

Ram ragu-ragu, bengkel menjadi hening, dan brake mengeluarkan geraman dalam yang beresonansi—jenis suara yang setiap operator lebih suka pura-pura tidak mendengar. Banyak yang langsung menyimpulkan itu berarti “beban terlalu berat” atau “material buruk.” Sebenarnya, suara itu sering menandakan ram yang tidak sejajar, cairan hidrolik yang tidak memadai, atau masalah yang siap mengubah bagian berikutnya—dan mungkin dies Anda—menjadi scrap mahal. Risiko sebenarnya bukan pada suara itu sendiri; melainkan memulai kembali sebelum Anda menemukan penyebabnya. Jarak antara geraman yang tidak berbahaya dan peringatan mekanis serius adalah tepat di mana kecelakaan—dan tagihan penyelarasan ulang senilai $5.000—terjadi.
Cara tercepat untuk menentukan apakah geraman itu berarti masalah adalah mengukur “daylight” mesin—jarak bebas yang konsisten antara ram dan bed di titik mati atas. Operator baru sering melewatkannya karena ram terlihat lurus, tetapi penampilan menyembunyikan banyak kasus ketidaksejajaran. Faktanya, pelatih Metalworking Group melaporkan bahwa 80% peserta pelatihan gagal mendeteksi twist ram-bed hanya karena mereka tidak pernah melakukan pengukuran daylight.
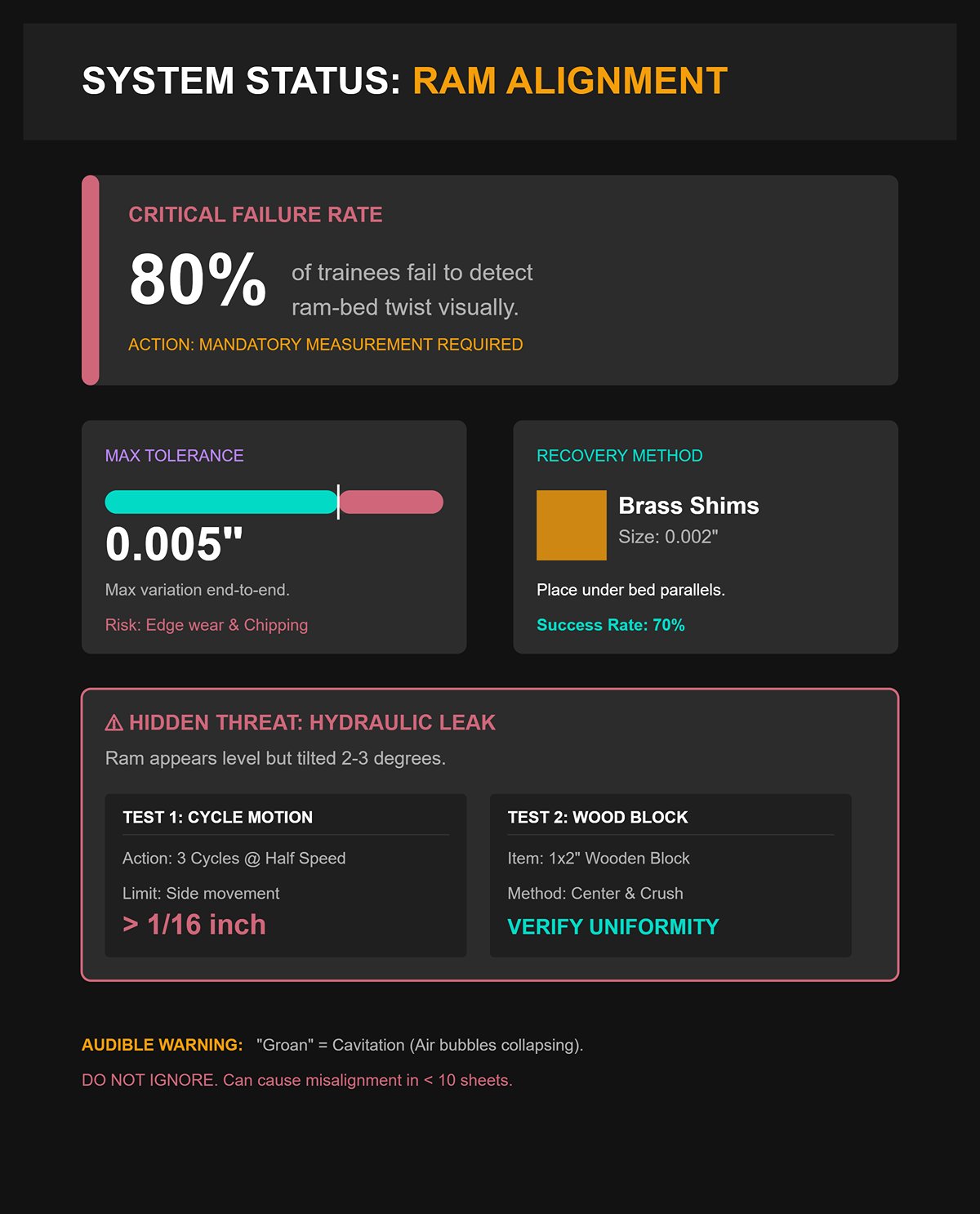
Pada brake hidrolik standar 100 ton, Anda harus melihat celah seragam 0,5–1 inci di seluruh bed. Penggaris lurus yang dikombinasikan dengan feeler gauge 0,001–0,010 inci akan mengungkapkan apa yang tidak bisa dilihat mata Anda. Jika Anda menemukan variasi lebih dari 0,005 inci dari satu ujung ke ujung lainnya, kemungkinan Anda berhadapan dengan bed twist akibat overload sebelumnya. Twist seperti ini menyebabkan punch mengenai die secara tidak merata, yang mengarah ke keausan tepi dan pecah—bahkan pada lintasan pertama. Perbaikan cepat dan terbukti adalah meletakkan shim kuningan 0,002 inci di bawah bed parallels, lalu memeriksa kembali daylight. Pelatih mengatakan langkah tunggal ini telah mengubah bengkokan awal yang melengkung menjadi hasil presisi yang dapat diulang untuk 70% operator baru mereka.
