

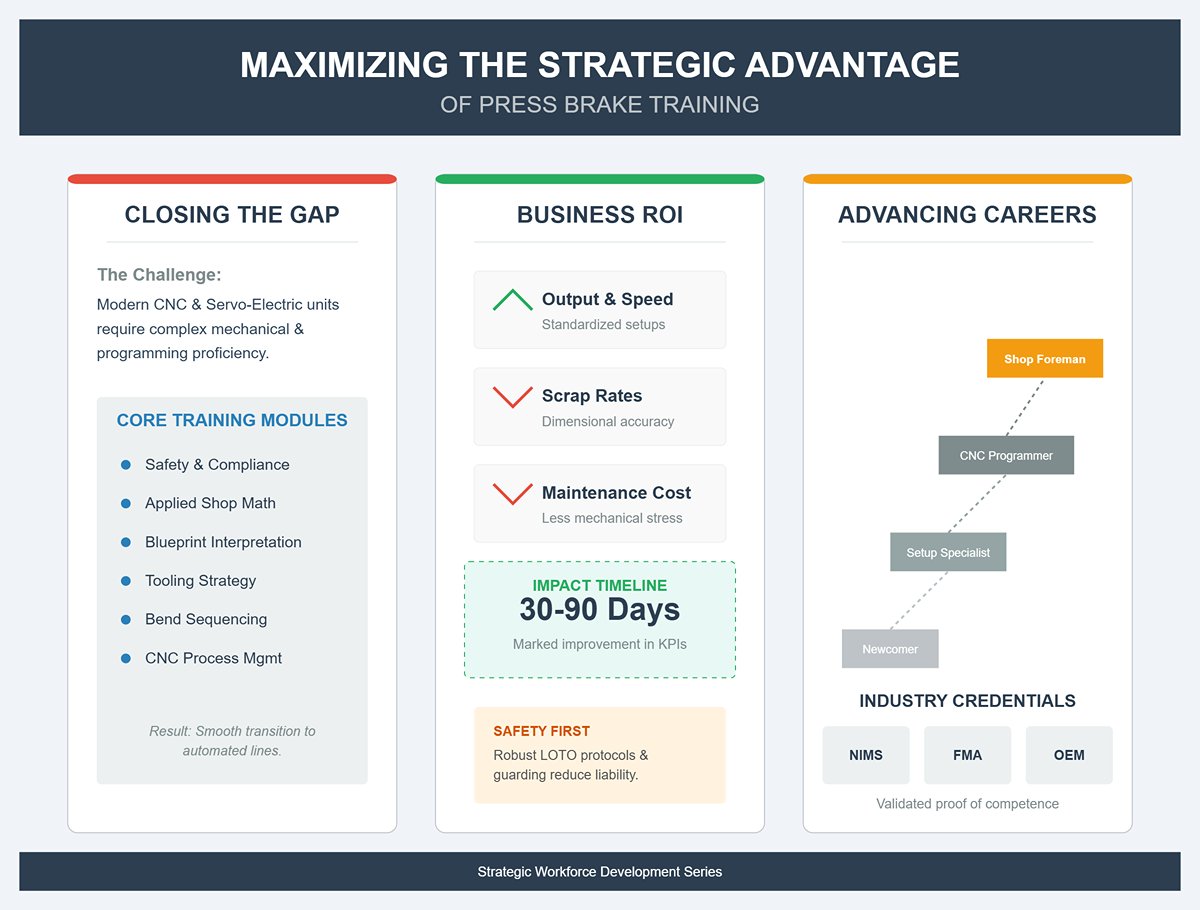
Heutige Abkantpressen haben sich weit über einfaches, manuell betriebenes Gerät hinausentwickelt. Moderne CNC- und servoelektrische Einheiten verlangen eine Kombination aus mechanischem Know-how, Programmierkenntnissen, präzisen Messtechniken und einem fundierten Verständnis der Materialeigenschaften. Viele Fertigungsbetriebe kämpfen damit, Personal zu finden, das in der Lage ist, komplexe Biegeeinstellungen vorzunehmen, das optimale Werkzeug auszuwählen und Steuerungen mit höchsten Toleranzanforderungen zu programmieren. Strukturierte Schulungsprogramme gehen diesem Mangel gezielt entgegen und bieten eine ausgewogene Mischung aus Theorie und praktischer Anwendung. Zentrale Module – von Sicherheitsvorschriften über angewandte Werkstattmathematik, Zeichnungsinterpretation, Werkzeugstrategie, Biegenreihenfolge bis zum CNC-Prozessmanagement – rüsten Bediener dafür aus, effizient über verschiedene Maschinenmarken und Materialtypen hinweg zu arbeiten. Durch umfangreiche praktische Maschinenarbeit oder simulationsbasierte Übungen fördern diese Programme sowohl Fertigkeiten als auch Selbstvertrauen und ermöglichen den Betrieben einen reibungslosen Übergang von traditionellen hydraulischen Systemen zu modernsten automatisierten Produktionslinien.
