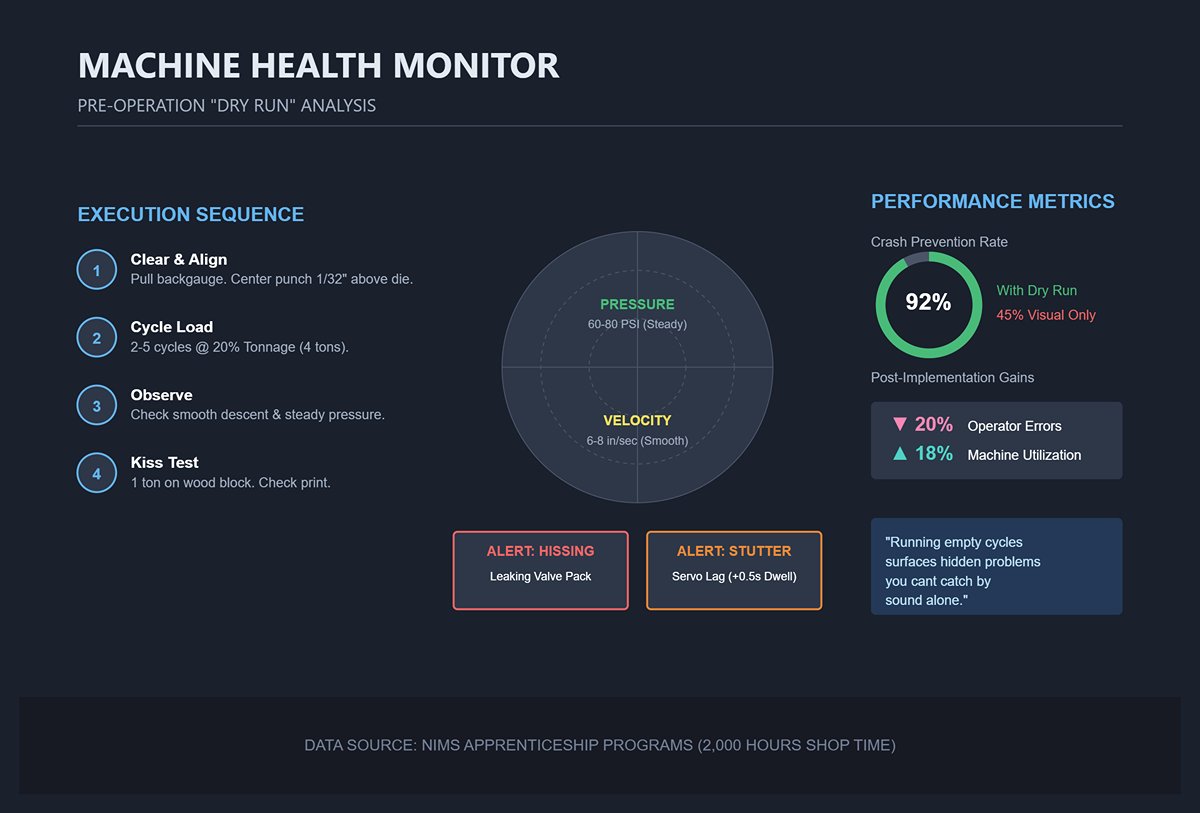
アジアの工場で広く共有されている訓練例では、オペレーターが1回だけドライサイクルを行い、1/8インチ曲がったバックゲージフィンガーを見落とし、次の部品で$800パンチを破損した。その後、工場はドライラン後に必ずオペレーターのフィードバックを行う手順を導入した。この一つの変更でエラーが20%減少し、機械稼働率が18%向上した。.
各ドライランの最後に軽い「キス」テストを行う—ベッド中央の木片に1トンの圧力をかける。真っ直ぐ均一な圧痕は正しい位置合わせを確認し、斜めの圧痕は金型ホルダーに左または右に0.002インチのシムが必要であることを示す。NIMSの見習いプログラムのデータ(2,000時間の工場作業)によれば、ドライランは金属を載せる前に新人のエラーの92%を検出でき、視覚チェックのみの場合はクラッシュ率が45%に達する。.
唸りは永久に停止せよという命令ではない。それは機械が、警告しているのか、あなたを守っているのかを判断するために十分な時間を取るよう求めているのだ。.
