

تردّد الكبّاس قليلًا، وساد الصمت في الورشة، وأصدر المكبس ذلك الأنين العميق الرنّان—ذلك الصوت الذي يفضّل كلّ مشغّل أن يتظاهر بأنه لم يسمعه. كثيرون يفترضون فورًا أنّه يعني “حمولة زائدة” أو “خامة سيئة.” في الحقيقة، يشير ذلك الصوت غالبًا إلى كبّاس غير محاذى، أو نقص في السائل الهيدروليكي، أو مشكلة على وشك أن تحوّل الجزء التالي—وربما القوالب أيضًا—إلى خردة باهظة الثمن. الخطر الحقيقي ليس في الصوت نفسه، بل في إعادة التشغيل قبل تحديد السبب بدقة. المسافة بين أنين غير ضار وإنذار ميكانيكي خطير هي بالضبط المساحة التي تحدث فيها الحوادث—وفواتير إعادة المحاذاة التي تصل إلى $5,000.
أسرع طريقة لتحديد ما إذا كان ذلك الأنين يعني وجود مشكلة هي قياس “المسافة المفتوحة” للآلة—أي الخلوص المتّسق بين الكبّاس والسرير عند النقطة العليا. غالبًا ما يتخطّاها المشغلون الجدد لأن الكبّاس يبدو مستقيمًا، ولكن المظهر يخفي العديد من حالات عدم المحاذاة. في الواقع، أفاد مدرّبو مجموعة التشغيل بالمعادن أن 80% من المتدرّبين يفشلون في اكتشاف التواء الكبّاس والسرير لمجرد أنهم لا يأخذون قياسات المسافة المفتوحة.
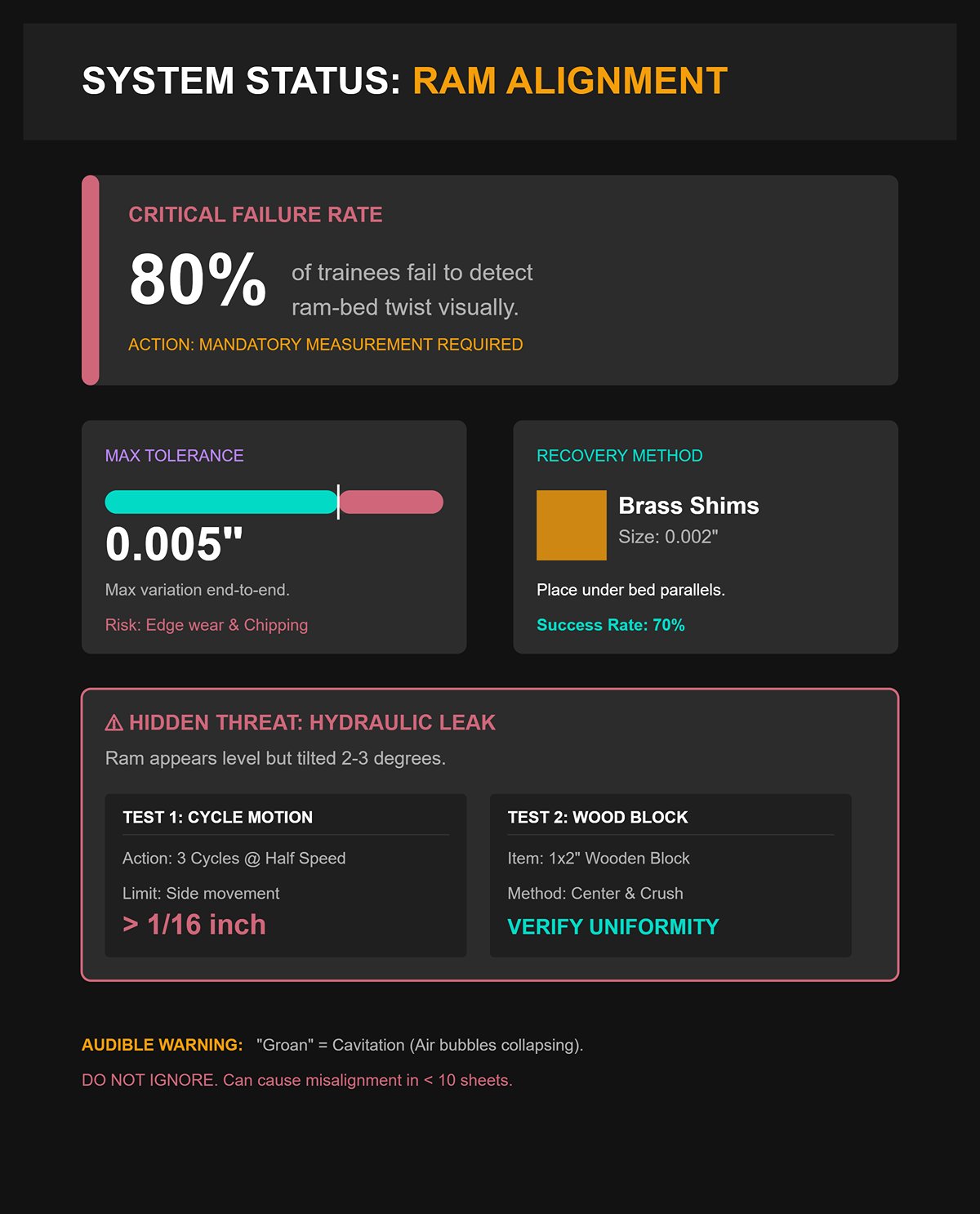
في مكبس ثني هيدروليكي قياسي بقوة 100 طن، يجب أن ترى فجوة متجانسة تتراوح بين 0.5 و1 بوصة على طول السرير بأكمله. سيكشف المسطرة المستقيمة مع مجسّات القياس (0.001–0.010 بوصة) ما لا تستطيع العين رؤيته. إذا وجدت تباينًا يتجاوز 0.005 بوصة من طرف إلى آخر، فمن المرجّح أنك تتعامل مع التواء في السرير بسبب حمولة سابقة زائدة. يؤدي هذا الالتواء إلى اصطدام الثاقب بالقالب بشكل غير متساوٍ، مما يسبب تآكلًا في الحواف وتكسّرًا—even من أول تمريرة. الحل السريع والمجرّب هو وضع شِرَك نحاسية بسماكة 0.002 بوصة أسفل قواعد السرير، ثم إعادة فحص المسافة المفتوحة. يقول المدرّبون إن هذه الخطوة الواحدة حوّلت الانحناءات المشوّهة الأولى إلى نتائج دقيقة وقابلة للتكرار بنسبة نجاح تبلغ 70% من المشغّلين الجدد لديهم.
