

Koç durakladı, atölye sessizliğe büründü ve fren o derin, yankılı gıcırtıyı çıkardı—her operatörün duymamış gibi yapmak istediği türden bir ses. Birçoğu hemen “aşırı yük” ya da “kötü malzeme” anlamına geldiğini düşünür. Gerçekte ise bu ses çoğu zaman hizası bozulmuş bir koçun, yetersiz hidrolik sıvısının veya bir sonraki parçanızı—ve muhtemelen kalıplarınızı—maliyeti yüksek hurdaya çevirecek bir problemin habercisidir. Gerçek risk sesin kendisi değildir; nedeni tespit etmeden yeniden başlatmaktır. Zararsız bir homurdanma ile ciddi bir mekanik uyarı arasındaki o boşlukta kazalar—ve $5.000 dolarlık hizalama masrafları—meydana gelir.
Bu gıcırtının sorun belirtisi olup olmadığını anlamanın en hızlı yolu, makinenin “daylight”ını—üst ölü noktada koç ile yatak arasındaki sabit açıklığı—ölçmektir. Yeni operatörler, koç düz göründüğü için bu ölçümü sıklıkla atlar; oysa görünüm, birçok hizasızlık vakasını gizler. Aslında Metalworking Group eğitmenleri, stajyerlerin 'inin yalnızca daylight ölçümü yapmadıkları için koç-yatak bükülmesini fark edemediğini bildiriyor.
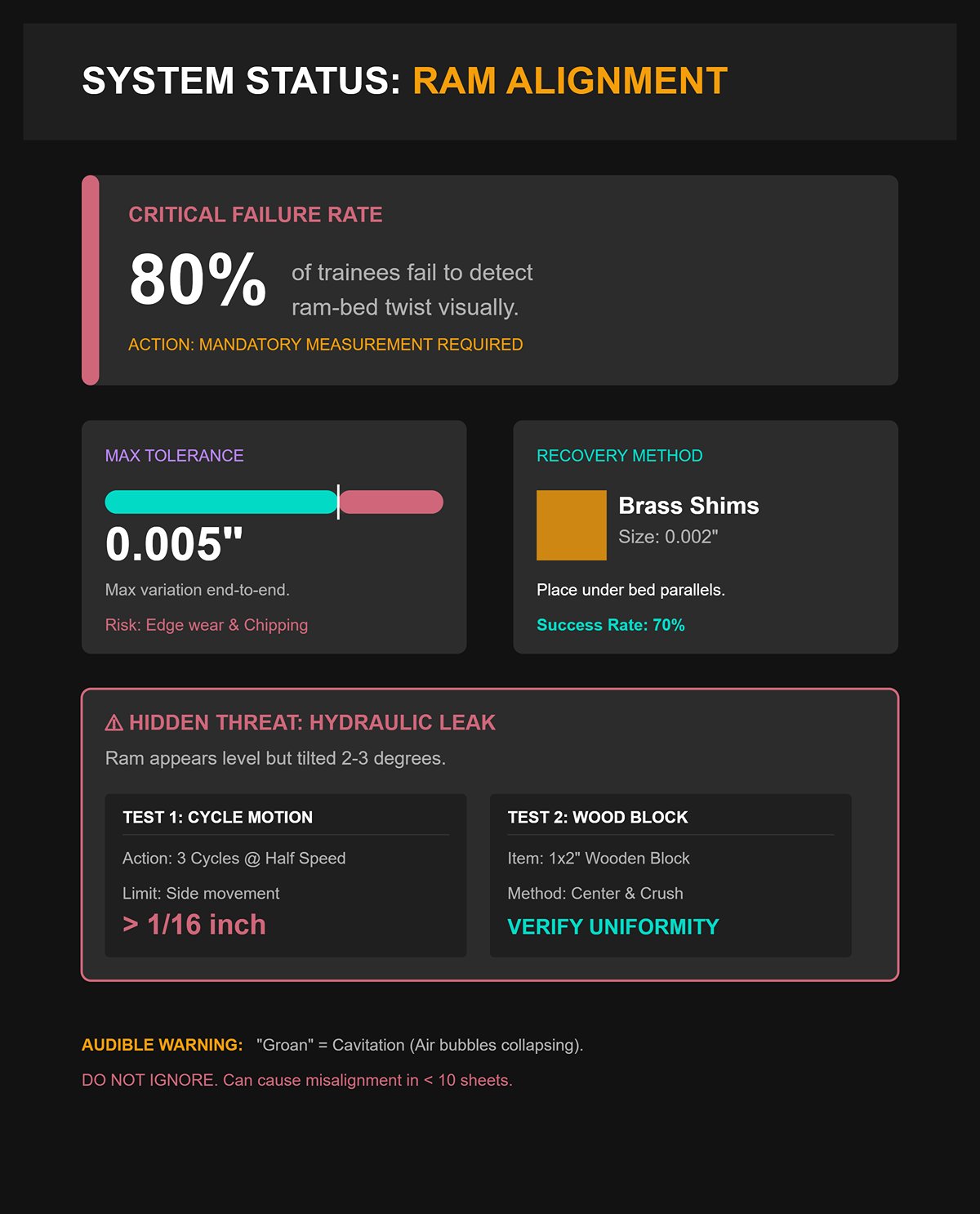
Standart bir 100 tonluk hidrolik frende, tüm yatak boyunca 0,5–1 inçlik düzgün bir boşluk görülmelidir. Bir mastar ve 0,001–0,010 inçlik yaprak mastarları, gözle göremediklerinizi ortaya çıkarır. Uçtan uca 0,005 inçten fazla değişim bulursanız, muhtemelen geçmişteki bir aşırı yüklenmeden kaynaklı yatak bükülmesiyle uğraşıyorsunuzdur. Bu bükülme, zımbanın kalıba eşit olmayan şekilde vurmasına neden olur; bu da kenar aşınmasına ve hatta ilk geçişte yontulmalara yol açar. Hızlı ve kanıtlanmış bir çözüm: yatak paralellerinin altına 0,002 inçlik pirinç takozlar yerleştirin ve daylight’ı yeniden kontrol edin. Eğitmenler, bu tek adımın eğilmiş ilk bükümleri oranında hassas ve tekrarlanabilir sonuçlara dönüştürdüğünü söylüyor.