初心者の多くは工具を目視で位置合わせし、パンチと金型が「ほぼ中央」に見えれば十分だと考える。しかし実際にはほとんど中央ではない。わずか0.1ミリのずれでも曲げラインが変わり、ラムに横方向の負荷がかかる。その証拠はすぐに現れる:曲げの片側がきつくなったり、中央に浅いカヌー型の反りが出たりする。無害な推測のように感じても、すぐに実害を生む—金型の肩の擦れ、パンチ先端のバリ、大型ブレーキでは油圧シールの同期を崩すわずかなラムの傾きなどだ。.
これは視力の問題ではなく、幾何学の問題だ。1メートルのベッドでは、片端でわずか0.1 mmの位置ずれが全長に拡大し、パンチが片側の金型に深く食い込み、もう片側にはほとんど触れない状態になる。プレスはこれを不均一な抵抗と解釈し、フレームを曲げて補正する。この余分な負荷はサイクルごとに蓄積し、最終的に機械は一方の角度が約2度鋭くなる不均一な曲げを生産するようになる。初回テスト曲げが失敗するのは、ブレーキの力不足ではなく、位置合わせが定量的に確認されていないためだ。解決は、最初の1トンの圧力をかける前に、両端が同じ基準線を共有するよう工具を正しく設置することから始まる。.
正しい位置合わせは、強く押し潰すのではなく、制御された「キス」から始まります。ラムをゆっくり下げます—手動モードが理想的です—パンチの先端が金型の肩に全長にわたってちょうど接触するまで。接触点は均一で音がなく、一方の端に衝撃や目に見える隙間があれば傾きの兆候です。この段階で、熟練のオペレーターは薄いシックネスゲージやダイヤルゲージで両端を確認することが多いです。変動が0.02 mmを超える場合は、ベッドまたは金型ホルダーにシムを入れる必要があります。クランプする前に誤差を修正してください。圧力下でロックされると、工具を完全に分解するまで位置ずれは残ります。.
油圧式やWILAスタイルのセルフアライニングクランプは、このような問題を自動的に修正することを目的としていますが、直定規での確認は依然として必要です。金型座面の下に小さな欠けや盛り上がりがあるだけでも、クランプの調整能力を超えてセンターラインをずらすことがあります。据え付け前にすべての接触面を徹底的に清掃してください。わずか0.05 mmのゴミでも、位置ずれを模して不要な負荷を引き起こします。.
均一な接触が確認できたら、低圧—中型ブレーキの場合は約2トン—をかけて工具を確実に固定します。この圧力は位置合わせの力を働かせるのに十分で、ベッドの歪みを防ぎます。セットアップがまだずれている状態で作業トン数を全力で使うと、テーブルが曲がる可能性があります。据え付け後、全長にわたって接触を再確認してください。滑らかで途切れないキスラインは、パンチと金型が単一の軸を共有し、精密な曲げの準備ができたことを示します。.
サブミリ精度では、最も高感度な計器でも誤った読みを示すことがあります。そのため、多くの工場は驚くほど簡単で効果的な方法—紙テスト—を採用しています。標準的なプリンタ用紙は約0.1 mm厚で、ほとんどのシックネスゲージより薄く、触感で摩擦を検知するのに理想的です。紙を半分に折り、工具の数か所でパンチと金型の間に置きます。ラムを徐々に下げ、紙が均一に引っ掛かるまで進めてから解放します。一方がきつく引っ掛かり、もう一方が滑る場合は、位置合わせがずれています。金型クランプを調整するかシムを微調整して、5つのテストポイント全てで抵抗が均一になるようにします。.
この実践的な確認は、工具クリアランスの信頼できる基準を与えます。全長にわたって均一な引っ掛かりは、約0.5°の角度一貫性に相当し、多くのデジタル測定システムが基準として使用しています。CNCブレーキでは、スクラップブランクで空曲げを行い、両端を測定することで確認できます。左右で2°以上の差がある場合、問題はプログラムではなく機械的な位置合わせか油圧の不均衡にあります。これを修正するには、きつい側の同期ボルトを緩め、両方の読みが一致するまで再レベル調整します。.
クイックチェンジクランプの下に薄い埃や油膜があるだけでも、曲げ途中で0.2 mmの位置ずれを引き起こすことがあります。そのため、クランプ後と最初のテストサイクル後の両方で再確認する価値があります。今紙テストに3分費やすことで、後に予期せぬ角度変動を追いかける時間を1時間節約できるかもしれません。.