مشكلة خادعة يجب الانتباه لها: قد يبدو الكبّاس مستويًا تمامًا، ومع ذلك يكون مائلاً بدرجتين إلى ثلاث درجات إذا كان أحد الأسطوانات الهيدروليكية يعاني من تسريب داخلي. للتحقق، شغّل الكبّاس عبر ثلاث دورات بسرعة نصفية بدون أدوات، وانظر إن كان هناك حركة جانبية تتجاوز 1/16 بوصة. في حالة موثقة من مجموعة تشغيل المعادن، تم تجاهل أنين بالكاد مسموع نتج عن ظاهرة التجويف—فقاعات هواء مجهرية تنهار داخل السائل الهيدروليكي—حتى قام المشغّل بثني عشر صفائح فبعثر محاذاة السرير. كان يمكن لاختبار بسيط أن يمنع ذلك: ضع كتلة خشبية بقياس 1×2 بوصة في منتصف السرير، أنزل الكبّاس ببطء، وافحص نمط الانسحاق. إذا لم يكن الضغط موحّدًا، أوقف التشغيل فورًا.
في معظم الحالات، يشير ذلك الأنين إلى مشكلة في النظام الهيدروليكي وليس إلى تماس معدني مباشر. يعمل المكبس السليم بزيادة ضغط مصحوبة بأزيز ثابت ومتزايد. إذا انخفض النغمة أو تذبذبت—خصوصًا أثناء بدء التشغيل—يكون السبب غالبًا تلوث السائل أو تخلخله بالهواء. غالبًا ما يُدخل التكاثف في الطقس البارد الماء إلى النظام؛ فالمظهر الغائم أو اللبني في نافذة الرؤية علامة تحذير واضحة. خذ عينة صغيرة ولاحظ سرعة انفصالها—الانفصال البطيء يعني أن التلوث بدأ يزعزع استقرار الضغط. استبدال نحو 20 بالمائة من السائل بزيت ISO VG46 نظيف يعيد عادة الأداء السلس والموثوق.
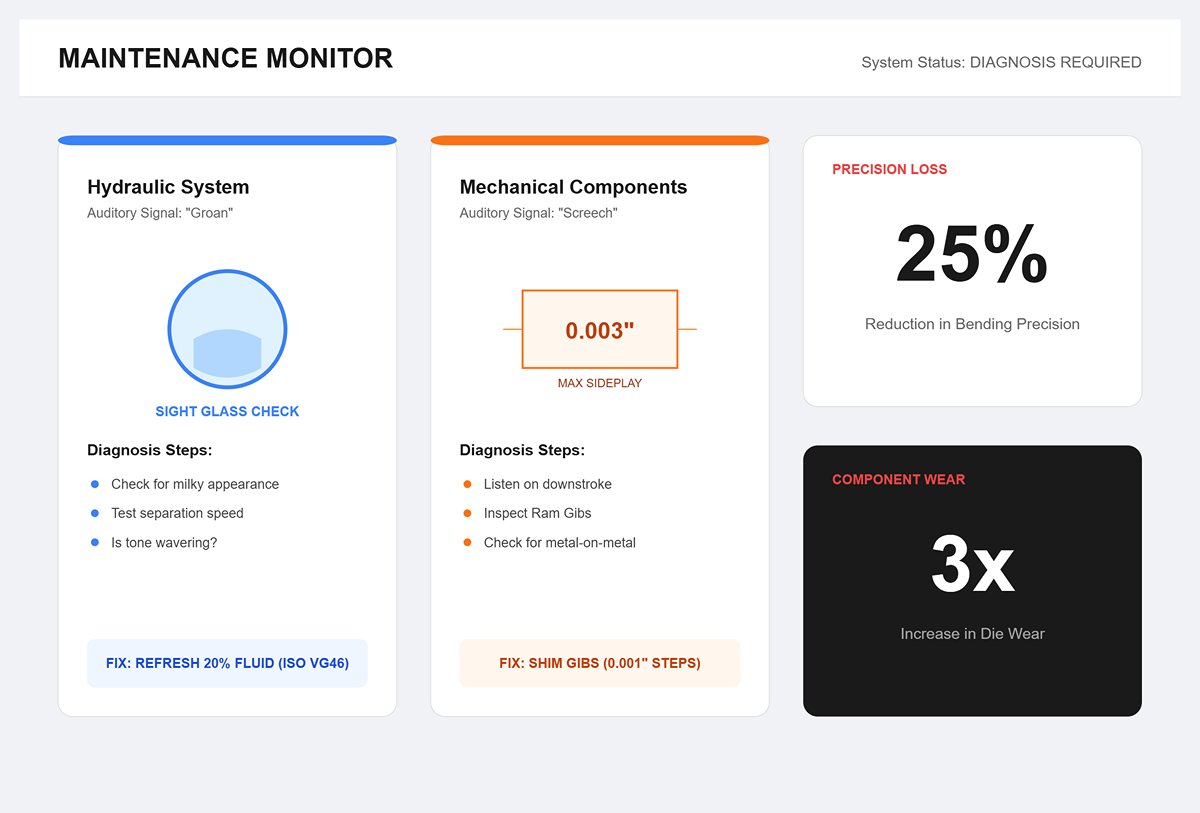
الإجهاد الميكانيكي—أي التآكل المعدني الحقيقي—له صوت مميز: صرير حاد وعالي النغمة أثناء حركة انحدار الكبّاس. يشير هذا عادة إلى تآكل في دلائل الكبّاس التي تضمن حركته المنتظمة. إذا تجاوز التمايل الجانبي 0.003 بوصة، قم بترصيص الدلائل تدريجيًا بخطوات 0.001 بوصة. تجاهل الأمر يؤدي إلى انحراف الكبّاس جانبيًا، مما يضع عبئًا مفرطًا على جانب واحد من القالب. أظهرت دراسات أوروبية تتبعت أكثر من 500 آلة أن إهمال الأنّات المرتبطة بانخفاض كفاءة النظام الهيدروليكي يقلل دقة الثني بنسبة 25٪ ويزيد تآكل القوالب ثلاث مرات. مفاجأة شائعة للمشغلين: الألمنيوم يصدر أنينًا أعلى من الفولاذ لأنه يمتص الاهتزاز بدرجة أقل، ما يخدع المبتدئين فيظنون أن السبب هو الحمل الزائد بينما تكون المشكلة في الهيدروليك.
قبل وضع أي صفيحة على القالب، تكشف الجولة الجافة عن مشكلات المحاذاة أو تأخيرات التوقيت أو أعطال المؤازر الخلفي التي لا يمكن التنبّه إليها من خلال الصوت فقط. تشغيل دورتين إلى خمس دورات فارغة عند حمولة تبلغ نحو 20٪—أي حوالي 4 أطنان على مكبس 100 طن قياسي—يكشف عن معظم المشكلات الخفية. أزل أصابع المؤازر الخلفي من الطريق، وحرّك الثاقب بحيث يكون على بعد نحو 1/32 بوصة من قمة القالب على شكل V باستخدام اختبار الورقة البسيط، وراقب حركة الكبّاس. يجب أن ينزل بسلاسة بسرعة تتراوح بين 6 و8 بوصات في الثانية؛ أي تعثّر أو توقف يشير إلى بطء في المحرّك المؤازر، وغالبًا ما يُحل بإطالة زمن التوقف على محور Y بنصف ثانية. يجب أن يرتفع الضغط الهيدروليكي تدريجيًا إلى 60–80 رطل/بوصة² بدون صفير؛ ذلك الصوت يدل على تسرب في مجموعة الصمامات، وهو النوع من الأعطال الذي يحدث عادة في منتصف الدورة عندما يكون الضرر أكبر.
