

Ползун замер, в цеху воцарилась тишина, и тормоз издал тот глубокий, гулкий стон — тот самый, который каждый оператор предпочёл бы не слышать. Многие сразу решают, что это означает “слишком большая нагрузка” или “плохой материал”. На самом деле этот звук часто указывает на несоосность ползуна, недостаток гидравлической жидкости или проблему, которая может превратить вашу следующую деталь — и, возможно, пуансоны с матрицами — в дорогостоящий брак. Настоящая опасность не в самом шуме, а в повторном запуске, прежде чем вы определите причину. Именно между безвредным ворчанием и серьёзным механическим предупреждением происходят несчастные случаи — и счета на $5,000 за выравнивание.
Самый быстрый способ определить, означает ли этот стон проблему, — измерить “зазор” станка, то есть постоянный промежуток между ползуном и столом в верхней мёртвой точке. Новички часто пропускают этот тест, потому что ползун кажется прямым, но видимость часто скрывает множественные случаи несоосности. По данным инструкторов Metalworking Group, 80% учеников не обнаруживают перекос между ползуном и станиной просто потому, что никогда не измеряют зазор.
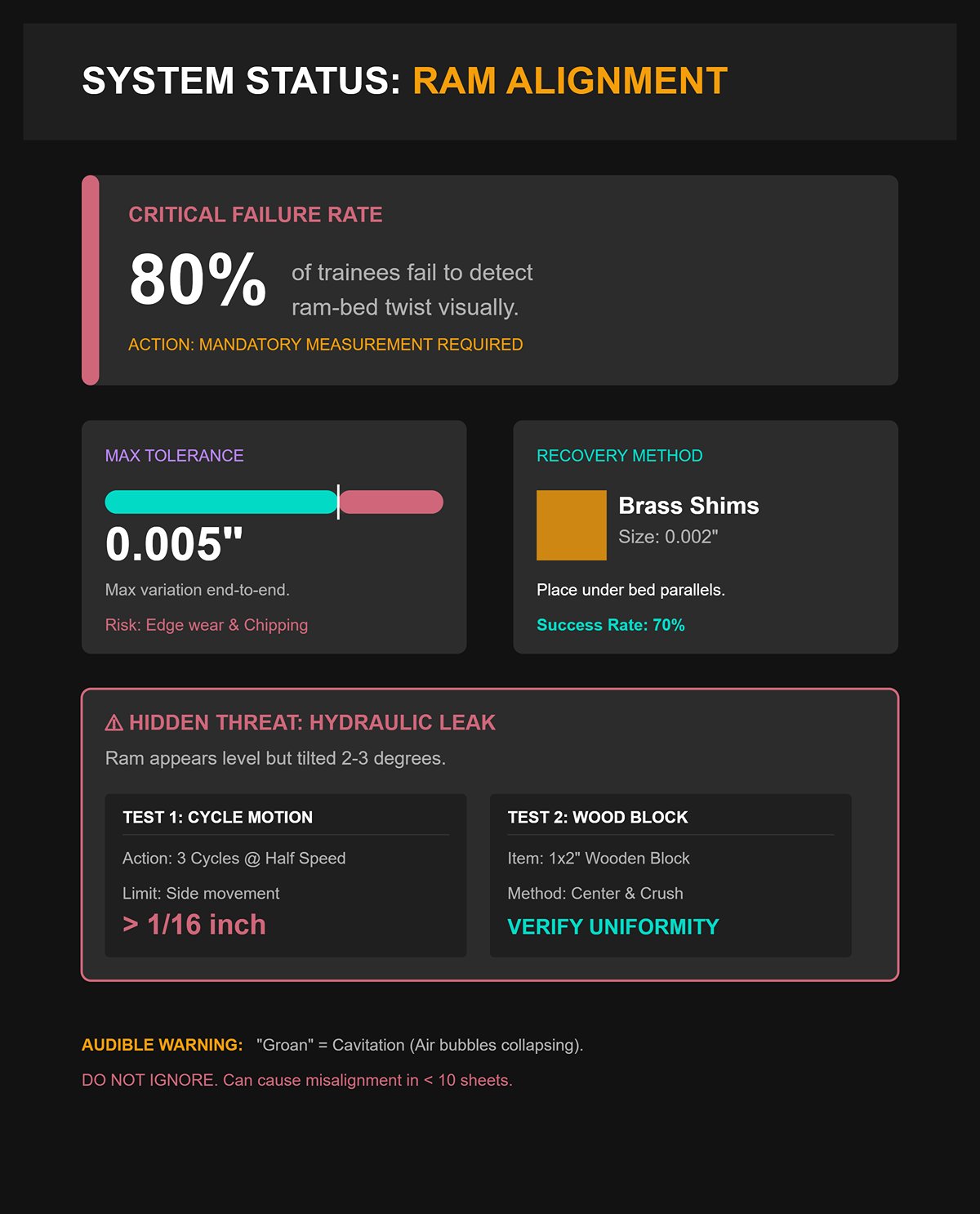
У стандартного 100‑тонного гидравлического пресса вы должны видеть равномерный зазор 0,5–1 дюйм по всей длине стола. Линейка и набор щупов толщиной 0.001–0.010 дюйма покажут то, чего не видит глаз. Если расхождение превышает 0.005 дюйма от одного конца до другого, вероятно, вы имеете дело с перекосом станины, вызванным перегрузкой в прошлом. Такой перекос заставляет пуансон ударять по матрице неравномерно, что ведёт к износу и сколам кромок — даже с первого прохода. Быстрое и проверенное решение — подложить латунные шайбы толщиной 0.002 дюйма под параллели стола, затем снова проверить зазор. Инструкторы отмечают, что этот единственный шаг превращал искривлённые первые сгибы в точные, повторяемые результаты у 70% их новых операторов.