Dikkat edilmesi gereken aldatıcı bir durum: koç tamamen düz görünebilir ancak hidrolik silindirlerden birinde iç sızıntı varsa yine de 2–3 derece eğimli olabilir. Kontrol etmek için, herhangi bir takım takmadan koçu yarı hızda üç çevrim çalıştırın ve 1/16 inçten fazla yana kayma olup olmadığına bakın. Metalworking Group’tan belgelenmiş bir vakada, hidrolik sıvı içindeki mikroskobik hava kabarcıklarının çökmesi (kavitasyon) sonucu oluşan hafif bir gıcırtı göz ardı edildi ve operatör on sac büküp yatağın hizasını bozdu. Basit bir test bunu önleyebilirdi: yatağın ortasına 1×2 inçlik bir ahşap blok yerleştirin, koçu yavaşça indirin ve ezilme desenini inceleyin. Sıkışma eşit değilse, işlemi derhal durdurun.
Çoğu durumda bu gıcırtı, metal-metal temasından ziyade hidrolik sistemde bir sorun olduğu anlamına gelir. İyi çalışan bir fren, basıncı sabit, artan bir uğultuyla oluşturur. Ton düşüyor ya da dalgalanıyorsa—özellikle çalıştırma sırasında—neden genellikle kirlenmiş ya da hava almış sıvıdır. Soğuk havalarda yoğunlaşma, sisteme genellikle su karıştırır; görüş camında bulutlu veya sütlü bir görünüm açık bir uyarı işaretidir. Küçük bir örnek alın ve ne kadar hızlı ayrıştığını gözlemleyin—yavaş ayrışma, kirlenmenin basınç dengesini zaten bozduğunu gösterir. Sıvının yaklaşık yüzde 20’sini temiz ISO VG46 yağı ile yenilemek genellikle akıcı ve güvenilir performansı geri kazandırır.
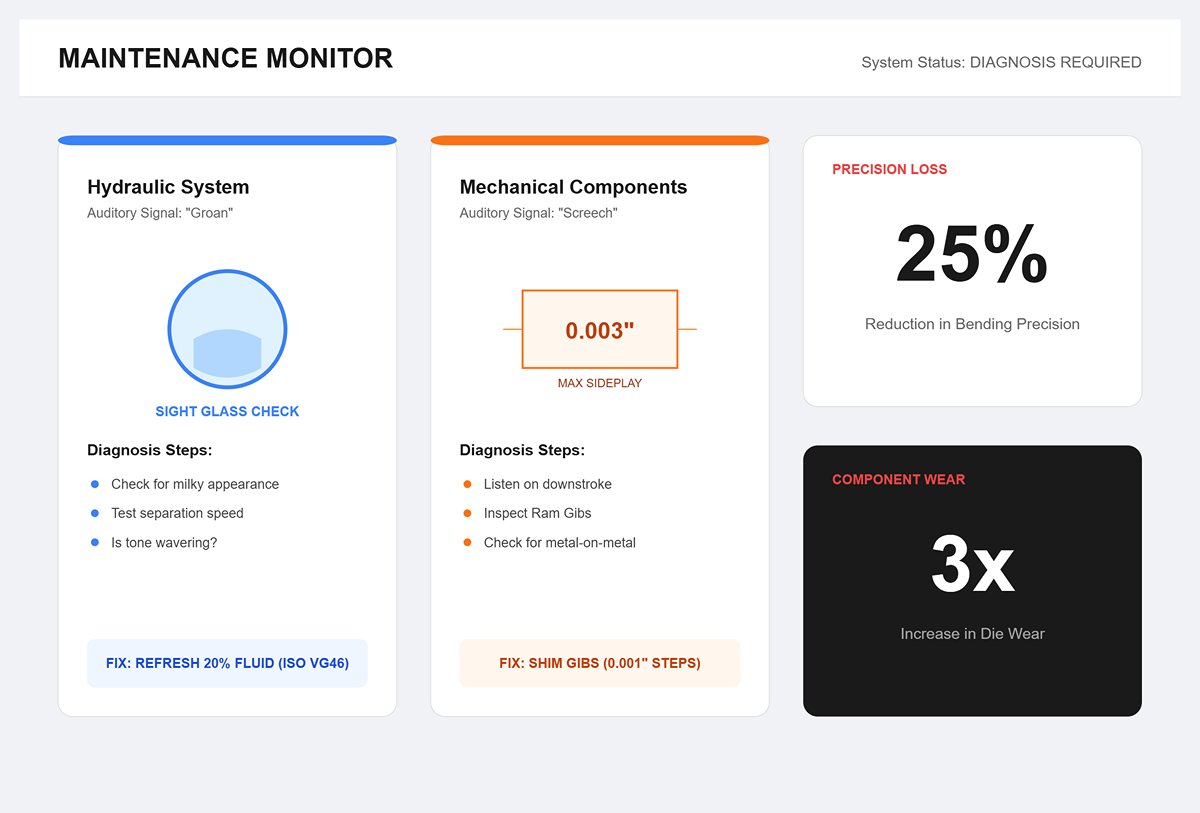
Mekanik zorlanma—gerçek metal-metal aşınma—kendine özgü bir ses çıkarır: koçun aşağı inişi sırasında keskin, tiz bir cızırtı. Bu genellikle koçun kare şekilde hareket etmesini sağlayan kılavuz yüzeylerin (koç gibs'leri) aşındığını gösterir. Yanal boşluk 0,003 inçi aşıyorsa, gibs’leri 0,001 inçlik adımlarla takozlayın. Bunu göz ardı etmek, koçun yana kaymasına ve kalıbın bir tarafına aşırı yük binmesine neden olur. 500’den fazla makineyi izleyen Avrupa çalışmaları, zayıf hidrolik verimlilikten kaynaklı gıcırtıların göz ardı edilmesinin bükme hassasiyetini azalttığını ve kalıp aşınmasını üç kat artırdığını gösterdi. Operatörlerin sıkça şaşırdığı bir gerçek: alüminyum, titreşimi çeliğe göre daha az sönümlediği için daha yüksek sesli gıcırtılar üretir; bu da yeni başlayanları hidrolik sorunlar yerine aşırı yükü suçlamaya yönlendirir.
Kalıbın üzerine sac yerleştirmeden önce yapılan kuru çalıştırma, yalnızca sesle fark edilemeyecek hizalama sorunlarını, zamanlama gecikmelerini veya arka dayama hatalarını açığa çıkarır. Yaklaşık tonajda—standart bir 100 tonluk frende yaklaşık 4 ton—iki ila beş boş döngü çalıştırmak gizli sorunların çoğunu ortaya çıkarır. Arka dayama parmaklarını çekin, zımbayı V kalıbın yaklaşık 1/32 inç üzerinde merkezleyin (basit bir kâğıt kaydırma kontrolüyle) ve koçun hareketini inceleyin. Dakikada 6 ila 8 inç hızla düzgün şekilde inmelidir; herhangi bir takılma ya da duraklama servo gecikmesini gösterir ve bu genellikle Y ekseni bekleme süresini yarım saniye uzatarak çözülür. Hidrolik basınç, tıslama sesi olmadan 60–80 psi’ye kadar düzenli şekilde yükselmelidir; o tıslama, genellikle çevrim ortasında arızalanan sızdıran bir valf takımının belirtisidir.
