

Il martinetto esitò, l’officina cadde nel silenzio e la piegatrice emise quel profondo e risonante gemito — il tipo che ogni operatore preferirebbe far finta di non aver sentito. Molti saltano subito alla conclusione che significhi “carico eccessivo” o “materiale difettoso”. In realtà, quel suono spesso indica un martinetto disallineato, un fluido idraulico insufficiente o un problema pronto a trasformare il tuo prossimo pezzo — e forse anche le tue matrici — in costosi scarti. Il vero rischio non è il rumore in sé; è il riavvio prima di aver individuato la causa. Lo spazio fra un innocuo brontolio e un serio avvertimento meccanico è esattamente dove avvengono gli incidenti — e dove si accumulano costi di riallineamento fino a $5.000.
Il modo più rapido per capire se quel gemito indicava un problema è misurare la “luce libera” della macchina — la distanza costante fra martinetto e banco al punto morto superiore. I nuovi operatori spesso lo saltano perché il martinetto sembra dritto, ma l’apparenza nasconde molti casi di disallineamento. Infatti, i formatori del Metalworking Group riportano che l’80 % dei tirocinanti non riesce a rilevare la torsione martinetto‑banco semplicemente perché non prende mai misure della luce libera.
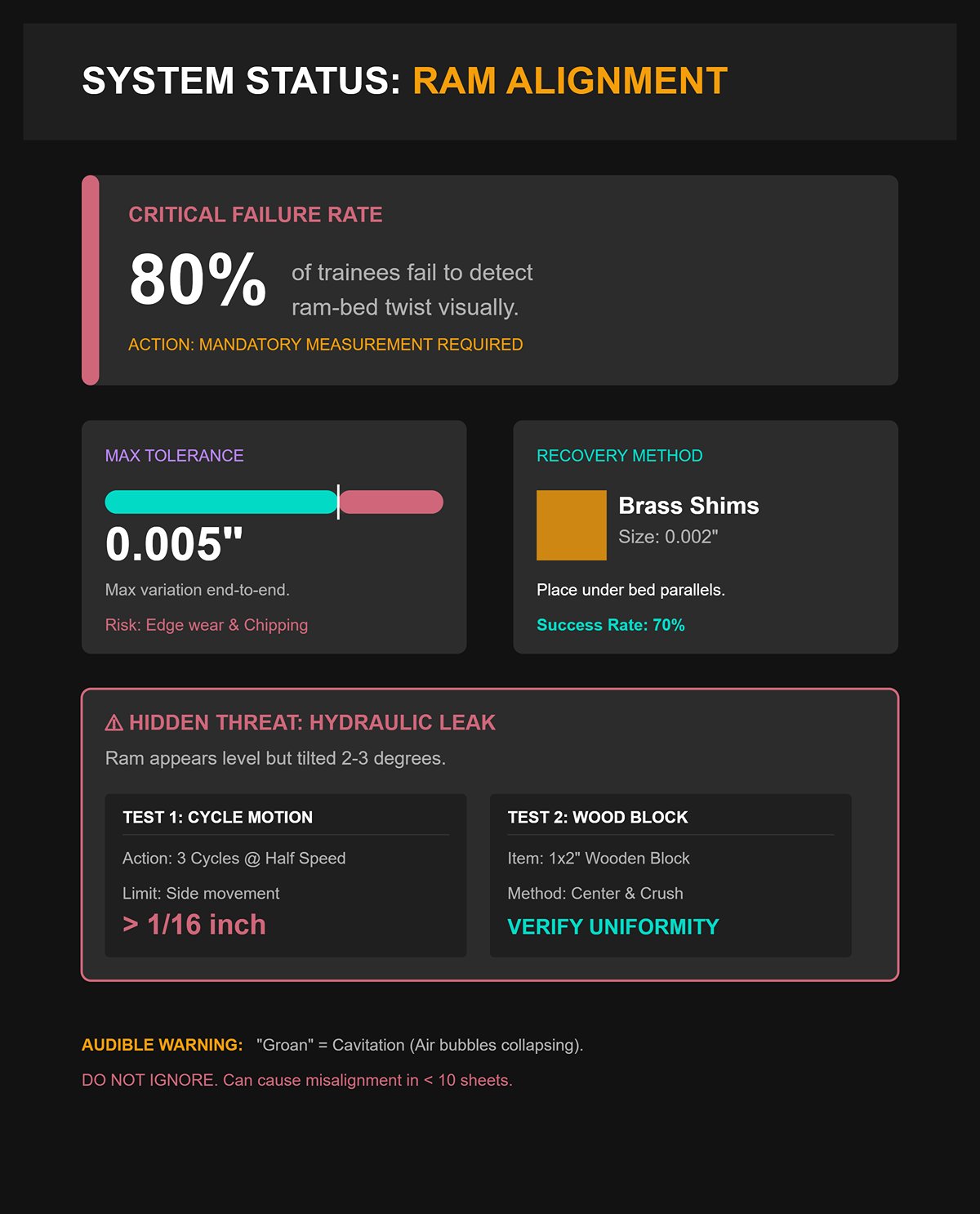
Su una piegatrice idraulica standard da 100 tonnellate, dovresti osservare uno spazio uniforme di 0,5–1 pollice lungo tutto il banco. Una riga combinata con spessimetri da 0,001–0,010 pollici rivelerà ciò che l’occhio non può vedere. Se trovi una variazione superiore a 0,005 pollici da un’estremità all’altra, probabilmente stai affrontando una torsione del banco dovuta a un sovraccarico precedente. Tale torsione provoca un colpo disomogeneo del punzone sulla matrice, con conseguente usura o scheggiatura dei bordi — anche al primo passaggio. Una soluzione rapida e comprovata consiste nel posizionare spessori in ottone da 0,002 pollici sotto i paralleli del banco e poi ricontrollare la luce libera. I formatori affermano che questo singolo passaggio ha trasformato pieghe iniziali deformate in risultati precisi e ripetibili per il 70 % dei loro nuovi operatori.