金型ベッドを清掃し、低圧で工具を据え付け、製造前に慎重な紙テストを行ってください。紙が全長にわたって均一に引っ掛かる瞬間に注意してください—それが完璧な位置合わせの触感の信号です。次にスクラップ材で試し曲げを1回行います。両端が0.5°以内で一致すれば、理想的なセットアップが達成されています。その後の調整—角度入力、トン数設定、材料補正—はすべてこの基礎の上に成り立ちます。パンチと金型が真のセンターラインを共有すると、ブレーキは滑らかに動作し、騒音が減り、すべての曲げが一貫して予測可能になります。最初の数分の集中が、推測を繰り返し可能な精度に変えます。.
プレスブレーキはセットアップのミスを露骨に示します—たいてい何かを壊すことで。試作品が予想以上に多くのトン数を突然必要とする場合、その原因はほぼ必ず材料の厚さとVダイ開口の不一致です。これが、直感に頼って物理を無視した結果、シールを破損したり、工具を欠けさせたり、ラムを停止させたりする場面です。この関係を理解することで、悪い曲げに反応するのではなく、良い曲げを意図的に形作ることができます。.
エア曲げのトン数要求は材料厚さの二乗に比例し、曲げ長さとダイ開口にも比例します。この二乗要素が、見た目ではわずかに厚く見える板が突然倍や三倍の力を必要とする理由です。簡単に考える方法は次の通りです:
力は、厚さの二乗×曲げ長さ÷ダイ開口に比例します。.
これが小さすぎるダイが失敗する理由です—Vが小さいほど、必要なトン数は急激に増加します。.
最も信頼できる出発点は8倍ルールです:標準的な軟鋼を扱う場合、材料厚さの約8倍のV開口を選びます。これにより、バランスの取れた内半径、管理可能な力、安定したスプリングバックが得られます。薄板の場合は、半径が大きくなりすぎないよう6倍開口が必要になることがあります。試作品や不確実な合金では、10~12倍にすることで半径がやや大きくなる代わりに機械への負荷を軽減できます。.
材料の種類は基準を変えます。ステンレスや高強度鋼は、軟鋼より通常1.3~1.6倍のトン数が必要です。一方、アルミニウムは力が少なくて済みますがスプリングバックが大きくなります。トン数計算はあくまで初期推定とし、材料係数で調整して結果を予測可能に保ちます。.
曲げ長さは線形に比例します—長さを倍にすると力も倍になります—そのため短い試験片では誤解を招くことがあります。計算した必要量に20%以上の安全余裕を加えた値が機械の定格容量内に収まることを必ず確認してください。トン数が高くなりすぎた場合、V開口を広げることが、安全域に力を戻す最も迅速で負担の少ない方法です。.
ダイ選択はトラックのサスペンションのようなものです。硬すぎれば部品が壊れ、柔らかすぎれば制御が失われます。8倍ルールは、エネルギーが増幅されるのではなく吸収されるサスペンションの最適域にあなたを置きます。.
エアベンディングでは、パンチの先端とVダイの両肩だけが接触点となります。板はその間に吊り下げられ、または「浮いた」状態になり、曲げ角度はパンチがダイにどれだけ深く侵入するかによって完全に決まります。材料がVキャビティに完全に沿わないため、必要なトン数は大幅に低くなります。これにより、材料の挙動や最終的な曲げ角度がまだ不確定な試作作業において、エアベンディングは最も寛容な選択肢となります。.
ボトムベンディング—完全圧縮まで行う場合はコイニングとも呼ばれる—では、パンチをダイに押し込み、板がダイの形状に完全に一致するまで行います。これによりスプリングバックがほぼ完全に排除され、内半径を正確に制御できますが、その代償として高いトン数が必要になります。この工程は単に板を曲げるだけではなく、材料を塑性変形させて正確な輪郭に合わせるため、負荷要求が大幅に増加します。.
試作品でボトムベンディングを行うことは、主に3つの理由から重大なリスクを伴います。
適切な計算なしで行ったたった一度のボトムベンドでも、Vダイの肩部が破損したり、摩耗したシールから油圧オイルが漏れたりする可能性があります。安全な方法は単純です。ダイの開口部、パンチ半径、必要トン数、組み込みの安全余裕を確認するまでは、試作品でボトムベンディングを行わないことです。もし設計図面がボトムベンディングを指定している場合は、最初のテストは同一の使い捨て部品で行い、近くにあるスクラップ材では行わないでください。.