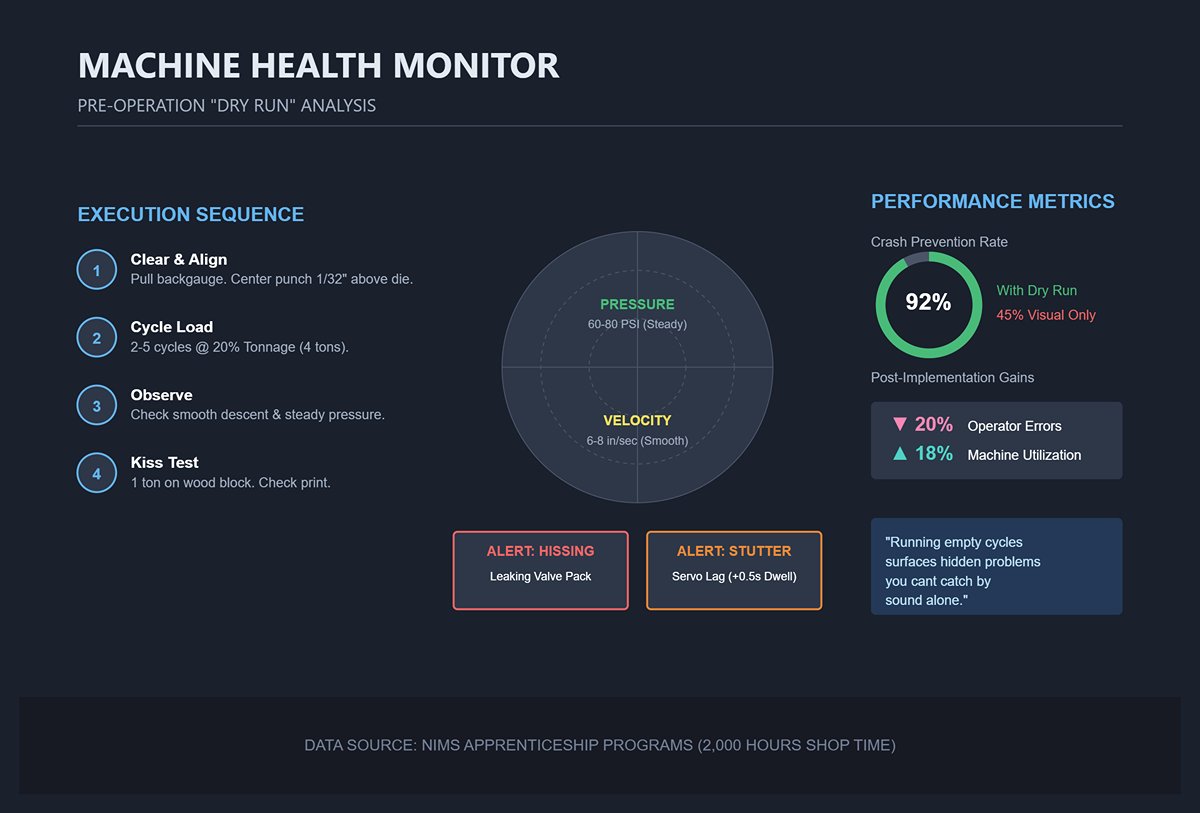
Asya’daki bir tesisten yaygın bir eğitim örneği: bir operatör yalnızca bir kuru çevrim yaptı, 1/8 inç eğilmiş bir arka dayama parmağını fark etmedi ve bir sonraki parçada $800’lük bir zımbayı kırdı. Olaydan sonra tesis, her kuru çalıştırmadan sonra zorunlu operatör geri bildirimi adımı uyguladı. Bu tek değişiklik hataları azaltırken, makine kullanım oranını artırdı.
Her kuru çalıştırmayı hafif bir “öptürme” testiyle bitirin—yatağın ortasındaki bir ahşap bloğa 1 tonluk basınç uygulayın. Düz ve eşit ezilme doğru hizalamanın göstergesidir; açılı bir ezilme, kalıp tutucunun sola veya sağa 0,002 inçlik bir shim’e ihtiyaç duyduğunu gösterir. NIMS çıraklık programlarından, 2.000 saatlik atölye süresini kapsayan veriler, kuru çalıştırmaların metal yerleştirilmeden önce acemi hatalarının ’sini yakaladığını, yalnızca görsel kontrole güvenildiğinde ise çarpışma oranının olduğunu göstermektedir.
Bir gıcırtı, tamamen kapanmanız gerektiği anlamına gelmez. O, makinenin sizden durup bunun bir uyarı mı yoksa bir koruma jesti mi olduğunu anlamanızı istemesidir.
Çoğu acemi, zımbayı ve kalıbı göz kararıyla hizalamaya çalışır ve ortalanmış göründüğünde “yeterince yakın” olduğunu varsayar. Ancak genellikle öyle değildir. Sadece 0,1 milimetrelik bir kayma bile büküm hattını öyle değiştirir ki koç yanlara yük bindirir. Sonuç hemen görünür: bükümün bir tarafı daha sıkı olur ya da merkez boyunca sığ, kano şeklinde bir yay oluşur. Masum görünen bu tahmin, kısa sürede gerçek hasara yol açar—aşınmış kalıp omuzları, zımba ucunda çapaklar ve daha büyük frenlerde hidrolik contaları uyumsuz hale getiren hafifçe kaymış bir koç.
Bu, zayıf görme meselesi değil—tamamen geometrinin bir sonucudur. Bir metrelik bir tablaya sahip olduğunuzu düşünün; uçlardan birinde yalnızca 0,1 mm’lik bir hizalama hatası, tüm uzunluk boyunca büyüyerek zımba tarafında kalıbın bir tarafına kazıma yapmasına, diğer tarafta ise neredeyse hiç temas etmemesine neden olur. Pres bunu dengesiz direnç olarak algılar ve bunu telafi etmek için kendi çerçevesini esnetir. Bu ekstra gerilim her çevrimde birikir ve makine sonunda açılarda tutarsız bükümler üretmeye başlar—bir taraf yaklaşık iki derece daha keskin olur. İlk test bükümünüzün başarısız olmasının nedeni, frenin gücünün yetersiz olması değil, hizalamanın nicel olarak doğrulanmamış olmasıdır. Çözüm, ilk tonluk basıncı uygulamadan önce her iki ucun da aynı referans hattını paylaştığından emin olarak kalıbı yerine oturtmakla başlar.