Un problema ingannevole da tenere d’occhio: il martinetto può sembrare perfettamente livellato, ma essere comunque inclinato di 2–3 gradi se uno dei cilindri idraulici perde internamente. Per controllare, fai compiere al martinetto tre cicli a mezza velocità senza utensili e verifica un movimento laterale superiore a 1/16 di pollice. In un caso documentato dal Metalworking Group, un gemito appena udibile causato da cavitazione — bolle d’aria microscopiche che collassano nel fluido idraulico — fu ignorato finché l’operatore non piegò dieci lamiere e disallineò il banco. Un test semplice avrebbe potuto evitarlo: posiziona un blocco di legno da 1×2 pollici al centro del banco, abbassa lentamente il martinetto ed esamina il segno di schiacciamento. Se la compressione non è uniforme, interrompi immediatamente le operazioni.
Nella maggior parte dei casi, quel gemito segnala un problema nel sistema idraulico piuttosto che un contatto metallo‑su‑metallo. Una piegatrice funzionante correttamente costruisce pressione con un ronzio costante e crescente. Se il tono cala o oscilla — soprattutto all’avvio — la causa è spesso un fluido contaminato o aerato. La condensa in climi freddi introduce frequentemente acqua nel sistema; un aspetto torbido o lattiginoso nel vetro spia è un chiaro segnale d’allarme. Preleva un piccolo campione e osserva quanto rapidamente si separa: una separazione lenta significa che la contaminazione sta già compromettendo la stabilità della pressione. Sostituire circa il 20 % del fluido con olio ISO VG46 pulito spesso ripristina un funzionamento fluido e affidabile.
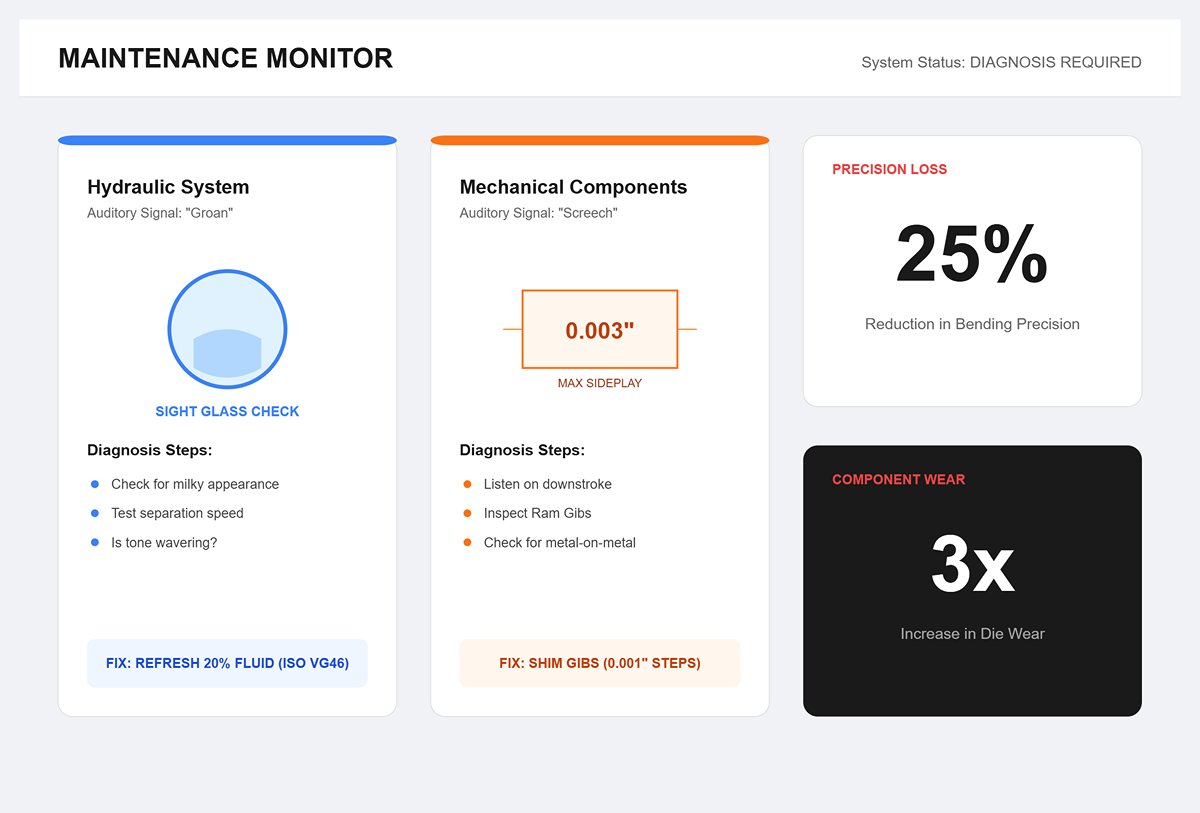
Lo sforzo meccanico — il vero logoramento metallo‑su‑metallo — ha un suono distinto: un acuto stridio durante la corsa discendente del martinetto. Questo di solito indica guide del martinetto usurate, le superfici di scorrimento che garantiscono il movimento perpendicolare. Se il gioco laterale supera i 0,003 pollici, assesta le guide con incrementi di 0,001 pollice. Ignorare questo porta il martinetto a spostarsi lateralmente, esercitando stress eccessivo su un lato della matrice. Studi europei su oltre 500 macchine hanno mostrato che trascurare i gemiti dovuti a inefficienza idraulica riduce la precisione di piegatura del 25 % e triplica l’usura delle matrici. Una sorpresa comune per gli operatori: l’alluminio produce spesso gemiti più forti dell’acciaio perché smorza meno le vibrazioni, inducendo i principianti a incolpare un sovraccarico quando in realtà la causa è l’idraulica.