Für Arbeitgeber ist ein professionell konzipiertes Abkantpressen-Schulungsprogramm eine kosteneffektive Investition mit klar messbarem Ertrag. Verbesserte Bedienerfähigkeiten führen zu geringeren Ausschussraten, da die Teile gleich beim ersten Versuch die Maß- und Oberflächenanforderungen erfüllen. Standardisierte Rüstmethoden und präzise Biegenreihenfolgen reduzieren die Zeit bis zum erfolgreichen Erstlauf und steigern den Output ohne zusätzliche Investitionen. Qualifizierte Bediener tragen zur Lebensdauerverlängerung der Geräte bei, indem sie mechanische Belastungen, Bedienfehler und falsche Bombierungen vermeiden, wodurch Wartungskosten und Ausfallzeiten minimiert werden. Umfassende Sicherheitsunterweisungen – einschließlich Lockout/Tagout-(LOTO)-Protokollen und korrekten Schutzvorrichtungsmethoden – senken das Unfallrisiko und die Haftung. Der Erfolg lässt sich anhand von KPIs wie verkürzten Rüstzeiten, Ausschuss-pro-Charge-Werten und verbesserten Erstausbeuten messen – oft zeigen sich innerhalb von 30 bis 90 Tagen nach der Schulung deutliche Verbesserungen.
Für Einzelpersonen bietet eine formale Schulung zum Abkantpressen-Bediener einen klaren Weg zu besser bezahlten, technisch anspruchsvolleren Positionen in der Metallbearbeitung. Neueinsteiger können von der Arbeit unter Aufsicht zum qualifizierten Einrichtspezialisten aufsteigen und sich schließlich weiterentwickeln zu Rollen wie CNC-Programmierer, leitender Techniker oder Werkstattleiter. Der Erwerb von branchenspezifischen Zertifikaten – wie der NIMS-Zertifizierung für Abkantpressen, dem FMA-Präzisionsblechbearbeiter-Status oder OEM-Schulungszertifikaten – liefert den Nachweis von Kompetenz, macht