Обманчивая проблема, на которую стоит обратить внимание: ползун может выглядеть идеально горизонтальным, но фактически быть наклонённым на 2–3 градуса, если один из гидроцилиндров имеет внутреннюю утечку. Чтобы проверить, проведите три цикла ползуна на половинной скорости без инструмента и посмотрите, есть ли боковое смещение более 1/16 дюйма. В одном зафиксированном случае из Metalworking Group едва слышный стон, вызванный кавитацией — схлопыванием микроскопических пузырьков воздуха в гидравлической жидкости, — был проигнорирован, и оператор согнул десять листов, выбив станину из выравнивания. Простое испытание могло бы это предотвратить: установите деревянный брусок размером 1×2 дюйма по центру стола, медленно опускайте ползун и изучите след от сжатия. Если давление распределено неравномерно, немедленно прекратите работу.
В большинстве случаев стон указывает на неполадки в гидросистеме, а не на контакт металла с металлом. Исправный пресс создаёт давление с ровным, нарастающим гулом. Если тон понижается или колеблется — особенно при запуске, — причиной часто является загрязнённая или насыщенная воздухом жидкость. Конденсат в холодную погоду часто добавляет воду в систему; мутная или молочная жидкость в смотровом стекле — явный предупреждающий знак. Отберите небольшой образец и посмотрите, как быстро он расслаивается — медленное разделение означает, что загрязнения уже нарушают стабильность давления. Замена примерно 20 % жидкости на чистое масло ISO VG46 обычно восстанавливает плавную, надёжную работу.
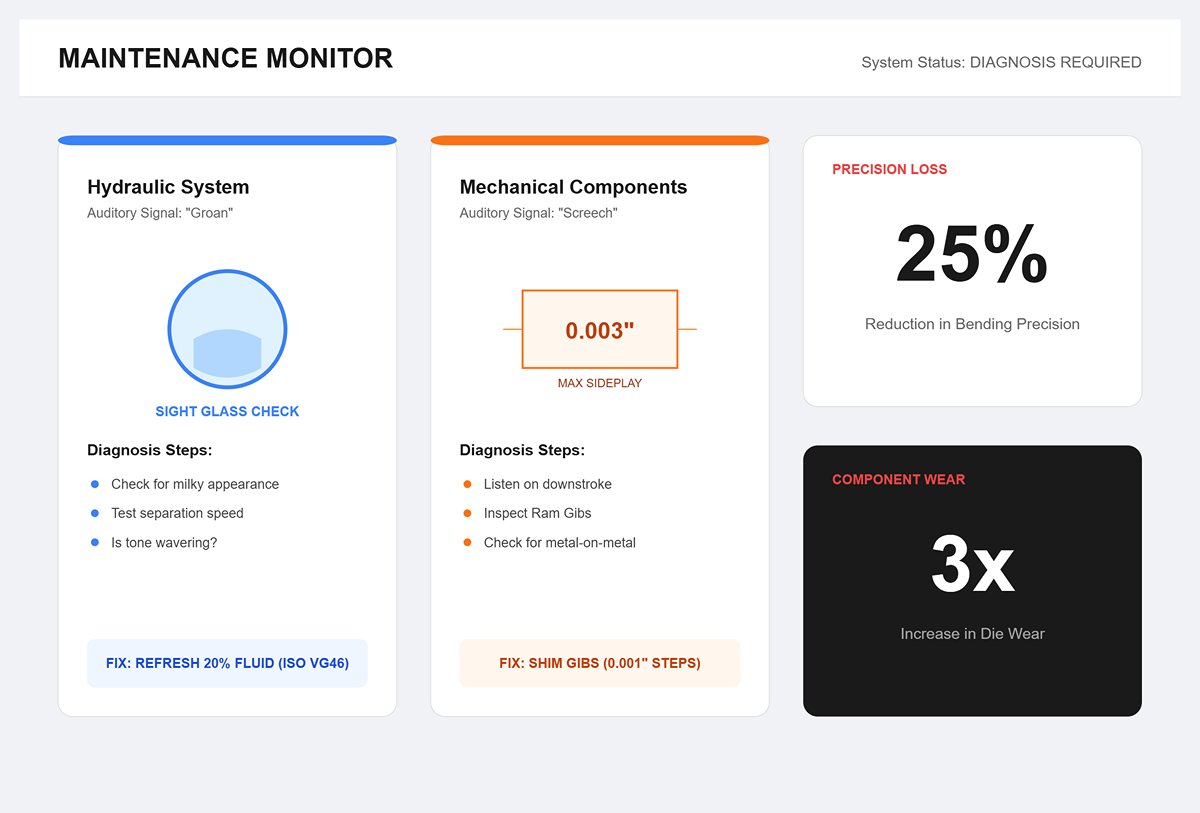
Механическое напряжение — настоящий износ металл‑о‑металл — имеет другой звук: резкий, высокий визг во время хода ползуна вниз. Это обычно указывает на изношенные направляющие ползуна (гибы), обеспечивающие его строго вертикальное движение. Если боковой люфт превышает 0.003 дюйма, регулируйте гибы пошагово, добавляя шайбы толщиной 0.001 дюйм. Игнорирование этого приводит к смещению ползуна в сторону, перегружая одну сторону матрицы. Европейские исследования более 500 станков показали, что игнорирование «стонов», связанных с низкой гидравлической эффективностью, снижает точность гиба на 25 % и утрояет износ матриц. Часто удивляющий операторов факт: алюминий издаёт громче звуки, чем сталь, потому что слабее гасит вибрации, вводя новичков в заблуждение — они обвиняют перегрузку, тогда как виновата гидравлика.