Masalah menipu yang harus diwaspadai: ram bisa terlihat sempurna rata namun tetap miring 2–3 derajat jika salah satu silinder hidrolik bocor secara internal. Untuk memeriksa, jalankan ram melalui tiga siklus dengan kecepatan setengah tanpa tooling, dan lihat apakah ada pergerakan sisi-ke-sisi melebihi 1/16 inci. Dalam satu kasus terdokumentasi dari Metalworking Group, geraman yang nyaris tak terdengar akibat kavitasi—gelembung udara mikroskopis yang runtuh dalam cairan hidrolik—diabaikan hingga operator membengkokkan sepuluh lembar dan membuat bed tidak sejajar. Tes sederhana bisa menghentikannya: letakkan balok kayu 1×2 inci di tengah bed, turunkan ram perlahan, dan periksa pola remukannya. Jika kompresi tidak merata, hentikan operasi segera.
Dalam banyak kasus, geraman itu menandakan masalah pada sistem hidrolik daripada kontak logam-ke-logam. Brake yang berfungsi baik membangun tekanan dengan dengungan yang stabil dan meningkat. Jika nada menurun atau bergetar—terutama saat startup—penyebab utamanya sering cairan yang terkontaminasi atau ter-aerasi. Kondensasi cuaca dingin sering memasukkan air ke dalam sistem; penampilan keruh atau seperti susu di sight glass adalah tanda peringatan yang jelas. Ambil sampel kecil dan amati seberapa cepat ia terpisah—pemisahan lambat berarti kontaminasi sudah mengganggu stabilitas tekanan. Mengganti sekitar 20 persen cairan dengan oli ISO VG46 bersih sering mengembalikan kinerja yang halus dan andal.
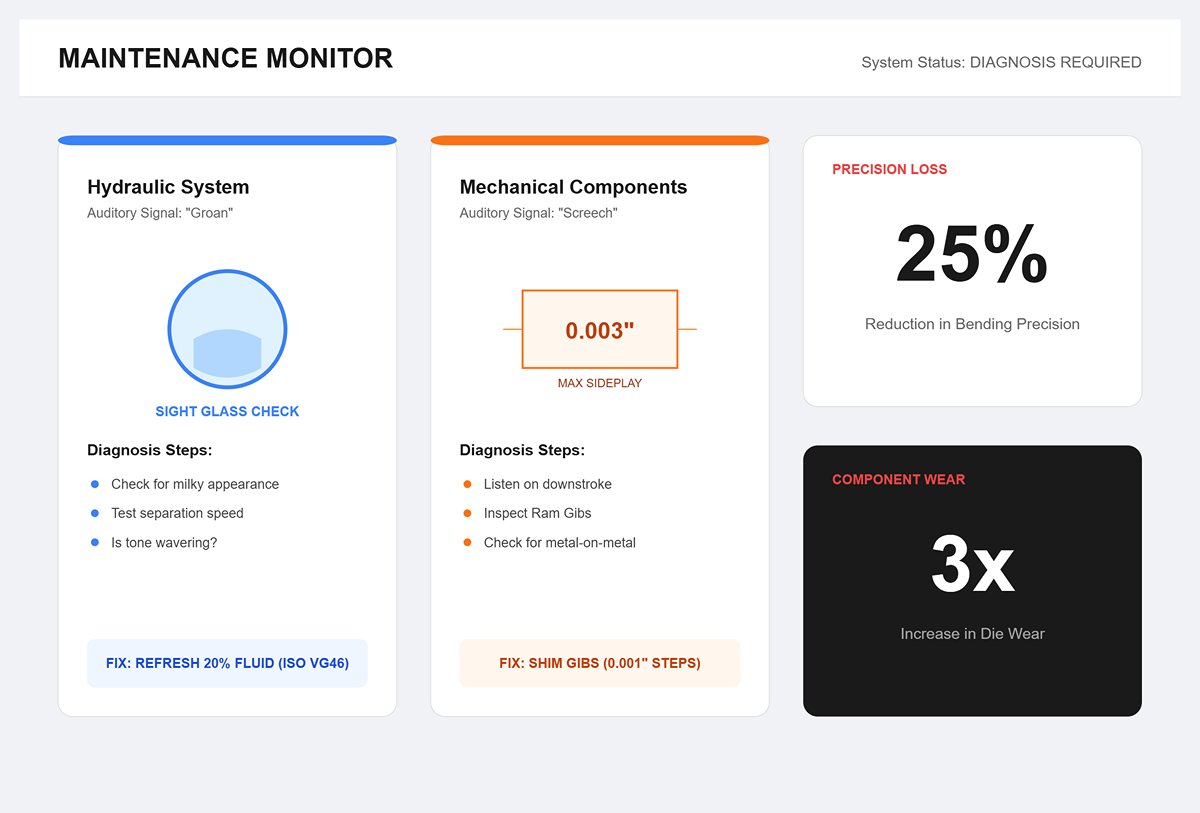
Tegangan mekanis—keausan logam-ke-logam yang sebenarnya—memiliki suara khas: jeritan tajam bernada tinggi saat ram turun. Ini biasanya menunjukkan gibs ram yang aus, permukaan pemandu yang memastikan ram bergerak dengan tepat. Jika kelonggaran samping melebihi 0,003 inci, shim gibs secara bertahap dalam langkah 0,001 inci. Mengabaikannya menyebabkan ram bergeser ke samping, memberikan tekanan berlebih pada satu sisi die. Studi Eropa yang melacak lebih dari 500 mesin menunjukkan bahwa mengabaikan geraman yang terkait dengan efisiensi hidrolik yang buruk mengurangi presisi pembengkokan sebesar 25 persen dan melipatgandakan keausan die. Kejutan umum bagi operator: aluminium sering menghasilkan geraman lebih keras daripada baja karena lebih sedikit meredam getaran, menipu pendatang baru untuk menyalahkan overload padahal sebenarnya hidrolik yang bermasalah.
Sebelum Anda menempatkan lembaran di atas die, dry run mengungkap masalah keselarasan, keterlambatan waktu, atau kerusakan backgauge yang tidak bisa Anda tangkap hanya dari suara. Menjalankan dua hingga lima siklus kosong pada sekitar 20 persen tonase—sekitar 4 ton pada brake standar 100 ton—akan menampilkan sebagian besar masalah tersembunyi. Tarik jari backgauge keluar, posisikan punch sekitar 1/32 inci di atas V-die menggunakan pemeriksaan slip kertas sederhana, dan amati pergerakan ram. Ram harus turun dengan mulus pada 6 hingga 8 inci per detik; setiap tersendat atau berhenti menandakan lag servo, yang sering diatasi dengan memperpanjang dwell sumbu Y setengah detik. Tekanan hidrolik harus naik stabil ke 60–80 psi tanpa desisan; suara itu menunjukkan kebocoran valve pack, jenis kegagalan yang cenderung terjadi di tengah siklus saat Anda paling tidak menginginkannya.