Prima di posizionare una lamiera sulla matrice, un ciclo a vuoto rivela problemi di allineamento, ritardi di temporizzazione o guasti del riscontro posteriore che non si possono individuare solo dall’ascolto. Eseguire da due a cinque cicli a vuoto a circa il 20 % della portata nominale — circa 4 tonnellate su una piegatrice standard da 100 tonnellate — farà emergere la maggior parte dei problemi nascosti. Sposta i riscontri posteriori fuori dal percorso, centra il punzone a circa 1/32 di pollice sopra la matrice a V usando una semplice prova con un foglio di carta, e osserva il movimento del martinetto. Dovrebbe scendere in modo fluido a 6‑8 pollici al secondo; qualsiasi esitazione o interruzione indica un ritardo del servo, spesso risolvibile allungando la sosta dell’asse Y di mezzo secondo. La pressione idraulica dovrebbe salire con costanza fino a 60‑80 psi senza sibilare; quel suono indica un gruppo valvole che perde, il tipo di guasto che tende a colpire a metà ciclo, quando puoi permettertelo meno.
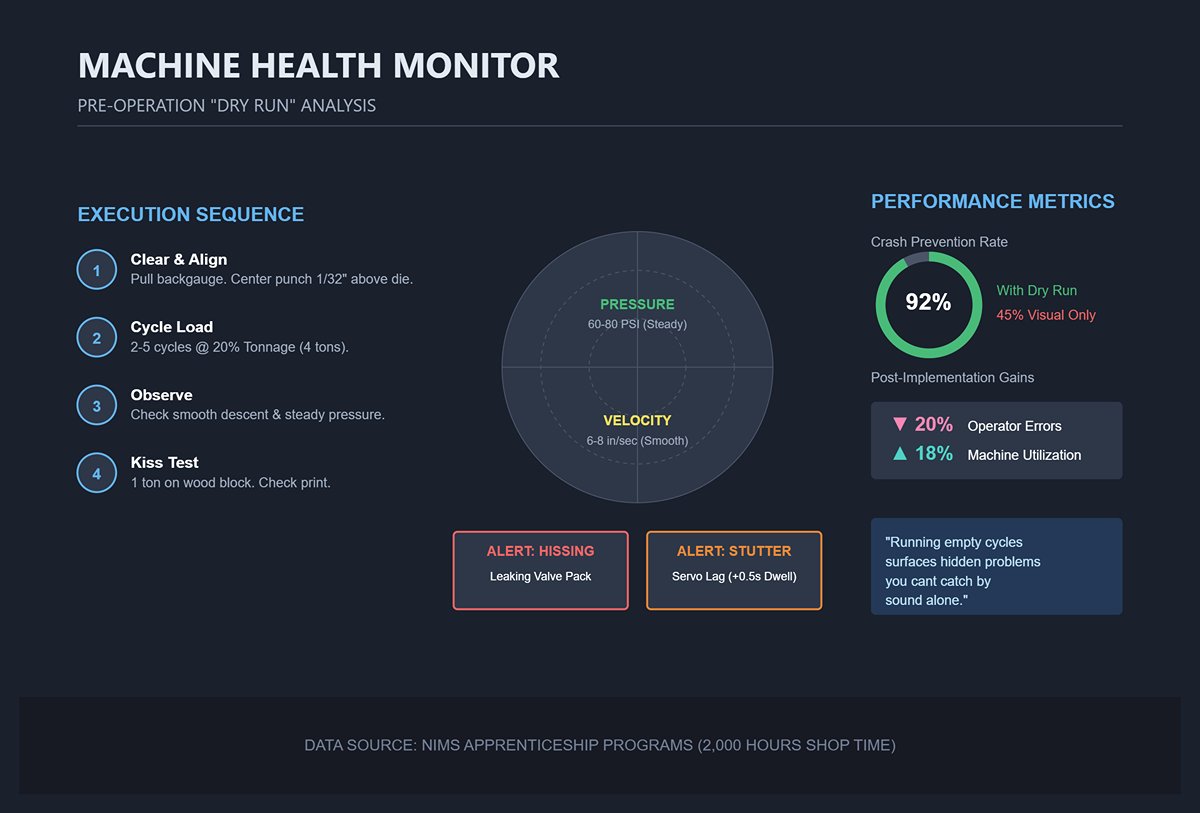
Un esempio di formazione ampiamente condiviso proviene da un impianto in Asia: un operatore eseguì un solo ciclo a vuoto, trascurò un dito del riscontro posteriore piegato di 1/8 di pollice e ruppe un punzone da $800 al pezzo successivo. In seguito, l’impianto introdusse un passaggio obbligatorio di feedback dell’operatore dopo ogni ciclo a vuoto. Quel singolo cambiamento ridusse gli errori del 20 % e aumentò l’utilizzo della macchina del 18 %.
Concludi ogni ciclo a vuoto con un leggero “kiss test” — applica 1 tonnellata di pressione su un blocco di legno al centro del banco. Una schiacciatura dritta e uniforme conferma il corretto allineamento; una schiacciatura inclinata indica che il portamatrici necessita di uno spessore da 0,002 pollici a sinistra o a destra. I dati dei programmi di apprendistato NIMS, che coprono 2.000 ore di lavoro in officina, mostrano che i cicli a vuoto individuano il 92 % degli errori dei principianti prima che venga caricato qualsiasi metallo, rispetto a un tasso di incidenti del 45 % quando gli operatori si basano solo su controlli visivi.
Un gemito non è un ordine di arresto definitivo. È la macchina che ti chiede di fermarti abbastanza a lungo da capire se ti sta avvertendo — o proteggendo.
La maggior parte dei principianti cerca di allineare gli utensili a occhio, supponendo che punzone e matrice siano “abbastanza centrati” quando sembrano esserlo. Quasi mai lo sono. Anche uno scostamento di 0,1 millimetro sposta la linea di piega abbastanza da caricare lateralmente il martinetto. La prova si vede subito: un lato della piega risulta più stretto oppure compare una leggera curvatura a forma di canoa lungo il centro. Quello che sembra un innocuo tentativo a occhio conduce rapidamente a veri danni — spalle della matrice graffiate, bave sulla punta del punzone e, sulle piegatrici più grandi, un martinetto leggermente fuori squadra che manda fuori sincronia le guarnizioni idrauliche.