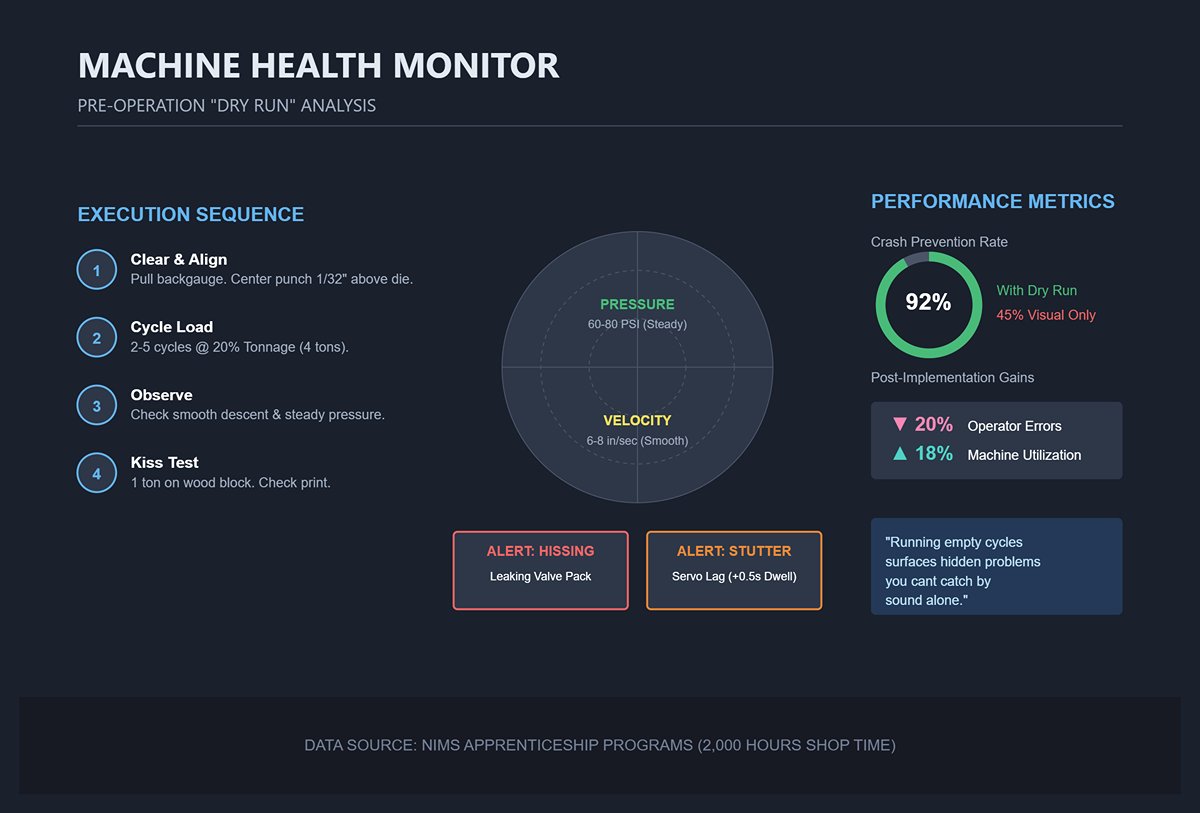
يأتي مثال تدريبي شائع من مصنع في آسيا: أجرى مشغّل دورة جافة واحدة فقط، وتجاهل إصبع المؤازر الخلفي الذي كان مثنيًا بمقدار 1/8 بوصة، فحطّم ثاقبًا بقوة $800 في الجزء التالي مباشرةً. بعد ذلك، فرض المصنع خطوة تغذية راجعة إلزامية من المشغّل بعد كل دورة جافة. هذا التغيير وحده خفّض الأخطاء بنسبة 20٪ وزاد من استغلال الماكينة بنسبة 18٪.
أنهِ كل دورة جافة باختبار “قبلة” خفيف—طبّق ضغطًا مقداره طن واحد على كتلة خشبية في منتصف السرير. يثبت سحق مستقيم ومتجانس صحة المحاذاة؛ بينما يشير سحق مائل إلى أن حامل القالب يحتاج إلى شِرْك بسماكة 0.002 بوصة إلى اليمين أو اليسار. تُظهر بيانات برامج التدريب التابعة لـ NIMS، التي تغطي 2000 ساعة عمل في الورش، أن الجولات الجافة تكتشف 92٪ من أخطاء المبتدئين قبل تحميل أي معدن، مقارنة بنسبة حوادث بلغت 45٪ عند الاعتماد فقط على الفحص البصري.
الأنين ليس أمرًا بإيقاف التشغيل نهائيًا. إنه طلب من الماكينة أن تتوقّف فقط بالقدر الكافي لتعرف إن كانت تحذّرك—أم تحميك.
يحاول أغلب المبتدئين محاذاة الأدوات بالنظر، ويفترضون أن الثاقب والقالب “متقاربان بما يكفي” عندما يبدوان متمركزين. لكنهما نادرًا ما يكونان كذلك. حتى انزياح بمقدار 0.1 مليمتر يغيّر خط الثني بما يكفي ليدفع الكبّاس جانبيًا. تظهر الدلائل فورًا: يأتي أحد جانبي الثني أكثر إحكامًا، أو تحصل على انحناءة خفيفة على شكل زورق على طول المركز. ما يبدو تخمينًا غير مؤذٍ يؤدي سريعًا إلى تلف حقيقي—خدوش في أكتاف القالب، ونتوءات على رأس الثاقب، وعلى المكابس الكبيرة، انحراف طفيف في الكبّاس يخلّ بتزامن الأختام الهيدروليكية.
المشكلة ليست في ضعف البصر—بل في الهندسة. ففي سرير بطول متر واحد، يؤدي انحراف بسيط قدره 0.1 مم عند أحد الطرفين إلى تضخيمه على طول السرير، مما يجبر الثاقب على الحفر في القالب على جهة بينما بالكاد يلمس الجهة الأخرى. تفسّر المكبس هذا كمقاومة غير متساوية ويعوض عنها بثني هيكله. يتراكم هذا الإجهاد الزائد مع كل دورة حتى تبدأ الآلة في إنتاج انحناءات بزوايا غير متطابقة—إحداها تنتهي أكثر حدة بمقدار درجتين تقريبًا. فشل اختبار الثني الأول لا يعني أن المكبس يفتقر إلى القوة، بل لأن المحاذاة لم يتم التحقق منها حسابيًا. يبدأ الحل بتثبيت الأدوات بحيث يشتركان في نفس خط المرجع قبل تطبيق أول طن من الضغط.