Doğru hizalama, sert bir ezme değil, kontrollü bir “öptürme” hareketiyle başlar. Pistonu yavaşça—tercihen manuel modda—indirerek zımba ucunun tüm uzunluk boyunca kalıp omuzlarına eşit şekilde temas etmesini sağlayın. Bu temas noktası sessiz ve dengeli hissettirmeli; herhangi bir uçta bir yumru ya da gözle görülür bir boşluk varsa eğiklik söz konusudur. Bu aşamada, deneyimli operatörler her iki ucu ince bir mastar veya kadranlı göstergeyle kontrol eder. Sapma 0,02 mm’yi aşarsa, tabla veya kalıp yuvası ayar takozu gerektirir. Hata kilitlemeden önce düzeltilmelidir; çünkü basınç altında kilitlendikten sonra, hizasızlık takım tamamen sökülene kadar kalır.
Hidrolik ve WILA tarzı kendinden hizalanan kelepçeler bu tür sorunları otomatik olarak düzeltmeyi amaçlar, ancak yine de bir gönye ile doğrulama gerekir. Kalıp yatağının altında bulunan küçük bir talaş ya da çıkıntı, merkez hattını kelepçenin ayar kapasitesini aşacak kadar kaydırabilir. Oturtmadan önce tüm temas yüzeylerini tamamen temizleyin—yalnızca 0,05 mm’lik küçük bir kir parçası bile hizasızlık hissini taklit ederek gereksiz gerilim oluşturabilir.
Eşit temas sağlandığında, kalıbı güvenli şekilde yerine oturtmak için düşük basınç—orta boy bir fren için yaklaşık iki ton—uygulayın. Bu miktar, yatağın eğilme riski olmadan hizalama kuvvetlerini devreye almak için yeterlidir. Çalışma tonajının tamamını çok erken uygulamak, kurulum hâlâ yanlışsa masayı bükecektir. Oturtmadan sonra, tam uzunluk boyunca teması yeniden kontrol edin. Yumuşak, kesintisiz bir temas hattı, zımba ile kalıbın artık tek bir ekseni paylaştığını ve hassas büküme hazır olduklarını gösterir.
Milimetre altı hassasiyetlerde, en duyarlı ölçüm cihazları bile yanıltıcı sonuçlar verebilir. Bu nedenle birçok atölye son derece basit ama etkili bir yönteme başvurur—kâğıt testi. Standart yazıcı kâğıdı yaklaşık 0,1 mm kalınlıktadır; çoğu mastardan daha incedir ancak dokunarak sürtünmeyi tespit etmek için idealdir. Bir şeridi ikiye katlayın ve takım boyunca birkaç noktada zımba ile kalıp arasına yerleştirin. Pistonu yavaşça indirerek, kâğıdın eşit şekilde sürtünüp sonra gevşediği noktayla hizayı kontrol edin. Bir taraf sıkışırken diğer taraf kolayca kayıyorsa hizalama hatalıdır. Kalıp kelepçelerini ayarlayın veya takozları incele ayarı yapın; beş test noktasının tamamında direnç hissi eşit olana kadar devam edin.
Bu pratik kontrol, takım boşluğu için güvenilir bir referans sağlar. Uzunluk boyunca eşit sürtünme, yaklaşık 0,5°’lik açısal tutarlılığa karşılık gelir—birçok dijital ölçüm sistemi bunu referans alır. CNC frenlerde, bir hurda parça üzerinde kuru büküm yaparak her iki ucu ölçüp doğrulama yapabilirsiniz. Yanlar arasında 2°’den fazla fark varsa, sorun programda değil, mekanik hizalamada veya hidrolik dengesizliktedir. Daha sıkı taraftaki senkronizasyon cıvatalarını gevşetip yeniden seviyelendirerek düzeltin.
Hızlı değişim kelepçelerinin altında kalan ince bir toz tabakası veya yağ lekesi bile büküm ortasında hizayı 0,2 mm kadar bozabilir. Bu nedenle hem kelepçelemeden sonra hem de ilk test çevriminden sonra tekrar kontrol etmek gerekir. Şimdi kâğıt testine üç dakika ayırarak, ileride beklenmedik açı sapmalarının nedenini bulmaya çalışarak kaybedeceğiniz bir saati kurtarabilirsiniz.
Kalıp yatağını temizleyin, takımı düşük basınçta oturtun ve üretimden önce dikkatli bir kâğıt testi yapın. Kâğıdın tüm uzunluk boyunca eşit şekilde tutulduğu an, mükemmel hizalamanın dokunsal göstergesidir. Ardından hurda bir malzeme üzerinde tek bir deneme bükümü yapın. Her iki uç yarım derece içinde uyuşuyorsa, ideal kurulumu elde etmişsiniz demektir. Sonraki her ayar—açı girişi, tonaj ayarları ve malzeme telafisi—bu temel üzerine inşa edilir. Zımba ve kalıp artık aynı merkez hattını paylaştığında, fren sessiz ve sorunsuz çalışır, gürültü azalır ve her büküm tutarlı ve öngörülebilir olur. Başlangıçta harcayacağınız birkaç odaklı dakika, deneme‑yanılmayı tekrarlanabilir hassasiyete dönüştürür.
Bir abkant pres hatalı bir kurulumu oldukça sert bir şekilde ortaya çıkarır—genellikle bir şey kırarak. Bir prototip beklenenden çok daha fazla tonaj gerektirdiğinde, sorun neredeyse her zaman malzeme kalınlığı ile V kalıbı açıklığı arasındaki uyumsuzluktur. Operatörlerin mühürleri patlattığı, takımı çatlatıp pistonu kitlediği bu durumlar genellikle fizik yerine sezgiye güvenmelerinden kaynaklanır. Bu ilişkiyi anlamak, sizi hatalı bükümlere tepki vermekten iyi bükümler yapmaya bilinçli şekilde yönlendirir.
Hava bükümünde tonaj gereksinimleri, malzeme kalınlığının karesiyle artar ve büküm uzunluğu ile kalıp açıklığına bağlı olarak değişir. Bu kare etkisi, yalnızca biraz daha kalın görünen bir sacın neden aniden iki ya da üç kat kuvvet gerektirdiğini açıklar. Bunu basitçe şöyle düşünebilirsiniz:
Kuvvet, kalınlığın karesiyle büküm uzunluğunun çarpımının, kalıp açıklığına bölünmesiyle orantılıdır.
Bu nedenle, aşırı küçük kalıplar başarısız olur—V ne kadar küçükse, gereken tonaj o kadar hızlı artar.