Non si tratta di un problema di vista scarsa—è una questione di geometria. Su un banco lungo un metro, un semplice disallineamento di 0,1 mm a un’estremità si amplifica lungo tutta la lunghezza, costringendo il punzone a scavare nella matrice da un lato mentre sfiora appena l’altro. La pressa interpreta ciò come resistenza irregolare e compensa flettendo il proprio telaio. Quello stress extra si accumula a ogni ciclo finché la macchina non comincia a produrre pieghe con angoli incoerenti—una delle due estremità risulta più acuta di circa due gradi. Il tuo primo piegamento di prova fallisce non perché la piegatrice mancasse di forza, ma perché l’allineamento non è mai stato verificato quantitativamente. La soluzione inizia con il posizionamento dell’attrezzatura in modo che entrambe le estremità condividano la stessa linea di riferimento prima di applicare la prima tonnellata di pressione.
Un allineamento corretto inizia con un “bacio” controllato, non con una schiacciatura forzata. Abbassa il montante lentamente—la modalità manuale è ideale—fino a quando la punta del punzone incontra le spalle della matrice su tutta la lunghezza. Questo punto di contatto dovrebbe risultare uniforme e non produrre alcun suono; eventuali urti a un’estremità o spazi visibili indicano un’inclinazione. In questa fase, gli operatori esperti spesso controllano entrambe le estremità con uno spessimetro sottile o un comparatore a quadrante. Se la variazione supera 0,02 mm, il banco o il supporto della matrice necessita di uno spessore di regolazione. Correggi l’errore prima di bloccare, poiché una volta serrato sotto pressione, il disallineamento rimane finché l’attrezzatura non viene completamente smontata.
I morsetti idraulici e quelli autoallineanti stile WILA mirano a correggere automaticamente tali problemi, ma necessitano comunque di una verifica con una riga di controllo. Anche una minuscola scheggia o una zona rialzata sotto la sede della matrice può spostare la linea centrale oltre la capacità di compensazione del morsetto. Pulisci accuratamente tutte le superfici di contatto prima del posizionamento—la minima particella di sporco, anche di appena 0,05 mm, può simulare un disallineamento e introdurre tensioni superflue.
Una volta confermato il contatto uniforme, applica una bassa pressione—circa due tonnellate per una piegatrice di media dimensione—per fissare saldamente l’attrezzatura in posizione. Tale quantità è sufficiente per ottenere le forze di allineamento senza rischiare la deformazione del banco. Usare da subito la piena tonnellata di lavoro potrebbe far incurvare il tavolo se l’assetto non è ancora perfetto. Dopo il posizionamento, ricontrolla il contatto lungo tutta la lunghezza. Una linea di bacio liscia e continua indica che punzone e matrice ora condividono un singolo asse e sono pronti per piegature precise.
A precisioni inferiori al millimetro, anche gli strumenti più sensibili possono fornire letture fuorvianti. Ecco perché molti laboratori adottano un metodo sorprendentemente semplice ma efficace—il test della carta. La carta da stampante standard è spessa circa 0,1 mm, più sottile della maggior parte degli spessimetri, ma ideale per rilevare l’attrito al tatto. Piega una striscia a metà e posizionala tra punzone e matrice in diversi punti dell’attrezzatura. Abbassa gradualmente il montante finché la carta si trascina uniformemente prima di essere rilasciata. Se un lato si blocca fortemente mentre l’altro scivola, l’allineamento è errato. Regola i morsetti della matrice o rifinisci gli spessori finché la resistenza risulta uniforme su tutti e cinque i punti di test.
Questo controllo manuale fornisce un riferimento affidabile per la distanza degli utensili. Un attrito uniforme lungo tutta la lunghezza corrisponde a una coerenza angolare di circa 0,5°, abbastanza precisa da essere usata come riferimento da molti sistemi di misurazione digitali. Su piegatrici CNC, puoi verificarlo eseguendo una piegatura a secco su uno scarto e misurando entrambe le estremità. Se c’è più di 2° di differenza da un lato all’altro, il problema risiede nell’allineamento meccanico o nello squilibrio idraulico, non nel programma. Correggilo allentando i bulloni di sincronizzazione sul lato più stretto e ricalibrando finché le due letture coincidono.
Anche un sottile strato di polvere o una macchia d’olio sotto i morsetti a cambio rapido può alterare l’allineamento di 0,2 mm durante la piegatura. Ecco perché vale la pena ricontrollare sia dopo il serraggio sia dopo il primo ciclo di prova. Dedica tre minuti al test della carta ora, e potresti risparmiare un’ora più tardi cercando di correggere variazioni di angolo inattese.
Pulisci il banco della matrice, posiziona l’attrezzatura sotto bassa pressione e svolgi un accurato test della carta prima della produzione. Presta attenzione al momento in cui la carta aderisce uniformemente lungo l’intera lunghezza della matrice—è il segnale tattile del perfetto allineamento. Successivamente, esegui una piegatura di prova su un materiale di scarto. Se entrambe le estremità corrispondono entro mezzo grado, hai ottenuto l’impostazione ideale. Ogni regolazione successiva—angolo d’ingresso, impostazioni di tonnellaggio, e compensazione materiale—si basa su questa fondazione. Una volta che punzone e matrice condividono la stessa linea centrale, la piegatrice lavora in modo fluido, il rumore diminuisce e ogni piegatura risulta coerente e prevedibile. Pochi minuti di concentrazione all’inizio trasformano le congetture in precisione ripetibile.
Una pressa piegatrice ha un modo diretto di rivelare gli errori di impostazione—di solito rompendo qualcosa. Quando un prototipo improvvisamente richiede molto più tonnellaggio del previsto, il problema è quasi sempre la discrepanza tra lo spessore del materiale e l’apertura della matrice a V. È in queste situazioni che gli operatori fanno saltare le guarnizioni, scheggiano gli utensili o bloccano il montante perché si sono affidati all’istinto invece che alla fisica. Comprendere questa relazione ti sposta dalla semplice reazione a pieghe difettose alla formazione deliberata di pieghe accurate.
I requisiti di tonnellaggio per la piegatura all’aria aumentano con il quadrato dello spessore del materiale e si scalano sia con la lunghezza della piega sia con l’apertura della matrice. Quel fattore quadratico spiega perché un foglio che sembra solo leggermente più spesso può improvvisamente richiedere il doppio o il triplo della forza. Un modo semplice di pensarlo è:
La forza è proporzionale al quadrato dello spessore per la lunghezza della piega, diviso per l’apertura della matrice.