Прежде чем укладывать лист на матрицу, холостой прогон выявит проблемы с выравниванием, задержки тайминга или сбои заднего упора, которые невозможно заметить на слух. Проведите два‑пять пустых циклов примерно при 20 % тоннажа — около 4 тонн для стандартного 100‑тонного пресса — и вы обнаружите большинство скрытых проблем. Отведите пальцы заднего упора, выровняйте пуансон примерно на 1/32 дюйма выше V‑матрицы с помощью проверки листком бумаги и изучите движение ползуна. Он должен опускаться плавно со скоростью 6–8 дюймов в секунду; любое дёрганье или пауза указывают на запаздывание сервооси, которое обычно устраняется увеличением выдержки оси Y на полсекунды. Давление в гидросистеме должно равномерно возрастать до 60–80 psi без шипения; этот звук означает утечку клапанного блока — сбой, который чаще всего происходит в середине цикла, когда это менее всего желательно.
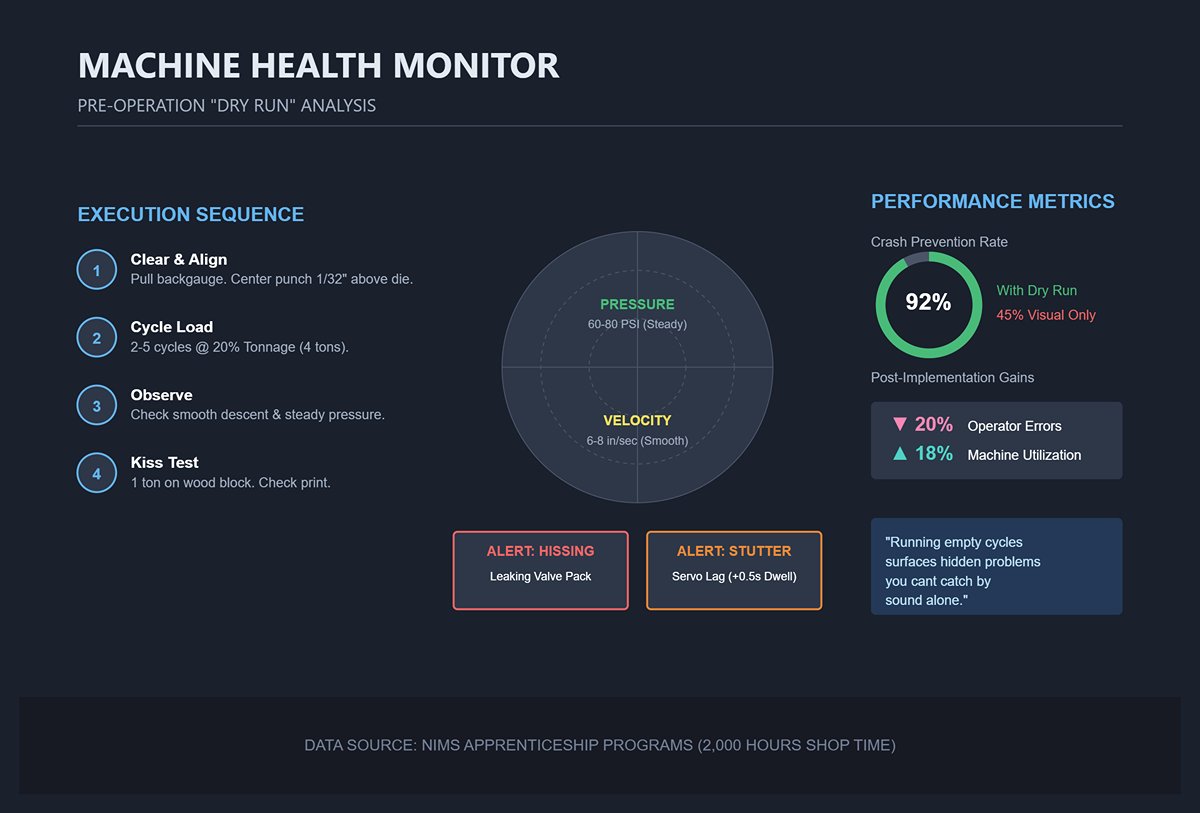
Широко распространённый учебный пример произошёл на одном заводе в Азии: оператор выполнил всего один холостой цикл, не заметил, что палец заднего упора был изогнут на 1/8 дюйма, и сломал пуансон $800 на следующей детали. После этого на предприятии ввели обязательный этап обратной связи оператора после каждого холостого прогона. Это единственное изменение сократило количество ошибок на 20 % и увеличило использование станка на 18 %.
Заканчивайте каждый холостой цикл лёгким “поцелуйным” тестом — приложите 1 тонну давления к деревянному бруску в центре стола. Ровный след от сжатия подтверждает правильную соосность; перекошенный след означает, что держателю матрицы требуется шайба 0.002 дюйма влево или вправо. Данные программы обучения NIMS, охватывающие 2000 часов работы в цеху, показывают, что холостые прогоны выявляют 92 % ошибок новичков до загрузки металла, тогда как при визуальной проверке происходит 45 % аварий.
Стон — это не команда окончательно остановиться. Это просьба машины сделать паузу, чтобы понять, предупреждает ли она вас — или защищает.