Bewerber für Arbeitgeber attraktiver und ebnet den Weg für Gehaltserhöhungen. Die erworbenen Fähigkeiten sind auf Maschinen führender Hersteller anwendbar, fördern die berufliche Flexibilität und sichern langfristige Beschäftigungsfähigkeit in einer Branche, die zunehmend auf CNC-Steuerung und Automatisierung setzt.
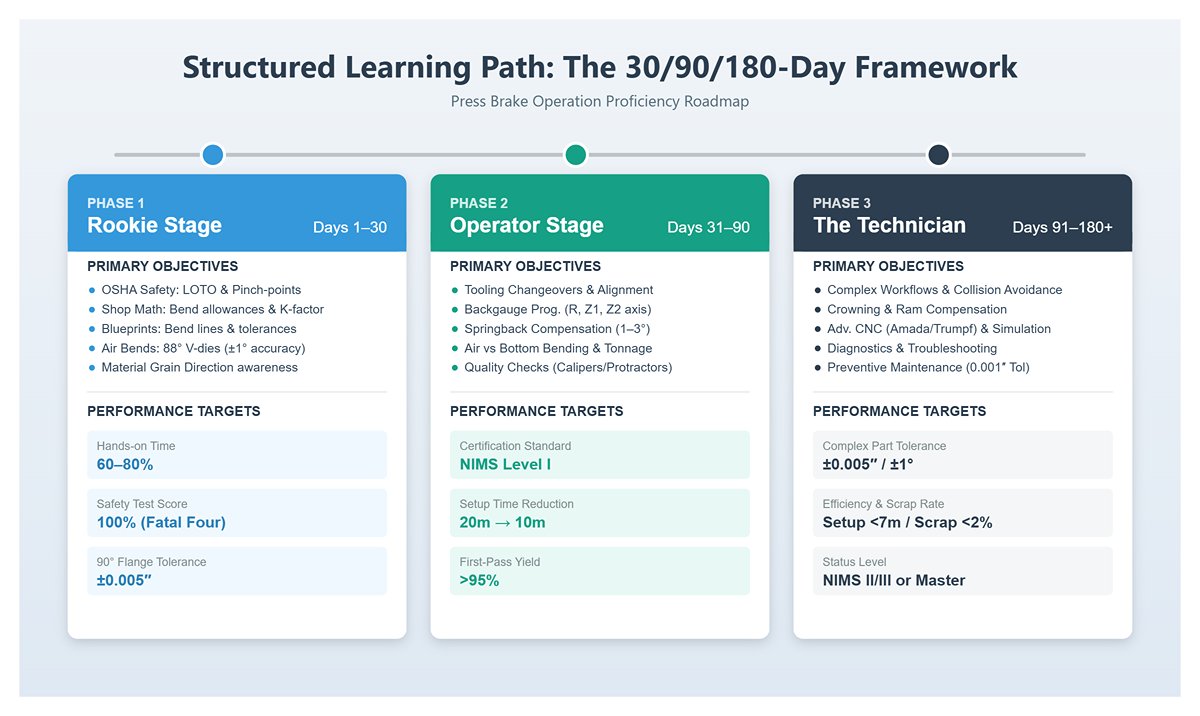
Im ersten Monat liegt der Schwerpunkt auf dem Aufbau sicherer Arbeitsgewohnheiten, der Vermittlung von Grundkenntnissen und dem Verfeinern grundlegender Biegefähigkeiten unter direkter Anleitung. Hauptziele:
Praktische Leistungsziele:
Diese Phase konzentriert sich auf die Entwicklung von Selbstständigkeit und führt Produktions‑Setup‑Fähigkeiten ein, um präzise, wiederholbare Ergebnisse sowohl auf manuellen als auch auf CNC‑Pressen zu liefern. Hauptziele:
Praktische Leistungskennzahlen:
Die letzte Phase legt den Schwerpunkt auf fortgeschrittene CNC‑Programmierung, diagnostische Fehlerbehebung und eigenständigen Betrieb. Sie bereitet die Auszubildenden auf höhere Zertifizierungen und technische Führungspositionen vor. Primäre Ziele:
Praktische Leistungskennzahlen:
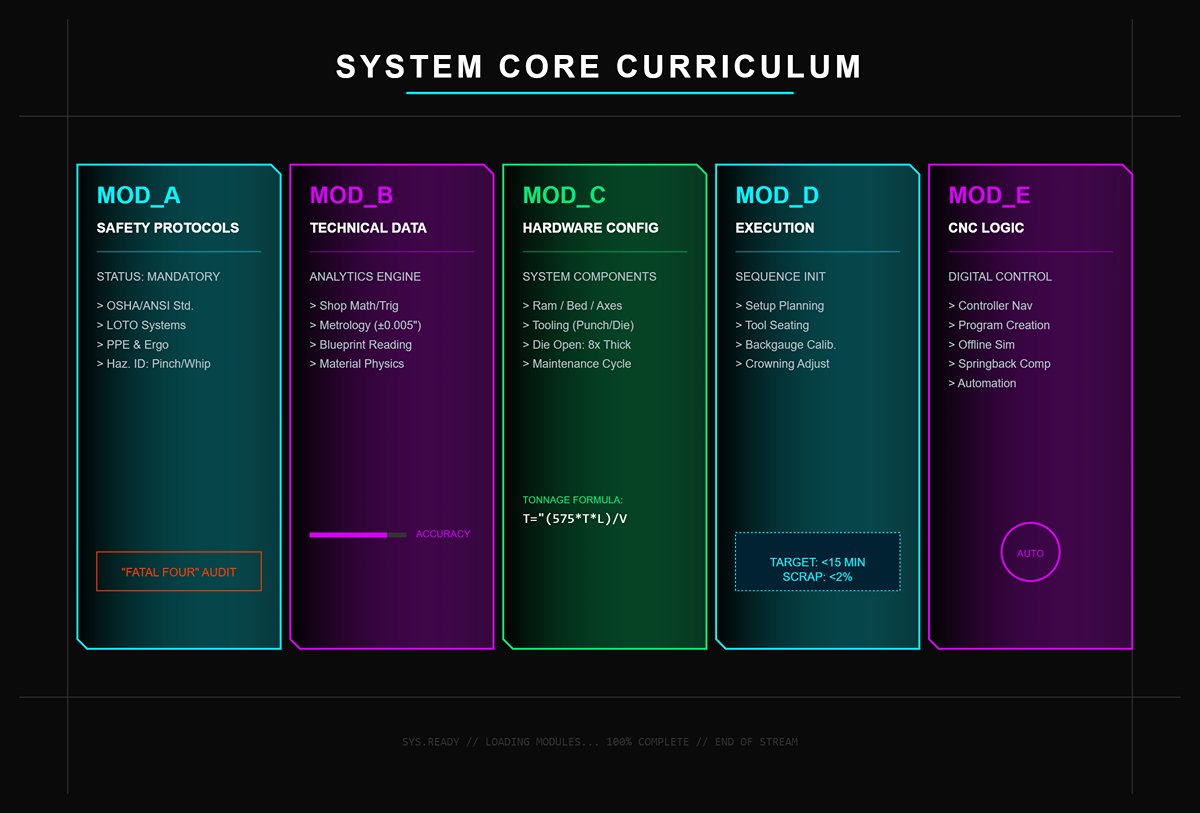
Sicherheit ist das kompromisslose Fundament jeder Abkantpressen‑Umgebung. Schulungen auf allen Ebenen müssen mit vollständiger Einhaltung der OSHA 1910.217‑ und ANSI B11.3‑Standards beginnen und enden, wobei proaktive Vermeidung von Hochrisiko‑Handlungen betont wird. Bediener lernen, Quetschpunkte, Sturzbereiche und potenzielle Gefahren durch hochschlagende Werkstücke zu erkennen und gleichzeitig den ordnungsgemäßen Gebrauch von Lichtvorhängen, Laserschutzvorrichtungen und Zwei‑Hand‑Bediensteuerungen anzuwenden.