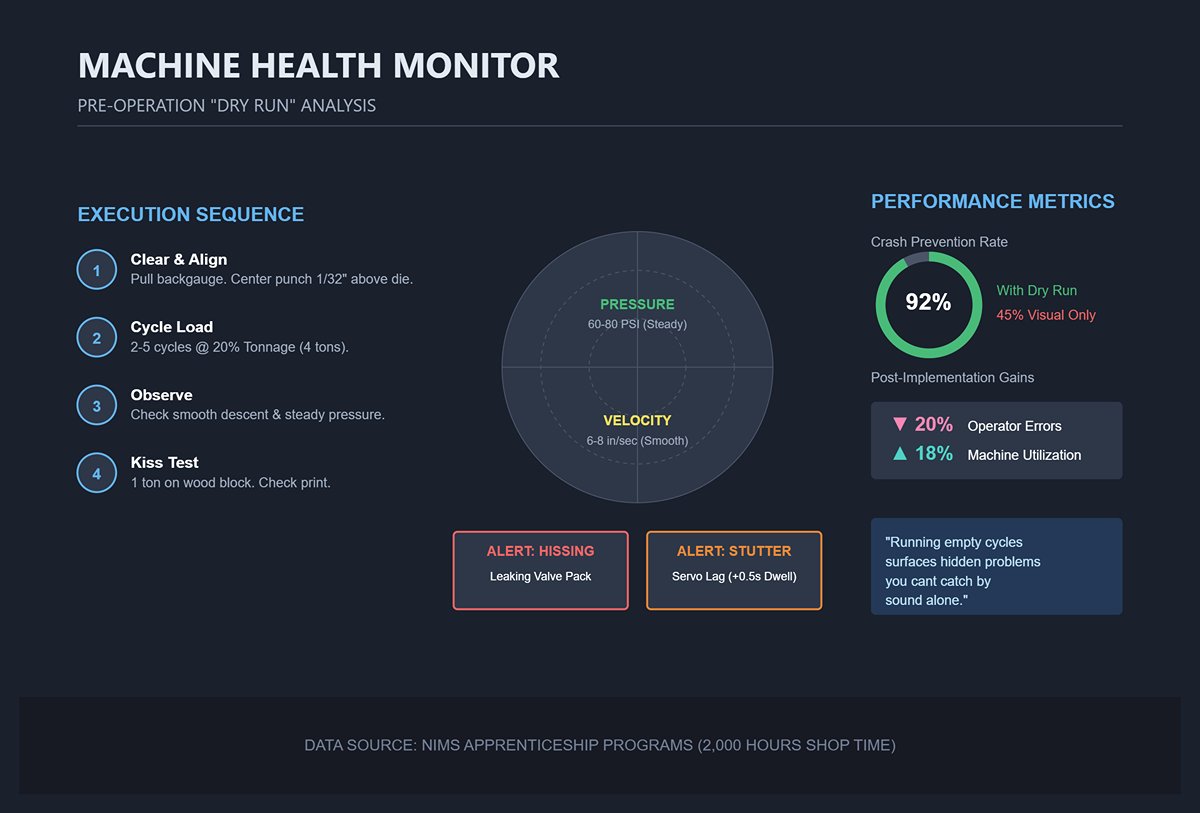
Contoh pelatihan yang banyak dibagikan berasal dari sebuah pabrik di Asia: seorang operator hanya melakukan satu siklus dry run, mengabaikan jari backgauge yang bengkok 1/8 inci, dan menghancurkan punch $800 pada bagian berikutnya. Setelah itu, pabrik memberlakukan langkah umpan balik operator wajib setelah setiap dry run. Perubahan tunggal itu mengurangi kesalahan sebesar 20 persen dan meningkatkan pemanfaatan mesin sebesar 18 persen.
Selesaikan setiap dry run dengan tes “kiss” ringan—berikan tekanan 1 ton pada balok kayu di tengah bed. Remukan yang lurus dan merata mengonfirmasi keselarasan yang tepat; remukan miring menunjukkan bahwa pemegang die memerlukan shim 0,002 inci ke kiri atau kanan. Data dari program magang NIMS, mencakup 2.000 jam waktu bengkel, menunjukkan bahwa dry run menangkap 92 persen kesalahan pemula sebelum logam dimuat, dibandingkan dengan tingkat crash 45 persen ketika operator hanya mengandalkan pemeriksaan visual.
Geraman bukanlah perintah untuk menghentikan selamanya. Itu adalah mesin yang meminta Anda berhenti sejenak untuk mengetahui apakah ia sedang memperingatkan Anda—atau melindungi Anda.
Kebanyakan pemula mencoba menyelaraskan tooling dengan mata, menganggap punch dan die “cukup dekat” ketika terlihat terpusat. Hampir tidak pernah benar. Bahkan offset 0,1 milimeter menggeser garis bengkok cukup untuk membebani ram ke samping. Bukti muncul segera: satu sisi bengkok keluar lebih ketat, atau Anda mendapatkan lengkungan dangkal berbentuk kano di sepanjang tengah. Apa yang terasa seperti tebakan yang tidak berbahaya dengan cepat menyebabkan kerusakan nyata—bahu die tergores, burr di ujung punch, dan pada brake yang lebih besar, ram sedikit miring yang membuat seal hidrolik tidak sinkron.
Ini bukan masalah penglihatan buruk—ini masalah geometri. Pada bed satu meter, ketidaksejajaran hanya 0,1 mm di satu ujung teramplifikasi di sepanjang panjangnya, memaksa punch menggali ke die di satu sisi sementara nyaris tidak menyentuh di sisi lain. Press menafsirkan ini sebagai resistensi yang tidak merata dan mengkompensasi dengan melenturkan rangkanya. Tekanan ekstra itu menumpuk di setiap siklus hingga mesin mulai menghasilkan bengkokan dengan sudut yang tidak konsisten—satu sisi berakhir sekitar dua derajat lebih tajam. Bengkokan uji pertama Anda gagal bukan karena brake kurang kuat, tetapi karena keselarasan tidak pernah diverifikasi secara kuantitatif. Solusinya dimulai dengan memasang tooling sehingga kedua ujung berbagi garis referensi yang sama sebelum memberikan tekanan pertama.