Ecco perché le matrici sottodimensionate falliscono—più piccola è la V, più rapidamente il tonnellaggio richiesto schizza alle stelle.
Il punto di partenza più affidabile è la regola dell’8×: scegli un’apertura a V pari a circa otto volte lo spessore del materiale quando lavori con acciaio dolce standard. Offre un raggio interno equilibrato, una forza gestibile e un ritorno elastico costante. Gli spessori sottili possono richiedere un’apertura di 6× per evitare un raggio eccessivamente ampio; per prototipi o leghe incerte, passare a 10–12× riduce lo stress sulla macchina a costo di un raggio leggermente maggiore.
Il tipo di materiale modifica il valore iniziale. L’acciaio inox e gli acciai ad alta resistenza richiedono tipicamente 1,3×–1,6× più tonnellaggio rispetto all’acciaio dolce, mentre l’alluminio necessita di meno forza ma genera maggiore ritorno elastico. Considera il tuo calcolo di tonnellaggio come una stima di base, poi regolalo con un fattore materiale per mantenere risultati prevedibili.
La lunghezza della piega varia linearmente—raddoppia la lunghezza e raddoppi la forza—quindi un breve campione di prova può trarre in inganno. Assicurati sempre che il requisito calcolato più almeno un margine di sicurezza del 20 percento rientri nella capacità nominale della macchina. Quando il tonnellaggio diventa eccessivo, aumentare l’apertura a V è il modo più rapido e meno invasivo per riportare le forze in una zona sicura.
Pensa alla selezione della matrice come alle sospensioni di un camion. Se è troppo rigida, i pezzi si rompono; se è troppo morbida, il controllo scompare. La regola dell’8× ti colloca nel punto ottimale delle sospensioni—dove l’energia viene assorbita anziché amplificata.
Nella piegatura in aria, la punta del punzone e le due spalle della matrice a V sono gli unici punti di contatto. Il foglio è sospeso—o “galleggia”—tra di essi, e l’angolo di piega dipende interamente da quanto il punzone penetra nella matrice. Poiché il materiale non si adatta completamente alla cavità a V, la forza richiesta è molto inferiore. Questo rende la piegatura in aria l’opzione più tollerante per i lavori di prototipazione, dove sia il comportamento del materiale sia l’angolo finale di piega possono essere ancora incerti.
La piegatura a fondo—nota anche come “coining” quando viene spinta fino alla compressione completa—preme il punzone nella matrice finché il foglio non corrisponde esattamente alla forma della matrice. Ciò elimina praticamente il ritorno elastico e garantisce un controllo preciso del raggio interno, ma il compromesso è un’elevata forza necessaria. Il processo non si limita a piegare il foglio; deforma plasticamente il materiale affinché segua un profilo esatto, aumentando notevolmente le esigenze di carico.
Eseguire la piegatura a fondo su un prototipo comporta rischi seri per tre motivi principali:
Anche una sola piegatura a fondo eseguita senza calcoli adeguati può fratturare una matrice a V attraverso le sue spalle o spingere l’olio idraulico oltre le guarnizioni usurate. L’approccio sicuro è semplice: non eseguire mai una piegatura a fondo su un prototipo a meno che tu non abbia verificato l’apertura della matrice, il raggio del punzone, la forza richiesta e il margine di sicurezza incorporato. Se il disegno tecnico richiede la piegatura a fondo, esegui la prima prova su un pezzo identico ma sacrificabile—non sul primo scarto a portata di mano.
Pensa alla piegatura in aria come alla pista di prova e alla piegatura a fondo come all’autostrada a velocità massima—non cambiare corsia finché non sei sicuro che la tua configurazione possa gestire la strada.
Una volta selezionata la giusta matrice a V e il metodo di piegatura, l’errore successivo è presumere che la macchina “sappia” automaticamente la profondità corretta del punzone. Nella piegatura in aria, lo spostamento dell’asse Y determina direttamente l’angolo finale di piega, quindi la profondità deve essere trattata come una variabile controllata e misurabile, non come una questione di intuizione.
Un processo di configurazione affidabile appare così:
L’asse Y è la leva di controllo di una piegatura in aria. Una semplice regolazione di un quarto di millimetro può modificare l’angolo di piega di diversi gradi, specialmente nei metalli più duri. Padroneggiare questa precisione trasforma il processo da un’ipotesi a un controllo effettivo.
Applicando questi principi, passi dal semplice sperare in una buona piega all’ingegnerizzare ogni piega con intenzione. La macchina diventa prevedibile — e le macchine prevedibili non falliscono.
Il modo più sicuro per riconoscere un operatore di pressa esperto non è dal risultato del pezzo, ma dalla sua postura. I principianti tendono ad affrontare la trave frontalmente, con le braccia tese e i piedi fissi. I veterani no. Tengono un piede leggermente dietro l’altro e le ginocchia sbloccate, pronti a muoversi all’istante. La regola è semplice: se il foglio salta, ti muovi tu per primo — prima del metallo.
Tieni il busto fuori dalla linea diretta di corsa del punzone. Quando il foglio “frusta verso l’alto” mentre rilascia la tensione, il suo bordo può schioccare più velocemente di quanto tu possa reagire. Stare un po’ in avanti e di lato rispetto al riscontro posteriore garantisce che eventuali movimenti colpiscano solo l’aria — non le tue costole. Non allungare mai le mani nella linea a V; usa una bacchetta di legno o un seguiparticelle magnetico per stabilizzare i pezzi. Le dita non sono strumenti di bloccaggio. Mantieni gli occhi all’altezza del pezzo — guardare verso il basso nasconde gli scivolamenti laterali. All’altezza degli occhi puoi osservare il bordo del foglio entrare nella matrice e intercettare avanzamenti errati o inclinazioni prima che aumenti la pressione.
Ogni operatore esperto adotta questa postura da “uomo morto”: equilibrata, distaccata e pronta a tirarsi indietro senza pensarci. Non è un rituale; è una misura di sicurezza praticata che ti mantiene al riparo quando qualcosa nel sistema di trasmissione, frizione o riscontro si comporta in modo anomalo.