تبدأ المحاذاة الصحيحة بما يُسمّى “التلامس الخفيف” وليس بالسحق القوي. اخفض الكباس ببطء – الوضع اليدوي هو الأنسب – حتى تلامس رأس الخرام الكتفين على طول القالب بطريق متساوٍ. يجب أن يكون هذا التلامس متجانساً ولا يُحدث أي صوت؛ فوجود ارتطام من أحد الجانبين أو فجوة مرئية يشير إلى ميلان. في هذه المرحلة، يقوم المشغلون الخبراء عادة بفحص الطرفين باستخدام مقياس سماكة دقيق أو مؤشر قرصي. إذا تجاوز التفاوت 0.02 مم، فإن القاعدة أو حامل القالب يحتاج إلى تسوية (شِمّ). صحّح الخطأ قبل التثبيت، لأن أي انحراف سيبقى قائماً بعد الإقفال بالضغط ولن يزول إلا بعد تفكيك العِدّة بالكامل.
تسعى المشابك الهيدروليكية ومشابك WILA ذاتية المحاذاة إلى تصحيح مثل هذه المشكلات تلقائياً، لكنها لا تزال تحتاج إلى تأكيد باستخدام مسطرة مستقيمة. حتى شظية صغيرة أو نتوء تحت قاعدة القالب يمكن أن يُبعد الخط المركزي عن مدى تصحيح المشبك. نظّف جميع الأسطح المتلامسة جيداً قبل التركيب – فحتى أصغر جزيئة غبار تصل إلى 0.05 مم قد تُحدث انحرافاً وتسبب إجهاداً غير ضروري.
بعد التأكد من تلامس متجانس، طبّق ضغطاً منخفضاً – حوالي طنين لماكينة انحناء متوسطة الحجم – لتثبيت العِدّة بإحكام في مكانها. هذا المقدار كافٍ لتفعيل قوى المحاذاة دون المخاطرة بتشوه المنضدة. استخدام كامل قوة العمل مبكراً قد يؤدي إلى تقوس الطاولة إذا كان الإعداد غير دقيق. بعد التثبيت، تحقق مجدداً من التلامس على الطول الكامل. إن خط التلامس المستمر والناعم هو إشارة إلى أن الخرام والقالب الآن على محور واحد ومستعدان للانحناء الدقيق.
عند مستويات الدقة دون المليمتر، قد تُعطي الأدوات الأكثر حساسية قراءات مضللة. لذلك تلجأ العديد من الورش إلى طريقة بسيطة لكنها فعالة للغاية – اختبار الورقة. إن ورق الطباعة القياسي بسماكة نحو 0.1 مم أرق من معظم مقاييس السماكة، لكنه مثالي لاكتشاف الاحتكاك عن طريق اللمس. اطوِ شريطاً منه إلى النصف وضعه بين الخرام والقالب في عدة نقاط على طول العِدّة. اخفض الكباس تدريجياً حتى تشعر بأن الورقة تُسحب بتناسق قبل أن تتحرر. إذا كان أحد الجانبين يَنحشر بإحكام بينما الآخر ينزلق بسهولة، فالمحاذاة غير صحيحة. اضبط مشابك القالب أو عدّل الحشوات الدقيقة حتى يصبح الإحساس بالمقاومة متجانساً في جميع نقاط الاختبار الخمس.
يمنحك هذا الفحص العملي أساساً موثوقاً لخلوص الأدوات. السحب المتساوي على الطول يقابل حوالي 0.5° من الاتساق الزاوي – وهو مستوى دقة تستخدمه العديد من أنظمة القياس الرقمية كمرجع. في مكابح CNC، يمكنك التحقق من ذلك بإجراء انحناء تجريبي على قطعة خردة وقياس كلا الطرفين. إذا تجاوز الفارق بين الجانبين 2°، فالمشكلة في المحاذاة الميكانيكية أو عدم توازن النظام الهيدروليكي، لا في البرنامج. صحح ذلك بفك مسامير المزامنة على الجانب الأكثر إحكاماً وأعد التسوية حتى تتطابق القراءات.
حتى طبقة رقيقة من الغبار أو لطخة زيت تحت مشابك التبديل السريع يمكنها أن تُحدث انحرافاً يبلغ 0.2 مم أثناء الانحناء. لهذا السبب يُستحسن إعادة الفحص بعد التثبيت ومرة أخرى بعد أول دورة اختبار. اقضِ ثلاث دقائق على اختبار الورقة الآن، فقد توفّر ساعة لاحقاً في البحث عن فروق زاوية غير متوقعة.
امسح سرير القالب جيداً، ثبّت العِدّة تحت ضغط منخفض، ونفّذ اختبار الورقة بعناية قبل الإنتاج. انتبه للحظة التي تُمسك فيها الورقة بشكل متساوٍ على طول القالب بأكمله – فهذه هي الإشارة اللمسية على المحاذاة المثالية. بعد ذلك، أجرِ انحناءً تجريبياً واحداً على مادة خردة. إذا تطابق الطرفان ضمن نصف درجة، فهذا يعني أنك وصلت إلى الإعداد المثالي. كل تعديل لاحق – زاوية الدخول، إعدادات الضغط، وتعويض المادة – يعتمد على هذا الأساس. بمجرد أن يشترك الخرام والقالب في محور واحد حقيقي، تعمل المكابح بسلاسة، وينخفض الضجيج، وتصبح كل عملية انحناء متسقة ويمكن التنبؤ بها. بضع دقائق مركزة في البداية تحول التخمين إلى دقة قابلة للتكرار.
يملك مكبس الثني طريقة صارمة في كشف أخطاء الإعداد – غالباً عبر كسر شيء ما. عندما يتطلب النموذج فجأة قوة ضغط تفوق المتوقع، يكون السبب عادةً في عدم التوافق بين سُمك المادة وفتحة قالب الـV. هذا هو السيناريو الذي قد تتلف فيه الأختام، أو تتكسر الأدوات، أو يتوقف الكباس لأن المشغل اعتمد على الحدس لا على الفيزياء. إن فهم هذه العلاقة يحولك من رد الفعل على الانحناءات السيئة إلى تشكيل الانحناءات الجيدة عن قصد.
تزداد متطلبات الضغط للانحناء الهوائي مع مربع سُمك المادة وتتغير تناسبياً مع طول الانحناء وفتحة القالب. إن هذا العامل التربيعي هو ما يفسر كيف أن صفيحة تبدو أكثر سماكة قليلاً قد تتطلب فجأة ضعف أو ثلاثة أضعاف القوة. يمكن تبسيط الأمر على الشكل التالي:
القوة تتناسب طردياً مع مربع السماكة مضروباً بطول الانحناء، مقسوماً على فتحة القالب.
ولهذا تفشل القوالب ذات الفتحات الصغيرة – فكلما كانت فتحة الـV أصغر، ارتفعت قوة الضغط المطلوبة بسرعة.
أفضل نقطة بداية موثوقة هي قاعدة الـ8×: اختر فتحة V تعادل تقريباً ثمانية أضعاف سماكة المادة عند العمل بالفولاذ الطري القياسي. فهي تمنح نصف قطر داخلي متوازن، وقوة يمكن التحكم بها، واسترجاع زنبركي متناسق. قد تتطلب السماكات الرفيعة فتحة 6× لتجنّب نصف قطر كبير جداً؛ أما في النماذج الأولية أو عند الشك في سبيكة المادة، فإن توسيع الفتحة إلى 10–12× يقلل إجهاد الماكينة مقابل نصف قطر أكبر قليلاً.