Penyelarasan yang tepat dimulai dengan “ciuman” terkontrol, bukan penekanan keras. Turunkan ram secara perlahan—mode manual adalah yang ideal—hingga ujung punch tepat menyentuh bahu cetakan sepanjang keseluruhan. Titik kontak ini harus terasa seragam dan tidak menghasilkan suara; adanya benjolan di satu ujung atau celah yang terlihat menandakan kemiringan. Pada tahap ini, operator berpengalaman sering memeriksa kedua ujung dengan feeler gauge tipis atau dial indicator. Jika perbedaan melebihi 0,02 mm, alas atau dudukan cetakan memerlukan shim. Perbaiki kesalahan sebelum mengunci, karena setelah terkunci di bawah tekanan, ketidaksejajaran akan tetap ada sampai perkakas dibongkar sepenuhnya.
Klem hidrolik dan klem self‑aligning gaya WILA bertujuan untuk mengoreksi masalah seperti ini secara otomatis, namun tetap memerlukan konfirmasi dengan penggaris lurus. Bahkan serpihan kecil atau tonjolan di bawah dudukan cetakan dapat menggeser garis tengah melebihi kapasitas penyesuaian klem. Bersihkan semua permukaan yang bersentuhan sebelum memasang—debu sekecil 0,05 mm dapat meniru ketidaksejajaran dan menimbulkan tegangan yang tidak perlu.
Setelah kontak seragam dikonfirmasi, terapkan tekanan rendah—sekitar dua ton untuk rem berukuran sedang—untuk mengunci perkakas dengan aman. Jumlah ini cukup untuk mengaktifkan gaya penyelarasan tanpa berisiko menyebabkan distorsi alas. Menggunakan tonase kerja penuh terlalu cepat dapat membengkokkan meja jika penyetelan masih salah. Setelah terpasang, periksa kembali kontak sepanjang keseluruhan. Garis “ciuman” yang halus dan berkesinambungan menunjukkan bahwa punch dan cetakan kini berada pada satu sumbu dan siap untuk pembengkokan presisi.
Pada presisi sub‑milimeter, bahkan instrumen paling sensitif pun dapat memberikan pembacaan yang menyesatkan. Itulah mengapa banyak bengkel menggunakan metode yang sangat sederhana namun efektif—tes kertas. Kertas printer standar memiliki ketebalan sekitar 0,1 mm, lebih tipis daripada kebanyakan feeler gauge namun ideal untuk mendeteksi gesekan melalui sentuhan. Lipat selembar menjadi dua dan letakkan di antara punch dan cetakan di beberapa titik sepanjang perkakas. Turunkan ram secara bertahap hingga kertas tertarik merata sebelum dilepas. Jika satu sisi terasa lebih ketat sementara sisi lain longgar, penyelarasan Anda tidak tepat. Sesuaikan klem cetakan atau haluskan shim hingga resistansi terasa seragam di semua lima titik uji.
Pemeriksaan langsung ini memberi Anda tolok ukur yang andal untuk jarak bebas perkakas. Tarikan yang merata sepanjang panjangnya setara dengan konsistensi sudut sekitar 0,5°—cukup ketat sehingga banyak sistem pengukuran digital menggunakannya sebagai referensi. Pada rem CNC, Anda dapat memverifikasinya dengan melakukan pembengkokan kering pada blanko sisa dan mengukur kedua ujungnya. Jika ada perbedaan lebih dari 2° dari sisi ke sisi, masalahnya terletak pada penyelarasan mekanis atau ketidakseimbangan hidrolik, bukan pada program Anda. Koreksi dengan mengendurkan baut sinkronisasi di sisi yang lebih ketat dan menyetel ulang hingga kedua pembacaan cocok.
Bahkan lapisan tipis debu atau olesan minyak di bawah klem quick‑change dapat mengganggu penyelarasan hingga 0,2 mm saat pembengkokan berlangsung. Itulah mengapa sebaiknya memeriksa ulang baik setelah mengunci maupun sekali lagi setelah siklus uji pertama. Luangkan tiga menit untuk tes kertas sekarang, dan Anda bisa menghemat satu jam nanti untuk mencari penyebab variasi sudut yang tak terduga.
Bersihkan alas cetakan, pasang perkakas dengan tekanan rendah, dan lakukan tes kertas dengan hati‑hati sebelum produksi. Perhatikan momen ketika kertas menjepit merata sepanjang keseluruhan cetakan—itulah sinyal taktil dari penyelarasan sempurna. Selanjutnya, lakukan satu pembengkokan percobaan pada material sisa. Jika kedua ujung cocok dalam setengah derajat, Anda telah mencapai penyetelan ideal. Setiap penyesuaian berikutnya—masukan sudut, pengaturan tonase, dan kompensasi material—dibangun di atas fondasi ini. Setelah punch dan cetakan berbagi garis tengah yang sejati, rem bekerja mulus, kebisingan berkurang, dan setiap pembengkokan keluar konsisten serta dapat diprediksi. Beberapa menit fokus di awal mengubah perkiraan menjadi presisi yang dapat diulang.
Rem tekan memiliki cara yang lugas untuk mengungkap kesalahan penyetelan—biasanya dengan merusak sesuatu. Ketika prototipe tiba‑tiba membutuhkan tonase jauh lebih besar dari perkiraan, masalahnya hampir selalu ketidakcocokan antara ketebalan material dan bukaan V‑die. Di sinilah operator merusak seal, memecahkan perkakas, atau menghentikan ram karena mengandalkan insting daripada fisika. Memahami hubungan ini mengubah Anda dari bereaksi terhadap pembengkokan buruk menjadi sengaja membentuk pembengkokan yang baik.
Kebutuhan tonase untuk pembengkokan udara meningkat sebanding dengan kuadrat ketebalan material dan skala dengan panjang bengkok serta bukaan cetakan. Faktor kuadrat itulah yang menjelaskan mengapa lembaran yang tampak hanya sedikit lebih tebal dapat tiba‑tiba memerlukan dua atau tiga kali lipat gaya. Cara sederhana untuk memikirkannya adalah:
Gaya sebanding dengan ketebalan kuadrat dikalikan panjang bengkok, dibagi dengan bukaan cetakan.
Inilah alasan mengapa cetakan yang terlalu kecil gagal—semakin kecil V, semakin cepat kebutuhan tonase melonjak.