エアベンディングをテストコース、ボトムベンディングを高速道路の最高速度走行と考えてください—準備が整うまでは車線変更しないことです。.
適切なVダイと曲げ方法を選んだ後の次の落とし穴は、機械が自動的に正しいパンチ深さを「知っている」と思い込むことです。エアベンディングでは、Y軸の移動が最終的な曲げ角度を直接決定するため、深さは直感ではなく、制御可能で測定可能な変数として扱う必要があります。.
信頼できるセットアップ手順は次の通りです:
Y軸はエアベンドの制御レバーです。わずか0.25mmの調整でも、特に硬い金属では曲げ角度が数度変化することがあります。この精度を習得することで、工程は推測から制御へと変わります。.
これらの原則を適用することで、単に良い曲げを期待するだけでなく、意図を持ってすべての曲げを設計することができます。機械は予測可能になり、予測可能な機械は故障しません。.
熟練したブレーキ操作員を見分ける最も確実な方法は、部品の仕上げではなく、その姿勢です。初心者はラムに正面から向かい、腕を伸ばし、足を固定したまま作業する傾向があります。ベテランはそうしません。片足をわずかに後ろに置き、膝をロックせず、瞬時に動けるように構えます。ルールは簡単です。シートが跳ねたら、金属より先に自分が動くこと。.
胴体をラムの直線的な動作ラインから外しておきましょう。シートが張力を解放して「跳ね上がる」と、その端は反応するより早く弾けます。バックゲージの前方かつ少し横に立つことで、動きが当たるのは空気だけで、肋骨には当たりません。Vラインに手を入れてはいけません。木製の押し棒や磁気フォロワーを使って部品を安定させましょう。指は工具ではありません。視線は作業物と水平に保ちます。下を向くと横方向の滑りが見えなくなります。目の高さなら、シートの端がダイに流れ込む様子を観察でき、圧力が上がる前に送りミスや傾きを発見できます。.
経験豊富な操作員は皆、この「デッドマン」姿勢を取ります。バランスを保ち、距離を置き、考える間もなく引き戻せる構えです。儀式ではなく、駆動部やクラッチ、ゲージに異常が起きたときに安全を確保するための訓練された防御策です。.
プレスブレーキは、制御された伸張によって金属を成形します。パンチが下降すると、シートの外層は伸び、内層は圧縮され、中立軸が移動します。力が解放されると外側の張力が緩み、金属は平らに戻ろうと「スプリングバック」します。この弾性は、習慣ではなくデータによって導けば予測可能です。.
軟鋼は通常2〜5°のスプリングバックを起こすため、92°程度まで意図的に曲げて真の90°に仕上げます。ステンレス鋼はさらに大きく、5〜8°戻ることが多いです。アルミ合金は予測が難しく、ある調質では2〜3°しか戻らない一方、他では大きく変動します。頻繁に曲げ加工を行う工場では、材料と工具の組み合わせごとに実証済みのオーバーベンド値をラベル表示すべきです。これにより、推測作業が再現可能なセットアップに変わります。.
工具の形状もスプリングバックに影響します。エアベンディングでは、シート厚の約8倍のV開口から始めます。大きなVダイは必要トン数が増え、反発が強まります。小さいものは材料を過度にひずませ、ダイのかじりを引き起こす危険があります。ターゲットの内側曲げ半径に合ったパンチ先端半径を選びましょう。鋭い先端は見た目のきれいな曲げを生みますが、応力を集中させ、スプリングバックが不安定になり、早期破損の可能性が高まります。.
厳しい公差が必要な場合は、ボトムベンディングや軽いコイニングを検討してください。必要な力は3〜6倍になりますが、ほぼスプリングバックがありません。これは意図的なトレードオフであり、精度のために高負荷、遅いサイクルタイム、工具の早期摩耗を受け入れるものです。重要な形状や、小さな誤差が組立全体で蓄積する場合にのみ価値があります。.
わずかな不均一な動きは早期警告です。ラムが下降する際に両端を観察し、一方が先に接触したり、部品がダイ壁に傾いたら即停止します。続行するとシートに折り目が入り、工具を損傷する危険があります。現代のブレーキは部分ストロークが可能です—活用しましょう。推定トン数の20〜30%から始め、スクラップで浅い試し曲げを行います。抵抗が一定かを感じ取り、突然のうめき声や金属音があれば、不均一な荷重や座面の異物を示しています。.