Wichtige Lernziele:
Bevor Auszubildende unbeaufsichtigten Zugang zu Maschinen erhalten, müssen sie bei simulierten Sicherheitsprüfungen vollständige Einhaltung zeigen und eine perfekte Punktzahl bei der “Fatal Four”‑Bewertung erreichen – Quetsch‑, Schlag‑, Crush‑ und Sturzgefahren.
Ein solides Verständnis grundlegender technischer Prinzipien bildet die Basis für alle fortgeschrittenen Fähigkeiten. Dieses Modul vermittelt den Lernenden die analytischen Fähigkeiten, die zur genauen Interpretation, Berechnung und Überprüfung von Biegedaten über eine Vielzahl von Materialien und Dicken erforderlich sind.
Wichtige Kompetenzen:
Die Lernenden festigen diese Kompetenzen durch praktische Übungen, indem sie theoretische Biegeberechnungen mit den tatsächlichen Ergebnissen von Prüfteilen vergleichen, um die Genauigkeit zu bestätigen.
Effizienter Pressenbetrieb beginnt mit einem soliden Verständnis des mechanischen Aufbaus und der Gründe für die Werkzeugauswahl. Dieses Modul hilft den Lernenden, vom theoretischen Verständnis zu einer direkten, praxisnahen Auseinandersetzung mit der Maschine überzugehen.
Lernziele:
Nach Abschluss der Schulung sind die Teilnehmer in der Lage, Werkzeugaufbauten zuzuordnen, Tonnage‑Tabellen zu interpretieren und die Werkzeugauswahl anhand der Teilegeometrie und Produktionsanforderungen zu begründen.
Dieses Modul verbindet theoretische Unterweisung mit praktischer Anwendung und führt die Lernenden durch jede Phase des Einrichtungsprozesses – von der Auswahl des richtigen Werkzeugs bis zur Prüfung des ersten geformten Teils. Der Schwerpunkt liegt auf Effizienz, Wiederholbarkeit, Präzision und Sicherheit.
Praktische Übungen und erforderliche Kompetenzen umfassen:
Leistungsziele umfassen reproduzierbare Einrichtungsabläufe in unter 15 Minuten sowie Ausschussraten unter 2 % beim Arbeiten mit standardisierten Testkomponenten.
Fachkenntnisse an modernen Abkantpressen erfordern ein solides Verständnis digitaler Steuerungssysteme. Dieses Abschlussmodul vermittelt Bedienern CNC‑Programmier‑ und Optimierungsfähigkeiten für automatisierte und servo‑elektrische Maschinen.
Entwickelte Kernkompetenzen umfassen:
Absolventen dieses Kurses werden in der Lage sein, CNC‑Programme selbstständig zu schreiben, zu simulieren und auszuführen, Produktionszyklen zu optimieren und dabei eine präzise Maßhaltigkeit über verschiedene Materialien und Losgrößen hinweg zu gewährleisten.
Ein hochwertiges internes Abkantpressen‑Schulungsprogramm sollte universelle Maschinenbetriebsprinzipien mit herstellerspezifischen Steuerungsanleitungen verbinden. Beginnen Sie mit der Ermittlung der Rollen und Qualifikationsstufen, die in Ihrem Betrieb benötigt werden – von Einstiegsbedienern bis zu erfahrenen CNC‑Technikern. Wesentliche Module sollten Sicherheit und gesetzliche Vorschriften, Zeichnungslesen, Werkstattmathematik, Werkzeugauswahl und Matrizenrüsten, Biegesequenzierung mit Rückfederungsanpassungen, Hinteranschlageinstellung und Vorrichtungen, CNC‑Programmiergrundlagen sowie vorbeugende Wartung abdecken. Achten Sie darauf, dass jede Lernphase umfangreiche praktische Übungen umfasst; vom Einsteiger bis zum kompetenten Bediener kann dies 40–120 Stunden an tatsächlicher Maschinenlaufzeit erfordern, während für den Status eines fortgeschrittenen Technikers oft über 200 Stunden oder eine mehrmonatige Ausbildung notwendig sind. Wenn die Maschinenverfügbarkeit begrenzt ist, integrieren Sie fortgeschrittene Simulationssysteme zum Üben von Biegesequenzen, Werkzeugwechseln und Rückfederungskorrekturen. Strukturieren Sie das Training in flexible Module, sodass Sitzungen gestaffelt oder in kurzen, fokussierten Einheiten durchgeführt werden können, um Produktionsausfallzeiten zu minimieren. Kombinieren Sie das maschinenunabhängige Basistraining mit ergänzenden, steuerungsspezifischen Modulen für jede von Ihnen betriebene Abkantpressenmarke, um sicherzustellen, dass sich Fähigkeiten problemlos auf verschiedene Modelle übertragen lassen.