يغيّر نوع المادة خط الأساس. عادةً ما يحتاج الفولاذ المقاوم للصدأ والصلب عالي المتانة إلى طاقة ضغط أكبر بمعدل 1.3×–1.6× من الفولاذ الطري، بينما يتطلب الألمنيوم قوة أقل لكنه يولّد استرجاعاً زنبركياً أكبر. اعتبر حساب الضغط لديك تقديراً أولياً، ثم عدّله بمعامل المادة للحفاظ على نتائج متوقعة.
طول الانحناء يتغير خطياً – ضاعف الطول تضاعف القوة – لذا يمكن أن تكون العينة القصيرة مضللة. تأكد دائماً من أن متطلبات الضغط المحسوبة مضافة إليها هامش أمان لا يقل عن 20 بالمائة تبقى ضمن السعة الاسمية للماكينة. عندما يرتفع الضغط كثيراً، فإن زيادة فتحة الـV هي الطريقة الأسرع والأقل إرباكاً لإعادة القوى إلى نطاق آمن.
فكر في اختيار القالب كما في نظام تعليق شاحنة. إذا كان صلباً جداً، تتكسر الأجزاء؛ وإذا كان ليناً جداً، تختفي السيطرة. تضعك قاعدة الـ8× في النقطة المثلى للتعليق – حيث يتم امتصاص الطاقة بدلاً من تضخيمها.
في الانحناء بالهواء، تكون نقطة التماس فقط عند طرف القالب العلوي (المكبس) وكتفي قالب الـ V، حيث يتم تعليق الصفيحة أو “تعويمها” بينهما، وزاوية الانحناء تعتمد بالكامل على مدى تغلغل المكبس داخل القالب. ونظرًا لأن المادة لا تتطابق تمامًا مع تجويف الـ V، فإن القوة المطلوبة تكون أقل بكثير. وهذا يجعل الانحناء بالهواء الخيار الأكثر تسامحًا في أعمال النماذج الأولية، حيث قد تكون سلوك المادة وزاوية الانحناء النهائية غير مؤكدة بعد.
الانحناء السفلي — المعروف أيضًا باسم "السك" عند الانضغاط الكامل — يدفع المكبس داخل القالب حتى تتطابق الصفيحة تمامًا مع شكل القالب. هذا يزيل فعليًا ارتداد الزاوية ويضمن تحكمًا دقيقًا في نصف القطر الداخلي، لكن المقابل هو قوة ضغط عالية. فالعملية لا تكتفي بثني الصفيحة؛ بل تشوه المادة بلاستيكيًا لتلائم شكلًا محددًا بدقة، مما يزيد بشكل كبير من متطلبات الحمل.
الانحناء الكامل في نموذج أولي يسبب مخاطر جسيمة لثلاثة أسباب رئيسية:
حتى عملية انحناء سفلي واحدة دون حسابات صحيحة يمكن أن تكسر قالب الـ V عند كتفيه أو تدفع الزيت الهيدروليكي عبر الحشوات البالية. النهج الآمن بسيط: لا تقم بعملية انحناء سفلي في نموذج أولي إلا إذا كنت قد تأكدت من فتحة القالب، نصف قطر المكبس، القوة المطلوبة، وهامش الأمان المدمج. وإذا نص المخطط الهندسي على الانحناء السفلي، قم بأول اختبار على قطعة مماثلة يمكن التخلص منها — وليس على أي خردة قريبة.
فكر في الانحناء بالهواء على أنه حلبة اختبارك، والانحناء السفلي على أنه طريق سريع مفتوح بأقصى سرعة — لا تغيّر المسار حتى تتأكد من أن إعدادك يستطيع التعامل مع الطريق.
بمجرد اختيارك لقالب الـ V والطريقة المناسبة للانحناء، فإن الخطأ التالي هو افتراض أن الآلة “تعرف” تلقائيًا عمق المكبس الصحيح. ففي الانحناء بالهواء، تؤثر حركة المحور Y مباشرةً على زاوية الانحناء النهائية، لذا يجب التعامل مع العمق كمتغير مضبوط وقابل للقياس وليس مسألة حدس.
تبدو عملية الإعداد الموثوقة هكذا:
المحور Y هو ذراع التحكم في الانحناء بالهواء. تعديل قدره ربع مليمتر فقط يمكن أن يغيّر زاوية الانحناء بعدة درجات، خاصة في المعادن الأكثر صلابة. إتقان هذه الدقة يحوّل العملية من التخمين إلى التحكم.
بتطبيق هذه المبادئ، تنتقل من مجرد الأمل في الحصول على انحناء جيد إلى هندسة كل انحناء عن قصد. الآلة تصبح قابلة للتنبؤ — والآلات القابلة للتنبؤ لا تفشل.
أسهل طريقة لاكتشاف مشغل مكبس انحناء متمرس ليست من خلال تشطيب القطعة، بل من خلال وضعية جسمه. فالمبتدئون يميلون إلى مواجهة الكباس بشكل مباشر، وأذرعهم ممدودة وأقدامهم ثابتة في مكانها. أما المحترفون فلا يفعلون ذلك. يُبقون إحدى القدمين خلف الأخرى قليلاً والركبتين غير مقفلتين، مستعدين للحركة في أي لحظة. القاعدة بسيطة: إذا قفزت الصفيحة المعدنية، فأنت تتحرك أولًا — قبل أن يتحرك المعدن.
أبقِ جذعك خارج خط حركة الكباس المباشر. عندما “ترتد” الصفيحة عند تحرر الإجهاد، يمكن أن تنقلب حافتها أسرع مما يمكنك الرد. الوقوف قليلاً للأمام وإلى جانب الضبط الخلفي يضمن أن أي حركة تصيب الهواء فقط — وليس ضلوعك. لا تمد يدك داخل خط الـV؛ استخدم عصا دفع خشبية أو تابع مغناطيسي لتثبيت القطع. أصابعك ليست أدوات إمساك. أبقِ عينيك بمستوى قطعة العمل — فالنظر إلى الأسفل يخفي الانزلاق الجانبي. وعلى مستوى العين، يمكنك مراقبة حافة الصفيحة وهي تتدفق إلى القالب واكتشاف أي خطأ في التغذية أو ميل قبل أن يرتفع الضغط.
كل مشغل متمرس يعتمد هذه الوضعية “الرجل الميت” — متوازن، متحفظ، ومستعد للتراجع دون تفكير. ليست طقساً بل إجراءً مدروساً يحميك عندما يحدث خلل في القيادة أو القابض أو نظام القياس.
يشكل مكبس الانحناء المعدن عن طريق التمدد المتحكم به. ومع هبوط الثقب، تتمدد الطبقات الخارجية للصفيحة، وتنضغط الداخلية، وتتحرك المحور المحايد. وعند تحرير القوة، تسترخي تلك التوترات الخارجية فيرتد المعدن نحو الوضع المسطح. هذه المرونة يمكن التنبؤ بها عندما تُوجه بواسطة بيانات وليس بالعادات.