Titik awal yang paling andal adalah aturan 8×: pilih bukaan V sekitar delapan kali ketebalan material saat bekerja dengan baja karbon standar. Ini memberikan radius dalam yang seimbang, gaya yang dapat dikelola, dan pegas balik yang konsisten. Lembaran tipis mungkin memerlukan bukaan 6× untuk menghindari radius yang terlalu besar; untuk prototipe atau paduan yang tidak pasti, beralih ke 10–12× mengurangi beban mesin dengan biaya radius yang sedikit lebih besar.
Jenis material menggeser titik dasar. Baja tahan karat dan baja berkekuatan tinggi biasanya memerlukan 1,3×–1,6× tonase lebih banyak daripada baja karbon, sementara aluminium membutuhkan gaya lebih sedikit namun menghasilkan pegas balik lebih besar. Perlakukan perhitungan tonase Anda sebagai perkiraan awal, lalu sesuaikan dengan faktor material untuk menjaga hasil tetap dapat diprediksi.
Panjang bengkok berskala linear—lipat gandakan panjang dan Anda menggandakan gaya—sehingga kupon uji pendek bisa menyesatkan. Selalu pastikan bahwa kebutuhan yang dihitung ditambah margin keamanan setidaknya 20 persen tetap berada dalam kapasitas mesin yang diizinkan. Ketika tonase terlalu tinggi, memperbesar bukaan V adalah cara tercepat dan paling tidak mengganggu untuk mengembalikan gaya ke zona aman.
Pikirkan pemilihan cetakan seperti suspensi truk. Jika terlalu kaku, bagian‑bagian akan rusak; jika terlalu lembut, kendali hilang. Aturan 8× menempatkan Anda di titik manis suspensi—di mana energi diserap, bukan diperkuat.
Dalam pembengkokan udara, ujung punch dan dua bahu V‑die adalah satu‑satunya titik kontak. Lembaran ditopang—atau “mengambang”—di antara keduanya, dan sudut tekukan sepenuhnya bergantung pada seberapa jauh punch menembus die. Karena material tidak sepenuhnya mengikuti bentuk rongga V, tonase yang dibutuhkan jauh lebih rendah. Hal ini membuat pembengkokan udara menjadi pilihan paling toleran untuk pekerjaan prototipe, di mana perilaku material dan sudut tekukan akhir mungkin masih belum pasti.
Pembengkokan dasar—juga dikenal sebagai coining ketika ditekan hingga kompresi penuh—menekan punch ke dalam die hingga lembaran sepenuhnya mengikuti bentuk die. Ini hampir menghilangkan springback dan memastikan kontrol presisi terhadap radius dalam, tetapi konsekuensinya adalah tonase tinggi. Proses ini tidak hanya membengkokkan lembaran; ia secara plastis mendistorsi material agar sesuai dengan kontur yang tepat, secara signifikan meningkatkan kebutuhan beban.
Melakukan bottoming pada prototipe membawa risiko serius karena tiga alasan utama:
Bahkan satu pembengkokan dasar yang dilakukan tanpa perhitungan yang tepat dapat memecahkan V‑die di bahunya atau mendorong oli hidrolik melewati seal yang aus. Pendekatan yang aman itu sederhana: jangan pernah melakukan bottoming pada prototipe kecuali Anda telah memastikan pembukaan die, radius punch, tonase yang dibutuhkan, dan margin keamanan bawaan. Jika cetak teknik mengharuskan pembengkokan dasar, lakukan uji pertama pada potongan identik yang dapat dibuang—bukan pada sisa material terdekat.
Anggap pembengkokan udara sebagai lintasan uji Anda dan pembengkokan dasar sebagai jalan raya terbuka dengan kecepatan penuh—jangan berpindah jalur sampai Anda yakin pengaturan Anda dapat menangani kondisi jalan.
Setelah Anda memilih V‑die dan metode pembengkokan yang tepat, jebakan berikutnya adalah mengasumsikan mesin secara otomatis “mengetahui” kedalaman punch yang benar. Dalam pembengkokan udara, pergerakan sumbu‑Y secara langsung menentukan sudut tekukan akhir, sehingga kedalaman harus diperlakukan sebagai variabel terkontrol dan terukur, bukan sekadar intuisi.
Proses pengaturan yang andal terlihat seperti ini:
Sumbu‑Y adalah tuas kendali dari pembengkokan udara. Penyesuaian seperempat milimeter saja dapat menggeser sudut tekukan beberapa derajat, terutama pada logam yang lebih keras. Menguasai presisi ini mengubah proses dari perkiraan menjadi kendali.
Dengan menerapkan prinsip‑prinsip ini, Anda beralih dari sekadar berharap mendapatkan tekukan yang baik menjadi merekayasa setiap tekukan dengan niat. Mesin menjadi dapat diprediksi—dan mesin yang dapat diprediksi tidak gagal.
Cara paling pasti untuk mengenali operator press brake berpengalaman bukan dari hasil akhir bagiannya—melainkan dari sikap tubuh mereka. Pemula cenderung menghadap ram secara langsung, tangan terentang, kaki tetap di tempat. Veteran tidak demikian. Mereka menjaga satu kaki sedikit di belakang kaki lainnya dan lutut tidak terkunci, siap bergerak seketika. Aturannya sederhana: jika pelat melompat, Anda bergerak lebih dulu—sebelum logam bergerak.
Jauhkan tubuh Anda dari jalur langsung pergerakan ram. Saat pelat “terangkat” saat melepaskan tegangan, tepinya bisa menghentak lebih cepat daripada reaksi Anda. Berdiri sedikit di depan dan ke samping backgauge memastikan setiap gerakan hanya mengenai udara—bukan tulang rusuk Anda. Jangan pernah meraih ke dalam garis V; gunakan tongkat dorong kayu atau pengikut magnet untuk menstabilkan bagian. Jari Anda bukan alat penahan. Jaga pandangan sejajar dengan benda kerja—melihat ke bawah akan menyembunyikan slip ke samping. Pada ketinggian mata, Anda dapat mengamati aliran tepi pelat ke dalam die dan menangkap salah umpan atau kemiringan sebelum tekanan meningkat.
Setiap operator berpengalaman mengadopsi sikap “dead man” ini—seimbang, terlepas, dan siap menarik diri tanpa berpikir. Ini bukan ritual; ini adalah perlindungan terlatih yang menjaga Anda tetap aman ketika ada masalah pada penggerak, kopling, atau gauge.