Beachten Sie, dass externe Zertifizierungen allein die Einsatzbereitschaft eines Bedieners ohne arbeitgeberseitige Validierung nicht garantieren. Etablieren Sie praxisorientierte, ergebnisbasierte Bewertungen in definierten Ausbildungsphasen. Verwenden Sie standardisierte Prüfstücke mit vollständigen CAD‑Zeichnungen und strengen Toleranzen – übliche Akzeptanzkriterien liegen bei ±0,5–1,0° für Biegewinkel und ±0,5–1,0 mm für lineare Maße. Bewerten Sie die Leistung anhand von vier Hauptkompetenzbereichen:
Implementierung strukturierter Bewertungsrichtlinien zur Leistungsbeurteilung und Pflege einer Fähigkeitsmatrix, die die Einsatzbereitschaft jedes Bedieners für bestimmte Teilekomplexitäten oder Maschinentypen dokumentiert. Vom Arbeitgeber ausgestellte und von einem autorisierten Ausbilder bestätigte Kompetenzzertifikate bieten glaubwürdige Nachweise der Qualifikation und unterstützen sowohl interne Beförderungen als auch externe Karriereentwicklungen.
Um die Unterstützung des Managements zu gewinnen, sollten Schulungsinitiativen direkt an messbare Leistungsverbesserungen gekoppelt werden. Erfassen Sie Daten vor und nach der Schulung für jeden Bediener sowie für die gesamte Produktionsumgebung. Zentrale Kennzahlen sind:
Ein einfacher ROI-Rechner kann die Einsparungen hervorheben: Geben Sie Basisdaten zu Ausschussraten, Rüstzeiten und Durchsatzmengen ein und vergleichen Sie diese mit den Werten nach der Schulung, um die Amortisation zu bestimmen. Berücksichtigen Sie zusätzliche Vorteile wie längere Maschinenlebensdauer durch geringere Überlastungen oder Unfälle, weniger Wartungseingriffe und höhere Planungssicherheit. Präsentieren Sie diese Ergebnisse in regelmäßigen Berichten, um den Schulungswert zu belegen und fortlaufende Investitionen zu fördern.
Original Equipment Manufacturer (OEM)‑Schulungen bieten den direktesten Weg, eine bestimmte Abkantpressenmarke und deren proprietäres Steuerungssystem zu beherrschen. Große Hersteller wie Amada, Trumpf und Bystronic bieten strukturierte Kurzlehrgänge – in der Regel ein bis fünf Tage – an, die entweder in regionalen Schulungszentren oder vor Ort während der Inbetriebnahme stattfinden. Die Klassengrößen sind in der Regel auf vier bis acht Teilnehmer begrenzt, um maximale Maschinenpraxis und individuelle Betreuung zu gewährleisten.
Lehrplaninhalte umfassen die Steuerungsnavigation (wie Amada AMNC, Trumpf TruBend und Bystronic ByVision), softwarebasierte Simulation, automatische Bombiersysteme sowie fortgeschrittene Funktionen wie adaptives Biegen und Echtzeit-Winkelmessung. Die Teilnehmenden führen vollständige Maschineneinrichtungen unter Aufsicht des OEM durch und erlernen Wartungsbest‑Practices sowie markenspezifische Fehlerbehebungstechniken.
Vorteile:
Einschränkungen:
Um die Kapitalrendite zu maximieren, setzen viele Arbeitgeber eine Train‑the‑Trainer Vorgehensweise ein: Ein leitender Bediener und ein Wartungstechniker absolvieren zunächst die OEM‑Schulung und verbreiten anschließend standardisierte Techniken und Sicherheitsupdates in ihren Teams.
Community Colleges und akkreditierte Berufsschulen bieten umfassenden, markenneutralen Unterricht für Abkantpressen an, der sowohl für Neueinsteiger als auch für erfahrene Bediener geeignet ist, die in neue Rollen wechseln. Die Programme umfassen typischerweise 40 bis 600 Stunden und verbinden den Unterricht im Klassenzimmer mit umfangreicher Praxis auf der Werkstattfläche. Kursabfolgen beginnen in der Regel mit grundlegenden Fertigungskonzepten – Sicherheit, Planlesen und angewandte Mathematik – und führen zu fortgeschrittenen Modulen für Abkantpressen, die sich auf die Wahl der Werkzeuge, Planung der Biegefächerfolge, Tonnageberechnungen und zentrale CNC‑Programmierfähigkeiten konzentrieren.