未知の材料や新しい工具では、成形ゾーンをゆっくり下降し、完全閉鎖前に一時的な曲げ角度を観察します。制御によっては中間で停止でき、部品に直接角度ゲージを当てて測定できます。これにより、スプリングバック前にシートがどれだけ変形しているかをリアルタイムで把握し、最終深さを微調整できます。停止できない場合は、浅いストロークを複数回行いましょう—3回の軽打ちは、1回の見えない強打より安全です。.
振動が増えたり、機械音が突然変化したら即停止してください。これは荷重経路が変化した明確な信号であり、多くはパンチのずれやバックゲージの滑りによるものです。「紙テスト」で再確認します。パンチとダイの間に紙を差し込み、紙が軽く挟まるまでラムを下げ、端から端まで均一な引き抵抗を確認します。抵抗が不均一なら接触が均一ではなく、さらに圧力をかければ部品がねじれるだけです。.
多くの操作員はスプリングバックを力で克服しようとしますが、熟練者は形状とタイミングの精密な制御で対抗します。高低速で短い無負荷ストロークを繰り返し、油圧バランスを確認してから本番曲げを行います。その後、セットアップごとに試し曲げを1回行い、スクラップに実際の角度と目標角度を書き込みます。1週間の生産でこれらの記録は独自の参照表—汎用チャートよりはるかに正確な「曲げログ」に進化します。.
本当の利点は、身体の位置と工程の意識を組み合わせたときに現れます。ダイに対してわずかにオフセンターに立ち、視線を水平に保つことで、ラムが動いている間に反発の兆しを捉えられます。圧力が解放されるとシートの端が約1mm持ち上がるのが見えます—これがリアルタイムのスプリングバックです。この微細な兆候に基づいて深さを調整すると、試し曲げを繰り返さずに正しい角度を得られることが多いです。実際には、古い「もっと強く打て」習慣より速く、安全で、材料と士気の浪費も大幅に減ります。.
この姿勢と視覚判断の組み合わせを磨けば、スプリングバックは推測ではなくなります。それは定量化できる要素となり、管理可能で予測可能、そして何よりあなたの制御下に置けます。そして手は?危険ゾーンからしっかり離れた場所にあります。.
休止状態では完全に均一に見えるプレスブレーキも、圧力下ではそうはならないことが多く、特に4フィート以上の長い部品を成形する場合に顕著です。いわゆる「カヌー効果」は、曲げ中にラムとベッドがわずかに外側へたわむことで発生します。油圧シリンダーは端に近い部分に最大の力を加えるため、中央は比較的力が弱くなります。その結果、端はよりきつく曲がり、中央はより開き気味になり、場合によっては8°もの差が生じます。10フィートの部品では、この差が正確な90°曲げを中央で98°のたわみに変えてしまいます。.
誤診は頻繁に起こります。操作員は材料のばらつきを疑ったり、スプリングバックだけが原因だと考えたりします。実際には、重鋼製フレームの見かけの剛性は欺くもので、作業トン数下では曲げ角度を変えるほどたわみます。単純で制御されたテストで不確実性を排除できます。機械の全作業長に沿ってスクラップを曲げ、両端と中央の3つの均等な位置で角度を測定します。中央が2〜5°遅れていれば、たわみが確認されたことになります。.
視覚的な手がかりが明確でない場合—例えば日光の隙間がほとんどない場合—は、模擬負荷を使って空運転を行います。ダイススペースにぴったり収まるように切断した硬材ブロックを配置してトン数を再現し、中央部にダイヤルゲージを設置してラムを作動させます。ストロークごとに0.0005〜0.001インチのわずかな落下でも、部品の長さ全体にわたって角度の変動が顕著に現れます。これが確認できれば、原因はオペレーターのミスではなく機械のたわみであり、長尺部品の波打ちの約90%はこの要因に起因します。.
単にコントローラーでラムの深さを増やして補正したくなるものですが、その方法は多くの場合害を及ぼします。Y軸を深く押すと中央部のトン数が20〜30%増加し、試作品を損傷させたり油圧システムに過負荷をかけたり、工具を破損させる可能性があります。制御されたシム方法を用いることで、設備に過度な負荷をかけずにたわみを解消できます。.