عادةً ما يرتد الفولاذ الطري بين 2–5 درجات، لذا تُثنيه عمدًا إلى حوالي 92° للحصول على زاوية 90° دقيقة. الفولاذ المقاوم للصدأ يرتد أكثر، غالبًا 5–8°. سبائك الألمنيوم أقل قابلية للتنبؤ — بعض الأنواع ترتخي فقط 2–3°، بينما تتفاوت الأخرى بدرجة أكبر. يجب على أي ورشة تقوم بالثني بانتظام أن تُصنّف كل مادة وتركيبة أدواتها بقيم الانحناء الزائد المثبتة لديها. هذا يحول التخمين إلى إعداد قابل للتكرار.
تؤثر هندسة الأدوات في الارتداد أيضًا. عند الثني بالهواء، ابدأ بفتحة V تعادل تقريبًا ثمانية أضعاف سمك الصفيحة. تزيد فتحات V الأكبر من القوة المطلوبة وتضخم الارتداد؛ أما الأصغر فتعرض المادة للإجهاد المفرط وتسبب تآكل القالب. اختر نصف قطر أنف الثقب المتوافق مع نصف قطر الانحناء الداخلي المستهدف. قد ينتج الأنف الحاد انحناءً يبدو أنظف، لكنه يركز الإجهاد — مما يؤدي إلى ارتداد غير منتظم وزيادة احتمال التشقق المبكر.
عندما تحتاج لدقة عالية، استعن بالثني السفلي أو الطبع الخفيف. يتطلب ثلاثة إلى ستة أضعاف القوة لكنه ينتج ارتدادًا شبه معدوم. هذه مقايضة مقصودة: حمل أعلى، زمن دورة أبطأ، وتآكل أسرع للأدوات مقابل دقة متقنة. يستحق الأمر فقط في الأشكال الحرجة أو عندما تتراكم الأخطاء الصغيرة خلال عملية التجميع.
أي تلميح إلى حركة غير منتظمة هو إنذار مبكر. راقب كلا جانبي الكباس أثناء نزوله: إذا لمس أحدهما أولاً أو مالت القطعة إلى جدار القالب، توقف فورًا. الاستمرار يعرض الصفيحة للتجعد أو الأدوات للتلف. تسمح المكابس الحديثة بضربات جزئية — استخدمها. ابدأ بـ 20–30% من القوة المقدرة وأجرِ تجربة انحناء ضحلة في خردة معدنية. لاحظ مقاومة ثابتة؛ فصرير مفاجئ أو طقطقة معدنية يشير إلى حمل غير متوازن أو وجود حطام على سطح الإسناد.
مع المواد غير المألوفة أو الأدوات الجديدة، انزل ببطء عبر منطقة التشكيل وراقب زاوية الانحناء المؤقتة قبل الإغلاق الكامل. تسمح بعض أنظمة التحكم بالتوقف في منتصف الدورة لتتمكن من القياس بزاوية مباشرة على القطعة. يمنحك ذلك قراءة فورية لمدى خضوع الصفيحة قبل الارتداد، مما يتيح لك ضبط العمق النهائي بدقة. إذا لم تتمكن الماكينة من التوقف، نفّذ عدة ضربات ضحلة بدلاً من واحدة عمياء — ثلاث ضربات خفيفة أكثر أمانًا من ضربة واحدة غير مراقبة.
أوقف العملية فورًا إذا شعرت باهتزاز متزايد أو لاحظت تغيرًا مفاجئًا في صوت الماكينة. هذا إشارة واضحة إلى أن مسار الحمل قد تغير — غالبًا بسبب ثقب غير محاذٍ أو انزلاق في الضبط الخلفي. أعد فحص المحاذاة باختبار “الورق”: مرّر ورقة بين الثقب والقالب، وأنزل الكباس حتى تبدأ الورقة بالتماسك، وتحقق من سحب متناسق من الطرف إلى الطرف. إذا كان السحب غير متوازن، فالاتصال غير متجانس — وأي ضغط إضافي سيؤدي فقط إلى التواء القطعة.
يحاول معظم المشغلين التغلب على الارتداد بزيادة القوة؛ أما المتمرسون فيواجهونه من خلال التحكم الدقيق في الهندسة والتوقيت. ابدأ بسلسلة من الضربات القصيرة غير المحملة بسرعات عالية ومنخفضة للتحقق من التوازن الهيدروليكي قبل إجراء الانحناء الحقيقي. ثم، لكل إعداد، نفّذ تجربة انحناء واحدة وسجّل الزوايا الفعلية مقابل المستهدفة مباشرة على قطعة الخردة. خلال أسبوع من الإنتاج، تتحول هذه الملاحظات إلى ورقة مرجعية مخصصة — “سجل انحناء” محلي أكثر دقة من أي مخطط عام.
تظهر الفائدة الحقيقية عندما تجمع بين وضعية الجسم والوعي بالعملية. الوقوف قليلاً خارج المركز، ومستوى عينيك بمحاذاة القالب، يتيح لك التقاط أول ومضة ارتداد بينما الكباس لا يزال يتحرك. سترى حافة الصفيحة ترتفع بنحو مليمتر واحد مع زوال الضغط — هذا هو الارتداد في الوقت الحقيقي. يُسهم ضبط عمق الانحناء بناءً على تلك الإشارة الدقيقة في تحقيق الزاوية الصحيحة دون تكرار التجارب. عمليًا، تكون الطريقة أسرع، أكثر أمانًا، وأقل كلفة بكثير من عادة “اضربها بقوة أكبر” التي تهدر المادة والمعنويات.
بمجرد أن تصقل هذا المزيج من الوقفة والحكم البصري، يتوقف الارتداد عن كونه تخمينًا. يصبح عاملًا قابلاً للقياس — يمكن التحكم فيه والتنبؤ به، والأهم من ذلك أنه في نطاق سلطتك. أما يداك؟ فتبقيان حيث يجب أن تكونا بالضبط: بعيدتين تمامًا عن منطقة الخطر.
المكبس الذي يبدو موحدًا تمامًا وهو ساكن نادرًا ما يتصرف كذلك عند تعرضه للضغط — خاصة عند تشكيل قطع أطول من أربعة أقدام. ينشأ ما يسمى “تأثير الزورق” عندما ينفرج الكباس والسرير قليلاً نحو الخارج أثناء الانحناء. وبما أن الأسطوانات الهيدروليكية تطبق أكبر قوة بالقرب من الأطراف، فإن المركز يتلقى قوة أقل نسبيًا. ونتيجة لذلك، تنحني القطعة بشكل أشد عند الأطراف، بينما يبقى الوسط أكثر انفتاحًا — أحيانًا بفرق يصل إلى ثماني درجات. في مكوّن يبلغ طوله عشرة أقدام، يمكن أن يحول هذا الفرق انحناءً دقيقًا بزاوية 90° إلى انخفاض في المنتصف يبلغ 98°.