Press brake membentuk logam melalui peregangan terkontrol. Saat punch turun, lapisan luar pelat memanjang, bagian dalam tertekan, dan sumbu netral bergeser. Setelah gaya dilepaskan, tegangan luar itu mengendur—logam “memantul kembali” menuju datar. Elastisitas ini dapat diprediksi jika dipandu oleh data, bukan kebiasaan.
Baja lunak biasanya memantul kembali 2–5°, sehingga Anda sengaja menekuk lebih, sekitar 92°, untuk mendapatkan hasil 90° yang sebenarnya. Baja tahan karat mendorong lebih jauh lagi, sering memantul kembali 5–8°. Paduan aluminium kurang dapat diprediksi—beberapa temper hanya mengendur 2–3°, sementara yang lain bervariasi jauh lebih besar. Bengkel yang sering melakukan penekukan sebaiknya memberi label pada setiap kombinasi material dan perkakas dengan nilai overbend yang sudah terbukti. Ini mengubah tebakan menjadi pengaturan yang dapat diulang.
Geometri perkakas juga memengaruhi springback. Untuk air bending, mulailah dengan bukaan V sekitar delapan kali ketebalan pelat. V‑die yang lebih besar memerlukan tonase lebih tinggi dan memperbesar rebound; yang lebih kecil berisiko memberi tegangan berlebih pada material dan menyebabkan galling pada die. Pilih radius hidung punch yang sesuai dengan radius tekukan dalam yang diinginkan. Hidung yang lebih tajam mungkin menghasilkan tekukan yang terlihat lebih bersih, tetapi memusatkan tegangan—menyebabkan springback tidak menentu dan meningkatkan risiko retak dini.
Jika Anda memerlukan toleransi ketat, pertimbangkan bottom bending atau coining ringan. Ini memerlukan gaya tiga hingga enam kali lebih besar tetapi hampir tidak menghasilkan springback. Ini adalah pertukaran yang disengaja: beban lebih tinggi, waktu siklus lebih lambat, dan keausan perkakas lebih cepat sebagai imbalan presisi. Layak dilakukan hanya untuk geometri kritis atau ketika kesalahan kecil akan terakumulasi di seluruh rakitan.
Setiap tanda gerakan tidak merata adalah peringatan dini. Perhatikan kedua ujung ram saat turun: jika satu sisi menyentuh lebih dulu atau bagian miring ke dinding die, hentikan segera. Melanjutkan berisiko melipat pelat atau merusak perkakas. Press brake modern memungkinkan stroke parsial—gunakan itu. Mulailah dengan 20–30% dari perkiraan tonase Anda dan buat tekukan uji dangkal pada sisa material. Rasakan resistensi yang stabil; suara erangan mendadak atau bunyi patah logam menandakan beban tidak merata atau ada kotoran di permukaan dudukan.
Dengan material yang tidak dikenal atau perkakas baru, turunkan perlahan melalui zona pembentukan dan amati sudut tekukan sementara sebelum penutupan penuh. Beberapa kontrol memungkinkan Anda berhenti di tengah siklus sehingga dapat mengukur dengan pengukur sudut langsung pada bagian. Ini memberi pembacaan waktu nyata tentang seberapa banyak pelat mengalami deformasi sebelum springback, memungkinkan Anda menyetel kedalaman akhir. Jika mesin Anda tidak bisa berhenti, lakukan beberapa stroke dangkal—tiga kali pukulan ringan jauh lebih aman daripada satu pukulan buta.
Hentikan operasi segera jika Anda merasakan getaran meningkat atau mendengar perubahan mendadak pada suara mesin. Itu adalah sinyal jelas bahwa jalur beban telah bergeser—sering karena punch tidak sejajar atau backgauge tergelincir. Periksa kembali penyelarasan Anda dengan “tes kertas”: geser selembar kertas di antara punch dan die, turunkan ram hingga kertas mulai terjepit, dan pastikan tarikan merata dari ujung ke ujung. Jika tarikan terasa tidak merata, kontak Anda tidak seragam—dan memberi tekanan lebih lanjut hanya akan memutar benda kerja.
Kebanyakan operator mencoba mengalahkan springback dengan memberi gaya lebih; yang terampil mengatasinya melalui kontrol geometri dan waktu yang presisi. Mulailah dengan serangkaian stroke pendek tanpa beban pada kecepatan tinggi dan rendah untuk memastikan keseimbangan hidrolik sebelum membuat tekukan sebenarnya. Lalu, untuk setiap pengaturan, buat satu tekukan uji dan catat sudut aktual versus target langsung pada potongan sisa. Selama seminggu produksi, catatan ini berkembang menjadi lembar referensi khusus—“log tekukan” lokal yang jauh lebih akurat daripada grafik umum mana pun.
Keuntungan nyata muncul ketika Anda menggabungkan posisi tubuh dengan kesadaran proses. Berdiri sedikit tidak sejajar, dengan mata sejajar die, memungkinkan Anda menangkap kilatan pertama rebound saat ram masih bergerak. Anda akan melihat tepi pelat terangkat sekitar satu milimeter saat tekanan dilepaskan—itulah springback yang terjadi secara langsung. Menyesuaikan kedalaman berdasarkan petunjuk halus itu sering menghasilkan sudut yang tepat tanpa harus mencoba berkali‑kali. Dalam praktiknya, ini lebih cepat, lebih aman, dan jauh lebih hemat biaya daripada kebiasaan lama “pukul lebih keras” yang membuang material dan semangat kerja.
Setelah Anda mengasah kombinasi sikap dan penilaian visual ini, springback berhenti terasa seperti tebakan. Ia menjadi faktor yang dapat diukur—terkendali, dapat diprediksi, dan, yang terpenting, berada di bawah kendali Anda. Dan tangan Anda? Tetap persis di tempat yang seharusnya: jauh dari zona bahaya.
Press brake yang tampak seragam sempurna saat diam jarang berperilaku demikian saat berada di bawah tekanan—terutama saat membentuk bagian lebih panjang dari empat kaki. “Efek kano” muncul ketika ram dan bed sedikit melengkung keluar selama tekukan. Karena silinder hidrolik memberikan gaya terbesar di dekat ujung, bagian tengah menerima relatif lebih sedikit. Akibatnya, bagian menekuk lebih rapat di ujung, meninggalkan tengah lebih terbuka—kadang hingga delapan derajat. Pada komponen sepuluh kaki, perbedaan itu dapat mengubah tekukan presisi 90° menjadi lekukan tengah yang mengukur 98°.