シムとは、出力角度が遅れている箇所、通常は機械の中央部に、精密に測定されたストリップ—通常は0.001〜0.005インチの鋼または丈夫な紙—をダイの下に置くことを意味します。まず試し曲げを行って差異を確認します。パンチとダイの間にフィールゲージを挿入して中間ストローク時の最大1 mmの不一致を検出できます。中央にシムを挿入することから始め、端から端まで角度が揃うまで小刻みに外側へ広げます。慎重な調整には最低30分をかけてください。この方法は工具を保護し、セットアップの変更を最小限に抑えます。.
熟練のプレスブレーキオペレーターは、繰り返し生産する場合にはシムを半永久的に設置したままにすることがよくあります。ラム深さの調整から戦略的なシム挿入に切り替えた工場では、スクラップ率が最大半分に減少しました—特に深いチャンネルセクションや長いボックス部品では、不均一な曲げが適合性を損なうためです。力をベッド全体に均等に分散することで、シムはワークやプレスブレーキを変形させる集中圧力のピークを防ぎます。.
バックゲージフィンガーは、各曲げの前に正確で再現性のある位置決めを行うために設計されています—サイクルが始まった後に常に「微調整」するためではありません。フィンガーが作動している状態で感覚的にシートを滑らせるような手動ガイドのように扱うと、曲げごとに1〜2 mmの位置誤差が生じ、すぐにカヌー効果を引き起こします。不均一な接触圧力はフランジの位置をずらし、荷重分布を変化させ、中央部の変動を増幅します。.
最良の方法は、フィンガーを固定ストップとしてのみ使用することです。フットペダルを押す前にシートを完全に直角に合わせ、サイクル中の再位置決めは避けます。清潔な接触面を維持することが不可欠です—埃、バリ、または異物が材料をわずかに直角から外し、直接的に角度誤差を引き起こします。重要な作業の前には、圧縮空気や徹底した拭き取りでフィンガーを清掃してください。.
試作品の場合、バックゲージを正確なフランジ寸法に設定し、スプリングバック補正のために計算されたオーバーベンドを追加します—通常は鋼の場合で2〜5°追加します。スクラップ材でテストして位置合わせを確認します。適切に調整されたギブを持つ良好な状態の機械は、±0.0005インチの精度で曲げを繰り返すことができます。ギブが緩んでいると、ゲージ設定が正確でも見かけ上の位置ずれが発生します。長尺部品では、デュアルフィンガーを使用してワークを直角に固定することで、再位置決め誤差を最大80%減らせます。.
微妙な摩耗に注意してください:フィンガーが長さ方向に0.5 mm以上反っていると、機械のたわみと同じ影響を模倣します。直線性が1フィートあたり0.01インチを超えて逸脱した場合は交換してください。油圧の不安定さは、作業中にバックゲージが漂い、曲げ角度の変動を引き起こすことがあります。これを早期に特定すれば、不必要なラム調整や追加のシム要因を避けられます。材料特性も重要です—再生鋼は軟鋼より最大30%多くのトン数を必要とする場合があり、クランプが不十分だとゲージ滑りの可能性が高まります。フル生産に入る前に必ず材料証明書を確認してください。.
多くのトラブルシューティングマニュアルは、たわみと位置ずれを別々の問題として扱い—片方を修正してからもう片方に進むようにしています。実際には、両者は互いに影響し合います。機械のたわみはバックゲージの漂いを増幅し、バックゲージの扱いが雑だとオペレーターは曲げ角度を追いかけてラムを調整し、それがさらにたわみを悪化させます。熟練者のアプローチは、両者の相互作用を認識し、根本原因を同時に対処することです。たわみを打ち消すためにダイホルダーをシムし、位置誤差を排除するためにバックゲージ手順を改善し、過剰な深さ補正に頼らず曲げ順序を確認します。両方が制御できれば、以前は真っ直ぐに保つのが不可能に思えた長尺部品でも、シフトごとに長さ全体で均一な角度を持ってブレーキから出てくるようになります。.
プレスブレーキは、あなたが行ったすべての調整を—気づいていなくても—記録しています。スプリングバックや機械のたわみを補正するために入力した各オフセットは、誰かが消去するまで制御システムに保存されます。隠れた深さやゲージの値をリセットせずに立ち去ると、翌朝の最初の曲げはあなたの設定に基づいて行われ、次のオペレーターの設定ではなくなります。.
業界報告によると、シフト交代時の事故の40%以上は悪い工具が原因ではなく、残されたオフセットが原因でラムが予想より2〜3 mm深く入り、最初のストロークでダイを割ってしまうことによって発生しています。これは完全に防げるミスです。.