Una pressa piegatrice modella il metallo tramite stiramento controllato. Mentre il punzone scende, gli strati esterni del foglio si allungano, quelli interni si comprimono e l’asse neutro si sposta. Una volta rilasciata la forza, la tensione esterna si rilassa — il metallo “torna indietro” verso la posizione piana. Questa elasticità è prevedibile se guidata dai dati, non dall’abitudine.
L’acciaio dolce di solito torna indietro di 2–5°, quindi si piega intenzionalmente fino a circa 92° per ottenere un vero 90°. L’acciaio inox spinge ancora oltre, rimbalzando spesso di 5–8°. Le leghe di alluminio sono meno prevedibili — alcuni stati di tempra rilasciano solo 2–3°, mentre altri variano molto di più. Qualsiasi officina che piega regolarmente dovrebbe etichettare ogni combinazione di materiale e utensile con i propri valori comprovati di sovrapiega. Questo trasforma un gioco d’azzardo in un’impostazione ripetibile.
Anche la geometria dell’utensile influenza il ritorno elastico. Per la piegatura in aria, inizia con un’apertura a V circa otto volte lo spessore del foglio. Matrici a V più grandi richiedono più tonnellaggio e amplificano il rimbalzo; quelle più piccole rischiano di sovraccaricare il materiale e causare grippaggio nella matrice. Scegli un raggio del naso del punzone che corrisponda al raggio interno di piega desiderato. Un naso più affilato può produrre una piega più pulita, ma concentra lo sforzo — causando un ritorno elastico irregolare e una maggiore possibilità di crepe premature.
Quando servono tolleranze strette, considera la piegatura a fondo o la leggera coniatura. Richiede da tre a sei volte più forza, ma produce quasi nessun ritorno elastico. È un compromesso deliberato: carichi più alti, cicli più lenti e usura più rapida degli utensili in cambio di precisione. Conviene solo per geometrie critiche o quando piccoli errori possono accumularsi in un assieme.
Qualsiasi accenno di movimento irregolare è un segnale precoce di allarme. Osserva entrambe le estremità del punzone mentre scende: se un lato tocca per primo o il pezzo si inclina contro la parete della matrice, fermati immediatamente. Continuare rischia di piegare il foglio o danneggiare gli utensili. Le presse moderne permettono corse parziali — sfruttale. Inizia con il 20–30 % del tonnellaggio stimato ed esegui una piegatura di prova leggera su uno scarto. Percepisci se la resistenza è uniforme; un gemito improvviso o uno schiocco metallico indicano carico irregolare o detriti sulla superficie di appoggio.
Con materiali sconosciuti o nuovi utensili, scendi lentamente attraverso la zona di formatura e osserva l’angolo di piega temporaneo prima della chiusura completa. Alcuni controlli ti permettono di mettere in pausa a metà ciclo per misurare direttamente l’angolo sul pezzo con un goniometro. Questo fornisce una lettura in tempo reale di quanto il foglio sta cedendo prima del ritorno elastico, consentendoti di regolare con precisione la profondità finale. Se la tua macchina non può fermarsi, effettua invece varie corse leggere — tre passaggi leggeri sono molto più sicuri di un unico colpo “al buio”.
Ferma immediatamente l’operazione se percepisci vibrazioni aumentate o noti un improvviso cambiamento nel suono della macchina. È un chiaro segnale che il percorso del carico è cambiato — spesso a causa di un punzone disallineato o di un riscontro posteriore scivolato. Ricontrolla l’allineamento con il “test della carta”: fai scorrere un foglio di carta tra punzone e matrice, abbassa il punzone finché la carta inizia appena a bloccarsi e verifica una trazione uniforme da un’estremità all’altra. Se la trazione è disomogenea, il contatto non è uniforme — e applicare altra pressione non farà che torcere il pezzo.
La maggior parte degli operatori cerca di contrastare il ritorno elastico applicando più forza; quelli esperti lo compensano controllando con precisione geometria e tempi. Inizia con una serie di brevi corse senza carico a velocità alta e bassa per confermare l’equilibrio idraulico prima di eseguire una vera piegatura. Poi, per ogni configurazione, realizza una piega di prova e annota gli angoli reali rispetto a quelli target direttamente sul pezzo di scarto. Nel corso di una settimana di produzione, queste note evolvono in un foglio di riferimento personalizzato — un “registro di piegatura” locale molto più accurato di qualsiasi tabella generica.
Il vero vantaggio arriva quando unisci la posizione del corpo alla consapevolezza del processo. Stare leggermente fuori centro, con gli occhi allineati alla matrice, ti permette di cogliere il primo accenno di rimbalzo mentre il punzone è ancora in movimento. Vedrai il bordo del foglio sollevarsi di circa un millimetro quando la pressione si rilascia — è il ritorno elastico che avviene in tempo reale. Regolare la profondità in base a quel segnale sottile spesso consente di ottenere l’angolo corretto senza ripetere più pieghe di prova. In pratica è più veloce, più sicuro e molto meno costoso del vecchio “colpiscilo più forte” che spreca sia materiale sia motivazione.
Una volta affinata questa combinazione di postura e giudizio visivo, il ritorno elastico smette di sembrare aleatorio. Diventa un fattore quantificabile — gestibile, prevedibile e, soprattutto, sotto il tuo controllo. E le tue mani? Restano esattamente dove devono stare: ben lontane dalla zona di pericolo.
Una pressa piegatrice che sembra perfettamente uniforme a riposo raramente si comporta così una volta sotto pressione—specialmente quando si piegano pezzi più lunghi di un metro e venti. Il cosiddetto “effetto canoa” si verifica quando il martinetto e il banco si flettono leggermente verso l’esterno durante una piegatura. Poiché i cilindri idraulici applicano la forza maggiore vicino alle estremità, il centro ne riceve comparativamente meno. Di conseguenza, il pezzo si piega più stretto alle estremità, lasciando il centro più aperto—a volte anche di otto gradi. Su un componente di tre metri, tale differenza può trasformare una piega precisa di 90° in un abbassamento al centro di 98°.