Salah diagnosis adalah masalah yang sering terjadi. Operator mungkin menyalahkan variasi material atau menganggap springback sebagai satu‑satunya faktor yang berperan. Faktanya, kekakuan yang tampak bahkan pada rangka baja berat itu menipu—di bawah tonase kerja, rangka tersebut cukup melentur untuk mengubah sudut tekukan. Tes sederhana dan terkontrol dapat menghilangkan ketidakpastian: tekuk potongan sisa sepanjang panjang kerja penuh mesin dan ukur sudut di kedua ujung serta tiga titik yang merata di bagian tengah. Jika bagian tengah tertinggal 2–5°, Anda telah mengonfirmasi adanya defleksi.
Ketika petunjuk visual tidak jelas—seperti celah daylight yang minimal—jalankan siklus kering dengan beban simulasi. Tempatkan balok kayu keras yang dipotong presisi agar pas di ruang cetakan untuk mereplikasi tonase, pasang indikator dial di bentang tengah, dan sikluskan ram. Bahkan penurunan terukur sebesar 0,0005–0,001″ per stroke sudah cukup untuk menghasilkan variasi sudut yang terlihat di sepanjang panjang bagian. Setelah ini diamati, penyebab utamanya adalah defleksi mesin, bukan kesalahan operator—sekitar 90 % gelombang pada bagian panjang dapat ditelusuri ke faktor ini.
Godaan untuk sekadar meningkatkan kedalaman ram di pengontrol guna mengompensasi memang besar, tetapi pendekatan itu seringkali lebih banyak merugikan daripada menguntungkan. Mendorong sumbu‑Y lebih dalam meningkatkan tonase di tengah sebesar 20–30 %, yang dapat merusak prototipe, memberi tekanan berlebih pada sistem hidrolik, atau bahkan memecahkan perkakas. Menggunakan metode shimming yang terkontrol mengatasi defleksi tanpa memberikan beban berlebihan pada peralatan.
Shimming berarti menempatkan strip yang diukur presisi—biasanya baja 0,001–0,005″ atau kertas tebal—di bawah die pada titik‑titik di mana sudut keluaran tertinggal, sering kali di tengah mesin. Mulailah dengan melakukan tekukan uji untuk menentukan perbedaannya: pengukur celah di antara punch dan die pada pertengahan stroke dapat menunjukkan ketidaksesuaian hingga 1 mm. Mulailah dengan memasukkan shim di tengah, lalu perluas ke luar secara bertahap hingga sudut dari ujung ke ujung sejajar. Sediakan setidaknya setengah jam untuk kalibrasi yang hati‑hati; proses ini menjaga perkakas dan memerlukan perubahan pengaturan minimal.
Operator press brake berpengalaman sering membiarkan shim tetap di tempat sebagai perlengkapan semi permanen untuk produksi berulang. Bengkel yang beralih dari penyesuaian kedalaman ram ke shimming strategis telah melihat tingkat scrap turun hingga setengahnya—terutama pada bagian saluran dalam atau kotak panjang di mana tekukan tidak rata mengganggu kesesuaian. Dengan menyebarkan gaya korektif secara merata di sepanjang meja, shimming mencegah lonjakan tekanan terkonsentrasi yang dapat merusak benda kerja atau press brake.
Jari backgauge dirancang untuk penempatan presisi dan berulang sebelum setiap tekukan—bukan untuk “penyesuaian mikro” terus‑menerus setelah siklus dimulai. Memperlakukan mereka seperti panduan manual—menggeser lembaran secara feeling saat mereka terpasang—menyebabkan kesalahan posisi sebesar 1–2 mm per tekukan, yang cepat menumpuk menjadi efek kano. Tekanan kontak yang tidak merata menggeser penempatan flange, mengubah distribusi beban dan memperbesar variasi di bentang tengah.
Praktik terbaik adalah menggunakan jari hanya sebagai stop tetap. Pastikan lembaran benar‑benar siku sebelum menekan pedal kaki, dan hindari reposisi selama siklus. Menjaga permukaan kontak tetap bersih sangat penting—debu, geram, atau kotoran dapat menahan material sedikit miring, yang langsung menyebabkan kesalahan sudut. Sebelum menjalankan pekerjaan penting, bersihkan jari dengan udara bertekanan atau lap secara menyeluruh.
Untuk prototipe, atur backgauge ke dimensi flange yang tepat, tambahkan overbend terhitung untuk kompensasi springback—biasanya tambahan 2–5° untuk baja. Uji pada potongan sisa untuk memvalidasi keselarasan; mesin yang terawat baik dapat mengulang tekukan dengan akurasi ±0,0005″ ketika gibs dikencangkan dengan benar. Gib yang longgar dapat menyebabkan ketidaksejajaran yang tampak bahkan ketika pengaturan gauge Anda sudah tepat. Pada bagian panjang, menggunakan jari ganda mengunci benda kerja agar siku, mengurangi kesalahan reposisi hingga 80 %.
Waspadai keausan halus: jari yang melengkung lebih dari 0,5 mm sepanjang panjangnya meniru efek defleksi mesin. Ganti jika kelurusannya menyimpang lebih dari 0,01″ per kaki. Ketidakstabilan hidrolik dapat menyebabkan backgauge bergeser di tengah operasi, menimbulkan fluktuasi sudut tekukan; identifikasi ini lebih awal untuk menghindari penyesuaian ram yang tidak perlu atau variabel shimming tambahan. Sifat material juga penting—baja daur ulang mungkin memerlukan hingga 30 % lebih banyak tonase dibanding baja lunak, meningkatkan kemungkinan slip gauge jika penjepitan tidak memadai. Selalu konfirmasi sertifikat material sebelum memulai produksi penuh.
Sebagian besar manual pemecahan masalah memperlakukan defleksi dan ketidaksejajaran sebagai dua masalah terpisah—perbaiki satu, lalu lanjutkan ke yang lain. Dalam praktiknya, keduanya saling memengaruhi. Fleksibilitas mesin memperbesar pergeseran backgauge, sementara kebiasaan backgauge yang ceroboh membuat operator mengejar sudut tekukan dengan penyesuaian ram yang justru memperburuk pelenturan. Pendekatan berpengalaman adalah mengenali bagaimana keduanya berinteraksi dan mengatasi penyebab utamanya secara bersamaan. Shim dudukan die untuk mengimbangi pelenturan, perbaiki prosedur backgauge untuk menghilangkan kesalahan posisi, dan verifikasi urutan tekukan tanpa bergantung pada koreksi kedalaman berlebihan. Setelah keduanya terkendali, bahkan bagian panjang yang sebelumnya tampak mustahil untuk tetap lurus akan keluar dari brake dengan sudut seragam di seluruh panjangnya, shift demi shift.