Большинство новичков пытаются выровнять инструмент “на глаз”, считая, что пуансон и матрица «достаточно точно» выровнены, если выглядят по центру. Почти никогда это не так. Даже смещение всего на 0,1 мм сдвигает линию гиба настолько, что нагрузка начинает действовать боком. Результат проявляется сразу: одна сторона гиба выходит острее, а по центру появляется лёгкий прогиб, похожий на каноэ. То, что кажется безобидной догадкой, быстро приводит к реальным повреждениям — поцарапанным плечам матрицы, заусенцам на кончике пуансона, а на больших прессах — к лёгкому перекосу ползуна, который нарушает синхронизацию гидравлических уплотнений.
Дело не в плохом зрении — дело в геометрии. На однометровом столе всего 0,1 мм несоосности на одном конце усиливается по всей длине, заставляя пуансон врезаться в матрицу с одной стороны и едва касаться с другой. Пресс воспринимает это как неравномерное сопротивление и компенсирует его, изгибая раму. Это дополнительное напряжение накапливается с каждым циклом, пока машина не начнёт давать изгибы с непостоянными углами — один край получается примерно на два градуса острее. Ваш первый пробный гиб неудачен не потому, что пресса не хватило мощности, а потому, что выравнивание никогда не было подтверждено количественно. Решение начинается с установки инструмента так, чтобы оба конца имели одну и ту же базовую линию, прежде чем приложить первую тонну давления.
Правильное выравнивание начинается с контролируемого “поцелуя”, а не с мощного удара. Опускайте ползун медленно — ручной режим подходит идеально — пока кончик пуансона не коснётся плеч матрицы по всей длине. Эта точка контакта должна ощущаться равномерно и не издавать звука; любой толчок с одного конца или видимый зазор сигнализируют о перекосе. На этом этапе опытные операторы часто проверяют оба конца с помощью тонкого щупа или индикатора часового типа. Если расхождение превышает 0,02 мм, необходимо подложить шим под стол или держатель матрицы. Исправьте ошибку перед зажимом, потому что, как только оснастка зафиксирована под давлением, несоосность останется до полного демонтажа.
Гидравлические и самовыравнивающиеся зажимы WILA призваны автоматически исправлять такие проблемы, но всё равно требуют проверки линейкой. Даже крошечная стружка или выступ на поверхности под матрицей могут сместить ось сильнее, чем способен компенсировать зажим. Перед установкой тщательно очистите все прилегающие поверхности — даже мельчайшие частицы, толщиной всего 0,05 мм, могут имитировать перекос и создать ненужное напряжение.
Как только обеспечен равномерный контакт, подайте небольшое давление — около двух тонн для среднего по размеру пресса — чтобы защёлкнуть оснастку надёжно на месте. Этого достаточно, чтобы задействовать силы выравнивания без риска деформации стола. Применение полной рабочей силы слишком рано может прогнуть стол, если установка ещё неточна. После закрепления снова проверьте контакт по всей длине. Ровная, непрерывная линия касания указывает, что пуансон и матрица теперь находятся на одной оси и готовы к точной гибке.
При точности в доли миллиметра даже самые чувствительные приборы могут давать неверные показания. Поэтому многие цехи используют удивительно простой, но эффективный метод — бумажный тест. Обычная офисная бумага толщиной около 0,1 мм — тоньше большинства щупов, но идеально подходит для определения трения на ощупь. Сложите полоску пополам и разместите её между пуансоном и матрицей в нескольких точках вдоль оснастки. Медленно опускайте ползун, пока бумага не начнёт равномерно цепляться перед тем, как вы её отпустите. Если с одной стороны захват плотнее, а с другой бумага проскальзывает, выравнивание нарушено. Отрегулируйте зажимы матрицы или точно подберите шимы до тех пор, пока сопротивление не будет одинаковым во всех пяти точках проверки.
Этот практический метод даёт надёжную базовую оценку зазора инструмента. Равномерное трение по всей длине соответствует примерно 0,5° угловой一致ности — достаточно точно, чтобы многие цифровые системы измерения использовали это как эталон. На ЧПУ‑прессах можно проверить это, выполнив пробную гибку на обрезке и измерив оба конца. Если разница больше 2° с одной стороны относительно другой, проблема заключается в механическом выравнивании или гидравлическом дисбалансе, а не в программе. Исправьте это, ослабив болты синхронизации на более тугой стороне и переставив уровень до совпадения показаний.
Даже тонкая плёнка пыли или слой масла под быстрозажимными креплениями может сместить выравнивание на 0,2 мм в процессе гибки. Поэтому стоит повторно проверить всё как после зажима, так и после первого тестового цикла. Потратьте три минуты на бумажный тест сейчас — и можете сэкономить час позже, выясняя причину неожиданной разницы углов.
Протрите ложе матрицы, установите оснастку под небольшим давлением и выполните аккуратный бумажный тест перед началом производства. Обратите внимание на момент, когда бумага начинает равномерно зажиматься по всей длине матрицы — это тактильный сигнал идеального выравнивания. Затем сделайте одну пробную гибку на отходах материала. Если оба конца совпадают в пределах половины градуса, вы достигли оптимальной настройки. Все последующие регулировки — установка угла, настройка давления, компенсация материала — строятся на этой основе. Как только пуансон и матрица разделяют одну истинную ось, пресс работает плавно, снижается шум, а каждая гибка получается одинаковой и предсказуемой. Несколько минут сосредоточенной работы в начале превращают догадки в воспроизводимую точность.