La diagnosi errata è un problema frequente. Gli operatori possono incolpare la variabilità del materiale o supporre che il ritorno elastico sia l’unico fattore in gioco. In realtà, la rigidità apparente anche dei telai in acciaio pesante è ingannevole—sotto la forza di lavoro, si flettono abbastanza da alterare gli angoli di piega. Un test semplice e controllato può eliminare l’incertezza: piegare un pezzo di scarto lungo tutta la lunghezza operativa della macchina e misurare l’angolo alle due estremità e in tre punti equidistanti lungo il centro. Se il centro risulta indietro di 2–5°, hai confermato la deformazione.
Quando gli indizi visivi non sono evidenti—come piccoli spazi di luce—esegui un ciclo a vuoto con carico simulato. Posiziona blocchi di legno duro tagliati con precisione per adattarsi allo spazio della matrice, in modo da replicare la forza, piazza un indicatore a quadrante a metà campata e aziona il martinetto. Anche un abbassamento misurato di 0,0005–0,001″ per ciclo è sufficiente a generare variazioni di angolo percepibili lungo la lunghezza del pezzo. Una volta osservato questo fenomeno, la causa principale è la flessione della macchina e non l’errore dell’operatore—circa il 90 % dell’ondulazione nei pezzi lunghi può essere ricondotto a questo fattore.
È allettante aumentare semplicemente la profondità del martinetto nel controllore per compensare, ma questo approccio spesso causa più danni che benefici. Spingere l’asse Y più in profondità aumenta la pressione al centro del 20–30 %, il che può danneggiare i prototipi, sovraccaricare i sistemi idraulici o persino rompere gli utensili. Utilizzare un metodo di spessoramento controllato risolve la flessione senza imporre uno sforzo eccessivo sull’attrezzatura.
Spessorare significa posizionare strisce misurate con precisione—tipicamente acciaio o carta robusta da 0,001–0,005″—sotto la matrice nei punti in cui gli angoli risultano in ritardo, spesso al centro della macchina. Inizia eseguendo pieghe di prova per determinare la disparità: uno spessimetro tra il punzone e la matrice a metà corsa può rivelare disallineamenti fino a 1 mm. Comincia inserendo gli spessori al centro, quindi estendili verso l’esterno a piccoli passi finché gli angoli da un’estremità all’altra non risultano allineati. Concedi almeno mezz’ora per una calibrazione accurata; il processo preserva gli utensili e richiede minime modifiche all’assetto.
Gli operatori esperti di presse piegatrici spesso lasciano gli spessori in posizione come elementi semi‑permanenti per le produzioni ricorrenti. Le officine che sono passate dall’aggiustare la profondità del martinetto all’uso strategico degli spessori hanno visto il livello di scarti ridursi fino alla metà—in particolare con sezioni a canale profondo o pezzi a scatola lunghi in cui le piegature disomogenee compromettono l’accoppiamento. Ripartendo la forza correttiva uniformemente lungo il banco, lo spessoramento previene picchi di pressione concentrati che potrebbero deformare il pezzo o la macchina stessa.
Le dita del battitore sono progettate per un posizionamento preciso e ripetibile prima di ogni piega—non per “micro‑regolazioni” costanti mentre il ciclo è in corso. Trattarle come se fossero una guida manuale—facendo scorrere il foglio a sensazione mentre restano impegnate—introduce un errore di posizione di 1–2 mm per piega, che si accumula rapidamente fino a provocare l’effetto canoa. Una pressione di contatto non uniforme sposta il posizionamento della flangia, modificando la distribuzione del carico e amplificando le variazioni nella campata centrale.
La buona pratica consiste nell’utilizzare le dita esclusivamente come fermi fissi. Squadra completamente il foglio prima di premere il pedale e evita di riposizionarti durante il ciclo. Mantenere pulita la superficie di contatto è essenziale—polvere, bave o detriti possono mantenere il materiale leggermente fuori squadra, portando direttamente ad errori angolari. Prima di qualsiasi lavorazione critica, pulisci le dita con aria compressa o con un’accurata passata.
Per i prototipi, imposta il battitore sull’esatta dimensione della flangia, aggiungendo il sovrapiegamento calcolato per compensare il ritorno elastico—tipicamente 2–5° aggiuntivi per l’acciaio. Esegui prove su pezzi di scarto per verificare l’allineamento; una macchina ben mantenuta può ripetere pieghe con una precisione di ±0,0005″ quando le guide sono correttamente serrate. Guide allentate possono causare disallineamenti apparenti anche quando le impostazioni del battitore sono perfette. Su pezzi lunghi, l’utilizzo di due dita blocca il pezzo in squadra, riducendo gli errori di riposizionamento fino all’80 %.
Attenzione all’usura sottile: dita incurvate più di 0,5 mm lungo la loro lunghezza imitano gli effetti della flessione della macchina. Sostituiscile se la rettilineità devia oltre 0,01″ per piede. L’instabilità idraulica può causare il disallineamento del battitore durante l’operazione, introducendo fluttuazioni negli angoli di piega; individua subito questo problema per evitare inutili regolazioni del martinetto o ulteriori variabili di spessoramento. Le proprietà del materiale contano altrettanto—l’acciaio riciclato può richiedere fino al 30 % in più di pressione rispetto all’acciaio dolce, aumentando la probabilità di scivolamento del battitore se il serraggio non è adeguato. Conferma sempre il certificato del materiale prima di avviare la produzione completa.
La maggior parte dei manuali di risoluzione guasti tratta la flessione e il disallineamento come due problemi separati—prima si corregge uno, poi si procede con l’altro. In realtà, si influenzano a vicenda. La flessione della macchina amplifica la deriva del battitore, mentre abitudini di posizionamento imprecise spingono gli operatori a inseguire gli angoli di piega con regolazioni del martinetto che peggiorano ulteriormente la flessione. L’approccio esperto consiste nel riconoscere come i due fenomeni interagiscono e affrontarne contemporaneamente la causa principale. Spessora il supporto della matrice per contrastare la flessione, perfeziona la procedura del battitore per eliminare l’errore di posizione e verifica la sequenza di piegatura senza affidarti a correzioni eccessive di profondità. Una volta sotto controllo entrambi gli aspetti, anche i pezzi lunghi che un tempo sembravano impossibili da mantenere dritti usciranno dalla pressa con angoli uniformi lungo tutta la loro lunghezza, turno dopo turno.