Wichtige Merkmale:
Simulator- & Virtuelles Training.
Fähigkeiten umfassen:.
Capabilities include:
Vorteile: Reduziert Materialabfall erheblich, stärkt das Vertrauen der Bediener und ermöglicht problemlos Fern- oder Hybrid‑Schulungsmodelle. Einschränkungen: Fehlt die taktile Wahrnehmung und die praktische Materialhandhabung; die Genauigkeit der Simulation hängt von der Präzision der digitalen Modellierung der Maschine ab.
Optimale Ergebnisse werden erzielt durch kombinierte Schulungsprogramme—bei denen etwa 40–60 % der Arbeit am Simulator mit beaufsichtigten, praktischen Übungen an realen Werkstattmaschinen integriert werden. Diese Kombination stellt sicher, dass Bediener sowohl geistige Kompetenz als auch praktische Fähigkeiten entwickeln. Für Arbeitgeber ermöglichen Simulatoren, gleichzeitig größere Gruppen von Auszubildenden zu schulen, wodurch Produktionsniveaus erhalten bleiben und die Einsatzbereitschaft der Belegschaft beschleunigt wird.
Der Erwerb einer formellen Zertifizierung bleibt die verlässlichste Methode, um die Fachkompetenz eines Abkantpressen‑Bedieners gemäß bewährter Branchenstandards zu bestätigen. In den USA gelten zwei führende Qualifikationen – verliehen vom National Institute for Metalworking Skills (NIMS) und der Fabricators & Manufacturers Association (FMA)– als entscheidende Indikatoren sowohl für die Beschäftigungsfähigkeit von Arbeitnehmenden als auch für die Qualitätssicherung von Arbeitgebern.
NIMS‑Qualifikationen für Abkantpressen‑Bedienung (Stufe I–II)
Diese Zertifizierung bestätigt die Fähigkeit eines Bedieners in Einrichtung, Biegen, Anpassungen und Dokumentation gemäß den Standards der Präzisionsfertigung. Die Kandidaten müssen sowohl schriftliche als auch praktische Prüfungen erfolgreich bestehen, die die Herstellung kalibrierter Testbiegearbeiten mit einer Winkelgenauigkeit von ±1° und Maßtoleranzen innerhalb von ±0,5 mm beinhalten.
Die meisten Programme, die mit den NIMS‑Standards übereinstimmen, umfassen 120–200 Stunden Unterricht, mit mindestens 60 % für praktische, handwerkliche Arbeit. Ausbildungsprogramme können über 2.000 Stunden hinausgehen und kombinieren überwachte Erfahrung auf dem Werkstattboden mit formellem Unterricht im Klassenzimmer.
FMA Precision Sheet Metal Operator (PSMO)
Die PSMO‑Zertifizierung ist darauf ausgerichtet, Produktionsgeschwindigkeit und Qualitätssicherung zu betonen. Sie erfordert das Erreichen von Leistungszielen wie das Durchführen von Werkzeugwechseln in weniger als 10 Minuten und das Halten der Ausschussrate unter 2 %. Der Bewertungsprozess legt Priorität auf die richtige Werkzeugauswahl, die präzise Berechnung des Biegeaufschlags und auf beständige, wiederholbare Einstellungen, die enge Maßtoleranzen einhalten – ideal für Bediener, die auf eine Position als Einrichttechniker oder leitender Bediener hinarbeiten.
Ausbildungs- und anerkannte Programme
Von Bundesstaaten und Bund anerkannte Ausbildungsrahmen – oft beim U.S. Department of Labor registriert – integrieren NIMS‑ oder FMA‑Schulungseinheiten in einen größeren, kompetenzbasierten Lehrplan. Typische Auszubildende sammeln jährlich etwa 2.000 Stunden praktische Arbeitserfahrung plus 144 Stunden formellen Unterricht. Absolventen erhalten Qualifikationen auf Gesellenniveau und verdienen in der Regel 20–50 % mehr als nicht zertifizierte Kollegen.
ROI für Arbeitgeber und Sicherheitskennzahlen
Bediener mit anerkannten Zertifizierungen erzielen durchweg messbare Verbesserungen bei Betrieb und Sicherheit:
Zertifizierungen steigern das Verdienstpotenzial einer Person – typischerweise Erhöhung des Stundenlohns von USD 18–25 auf USD 28–35 – und liefern Arbeitgebern objektive Kompetenznachweise, beschleunigen die Einarbeitung und minimieren Schulungsbedingte Risiken.
Da die Metallbearbeitungsindustrie digitale Nachverfolgung und modulare Lernmodelle übernimmt, Mikro‑Qualifikationen sind zu einer wertvollen Ergänzung zu traditionellen Zertifizierungen geworden. Digitale Abzeichen bestätigen die Beherrschung spezifischer Fähigkeiten, die auf die heutigen Produktionsanforderungen abgestimmt sind, insbesondere für Bediener, die zwischen manuellen und CNC‑Arbeitsabläufen wechseln.