Başlamak için en güvenilir nokta 8× kuralıdır: Standart yumuşak çelikle çalışırken, malzeme kalınlığının yaklaşık sekiz katı genişliğinde bir V açıklığı seçin. Bu, dengeli bir iç yarıçap, makul kuvvet ihtiyacı ve tutarlı geri esneme sağlar. İnce saclarda çok büyük yarıçapı önlemek için 6× açıklık gerekebilir; prototiplerde veya bilinmeyen alaşımlarda 10–12×’ye çıkmak, makine üzerindeki stresi azaltır ancak biraz daha büyük bir yarıçap oluşturur.
Malzeme türü denge noktasını değiştirir. Paslanmaz ve yüksek mukavemetli çelikler genellikle yumuşak çeliğe göre 1,3×–1,6× daha fazla tonaj gerektirir; alüminyum ise daha az kuvvet ister ancak daha fazla geri esneme oluşturur. Tonaj hesabınızı bir başlangıç tahmini olarak ele alın, ardından sonucu öngörülebilir tutmak için malzeme faktörüyle ayarlayın.
Büküm uzunluğu doğrusal olarak artar—uzunluğu iki katına çıkarırsanız kuvveti de iki katına çıkarırsınız—bu nedenle kısa bir test numunesi yanıltıcı olabilir. Hesaplanan gereksiniminizin en az yüzde 20 güvenlik payıyla birlikte makinenin nominal kapasitesi içinde kaldığından emin olun. Tonaj çok yükselirse, V açıklığını artırmak kuvvetleri güvenli bir seviyeye geri getirmenin en hızlı ve en az aksatıcı yoludur.
Kalıp seçimini bir kamyonun süspansiyonu gibi düşünün. Çok sert olursa parçalar kırılır; çok yumuşak olursa kontrol kaybolur. 8× kuralı sizi süspansiyonun tatlı noktasına yerleştirir—enerjinin güçlendirilmek yerine absorbe edildiği noktaya.
Hava bükmede, zımba ucu ve V kalıbının iki omzu tek temas noktalarıdır. Sac, bunlar arasında askıda—veya “yüzer” şekilde—durur ve bükme açısı tamamen zımbanın kalıba ne kadar girdiğine bağlıdır. Malzeme V boşluğuna tamamen uymadığından gereken tonaj çok daha düşüktür. Bu da hava bükmeyi, hem malzeme davranışının hem de nihai bükme açısının hâlâ belirsiz olabileceği prototip çalışmalarında en affedici seçenek haline getirir.
Alt bükme—tam sıkıştırmaya kadar yapıldığında “coinleme” olarak da bilinir—sacın kalıbın şekline tamamen uyması için zımbayı kalıba bastırır. Bu, yaylanmayı neredeyse tamamen ortadan kaldırır ve iç yarıçap üzerinde kesin kontrol sağlar, ancak bunun karşılığında yüksek tonaj gerekir. Süreç yalnızca sacı bükmekle kalmaz; malzemeyi tam kontura uydurmak için plastik deformasyon yaratır, yük taleplerini önemli ölçüde artırır.
Bir prototipte alt bükme üç ana nedenle ciddi risk taşır:
Doğru hesaplamalar yapılmadan gerçekleştirilen tek bir alt bükme bile bir V kalıbın omuzlarından kırılmasına veya aşınmış contalardan hidrolik yağ sızmasına neden olabilir. Güvenli yaklaşım basittir: kalıp ağzı, zımba yarıçapı, gerekli tonaj ve yerleşik güvenlik payını doğrulamadan asla prototipi alt bükmeyin. Mühendislik çizimi alt bükme istiyorsa, ilk testi rastgele bir hurdada değil, aynı malzemeden tek kullanımlık özdeş bir parça üzerinde yapın.
Hava bükmeyi test pistiniz, alt bükmeyi ise tam hız açık otoyol olarak düşünün—kurulumunuz yolun gerektirdiğini kaldırabilecek durumda olana kadar şerit değiştirmeyin.
Doğru V kalıbı ve bükme yöntemini seçtikten sonra, bir sonraki tehlike makinenin doğru zımba derinliğini otomatik olarak “bildiğini” varsaymaktır. Hava bükmede Y ekseni hareketi doğrudan nihai bükme açısını belirler, dolayısıyla derinlik sezgisel bir konu değil, kontrol edilen ve ölçülebilen bir değişken olarak ele alınmalıdır.
Güvenilir bir kurulum süreci şöyle görünür:
Y ekseni, hava bükmede kontrol koludur. Sadece çeyrek milimetrelik bir ayar bile özellikle daha sert metallerde bükme açısını birkaç derece değiştirebilir. Bu hassasiyete hakim olmak süreci tahminden kontrole dönüştürür.
Bu ilkeleri uygulayarak, sadece iyi bir büküm ummaktan çıkıp her bükümü kasıtlı bir şekilde mühendislik haline getirirsiniz. Makine öngörülebilir hale gelir—ve öngörülebilir makineler başarısız olmaz.
Deneyimli bir abkant operatörünü fark etmenin en kesin yolu, parçanın yüzeyiyle değil duruşuyla ilgilidir. Yeni başlayanlar cıdaya dik, kollarını uzatmış ve ayaklarını sabitlemiş şekilde durma eğilimindedir. Uzmanlar öyle değildir. Bir ayaklarını diğerinin biraz arkasında tutar, dizlerini serbest bırakır ve anında hareket etmeye hazır olurlar. Kural basittir: Levha sıçrarsa önce sen hareket et—metalden önce.
Gövdenizi cıdanın doğrudan hareket hattından uzak tutun. Levha zorlanmayı bırakırken “yukarı fırladığında,” kenarı sizden daha hızlı çarpabilir. Hafifçe öne ve arka dayama ölçerinin yanına doğru durmak, herhangi bir hareketin sadece havayı—kaburgalarınızı değil—vurmasını sağlar. Asla V hattının içine uzanmayın; parçaları sabitlemek için tahta itme çubuğu veya manyetik kılavuz kullanın. Parmaklarınız tutma aracı değildir. Gözlerinizi iş parçası seviyesinde tutun—aşağı bakmak yan kaymaları gizler. Göz hizasında, levhanın kenarının kalıba nasıl aktığını izleyebilir ve basınç artmadan önce hatalı beslemeleri veya eğrilmeleri yakalayabilirsiniz.
Her deneyimli operatör bu “ölü adam” duruşunu benimser—dengeli, sakin ve düşünmeden geri çekilmeye hazır. Bu bir ritüel değildir; sürücü, debriyaj veya sınır ölçerinde bir şey ters gittiğinde sizi koruyan pratik bir önlemdir.
Bir abkant pres, kontrollü germe yoluyla metali şekillendirir. Zımba aşağı inerken, levhanın dış katmanları uzar, iç katmanları sıkışır ve nötr eksen kayar. Kuvvet serbest bırakıldığında dış gerilim gevşer—metal “geri esner” ve düz hale dönmeye çalışır. Bu esneklik alışkanlıkla değil, verilerle yönlendirildiğinde öngörülebilirdir.