Пресс‑гиб имеет прямолинейный способ выявить ошибки настройки — обычно ломая что‑то. Когда прототип внезапно требует значительно больше усилия, чем ожидалось, проблема почти всегда в несоответствии толщины материала и раскрытия V‑матрицы. Именно тогда операторы рвут уплотнения, скалывают инструмент или останавливают ход ползуна, потому что полагались на интуицию вместо физики. Понимание этой взаимосвязи переводит вас от реакции на плохие изгибы к осознанному созданию хороших.
Требуемое усилие для гибки на воздухе растёт пропорционально квадрату толщины материала и масштабируется с длиной гиба и раскрытием матрицы. Этот квадратный фактор объясняет, почему лист, который кажется лишь немного толще, внезапно требует вдвое или втрое больше силы. Проще всего думать так:
Сила пропорциональна толщине в квадрате, умноженной на длину гиба, и делённой на раскрытие матрицы.
Вот почему слишком малые матрицы ломаются — чем меньше V, тем быстрее растёт необходимое усилие.
Наиболее надёжная отправная точка — правило 8×: выбирайте раскрытие V‑матрицы примерно в восемь раз больше толщины материала при работе со стандартной углеродистой сталью. Оно обеспечивает сбалансированный внутренний радиус, приемлемую силу и стабильный возврат упругости. Для тонких листов может понадобиться раскрытие 6×, чтобы избежать слишком большого радиуса; при прототипах или неизвестных сплавах переход на 10–12× снижает нагрузку на пресс, ценой чуть большего радиуса.
Тип материала смещает базовый уровень. Нержавеющая и высокопрочная сталь обычно требуют в 1,3×–1,6× больше усилия, чем мягкая сталь, а алюминий — меньше силы, но вызывает больший возврат упругости. Рассматривайте расчёт усилия как исходную оценку, затем корректируйте её коэффициентом материала для предсказуемых результатов.
Длина гиба растёт линейно — удвойте длину, и усилие удвоится — поэтому короткий пробный купон может ввести в заблуждение. Всегда проверяйте, чтобы рассчитанное значение плюс минимум 20 % запаса безопасности оставались в пределах паспортной мощности машины. Когда усилие слишком велико, увеличение раскрытия V‑матрицы — самый быстрый и наименее проблемный способ вернуть силы в безопасный диапазон.
Думайте о выборе матрицы как о подвеске грузовика. Если она слишком жёсткая, детали ломаются; если слишком мягкая, исчезает контроль. Правило 8× ставит вас в «золотую середину» подвески — там, где энергия поглощается, а не усиливается.
При воздушной гибке вершина пуансона и две кромки V‑матрицы являются единственными точками контакта. Лист удерживается — или “плавает” — между ними, а угол гиба полностью зависит от того, насколько глубоко пуансон проникает в матрицу. Поскольку материал не принимает полностью форму V‑образной полости, требуемое усилие значительно меньше. Это делает воздушную гибку наиболее щадящим вариантом для изготовления прототипов, когда поведение материала и итоговый угол гиба ещё могут быть неопределёнными.
Гибка с прижатием к дну — также известная как «коининг» при полном сжатии — вдавливает пуансон в матрицу до тех пор, пока лист полностью не повторит её форму. Это практически исключает упругое возвращение и обеспечивает точный контроль внутреннего радиуса, но ценой является высокое усилие. Процесс не просто сгибает лист — он пластически деформирует материал, чтобы тот принял точный контур, значительно увеличивая нагрузку.
Гибка прототипа с прижатием к дну создаёт серьёзные риски по трём основным причинам:
Даже один сгиб с прижатием без надлежащих расчётов может привести к разрушению V‑матрицы по её кромкам или к утечке гидравлического масла через изношенные уплотнения. Безопасный подход прост: никогда не выполняйте гибку с прижатием прототипа, пока не подтвердите размеры отверстия матрицы, радиус пуансона, требуемое усилие и запас прочности. Если чертёж требует гибку с прижатием, выполните первый испытательный сгиб на идентичной расходной заготовке — а не на ближайшем обрезке.
Думайте о воздушной гибке как о тестовой трассе, а о гибке с прижатием — как об открытой трассе на высокой скорости: не меняйте полосу, пока не убедитесь, что ваша установка готова к дороге.
После того как вы выбрали подходящую V‑матрицу и метод гибки, следующая ошибка — предполагать, что станок “сам” знает правильную глубину хода пуансона. При воздушной гибке перемещение по оси Y напрямую определяет конечный угол гиба, поэтому глубину необходимо рассматривать как контролируемую и измеряемую переменную, а не как предмет интуиции.
Надёжная процедура настройки выглядит так:
Ось Y — это рычаг управления воздушной гибкой. Всего четверть миллиметра корректировки может изменить угол гиба на несколько градусов, особенно при работе с твёрдыми металлами. Владение этой точностью превращает процесс из угадывания в управляемый.
Применяя эти принципы, вы переходите от надежды на удачный сгиб к инженерному расчёту каждого изгиба. Станок становится предсказуемым — а предсказуемые станки не выходят из строя.
Самый надежный способ определить опытного оператора листогибочного пресса — не по качеству детали, а по стойке. Новички, как правило, стоят прямо напротив ползуна, руки вытянуты, ноги неподвижны. Ветераны — нет. Они держат одну ногу чуть позади другой, колени расслаблены, готовы мгновенно отступить. Правило простое: если лист дернется, ты двигаешься первым — до того, как начнет двигаться металл.