Press brake melacak setiap penyesuaian yang Anda buat—baik Anda menyadarinya atau tidak. Setiap offset yang Anda masukkan untuk mengompensasi springback atau defleksi mesin tetap tersimpan di sistem kontrol hingga seseorang menghapusnya. Pergi tanpa mengatur ulang nilai kedalaman dan gauge tersembunyi itu, dan tekukan pertama operator berikutnya besok akan berdasarkan pengaturan Anda, bukan milik mereka.
Laporan industri menunjukkan bahwa lebih dari 40 % kecelakaan pergantian shift bukan disebabkan oleh perkakas yang buruk—melainkan oleh offset yang dibiarkan, mengirim ram 2–3 mm lebih dalam dari yang diantisipasi dan memecahkan die pada stroke pertama. Ini adalah kesalahan yang sepenuhnya dapat dicegah.
Sebelum mematikan daya, lakukan siklus kalibrasi penuh: kembalikan backgauge ke referensi nolnya, kembalikan kedalaman stroke ke posisi asalnya, dan konfirmasi kedua nilai di layar kontrol. Akhiri dengan uji kering pada stok sisa—tanpa tekanan, cukup sikluskan ram untuk memastikan semua celah sejajar dengan pengaturan standar. Setiap kelonggaran yang muncul selama penyetelan halus dapat menciptakan offset “hantu”, jadi kencangkan semua pengikat setelah penyesuaian. Jika dilakukan dengan benar, bengkel yang melacak tonase menemukan kalibrasi mereka mempertahankan sekitar 95 % presisi dari satu hari ke hari berikutnya—tanpa tekukan aneh yang membingungkan di pagi hari.
Mengatur ulang offset Anda bukan hanya sopan santun—itu adalah perlindungan. Penyesuaian tersembunyi adalah pembunuh diam‑diam mesin.
Setiap operator berpengalaman memiliki “patokan” internal untuk posisi parkir yang benar pada press brake—di mana ram seharusnya berhenti, seberapa jauh posisi backgauge, dan irama hidrolik saat mesin idle. Jika meleset dari target itu, shift pagi bisa kehilangan satu jam hanya untuk mengatur ulang mesin ke kondisi normal—atau lebih buruk, merusak tooling sebelum menyadari ada yang tidak beres.
Prosedur parkir standar cukup sederhana: turunkan ram hingga 5–10 mm di atas permukaan die (untuk mesin hidrolik, selipkan spacer kayu seperempat inci di bawah setiap silinder agar celah tetap konsisten), tarik mundur backgauge sepenuhnya, dan buang tekanan hidrolik hingga nol sebelum mematikan mesin. Kunci semua pelindung. Hanya setelah itu mesin boleh dimatikan.
Mengikuti urutan ini mencegah “penurunan tak terduga” saat pergantian shift—masalah yang sama di balik hampir sepertiga kegagalan setup semalam dalam studi terhadap 500 mesin. Satu detail yang sering terlewat oleh operator: memutus daya sebelum membuang tekanan dapat meninggalkan cukup gaya sisa untuk membuat ram turun sekitar satu milimeter semalam. Pergerakan kecil itu bisa membuat operator pertama menghabiskan dua jam hanya untuk mengembalikan alignment.
Memarkir mesin bukan sekadar rutinitas—ini adalah jabat tangan antar operator, janji diam yang mengatakan, “Kamu akan mulai persis di tempat yang kamu harapkan.”
Anda tidak akan memberikan pisau bedah tumpul kepada seorang dokter bedah—namun dalam pekerjaan press brake, tooling yang aus terlalu sering diteruskan tanpa diperiksa lagi. Ujung punch yang terkelupas hanya setengah milimeter dapat meninggalkan riak terlihat di setiap tekukan, dan begitu tooling yang rusak digunakan, keausan die mulai tidak merata sejak hari pertama.
Sebelum selesai bekerja, bersihkan punch dan die dengan alkohol isopropil; studi menunjukkan ini mengungkap 80 % mikro-retakan yang tidak terlihat dalam pemeriksaan biasa. Gunakan kain kering pada hidung punch dan bukaan V, tiup udara bertekanan di bawah dudukan die untuk membersihkan serpihan logam yang terjebak, dan periksa di bawah pencahayaan terang bengkel untuk melihat adanya lubang atau perubahan warna. Akhiri dengan lapisan pelindung tipis, dan simpan punch presisi dalam lemari berlapis silica gel untuk mencegah korosi akibat kelembapan.
Satu kebiasaan yang secara konsisten membedakan operator dengan catatan tekukan sempurna dari yang lain: pemeriksaan taktil. Dengan ujung jari bersarung, rasakan hidung punch untuk memastikan ketajaman merata. Satu titik tumpul—sering kali akibat hanya satu tekukan tergesa—dapat memotong umur die hingga setengahnya. Jika menemukan kerusakan, segera ganti alat tersebut. Dalam satu audit, 73 % cacat yang tidak dapat dijelaskan dilacak ke punch yang tergores dan dibiarkan digunakan semalam.
Ujung punch yang bersih dan utuh memastikan tekukan berikutnya tepat pada pukulan pertama. Kurang dari itu berarti menyiapkan kegagalan bagi operator berikutnya.
Pekerjaan hari ini — semua penyetelan halus, kalibrasi, dan presisi yang diperoleh dengan susah payah — belum benar-benar selesai sampai mesin siap untuk esok seperti halnya saat Anda memulai pagi ini. Menghapus offset menghilangkan setiap jejak sentuhan Anda pada kontrol, mengembalikannya ke patokan awal. Mengembalikannya ke posisi parkir membuatnya berada dalam sikap netral yang bersih, dan pemeriksaan akhir memastikan tepi tooling tetap setajam sebelumnya.
Pergantian shift adalah momen ketika tangan seorang ahli menyerahkan keterampilannya kepada ahli lainnya. Tekukan pertama esok hari sudah terbangun dalam urutan akhir hari ini. Ram tidak hanya beristirahat—ia diposisikan dengan sempurna, menunggu tepat di tempat yang diharapkan operator berikutnya.


