Yumuşak çelik genellikle 2–5° kadar geri esner, bu yüzden 92° civarında kasıtlı olarak fazla bükersiniz ve gerçek 90° elde edersiniz. Paslanmaz çelik bunu daha da ileri taşır, genellikle 5–8° arasında geri döner. Alüminyum alaşımları daha az öngörülebilirdir—bazı temperler sadece 2–3° gevşerken, diğerleri çok daha değişken olabilir. Sık sık büküm yapılan her atölye, her malzeme ve takım kombinasyonunu kanıtlanmış fazla büküm değerleriyle etiketlemelidir. Bu, tahmin işini tekrarlanabilir bir ayara dönüştürür.
Takım geometrisi de geri esnemeyi şekillendirir. Hava bükümünde, levha kalınlığının yaklaşık sekiz katı bir V açıklığıyla başlayın. Daha büyük V kalıpları daha fazla tonaj gerektirir ve geri esnemeyi artırır; daha küçük olanlar malzemeyi aşırı zorlayarak kalıp yapışmasına yol açabilir. Hedef iç büküm yarıçapınıza uygun bir zımba burun yarıçapı seçin. Daha keskin bir uç daha temiz görünen bir büküm üretebilir, ancak gerilimi yoğunlaştırır—düzensiz geri esnemeye ve erken çatlama riskinin artmasına neden olur.
Sıkı toleranslara ihtiyacınız varsa, dip büküm veya hafif parlatma yöntemini düşünün. Bu, üç ila altı kat daha fazla kuvvet gerektirir ancak neredeyse hiç geri esneme oluşturmaz. Bu bilinçli bir değiş tokuştur: daha yüksek yük, daha yavaş iş döngüsü ve daha hızlı takım aşınması karşılığında hassasiyet. Yalnızca kritik geometriler veya küçük hataların bir montaj boyunca birikme riski olduğunda buna değer.
Herhangi bir dengesiz hareket belirtisi erken bir uyarıdır. Cıdanın iki ucunu inmeye başlarken izleyin: bir taraf önce dokunursa veya parça kalıp duvarına yaslanırsa hemen durun. Devam etmek levhayı kırışmasına veya takımın zarar görmesine yol açar. Modern abkantlar kısmi vuruşlara izin verir—bunu kullanın. Tahmini tonajınızın –30’u ile başlayın ve bir hurda parçada sığ bir test bükümü yapın. Direncin sabit olup olmadığını hissedin; ani bir gıcırdama veya metalik bir ses, dengesiz yükleme veya oturma yüzeyindeki birikintiye işaret eder.
Bilinmeyen malzemeler veya yeni takım setlerinde, şekillendirme bölgesinden yavaşça inin ve tam kapanmadan önce geçici büküm açısını izleyin. Bazı kontrol sistemleri, açıyı parça üzerinde açı ölçerle doğrudan ölçebilmeniz için döngüyü ortada durdurmanıza izin verir. Bu, levhanın geri esnemeden önce ne kadar eğildiğini gerçek zamanlı olarak gösterir ve son derinliği hassas şekilde ayarlamanızı sağlar. Makineniz durduramıyorsa, bunun yerine birkaç sığ vuruş yapın—üç hafif geçiş, tek bir kör darbeye göre çok daha güvenlidir.
Titreşim artışı hissederseniz veya makinenin sesinde ani bir değişiklik fark ederseniz işlemi hemen durdurun. Bu, yük yolunun değiştiğinin açık bir işaretidir—genellikle hizası bozulmuş bir zımba veya kaymış bir geri dayama ölçeri nedeniyle. Hizalamayı “kağıt testi” ile yeniden kontrol edin: bir kağıt yaprağını zımba ve kalıp arasına kaydırın, cıdayı kağıt tutmaya başlayana kadar indirin ve baştan sona eşit sürtünme olduğundan emin olun. Sürtünme dengesiz geliyorsa, temasınız düzgün değildir—ve daha fazla basınç uygulamak sadece iş parçasını büküp çarpıtacaktır.
Çoğu operatör geri esnemeyi daha fazla kuvvet uygulayarak yenmeye çalışır; becerikli olanlar ise bunu geometri ve zamanlamayı hassas biçimde kontrol ederek dengeler. Gerçek büküme geçmeden önce hem yüksek hem düşük hızlarda bir dizi kısa, yüklenmemiş vuruş yaparak hidrolik dengeyi doğrulayın. Ardından her kurulum için bir test bükümü yapın ve hedef açıyla gerçeklemiş açıyı doğrudan hurda parça üzerine not edin. Üretimin bir haftası boyunca bu notlar özel bir referans sayfasına—genel bir tablodan çok daha doğru bir “büküm günlüğüne”—dönüşür.
Asıl avantaj, vücut pozisyonunu süreç farkındalığıyla birleştirdiğinizde ortaya çıkar. Kalıba hafifçe yandan, göz hizasında durmak, cıda hâlâ hareket ederken ilk geri tepme işaretini yakalamanızı sağlar. Basınç boşaldığında levhanın kenarının yaklaşık bir milimetre kalktığını göreceksiniz—bu, geri esnemenin gerçek zamanda gerçekleştiğidir. Bu ince ipucuna dayanarak derinliği ayarlamak, deneme bükümleri yapmadan doğru açıyı tutturmanın en iyi yoludur. Pratikte, bu eski “daha sert vur” alışkanlığına kıyasla daha hızlı, daha güvenli ve çok daha az maliyetlidir; hem malzemeyi hem de morali israf etmez.
Duruş ve görsel sezgiyi bu şekilde keskinleştirdiğinizde, geri esneme artık tahmin gibi hissettirmez. Ölçülebilir bir faktör haline gelir—yönetilebilir, öngörülebilir ve en önemlisi sizin kontrolünüz altındadır. Peki elleriniz? Olmaları gereken yerde kalırlar: tehlike bölgesinden çok uzakta.
Bir pres freni, dinlenme durumunda mükemmel şekilde düzgün görünse de, basınç altına girdiğinde genellikle öyle davranmaz—özellikle dört fittenden daha uzun parçalar şekillendirildiğinde. “Kano etkisi” olarak adlandırılan olgu, koç ve yatağın büküm sırasında hafifçe dışa doğru esnemesiyle ortaya çıkar. Hidrolik silindirler en yüksek kuvveti uçlara yakın uyguladığı için, merkez göreceli olarak daha az kuvvet alır. Sonuç olarak, parça uç kısımlarda daha dar açıyla bükülürken, ortası daha açık kalır—bazen sekiz dereceye kadar farkla. On fitlik bir parçada bu fark, hassas 90°’lik bir bükümü ortada 98° ölçülen bir sarkmaya dönüştürebilir.