التشخيص الخاطئ مشكلة شائعة. قد يلقي المشغلون اللوم على تغير المواد أو يفترضون أن ارتداد الزنبرك هو العامل الوحيد المؤثر. في الحقيقة، الصلابة الظاهرية حتى للهياكل الفولاذية الثقيلة مضللة—فهي تنثني بما يكفي لتغيير زوايا الثني تحت الضغط العملي. يمكن لاختبار بسيط ومضبوط أن يزيل الشك: قم بثني قطعة خردة على طول كامل مساحة العمل في الماكينة وقِس الزاوية عند كلا الطرفين وكذلك ثلاث نقاط موزعة بالتساوي عبر المنتصف. إذا كان الوسط متأخراً بمقدار 2–5 درجات، فقد أكدت وجود الانحناء.
عندما لا تكون المؤشرات البصرية واضحة—مثل الفجوات الصغيرة جداً—قم بتشغيل دورة جافة مع حمل مُحاكى. ضع كتل خشب صلب مقطوعة بدقة لتناسب مساحة القالب بهدف محاكاة الضغط، وضع مؤشر قياس في منتصف المسافة، ثم شغّل الكباس. حتى الانخفاض المقاس بمقدار 0.0005–0.001 بوصة في كل ضغطة يكفي لإحداث اختلاف ملحوظ في الزاوية على طول القطعة. بمجرد رؤية ذلك، يصبح السبب الجذري هو انحناء الماكينة وليس خطأ المشغل—حوالي 90% من تموّج القطع الطويلة يعود لهذا العامل.
من المغري زيادة عمق نزول الكباس في وحدة التحكم لتعويض ذلك، لكن هذا الأسلوب غالباً ما يضر أكثر مما ينفع. دفع المحور Y بعمق أكبر يزيد الضغط عند الوسط بمقدار 20–30%، مما قد يتلف النماذج الأولية، ويجهد الأنظمة الهيدروليكية، أو حتى يكسّر أدوات التشكيل. استخدام أسلوب شرائح التعويض المضبوطة يعالج الانحناء دون فرض إجهاد مفرط على المعدات.
تعويض الانحناء يعني وضع شرائح مقاسة بدقة—عادة من الفولاذ بسماكة 0.001–0.005 بوصة أو ورق قوي—تحت القالب في نقاط تتأخر فيها زوايا الإنتاج، وغالباً في وسط الماكينة. ابدأ بإجراء ثنيات اختبارية لتحديد الفارق: يمكن لمقياس الفجوة بين المثقب والقالب في منتصف الضربة كشف الاختلافات حتى 1 مم. ابدأ بوضع الشرائح في المنتصف، ثم وسعها للخارج بخطوات صغيرة حتى تتطابق الزوايا من الطرف إلى الطرف. خصص على الأقل نصف ساعة للمعايرة الدقيقة؛ العملية تحافظ على الأدوات وتحتاج لتغييرات طفيفة في الإعداد.
غالباً ما يترك مشغلو مكابح الثني ذوو الخبرة الشرائح في أماكنها كتركيبات شبه دائمة لعمليات الإنتاج المتكررة. الورش التي انتقلت من ضبط عمق الكباس إلى التعويض الاستراتيجي بالشرائح شهدت انخفاض مستوى الخردة حتى النصف—خاصة مع مقاطع القنوات العميقة أو أجزاء الصناديق الطويلة حيث تؤثر الانحناءات غير المتساوية على الملاءمة. من خلال توزيع القوة التصحيحية بالتساوي على طول السرير، تمنع الشرائح تركيز الضغط الذي يمكن أن يشوّه قطعة العمل أو مكابح الثني نفسها.
صُممت أصابع حاجز القياس الخلفي للتموضع الدقيق والمتكرر قبل كل ثني—وليس لإجراء “تعديلات دقيقة” مستمرة بعد بدء الدورة. معاملتها كدليل يدوي—تحريك الصفيحة بالإحساس أثناء تفعيلها—يُدخل خطأ تموضع بمقدار 1–2 مم لكل ثنية، مما يتراكم بسرعة ليشكل أثر "الكانو". الضغط غير المتساوي يغيّر موقع الحافة، مبدلاً توزيع الحمل ويزيد من التفاوت في منتصف المسافة.
أفضل ممارسة هي استخدام الأصابع كحواجز ثابتة فقط. ضع الصفيحة مربعة تماماً قبل الضغط على دواسة القدم، وتجنب إعادة التموضع أثناء الدورة. الحفاظ على سطح تلامس نظيف أمر أساسي—الغبار أو النتوءات أو الحطام يمكن أن يُبقي المادة غير مربعة قليلاً، مما يؤدي مباشرة إلى أخطاء زاوية. قبل أي تشغيل مهم، نظف الأصابع بالهواء المضغوط أو بمسح شامل.
بالنسبة للنماذج الأولية، اضبط حاجز القياس الخلفي على البعد الدقيق للحافة، مع إضافة الثني الزائد المحسوب لتعويض ارتداد الزنبرك—عادة 2–5 درجات إضافية للفولاذ. اختبر على قطع خردة للتحقق من المحاذاة؛ يمكن للماكينة المصانة جيداً أن تكرر الثنيات بدقة ±0.0005 بوصة عندما تكون الأدلة مشدودة بشكل صحيح. يمكن للأدلة المفكوكة أن تسبب اختلاف محاذاة ظاهر حتى عندما تكون إعدادات الحاجز دقيقة تماماً. في القطع الطويلة، استخدام أصابع مزدوجة يثبت قطعة العمل مربعة، ويقلل من أخطاء إعادة التموضع حتى 80%.
انتبه للتآكل الدقيق: الأصابع المنحنية بأكثر من 0.5 مم على طولها تحاكي تأثيرات انحناء الماكينة. استبدلها إذا انحرفت استقامتها بأكثر من 0.01 بوصة لكل قدم. يمكن لعدم الاستقرار الهيدروليكي أن يسبب انحراف حاجز القياس أثناء التشغيل، مما يُدخل تغيرات في زوايا الثني؛ التعرف على ذلك مبكراً يمنع تعديلات غير ضرورية في الكباس أو إدخال متغيرات شرائح إضافية. خصائص المادة مهمة أيضاً—قد يتطلب الفولاذ المعاد تدويره ضغطاً أكبر حتى 30% أكثر من الفولاذ الطري، مما يزيد احتمالية انزلاق الحاجز إذا كان التثبيت غير كافٍ. تحقق دائماً من شهادة المادة قبل البدء في تشغيل إنتاج كامل.
تتعامل معظم كتيبات استكشاف الأخطاء مع الانحناء وعدم المحاذاة كمشكلتين منفصلتين—أصلح واحدة، ثم انتقل للأخرى. في الواقع، يؤثران على بعضهما. انحناء الماكينة يزيد من انجراف حاجز القياس، في حين أن عادات حاجز القياس الرديئة تجعل المشغلين يطاردون زوايا الثني بتعديلات في الكباس تزيد الانحناء سوءاً. النهج المتمرس هو إدراك كيف يتفاعلان ومعالجة السبب الجذري لهما في وقت واحد. ضع شرائح تعويض تحت حامل القالب لمواجهة الانحناء، حسّن إجراء حاجز القياس للقضاء على خطأ التموضع، وتحقق من تسلسل الثني دون الاعتماد على تصحيحات العمق المفرطة. بمجرد السيطرة على الأمرين، حتى القطع الطويلة التي كان من المستحيل تقريباً إبقاؤها مستقيمة ستخرج من المكبس بزوايا موحدة على طولها، دورة بعد دورة.