Держите корпус вне прямой линии движения ползуна. Когда лист “подскакивает” при снятии напряжения, его край может щелкнуть быстрее, чем вы успеете среагировать. Встаньте немного впереди и сбоку от заднего упора, чтобы любое движение приходилось только на воздух, а не на ваши ребра. Никогда не тянитесь в зону V‑линиí; используйте деревянный толкатель или магнитный упор для стабилизации заготовки. Ваши пальцы — не инструмент. Держите глаза на уровне детали — взгляд сверху скрывает боковое смещение. На уровне глаз вы видите, как кромка листа входит в матрицу, и можете заметить перекос или неправильную подачу прежде, чем давление возрастет.
Каждый опытный оператор принимает эту “стойку мертвого человека” — сбалансированную, отстранённую и готовую к отступлению без раздумий. Это не ритуал, а отработанная страховка, которая убережет вас, если что-то случится с приводом, муфтой или упором.
Листогибочный пресс формирует металл посредством контролируемого растяжения. Когда пуансон опускается, внешние слои листа растягиваются, внутренние сжимаются, и нейтральная ось смещается. После снятия усилия это внешнее напряжение ослабевает — металл “отпружинивает” обратно в сторону плоскости. Эта упругость предсказуема, если ориентироваться на данные, а не на привычку.
Мягкая сталь обычно отпружинивает на 2–5°, поэтому выполняют прогиб примерно до 92°, чтобы получить истинные 90°. Нержавеющая сталь дает еще больший возврат, часто на 5–8°. Алюминиевые сплавы менее предсказуемы — некоторые состояния разгружаются всего на 2–3°, а другие гораздо сильнее. Любая мастерская, где гибы выполняются регулярно, должна маркировать каждый материал и комбинацию инструмента с указанием проверенных значений перегиба. Это превращает догадки в воспроизводимую настройку.
Геометрия инструмента также влияет на упругий возврат. Для гибки на воздухе начните с V‑канала примерно в восемь толщин листа. Более широкие V‑матрицы требуют большего усилия и усиливают пружинение; меньшие — рискуют перерастянуть материал и вызвать задиры матрицы. Выбирайте радиус пуансона в соответствии с желаемым внутренним радиусом гиба. Более острый носик может дать более четкий сгиб, но концентрирует напряжение — что приводит к непредсказуемому возврату и повышенному риску преждевременного растрескивания.
Когда необходимы точные допуски, используйте осадочную гибку или легкое чеканение. Это требует в три–шесть раз большего усилия, но практически исключает упругий возврат. Это осознанный компромисс: большее давление, более медленный цикл и ускоренный износ инструмента в обмен на точность. Он оправдан только для ответственных геометрий или когда мелкие ошибки могут накапливаться в сборке.
Любое проявление неравномерного движения — ранний сигнал тревоги. Следите за обоими концами ползуна при его опускании: если одна сторона касается первой или деталь наклоняется к стенке матрицы — немедленно остановитесь. Продолжение приведет к залому листа или повреждению инструмента. Современные прессы позволяют частичные ходы — используйте это. Начните с 20–30 % от предполагаемого усилия и выполните пробный сгиб на обрезке. Почувствуйте равномерное сопротивление; внезапный стон или металлический щелчок означают неравномерную нагрузку или мусор на опорной поверхности.
При работе с незнакомыми материалами или новым инструментом опускайтесь медленно через зону деформации и наблюдайте временный угол гиба до полного закрытия. Некоторые системы позволяют приостанавливать процесс, чтобы измерить угол на детали угломером. Это дает фактическое представление о степени пластической деформации до упругого возврата и позволяет точно настроить глубину. Если пресс не поддерживает паузу, выполните несколько мелких проходов — три легких удара гораздо безопаснее, чем один вслепую.
Немедленно остановите операцию, если чувствуете усиление вибрации или замечаете внезапное изменение звука машины. Это явный сигнал, что путь нагрузки изменился — часто из-за перекоса пуансона или смещения заднего упора. Проверьте выравнивание с помощью “теста бумагой”: вставьте лист бумаги между пуансоном и матрицей, опустите ползун, пока бумага лишь начнет цепляться, и убедитесь в равномерном трении по всей длине. Если усилие неравномерно, контакт нарушен — и дальнейшее давление только перекрутит деталь.
Большинство операторов пытаются компенсировать упругий возврат увеличением усилия; опытные же делают это точным контролем геометрии и времени. Начните с серии коротких холостых ходов на разных скоростях, чтобы убедиться в гидравлическом балансе перед реальным гибом. Затем для каждой настройки выполните один пробный сгиб и отметьте фактический и целевой углы прямо на обрезке. За неделю производства эти заметки превращаются в персональный справочник по гибке — локальный “журнал гибов”, гораздо точнее любой универсальной таблицы.
Настоящее преимущество появляется, когда вы совмещаете положение тела с внимательностью к процессу. Стоя немного в стороне, с глазами на уровне матрицы, вы замечаете первые признаки отпружинивания еще во время движения ползуна. Вы увидите, как кромка листа поднимается примерно на миллиметр при снятии давления — это упругий возврат в реальном времени. Корректировка по этой едва заметной подсказке часто дает точный угол без многократных пробных гибов. На практике это быстрее, безопаснее и куда экономичнее старой привычки “продавить сильнее”, которая тратит и металл, и мораль.
Когда вы отточите сочетание стойки и зрительной оценки, упругий возврат перестанет быть угадайкой. Он станет измеримым фактором — управляемым, предсказуемым и, главное, полностью под вашим контролем. А ваши руки? Они остаются там, где и должны: далеко от опасной зоны.