Yanlış teşhis yaygın bir sorundur. Operatörler, problemi malzeme değişkenliğine bağlayabilir veya fjk etkisinin tek neden olduğunu varsayabilir. Gerçekte, ağır çelik çerçevelerin bile görünür sağlamlığı yanıltıcıdır—çalışma tonajı altında, büküm açılarını değiştirecek kadar esnerler. Belirsizliği ortadan kaldıran basit, kontrollü bir test yapılabilir: makinenin tam çalışma uzunluğu boyunca bir hurda parçayı bükün ve açıyı uçlarda ve ortadaki üç eşit noktada ölçün. Eğer merkezi açı 2–5° gerideyse, esnemeyi doğrulamış olursunuz.
Görsel ipuçları belirgin değilse—örneğin, minimum açıklık boşlukları varsa—simüle edilmiş yükle kuru bir döngü çalıştırın. Tonajı yeniden oluşturmak için kalıp boşluğuna tam oturacak şekilde kesilmiş sert ağaç blokları yerleştirin, orta noktaya bir kadran göstergesi koyun ve koçu döngüye alın. Her strokta yalnızca 0.0005–0.001″ ölçülen bir düşüş bile, parça boyunca fark edilir açı farklılıkları üretmeye yeterlidir. Bu gözlemlendiğinde, sorunun kökü operatör hatası değil, makine esnemesidir—uzun parçalardaki dalgalanmanın yaklaşık ’ı bu faktöre kadar izlenebilir.
Telafi etmek için kontrolörde ram derinliğini artırmak cazip gelebilir, ancak bu yaklaşım genellikle yarardan çok zarar getirir. Y eksenini daha derine itmek, merkezdeki tonajı –30 artırır; bu prototiplere zarar verebilir, hidrolik sistemleri aşırı zorlayabilir veya hatta kalıpları kırabilir. Kontrollü bir şimleme yöntemi kullanmak, ekipmana aşırı yük bindirmeden esnemeyi telafi eder.
Şimleme, genellikle 0.001–0.005″ çelik veya sağlam kâğıt gibi hassas ölçülmüş şeritlerin, açı farklarının bulunduğu noktalarda—genellikle makinenin merkezinde—kalıbın altına yerleştirilmesini ifade eder. Farkı belirlemek için test bükümleriyle başlayın: koç ve kalıp arasına orta strokta bir mastar yerleştirmek, 1 mm’ye varan uyumsuzlukları gösterebilir. Şimlemeye ortadan başlayın, ardından uçtan uca açıların hizalandığı noktaya kadar küçük adımlarla dışa doğru genişletin. Dikkatli kalibrasyon için en az yarım saat ayırın; bu süreç kalıpları korur ve minimum ayar değişikliği gerektirir.
Deneyimli pres freni operatörleri, tekrar eden üretim işlerinde şimleri yarı kalıcı olarak yerinde bırakır. Ram derinliğini ayarlamaktan stratejik şimlemeye geçen atölyeler, hurda oranlarında yarıya kadar azalma görmüştür—özellikle derin kanal kesitleri veya uyumu bozan dengesiz bükümlere sahip uzun kutu parçalarında. Düzeltici kuvveti yatak boyunca eşit dağıtarak, şimleme hem iş parçasını hem de pres frenini deforme edebilecek yoğun basınç artışlarını engeller.
Geri dayama parmakları, her bükümden önce hassas ve tekrarlanabilir konumlandırma için tasarlanmıştır—döngü başladıktan sonra sürekli “mikro ayarlama” yapmak için değil. Onları manuel bir kılavuz gibi kullanmak—plakayı hisle kaydırmak—her bükümde 1–2 mm’lik konum hatası üretir ve bu hatalar hızla “kano etkisine” dönüşür. Düzensiz temas basıncı flanşın yerleşimini kaydırır, yük dağılımını değiştirir ve orta nokta variesyonlarını büyütür.
En iyi uygulama, parmakları yalnızca sabit durdurucular olarak kullanmaktır. Ayağınızı pedala basmadan önce sacı tamamen kareye alın ve döngü sırasında yeniden konumlandırmaktan kaçının. Temiz bir temas yüzeyini korumak çok önemlidir—toz, çapak veya kalıntılar malzemeyi hafifçe yamuk tutabilir ve doğrudan açı hatalarına yol açar. Her kritik çalışmadan önce, parmakları basınçlı hava veya dikkatli bir silme ile temizleyin.
Prototiplerde, geri dayamayı tam flanş boyutuna ayarlayın ve geri esneme telafisi için hesaplanmış aşırı büküm ekleyin—çelik için tipik olarak 2–5° fazladan. Hizalamayı doğrulamak için hurda parçalar üzerinde test yapın; iyi bakımlı bir makine, gibs vidaları doğru torklandığında ±0.0005″ tekrarlanabilirlik sağlayabilir. Gevşek gibs’ler, ölçüm ayarlarınız doğru olsa bile yanlış hizalanma gibi görünebilir. Uzun parçalarda çift parmak kullanmak, iş parçasını kare şekilde sabitler ve yeniden konumlandırma hatalarını ’e kadar azaltır.
İnce aşınmalara dikkat edin: uzunluğu boyunca 0.5 mm’den fazla eğilen parmaklar, makine esnemesinin etkisini taklit eder. Doğruluk her ayak başına 0.01″’i aştığında değiştirin. Hidrolik dengesizlik, işlem sırasında geri dayamanın kaymasına neden olabilir; bu da büküm açılarında dalgalanmalara yol açar—bunu erken fark etmek, gereksiz koç ayarlarından veya ek şimleme hatalarından kaçınmanızı sağlar. Malzeme özellikleri de önemlidir—geri dönüştürülmüş çelik, yumuşak çeliğe göre ’a kadar daha fazla tonaj gerektirebilir; bu da sıkıştırma yetersizse dayama kayma riskini artırır. Tam üretim çalışmasına geçmeden önce daima malzeme sertifikanızı doğrulayın.
Çoğu arıza giderme kılavuzu, esneme ve yanlış hizalamayı iki ayrı sorun olarak ele alır—önce birini düzeltin, sonra diğerine geçin. Pratikte, birbirini beslerler. Makine esnemesi geri dayama kaymasını büyütür, gevşek geri dayama alışkanlıkları ise operatörleri yalnızca esnemeyi kötüleştiren koç ayarlamalarıyla açıların peşine düşürür. Deneyimli yaklaşım, bu iki parametrenin nasıl etkileştiğini fark edip kök nedenlerini aynı anda çözmektir. Esnemeyi dengelemek için kalıp tutucusunu şimleyin, konum hatalarını ortadan kaldırmak için geri dayama prosedürünü iyileştirin ve aşırı derinlik düzeltmelerine güvenmeden büküm dizinizi doğrulayın. Her ikisi de kontrol altına alındığında, düz tutmanın imkânsız göründüğü uzun parçalar bile pres freninden uzunluğu boyunca eşit açılarla çıkacaktır—vardiya üstüne vardiya.