電源を切る前に、完全なキャリブレーションサイクルを行ってください。バックゲージをゼロ基準に戻し、ストローク深さをホーム位置に戻し、両方の値を制御画面で確認します。スクラップ材で空運転を行い—圧力をかけずに—ラムを作動させ、すべてのクリアランスが標準セットアップと一致することを確認します。微調整中に生じた緩みは「幽霊」オフセットを作る可能性があるため、調整後はすべてのファスナーを締めてください。正しく行えば、トン数を追跡している工場では、翌日まで約95%の精度が保持され、朝に不可解な曲げミスが残ることはありません。.
オフセットをリセットすることは単なる礼儀ではなく、保護です。隠れた調整は機械の静かな破壊者です。.
熟練のオペレーターは、適切に駐車されたプレスブレーキの「基準」を心に持っています—ラムがどこに休むべきか、ゲージがどれだけ後退しているべきか、アイドル時の油圧のリズムなどです。この基準を外すと、朝のシフトは機械を通常状態に戻すのに1時間を失い、最悪の場合は何かがおかしいと気づく前に工具を損傷させることになります。.
標準の駐車手順は簡単です。ラムをダイ表面から5〜10 mm上まで下げ(油圧機の場合は各シリンダーの下に1/4インチの木製スペーサーを挿入して隙間を一定に保つ)、バックゲージを完全に後退させ、シャットダウン前に油圧圧力をゼロにします。すべてのガードをロックします。その後にのみ機械の電源を切ります。.
この手順に従うことで、交代時の「予期せぬ下降」を防ぐことができます。これは、500台の機械を対象とした研究で、夜間セットアップ失敗の約3分の1を占める原因と同じ問題です。オペレーターがよく見落とす細かい点として、圧力を抜く前に電源を切ると、残留力が十分に残り、ラムが一晩で1ミリメートルほど下がってしまうことがあります。そのわずかなズレが、翌朝の最初のオペレーターを、位置合わせを取り戻すための2時間の追いかけに追い込むのです。.
機械を「駐車」することは単なるルーチンではありません。それはオペレーター同士の握手であり、「あなたは期待通りの位置から始められる」という静かな約束です。“
外科医に鈍いメスを渡すことはしないでしょう。しかしプレスブレーキ作業では、摩耗した工具が二度目の確認もなく引き継がれることがあまりにも多いのです。わずか0.5ミリの欠けでも、すべての曲げに目に見える波を残します。そして一度損傷した工具を使用すると、ダイの摩耗は初日から不均一に始まります。.
退勤前に、パンチとダイをイソプロピルアルコールで清掃してください。研究によると、これにより日常的なチェックでは見落とされる微細な亀裂の80%が露出します。パンチの先端とV開口部は乾いた布で拭き、ダイ座の下に圧縮空気を吹き込んで金属片を除去し、明るい工場照明の下でピットや変色を検査します。最後に軽く防錆コートを施し、精密パンチはシリカゲルを敷いたキャビネットに保管して湿気による腐食を防ぎます。.
完璧な曲げ記録を持つオペレーターとそうでない人を分ける習慣が一つあります。それは触覚による検査です。手袋をした指先でパンチ先端の鋭さを均一に感じ取ります。わずか一箇所の鈍い部分—多くの場合、たった一度の急ぎ作業によるもの—でも、ダイの寿命を半分に縮めてしまいます。損傷を見つけたら、すぐに工具を交換してください。ある監査では、説明のつかない欠陥の73%が、夜間に使用されたままの欠けたパンチに起因していました。.
清潔で損傷のないパンチ先端は、次の曲げを一発で正確に行えることを保証します。それ以下では、次のオペレーターを失敗に追いやることになります。.
一日の作業—すべての微調整、校正、そして苦労して得た精度—は、機械が翌日あなたが今朝受け取ったときと同じ準備状態になるまで、本当に終わったとは言えません。オフセットをクリアすることで、あなたの操作痕跡をすべて消し、基準値に戻します。駐車位置に戻すことで、機械は清潔で中立な姿勢を取り、最終検査によって工具の刃先が以前と同じ鋭さを保っていることを確認します。.
交代は、一人の熟練者の手から別の熟練者へ技術が渡される瞬間です。明日の最初の曲げは、すでに今日の最終工程の中に組み込まれています。ラムは単に休んでいるのではなく、次のオペレーターが期待する正確な位置で待機しています。.


