Листогибочный пресс, кажущийся идеально ровным в покое, редко ведет себя так под нагрузкой — особенно при формовании деталей длиннее четырёх футов. Так называемый “эффект каноэ” возникает, когда ползун и станина слегка прогибаются наружу во время гиба. Поскольку гидроцилиндры создают наибольшее усилие у концов, центр получает меньшее. В итоге края загибаются сильнее, а середина остается более открытой — порой на восемь градусов. На десятифутовой детали эта разница превращает точный угол 90° в прогиб по центру до 98°.
Ошибочная диагностика — частая проблема. Операторы могут обвинять переменность материала или считать, что причиной является только упругий возврат. На самом деле кажущаяся жесткость даже тяжёлых стальных рам обманчива — при рабочем тоннаже они прогибаются настолько, что изменяют углы гиба. Простое контролируемое испытание может устранить неопределённость: согните обрезок вдоль всей рабочей длины станка и измерьте угол на обоих концах, а также в трёх равномерно расположенных точках по середине. Если центр отстаёт на 2–5°, вы подтвердили прогиб.
Когда визуальные признаки неочевидны — например, минимальные зазоры по свету — выполните холостой цикл с имитацией нагрузки. Разместите блоки из твёрдой древесины, точно подогнанные под пространство матрицы для воспроизведения тоннажа, установите индикатор часового типа на середине пролёта и запустите ход ползуна. Даже измеренное проседание на 0,0005–0,001″ за ход достаточно, чтобы создать заметную вариацию угла по длине детали. Как только это наблюдается, причиной является прогиб станка, а не ошибка оператора — примерно 90% волнистости длинных деталей можно отнести на этот фактор.
Соблазн велик просто увеличить глубину хода ползуна в контроллере для компенсации, но такой подход часто приносит больше вреда, чем пользы. Углубление по оси Y повышает тоннаж в центре на 20–30%, что может повредить прототипы, перегрузить гидросистемы или даже разрушить инструмент. Применение контролируемого метода шима устраняет прогиб без избыточной нагрузки на оборудование.
Подкладывание шима означает размещение точно измеренных полос — обычно стальных 0,001–0,005″ или прочной бумаги — под матрицей в точках, где выходные углы отстают, часто в центре станка. Начните с проведения пробных гибов, чтобы определить расхождение: щуп между пуансоном и матрицей в середине хода может выявить несоответствия до 1 мм. Начните с установки шимов в центре, затем постепенно продвигайтесь к краям, пока углы от конца до конца не совпадут. Отведите как минимум полчаса на тщательную калибровку; процесс сохраняет инструмент и требует минимальных изменений настройки.
Опытные операторы листогибов часто оставляют шимы на месте как полупостоянные приспособления для повторяющихся серий. Цеха, перешедшие от регулировки глубины хода ползуна к стратегическому подкладыванию шимов, снизили уровень брака до половины — особенно при изготовлении глубоких каналов или длинных коробов, где неравномерный гиб нарушает посадку. Равномерное распределение корректирующего усилия по всей длине станины предотвращает локальные пики давления, которые могут деформировать как деталь, так и сам станок.
Пальцы заднего упора предназначены для точного, повторяемого позиционирования перед каждым гибом — а не для постоянной “микроподстройки” после начала цикла. Использование их как ручного направляющего — перемещение листа наощупь при включённых пальцах — вносит позиционную ошибку 1–2 мм на гиб, что быстро приводит к эффекту «каноэ». Неравномерное давление контакта смещает положение фланца, изменяя распределение нагрузки и усиливая колебания по середине пролёта.
Наилучшая практика — использовать пальцы строго как фиксированные стопоры. Полностью выровняйте лист перед нажатием педали и не перемещайте его во время цикла. Очень важно сохранять чистую контактную поверхность — пыль, заусенцы или мусор могут держать материал чуть несоосно, что ведёт напрямую к ошибкам углов. Перед любой ответственной серией очистите пальцы сжатым воздухом или тщательно протрите их.
Для прототипов установите задний упор точно на размер фланца, добавив рассчитанный перегиб для компенсации упругого возврата — обычно дополнительно 2–5° для стали. Проведите испытания на обрезках, чтобы проверить выравнивание; хорошо обслуживаемый станок сумеет повторять гибы с точностью ±0,0005″ при правильно затянутых направляющих. Ослабленные направляющие могут вызвать видимое рассогласование даже при идеальных настройках упора. При длинных деталях использование двух пальцев фиксирует заготовку перпендикулярно, снижая ошибки позиционирования до 80%.
Следите за незаметным износом: пальцы, изогнутые более чем на 0,5 мм по длине, имитируют эффекты прогиба станка. Замените их, если отклонение от прямолинейности превышает 0,01″ на фут. Гидравлическая нестабильность может приводить к дрейфу заднего упора во время операции, создавая колебания углов гиба; выявите это заранее, чтобы избежать ненужной корректировки глубины хода или введения дополнительных переменных шимов. Свойства материала также важны — переработанная сталь может потребовать до 30% большего тоннажа, чем мягкая сталь, увеличивая шанс проскальзывания упора при недостаточном зажиме. Всегда проверяйте сертификат материала перед запуском полной серии.