Bir pres freni, yaptığınız her ayarlamayı—farkında olsanız da olmasanız da—takip eder. Yaylanma veya makine esnemesi telafisi için girdiğiniz her ofset, biri temizleyene kadar kontrol sisteminde saklı kalır. Bu gizli derinlik ve dayama değerlerini sıfırlamadan uzaklaşırsanız, bir sonraki operatörün sabah yapacağı ilk büküm sizin ayarlarınıza dayanır, onun değil.
Sektör raporları, vardiya değişimi sırasında yaşanan kazaların ’tan fazlasının hatalı kalıplardan değil, yerinde bırakılan ofsetlerden kaynaklandığını gösteriyor; bu da koçu beklenenden 2–3 mm daha derine gönderir ve daha ilk strokta kalıpları çatlatır. Bu tamamen önlenebilir bir hatadır.
Kapatmadan önce tam bir kalibrasyon döngüsünü tamamlayın: geri dayamayı sıfır referansına getirin, strok derinliğini ana konumuna döndürün ve her iki değeri de kontrol ekranında doğrulayın. Hurda malzeme üzerinde kuru bir çalışmayla bitirin—basınçsız, yalnızca koçu döngüye sokun ve tüm açıklıkların standart kuruluma uyduğundan emin olun. İnce ayarlama sırasında oluşan herhangi bir gevşeklik “hayalet” ofsetler yaratabilir, bu nedenle ayarlamalardan sonra tüm bağlantı elemanlarını sıkın. Doğru yapıldığında, tonaj takibi yapan atölyeler kalibrasyonlarının bir günden diğerine oranında doğruluğu koruduğunu gördü—sabah şaşırtıcı yanlış bükümler olmadan.
Ofsetlerinizi sıfırlamak sadece iyi bir alışkanlık değil—korumadır. Gizli ayarlamalar makinelerin sessiz katilleridir.
Her deneyimli operatör, düzgün park edilmiş bir abkant pres için kendi iç “temel ölçüsünü” taşır—pistonun nerede durması gerektiği, mastarın ne kadar geri çekilmiş olması gerektiği ve boşta çalışırken hidroliklerin ritmi. Bu hedefi tutturamazsanız, sabah vardiyası makineyi normale döndürmek için bir saat kaybedebilir—ya da daha kötüsü, bir şeylerin ters olduğunun farkına varmadan takımlara zarar verebilir.
Standart park prosedürü açıktır: pistonun kalıp yüzeyinden 5–10 mm yukarıya inmesini sağlayın (hidrolik makinelerde, boşluğu sabit tutmak için her silindirin altına çeyrek inçlik ahşap bir ara parça koyun), arka dayama mastarını tamamen geri çekin ve kapatmadan önce hidrolik basıncı sıfıra indirin. Tüm koruyucuları kilitleyin. Ancak bundan sonra makine kapatılmalıdır.
Bu sıraya uymak, vardiya değişimi sırasında yaşanan “beklenmedik düşmeyi” önler—500 makinede yapılan bir araştırmada gece boyunca kurulum hatalarının yaklaşık üçte birinin arkasında aynı sorun bulunmuştur. Operatörlerin sıkça gözden kaçırdığı bir detay: basıncı boşaltmadan önce gücü kesmek, pistonun gece boyunca bir milimetre kadar aşağıya kaymasına yetecek kadar artık kuvvet bırakabilir. Bu küçük kayma, ilk operatörü hizalamayı yeniden yapmak için iki saatlik bir uğraşa sürükleyebilir.
Makineyi park etmek sadece rutin değildir—operatörler arasında bir el sıkışmadır, sessiz bir vaat gibidir: “Tam olarak beklediğin yerden başlayacaksın.”
Bir cerraha körelmiş bir neşter vermezsiniz—ancak abkant pres işlerinde aşınmış takımlar çoğu zaman ikinci bir bakış olmadan devredilir. Yalnızca yarım milimetrelik bir çentik, her bükümde görünür dalgalanmalara yol açabilir ve hasarlı takım kullanmaya başlandığında, kalıp aşınması ilk günden itibaren eşitsiz ilerler.
Mesaidən çıkmadan önce, zımba ve kalıbı izopropil alkolle temizleyin; araştırmalar bunun, günlük kontrollerde fark edilmeyen mikro çatlakların ’ini ortaya çıkardığını gösteriyor. Zımba burnunu ve V-açıklığını kuru bir bezle silin, kalıp yuvasının altına sıkışmış metal parçacıklarını temizlemek için basınçlı hava üfleyin ve parlak atölye aydınlatması altında çukurlaşma veya renk bozulması olup olmadığını inceleyin. Son olarak hafif koruyucu bir tabaka sürün ve hassas zımbaları nem kaynaklı korozyonu önlemek için silika jel kaplı dolapta saklayın.
Kusursuz büküm rekoruna sahip operatörleri diğerlerinden ayıran alışkanlık: dokunsal muayene. Eldivenli parmağınızla zımba burnunun keskinliğini eşit olarak hissedin. Tek bir mat nokta—çoğunlukla tek bir acele bükümün sonucu—kalıp ömrünü yarıya indirebilir. Hasar bulursanız, takımı hemen değiştirin. Bir denetimde, açıklanamayan kusurların ’ü gece boyunca kullanımda bırakılan çizik zımbalara kadar izlenmiştir.
Temiz ve sağlam bir zımba ucu, sonraki bükümün ilk vuruşta doğru olmasını garanti eder. Bundan daha azı, sonraki operatörü başarısızlığa hazırlamaktır.
Günün işi — tüm ince ayarlar, kalibrasyonlar ve zahmetle kazanılan hassasiyet — ancak makine yarın sizin bu sabah bulduğunuz kadar hazır olduğunda gerçekten tamamlanır. Ofsetleri temizlemek, kontrollerdeki dokunuşunuzun tüm izlerini siler, onu başlangıç noktasına geri getirir. Parka almak temiz, nötr bir duruş kazandırır ve son kontrol, takım ucunun eskisi kadar keskin kalmasını sağlar.
Vardiya değişimi, bir uzmanın emeğini diğerine devrettiği andır. Yarınki ilk büküm, bugünün son dizisine şimdiden inşa edilmiştir. Piston sadece durmuyor—tam olarak sonraki operatörün beklediği yerde mükemmel şekilde konumlanmış, bekliyor.


