Mikro‑Zertifikate nach Kompetenzbereich
Jedes Abzeichen wird durch maschinenbasierte Tests oder Simulatoranalysen erworben und erzeugt sichere digitale Nachweise, die Bediener in beruflichen Profilen oder innerhalb von Unternehmens‑HR‑Systemen präsentieren können. Diese stapelbaren Abzeichen ermöglichen es Lernenden, Schritt für Schritt auf eine vollständige FMA‑ oder NIMS‑Zertifizierung hinzuarbeiten, während Arbeitgeber einen detaillierten Einblick in spezifische Stärken und Qualifikationslücken erhalten.
Vorteile der Implementierung
Gemeinsam schaffen digitale Abzeichen und Mikro‑Zertifikate ein dynamisches Qualifikationsrahmenwerk, das konventionelle Zertifizierungen mit einer fortlaufenden Kompetenzvalidierung verbindet – und so sicherstellt, dass Bediener auf dem neuesten Stand bleiben, während sich CNC‑Technologien weiterentwickeln und Sicherheitsprotokolle weiterentwickelt werden.
Bediener profitieren am meisten von Werkzeugen, die die Rüstzeit verkürzen, Unsicherheiten reduzieren und schnellen Zugriff auf wichtige Referenzdaten direkt an der Maschine bieten. Die folgenden Ressourcen sind speziell dafür entwickelt, bewährte tägliche Praktiken zu festigen und eine gleichbleibend hohe Erstteildurchlaufgenauigkeit zu fördern.
Diese Werkzeuge bieten praxisnahe Unterstützung im Alltag und helfen neuen Bedienern, mit mehr Sicherheit vom betreuten Training zum selbstständigen Maschinenbetrieb überzugehen.
Management‑ und HR‑Teams benötigen strukturierte Ressourcen, um die Einsatzbereitschaft von Bedienern zu bewerten, Schulungserwartungen abzugleichen und die Rentabilität von Schulungsinvestitionen zu messen. Die folgenden Hilfsmittel stärken die Personalplanung und Leistungsüberwachung.
Diese managementorientierten Werkzeuge ermöglichen es Organisationen, die Leistung von Bedienern zu quantifizieren, Schulungsausgaben zu begründen und ein strukturiertes Rahmenwerk für die Personalentwicklung zu schaffen – wodurch langfristige Effizienz und betriebliche Stabilität in der Fertigungsumgebung gefördert werden.
Die Dauer der Ausbildung hängt von der Vorerfahrung des Auszubildenden und der Komplexität der Maschine ab. Die meisten Personen erreichen einen sicheren, eigenständigen Betrieb nach 40–160 Stunden kombinierter theoretischer und praktischer Unterweisung. Typischerweise entfallen etwa 40% dieser Zeit auf Theorie – mit Themen wie Sicherheitsprotokollen, Mathematik und dem Lesen von Bauplänen – während die verbleibenden 60% der praktischen Maschineneinrichtung und Präzisionsbiegeübungen gewidmet sind. Lehrlingsprogramme erweitern diese Grundlage auf rund 2.000 Stunden Lernen am Arbeitsplatz plus 144 Stunden fachbezogenen Unterrichts zur Erlangung fortgeschrittener Zertifikate. Mit kontinuierlicher Übung erreichen die meisten Bediener innerhalb von etwa sechs Monaten vollständige CNC‑Einrichtungs‑Kompetenz.
Wichtige Voraussetzungen sind solide Mathematikkenntnisse (Geometrie, Trigonometrie und Brüche), die Fähigkeit, Baupläne zu lesen, und allgemeines mechanisches Geschick. Grundkenntnisse in Werkstattsicherheit – insbesondere Lockout/Tagout (LOTO) ‑Verfahren und der korrekte Umgang mit persönlicher Schutzausrüstung – werden empfohlen, aber im Rahmen der Ausbildung gründlich vermittelt. Eine gute manuelle Koordination, räumliches Vorstellungsvermögen und präzise Messfähigkeiten erleichtern den Lernprozess. Wer neu in der Metallbearbeitung ist, kann zunächst in Einstiegspositionen in der allgemeinen Metallverarbeitung oder Montage beginnen, bevor er zur Abkantpressen‑Ausbildung übergeht.