Una pressa piegatrice tiene traccia di ogni regolazione che hai effettuato—che te ne renda conto o meno. Ogni offset inserito per compensare il ritorno elastico o la flessione della macchina rimane memorizzato nel sistema di controllo finché qualcuno non lo cancella. Se ti allontani senza reimpostare quei valori nascosti di profondità e battitore, la prima piega dell’operatore successivo domani sarà basata sulle tue impostazioni, non sulle sue.
I rapporti di settore mostrano che più del 40 % degli incidenti al cambio turno non è causato da utensili difettosi—ma da offset lasciati attivi, che mandano il martinetto 2–3 mm più in profondità del previsto e spaccano le matrici già alla prima corsa. È un errore completamente evitabile.
Prima di spegnere, completa un ciclo di calibrazione completo: riporta il battitore alla posizione di riferimento zero, riporta la profondità della corsa alla posizione iniziale e conferma entrambi i valori sullo schermo di controllo. Concludi con un ciclo a vuoto su materiale di scarto—senza pressione, semplicemente facendo scendere e risalire il martinetto per assicurarti che tutte le tolleranze corrispondano all’impostazione standard. Qualsiasi gioco introdotto durante la messa a punto può creare “offset fantasma”, quindi serra tutti i fissaggi dopo le regolazioni. Quando viene eseguito correttamente, le officine che monitorano la pressione hanno riscontrato che la loro calibrazione manteneva circa il 95 % della precisione da un giorno all’altro—senza pieghe anomale la mattina successiva.
Reimpostare i propri offset non è solo buona educazione—è protezione. Le regolazioni nascoste sono i killer silenziosi delle macchine.
Ogni operatore esperto porta con sé un “punto di riferimento” interno per una pressa piegatrice parcheggiata correttamente—dove dovrebbe riposare l’ariete, quanto indietro dovrebbe trovarsi il riscontro, e il ritmo dell’idraulica durante il minimo. Mancare questo punto di riferimento può far perdere un’ora al turno del mattino per riportare la macchina alle condizioni normali—o, peggio, danneggiare l’attrezzatura prima ancora di rendersi conto che qualcosa non va.
La procedura standard di parcheggio è semplice: abbassare l’ariete finché non rimane a 5–10 mm sopra la superficie della matrice (per le macchine idrauliche, inserire uno spessore di legno da un quarto di pollice sotto ciascun cilindro per mantenere costante il divario), ritrarre completamente il riscontro posteriore e scaricare la pressione idraulica fino a zero prima dello spegnimento. Bloccare tutte le protezioni. Solo allora la macchina può essere spenta.
Seguire quest’ordine evita il “crollo imprevisto” durante il cambio turno—lo stesso problema che, in uno studio su 500 macchine, è stato la causa di quasi un terzo dei guasti di configurazione notturni. Un dettaglio che gli operatori spesso trascurano: spegnere l’alimentazione prima di scaricare la pressione può lasciare abbastanza forza residua da far scendere l’ariete di un millimetro durante la notte. Quel piccolo spostamento può costare al primo operatore due ore solo per riallineare il tutto.
Parcheggiare la macchina non è solo una routine—è una stretta di mano tra operatori, una promessa silenziosa che dice: “Inizierai esattamente da dove ti aspetti.”
Non consegneresti mai a un chirurgo un bisturi smussato—eppure nel lavoro con la pressa piegatrice, utensili usurati vengono troppo spesso passati avanti senza un secondo sguardo. Una punta di punzone scheggiata anche solo di mezzo millimetro può lasciare ondulazioni visibili in ogni piega, e una volta che l’utensile danneggiato è in uso, l’usura della matrice diventa irregolare fin dal primo giorno.
Prima di terminare il turno, pulire sia il punzone che la matrice con alcol isopropilico; gli studi mostrano che questo rivela l’80% delle micro‑crepe che passano inosservate nei controlli superficiali. Usare un panno asciutto sul naso del punzone e sull’apertura a V, soffiare aria compressa sotto la sede della matrice per rimuovere le scaglie di metallo intrappolate, e ispezionare sotto una forte illuminazione di officina per individuare cavità o scolorimenti. Terminare con un leggero strato protettivo e conservare i punzoni di precisione in un armadio rivestito di gel di silice per prevenire la corrosione dovuta all’umidità.
Un’abitudine che distingue costantemente gli operatori con record di piegature impeccabili da tutti gli altri: l’ispezione tattile. Con un dito guantato, sentire la punta del punzone per verificarne l’uniformità della nitidezza. Un solo punto smussato—spesso risultato di una sola piega affrettata—può dimezzare la vita della matrice. Se si trova un danno, sostituire immediatamente l’utensile. In un audit, il 73% dei difetti inspiegabili è stato ricondotto a punzoni scheggiati lasciati in servizio durante la notte.
Una punta di punzone pulita e intatta garantisce che la prossima piega sia perfetta al primo colpo. Qualsiasi cosa di meno significa preparare il terreno al fallimento per il prossimo operatore.
Il lavoro della giornata — tutte le regolazioni, le calibrazioni e la precisione conquistata — non è veramente finito finché la macchina non è pronta per domani tanto quanto lo era per te questa mattina. Cancellare gli offset elimina ogni traccia del tuo intervento sui comandi, riportandola al suo punto base. Riportarla in posizione di parcheggio le restituisce un assetto pulito e neutro, e l’ispezione finale assicura che il filo dell’utensile rimanga affilato come prima.
Il cambio turno è il momento in cui le mani di un esperto passano il proprio mestiere a un altro. La prima piega di domani è già costruita nella sequenza finale di oggi. L’ariete non sta solo riposando—è perfettamente posizionato, in attesa esattamente dove il prossimo operatore se lo aspetta.


