Большинство руководств по устранению неполадок рассматривают прогиб и рассогласование как две отдельные проблемы — сначала исправить одну, потом переходить к другой. На практике они подпитывают друг друга. Гибкость машины усиливает дрейф заднего упора, а плохие привычки работы с упором заставляют операторов гнаться за углами гиба, регулируя ход ползуна, что только усиливает прогиб. Опытный подход — понять, как эти два фактора взаимодействуют, и устранять их первопричину одновременно. Подложите шим под держатель матрицы для компенсации прогиба, наладьте работу с задним упором для исключения позиционных ошибок и проверьте последовательность гибов без применения чрезмерной глубины хода. Когда оба фактора будут под контролем, даже длинные детали, которые казались невозможными для удержания прямыми, будут выходить с равномерными углами по всей длине, смену за сменой.
Листогиб отслеживает каждую внесённую вами корректировку — осознаёте вы это или нет. Каждое смещение, введённое для компенсации упругого возврата или прогиба станка, остаётся сохранённым в системе управления, пока кто-то его не сбросит. Если уйти, не сбросив эти скрытые значения глубины и упора, первый гиб следующего оператора завтра будет основываться на ваших настройках, а не на его.
Отраслевые отчёты показывают, что более 40% аварий при смене не происходят из‑за плохого инструмента — их вызывает оставленное смещение, заставляющее ползун уйти на 2–3 мм глубже, чем планировалось, и расколоть матрицы уже на первом ходе. Это совершенно предотвратимая ошибка.
Перед выключением питания завершите полный цикл калибровки: верните задний упор в нулевую точку, глубину хода — в домашнее положение и подтвердите оба значения на экране управления. Завершите холостым прогоном на обрезках — без давления, просто выполните цикл хода ползуна, чтобы убедиться, что все зазоры соответствуют стандартной настройке. Любая люфтовая подстройка, внесённая в процессе точной регулировки, может создать “призрачные” смещения, поэтому после регулировок следует подтянуть все крепежи. При правильном выполнении цеха, отслеживающие тоннаж, обнаружили, что их калибровка сохраняла около 95% точности с одного дня на другой — без загадочных ошибок гиба утром.
Сброс смещений — это не просто вежливость, это защита. Скрытые корректировки — тихие убийцы оборудования.
Каждый опытный оператор носит в себе внутренний “эталон” правильной парковки листогиба — где должен покоиться ползун, насколько далеко следует отвести упор, и какой ритм должны держать гидравлика в режиме ожидания. Промахнись по этому ориентиру — и утренняя смена может потерять час на восстановление машины в нормальное состояние, или, что хуже, повредить инструмент, прежде чем понять, что что-то не так.
Стандартная процедура парковки проста: опустите ползун, пока он не окажется на 5–10 мм выше поверхности матрицы (для гидравлических машин подложите под каждый цилиндр деревянный интервал в четверть дюйма, чтобы сохранить зазор постоянным), полностью уберите задний упор и сбросьте гидравлическое давление до нуля перед остановкой. Заблокируйте все ограждения. Только после этого можно отключать питание машины.
Следование этому порядку предотвращает “неожиданное падение” во время смены — ту самую проблему, что стоит за почти третью ночных сбоев настройки в исследовании 500 машин. Одна деталь, которую операторы часто упускают: отключение питания до сброса давления может оставить достаточно остаточной силы, чтобы ползун за ночь опустился на миллиметр. Этот крошечный дрейф может отправить первого оператора в двухчасовую гонку только ради восстановления выравнивания.
Парковка машины — это не просто рутина, это рукопожатие между операторами, тихое обещание, которое говорит: “Ты начнёшь именно там, где ожидаешь”.”
Вы бы не дали хирургу тупой скальпель — но в работе на листогибах изношенный инструмент слишком часто передаётся без повторной проверки. Наконечник пуансона, сколотый всего на полмиллиметра, может оставить заметные волны на каждом изгибе, а после использования повреждённого инструмента износ матрицы начинает идти неравномерно с первого же дня.
Перед окончанием смены очистите пуансон и матрицу изопропиловым спиртом; исследования показывают, что это выявляет 80% микротрещин, не заметных при обычном осмотре. Используйте сухую ткань на носике пуансона и V‑образном отверстии, продуйте сжатым воздухом под посадочным местом матрицы, чтобы удалить застрявшие металлические частицы, и осмотрите под ярким светом цеха на наличие раковин или изменения цвета. Завершите лёгким покрытием консервантом и храните прецизионные пуансоны в шкафу с силикагелевым вкладышем, чтобы предотвратить коррозию от влаги.
Одна привычка неизменно отличает операторов с безупречным рекордом гнутья от остальных: тактильный осмотр. В перчатке проведите пальцем по носику пуансона, проверяя ровную остроту. Один только тупой участок — обычно результат всего одного спешного изгиба — может сократить срок службы матрицы вдвое. Если обнаружили повреждение, замените инструмент немедленно. В одном аудите 73% необъяснимых дефектов были связаны с пуансонами с зазубринами, оставленными в работе на ночь.
Чистый, целый наконечник пуансона гарантирует, что следующий изгиб будет правильным с первого хода. Всё, что хуже, — это подстава для следующего оператора.
Работа дня — вся подстройка, калибровки и выстраданная точность — не завершена по-настоящему, пока машина не готова к завтрашнему дню так же, как она была готова к вам утром. Сброс смещений стирает все следы вашего вмешательства в управление, возвращая её к эталону. Возврат в парковку устанавливает чистое, нейтральное положение, а финальная проверка гарантирует, что кромка инструмента осталась такой же острой.
Смена — это момент, когда руки одного мастера передают своё ремесло другому. Завтрашний первый изгиб уже заложен в сегодняшней финальной последовательности. Ползун не просто отдыхает — он идеально выровнен, ожидая именно там, где его ждёт следующий оператор.


