Ja – jedoch erfordert dies gezielte Kompetenzerweiterung. Manuelle Erfahrung vermittelt ein gutes taktiles Bewusstsein und ein Verständnis für das Materialverhalten, während der CNC‑Betrieb zusätzliche Fertigkeiten einführt: Controller‑Navigation, Achsenkalibrierung, Biegeablaufplanung und Offline‑Programmierung. Intensivkurse von 40–80 Stunden helfen manuellen Bedienern, sich an digitale Steuerungssysteme wie Delem oder Cybelec anzupassen und den Rückfederungseffekt durch programmierte Kompensation statt durch manuelle Anpassung zu beherrschen. Nach Erreichen der Kompetenz erzielen CNC‑Bediener in der Regel 30–60% schnellere Rüstzeiten und deutlich verbesserte Konsistenz im Vergleich zu manuellen Methoden.
Es gibt keine bundesweite Vorschrift, dass Abkantpressen‑Bediener eine formale Zertifizierung besitzen müssen. OSHA 1910.217 schreibt jedoch dokumentierte Schulungen zu Themen wie Maschinenschutz, sicheres Arbeiten und Lockout/Tagout (LOTO)‑Verfahren vor. Arbeitgeber sind verpflichtet, sicherzustellen, dass jeder Bediener kompetent ist. Der Erwerb einer Zertifizierung von Organisationen wie NIMS oder FMA erfüllt nicht nur diese Compliance‑Anforderungen, sondern dient auch als branchenweit anerkannter Qualitätsmaßstab, bietet einen greifbaren Kompetenznachweis, der die Haftung reduzieren und die Karrierechancen verbessern kann.
Die Gehaltsstufen sind eng mit dem Fähigkeitsniveau und dem Zertifizierungsstatus verknüpft. Unerfahrene Bediener beginnen in der Regel bei USD 18–25 pro Stunde, während erfahrene CNC‑Bediener mit NIMS‑Zertifikaten typischerweise USD 28–35 pro Stunde. verdienen. In Betrieben, die Leistung belohnen, erhalten zertifiziertes Personal oft einen 20–30 % Gehaltsaufschlag dank messbarer Produktivitätssteigerungen und reduzierter Ausschussraten. In Gegenden mit hoher Nachfrage – insbesondere in der Luft‑ und Raumfahrt oder der Präzisionsfertigung – können leitende Einrichter Stundensätze von über USD 40 erzielen.
Neue Bediener haben oft Schwierigkeiten mit Problemen wie der Auswahl der falschen V‑Matrize, dem Nichtberücksichtigen von Rückfederung, und einer falschen Werkzeugbestückung. Diese Fehler können zu Problemen wie gerissenen Biegungen, ungleichmäßigen Winkeln oder Oberflächenschäden führen. Typische Korrekturen umfassen:
Regelmäßige Durchführung dieser Verfahren während der Einrichtungstrainings reduziert Nacharbeit erheblich und minimiert Materialverluste.
Die Hauptgefahren umfassen Quetschpunkte, hydraulisches Nachlaufen, und deaktivierte Sicherheitssysteme. Diese Gefahren entstehen meist bei hastigen Werkzeugwechseln oder Justierarbeiten. Effektive Präventionsstrategien umfassen:
Gründliche, kontinuierliche Sicherheitsschulungen können pressenbremsenbezogene Verletzungen um 40–60 %, reduzieren und die OSHA-Vorfallraten auf weniger als drei Fälle pro 100 Arbeitnehmer senken.
Der ROI sinkt, wenn Schulungen keine klaren Kennzahlen oder maschinenspezifische Verstärkung bieten. Typische Ursachen sind ungleichmäßige Umsetzung auf dem Werkstattboden, das Übersehen von Steuerungsunterschieden zwischen Marken und das Versäumnis, Einrichtungschecklisten zu standardisieren. Ziehen Sie folgende Verbesserungen in Betracht:
Richtig umgesetzt, steigert eine strukturierte Bedienerschulung den Durchsatz typischerweise um etwa 15 % und amortisiert sich vollständig innerhalb von 3–6 Monaten.
Ja – wenn es richtig integriert ist. Hochrealistische Simulatoren spiegeln Controller‑Logik, Biegeschritt‑Sequenzen und Kollisionsvermeidungsverhalten mit beeindruckendem Realismus wider. Die besten Ergebnisse werden erzielt, wenn Simulator‑Sitzungen mit praktischer Maschinenzeit kombiniert werden, um die wesentliche haptische Erfahrung zu vermitteln. Eine Aufteilung von etwa 40–60 % der Schulungszeit auf Simulatoren und den Rest auf reale Maschinen beschleunigt die Kompetenzentwicklung. Simulatoren ermöglichen außerdem mehr als 100 virtuelle Zyklen, ohne Material zu verbrauchen, und bieten den Lernenden so eine sichere Möglichkeit, Vertrauen aufzubauen, bevor sie in die Produktion übergehen.
Die Behandlung dieser Themen durch disziplinierte, gut dokumentierte Schulungen trägt dazu bei, eine gleichbleibende Qualität zu gewährleisten und die langfristige Leistungsfähigkeit der Ausrüstung zu schützen.


