تحفظ مكابح الثني كل تعديل قمت به—سواء أدركت ذلك أم لا. كل انحراف أدخلته لتعويض ارتداد الزنبرك أو انحناء الماكينة يبقى مخزناً في نظام التحكم حتى يقوم شخص ما بمسحه. إذا غادرت دون إعادة تعيين قيم العمق وحاجز القياس المخفية، فسوف يعتمد أول ثني للمشغل التالي غداً على إعداداتك، وليس إعداداته.
تشير تقارير الصناعة إلى أن أكثر من 40% من الحوادث أثناء تبديل الوردية لا تسببها أدوات تالفة—بل تسببها انحرافات تُركت في مكانها، مما يدفع الكباس 2–3 مم أعمق من المتوقع ويؤدي إلى كسر القوالب في الضربة الأولى. إنه خطأ يمكن تجنبه تماماً.
قبل إيقاف التشغيل، أكمل دورة معايرة كاملة: أعد حاجز القياس إلى مرجعه الصفري، أعد عمق الضربة إلى وضعه الأصلي، وتأكد من كلا القيمتين على شاشة التحكم. أنهِ بتشغيل جاف على قطعة خردة—بدون ضغط، فقط شغّل الكباس للتأكد من توافق جميع المسافات مع الإعداد القياسي. أي تراخٍ يحدث أثناء الضبط الدقيق يمكن أن يُنشئ انحرافات “شبحية”، لذا شد جميع المثبتات بعد التعديلات. عند التنفيذ بشكل صحيح، وجدت الورش التي تتتبع الضغط أن معايرتها احتفظت بنحو 95% من دقتها من يوم لآخر—وبدون أي ثنيات خاطئة محيرة في الصباح.
إعادة تعيين انحرافاتك ليست مجرد لياقة—إنها حماية. التعديلات المخفية هي القتلة الصامتون للآلات.
يحمل كل مشغل متمرس “خطاً أساسياً” داخلياً للمكبح الانضغاطي المركون بشكل صحيح — حيث يجب أن يستقر الكباس، ومدى ابتعاد المقياس الخلفي، وإيقاع النظام الهيدروليكي أثناء التوقف. إن فقدان هذا الهدف يمكن أن يجعل نوبة الصباح تخسر ساعة في إعادة ضبط الماكينة إلى الوضع الطبيعي — أو الأسوأ، يتسبب في تلف الأدوات قبل أن يدرك أحد أن هناك خطأً ما.
إجراء التوقف القياسي بسيط: خفض الكباس حتى يصبح على بعد 5–10 مم فوق سطح القالب (في الماكينات الهيدروليكية، ضع فاصل خشبي ربع بوصة تحت كل أسطوانة للحفاظ على الفجوة ثابتة)، اسحب المقياس الخلفي بالكامل إلى الخلف، ونزف الضغط الهيدروليكي إلى الصفر قبل الإيقاف. أغلق جميع الحواجز. عندها فقط يمكن إيقاف تشغيل الماكينة.
اتباع هذا الترتيب يمنع “الهبوط غير المتوقع” أثناء تبديل النوبة — وهو نفس السبب وراء ما يقرب من ثلث حالات فشل الإعداد الليلي في دراسة شملت 500 ماكينة. ويغفل المشغلون غالباً عن تفصيل واحد: قطع الطاقة قبل نزف الضغط يمكن أن يترك ما يكفي من القوة المتبقية للسماح للكباس بالهبوط بمقدار مليمتر واحد خلال الليل. هذا الانحراف الطفيف يمكن أن يدفع المشغل الأول إلى مطاردة دامت ساعتين فقط لاستعادة المحاذاة.
إيقاف الماكينة ليس مجرد إجراء روتيني — إنه مصافحة بين المشغلين، وعد صامت يقول: “ستبدأ بالضبط من حيث تتوقع.”
لن تسلّم جرّاحاً مشرطاً غير حاد — ومع ذلك، في عمل المكابح الانضغاطية، تُمرَّر الأدوات البالية غالباً دون نظرة ثانية. طرف ثاقب متشقق بمقدار نصف مليمتر فقط يمكن أن يترك تموجات مرئية في كل انحناءة، وبمجرد استخدام الأدوات التالفة، يبدأ تآكل القالب بشكل غير منتظم منذ اليوم الأول.
قبل إنهاء الدوام، نظّف كل من الثاقب والقالب بالكحول الأيزوبروبيلي؛ تُظهر الدراسات أن ذلك يكشف 80% من الشقوق الدقيقة التي لا تُلاحظ في الفحوصات السطحية. استخدم قطعة قماش جافة على أنف الثاقب وفتحة القالب على شكل V، وانفخ هواءً مضغوطاً أسفل مقعد القالب لإزالة شظايا المعدن المحصورة، وتحقق تحت إضاءة ورشة قوية من وجود تنقّر أو تغيّر في اللون. أنهِ بطبقة واقية خفيفة، وخزّن الثواقب الدقيقة في خزانة مبطّنة بهلام السيليكا لمنع التآكل الناتج عن الرطوبة.
عادة واحدة تفصل باستمرار المشغلين الذين يسجّلون انحناءات مثالية عن الآخرين: الفحص باللمس. باستخدام طرف الإصبع المغطّى بالقفاز، تحسس أنف الثاقب لتأكد من أنه يحافظ على حدّة متساوية. نقطة واحدة غير حادة — غالباً نتيجة انحناءة واحدة متسرعة — يمكن أن تقلّص عمر القالب إلى النصف. إذا وجدت تلفاً، استبدل الأداة فوراً. في أحد التدقيقات، تم تتبّع 73% من العيوب غير المبررة إلى ثواقب مخدوشة تُركت في الخدمة طوال الليل.
طرف ثاقب نظيف وسليم يضمن أن تكون الانحناءة التالية صحيحة من أول ضربة. أقل من ذلك يعني إعداد المشغل التالي للفشل.
عمل اليوم — كل الضبط الدقيق، والمعايرات، والدقة التي كُسبت بجهد — لا يُعتبر منتهياً حقاً حتى تقف الماكينة جاهزة للغد كما كانت صباح اليوم بالنسبة لك. مسح الانحرافات يمحو كل أثر لمساتك على الضوابط، ويعيدها إلى خطها الأساسي. إعادتها إلى وضع التوقف يمنحها وقفة نظيفة ومحايدة، والفحص النهائي يضمن بقاء حافة الأدوات حادة كما كانت من قبل.
تبديل النوبة هو اللحظة التي يسلّم فيها خبيرٌ حرفته لآخر. الانحناءة الأولى غداً مبنية بالفعل في التسلسل النهائي اليوم. الكباس لا يستريح فحسب — بل هو موضوع بدقة، ينتظر تماماً حيث يتوقع المشغل التالي أن يجده.


















