

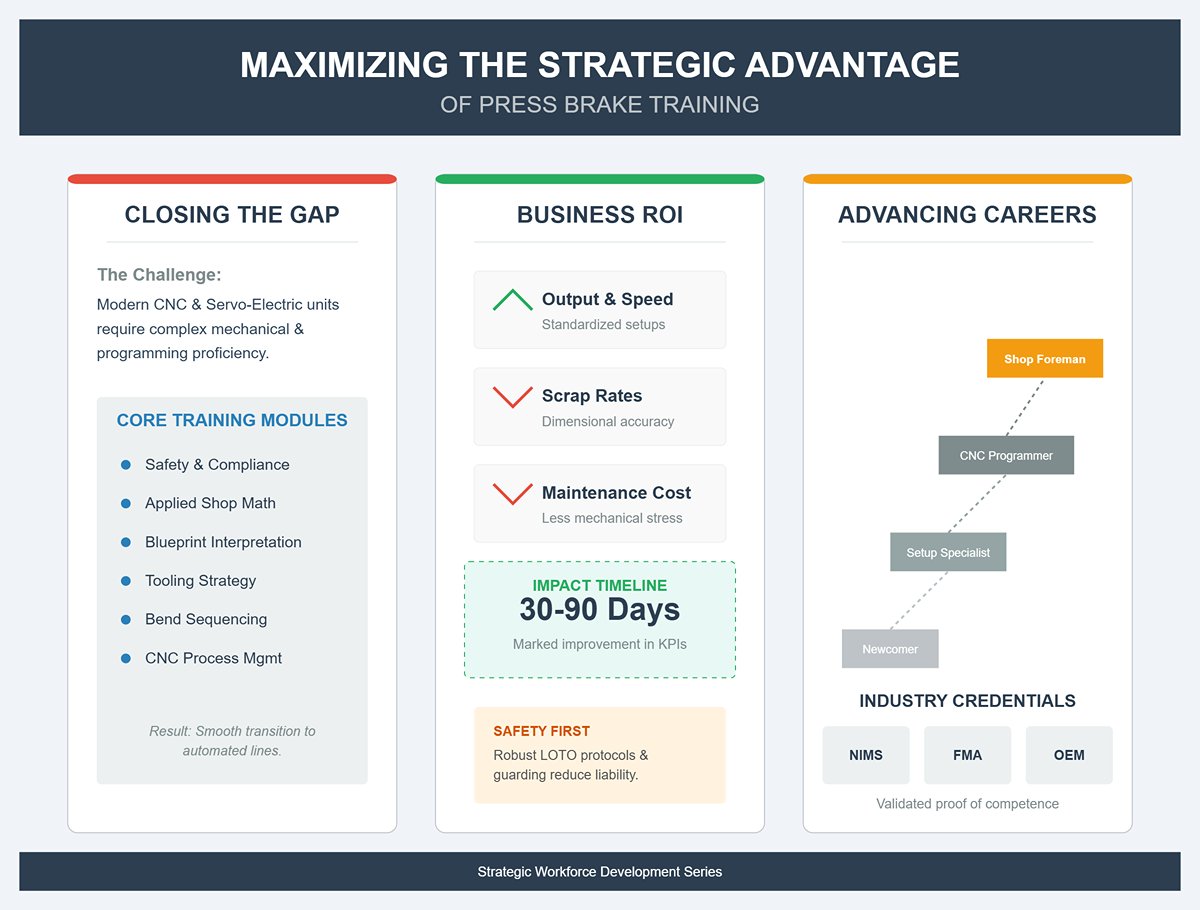
Las prensas plegadoras actuales han evolucionado mucho más allá de equipos simples y operados manualmente. Las unidades modernas CNC y servoeléctricas requieren una fusión de conocimientos mecánicos, destreza en programación, técnicas precisas de medición y un sólido entendimiento de las propiedades de los materiales. Muchas instalaciones de fabricación luchan por encontrar personal capaz de ejecutar configuraciones complejas de doblado, seleccionar la herramienta óptima y programar controladores con tolerancias estrictas. Los programas de capacitación estructurados abordan esta carencia de manera directa, ofreciendo una mezcla cuidadosamente equilibrada de teoría y aplicación práctica. Los módulos centrales —que abarcan el cumplimiento de normas de seguridad, matemáticas aplicadas en el taller, interpretación de planos, estrategia de herramientas, secuenciación de dobleces y gestión de procesos CNC— preparan a los operadores para trabajar con eficiencia en múltiples marcas de máquinas y tipos de material. Al integrar un extenso trabajo práctico en máquina o ejercicios basados en simuladores, estos programas desarrollan tanto habilidad como confianza, permitiendo que los talleres realicen una transición fluida de sistemas hidráulicos tradicionales a líneas automatizadas de última generación.
Para los empleadores, un programa de capacitación en prensas plegadoras diseñado de forma experta es una inversión rentable con retornos claros y cuantificables. La mejora en las capacidades del operador conduce a tasas de desperdicio más bajas al garantizar que las piezas cumplan con los requisitos dimensionales y estéticos en el primer intento. Métodos estandarizados de configuración y secuenciación precisa del doblado reducen el tiempo necesario para lograr corridas iniciales exitosas, aumentando la producción sin gastos adicionales de capital. Los operadores capacitados ayudan a prolongar la vida útil del equipo al evitar esfuerzos mecánicos, errores de operación y coronado incorrecto, minimizando así los gastos de mantenimiento y los tiempos de inactividad. Una instrucción de seguridad sólida —incluyendo protocolos de bloqueo/etiquetado (LOTO) y técnicas adecuadas de protección— reduce el riesgo de accidentes y la exposición a responsabilidades. El impacto puede medirse mediante indicadores clave de rendimiento (KPI) como la disminución en la duración de la configuración, métricas de desperdicio por lote y mejora en el rendimiento de la primera pasada, mostrando a menudo una mejora notable dentro de los 30 a 90 días posteriores a la capacitación.
Para los individuos, la capacitación formal como operador de prensas plegadoras ofrece una ruta clara hacia puestos mejor remunerados y más exigentes técnicamente dentro de la fabricación de metales. Los recién llegados pueden avanzar de trabajar bajo supervisión a convertirse en especialistas capacitados en configuraciones, y eventualmente progresar hacia roles como programador CNC, técnico líder o capataz de taller. Obtener credenciales reconocidas por la industria —como la certificación NIMS en prensas plegadoras, la acreditación de Operador de Precisión de Chapa de FMA o certificados de formación de fabricantes de equipos— proporciona una prueba validada de competencia, haciendo que los candidatos sean más atractivos para los empleadores y posicionándolos para aumentos salariales. Las habilidades adquiridas son aplicables a máquinas de fabricantes líderes, aumentando la flexibilidad profesional y asegurando la empleabilidad a largo plazo en una industria que adopta rápidamente el control CNC y la automatización.
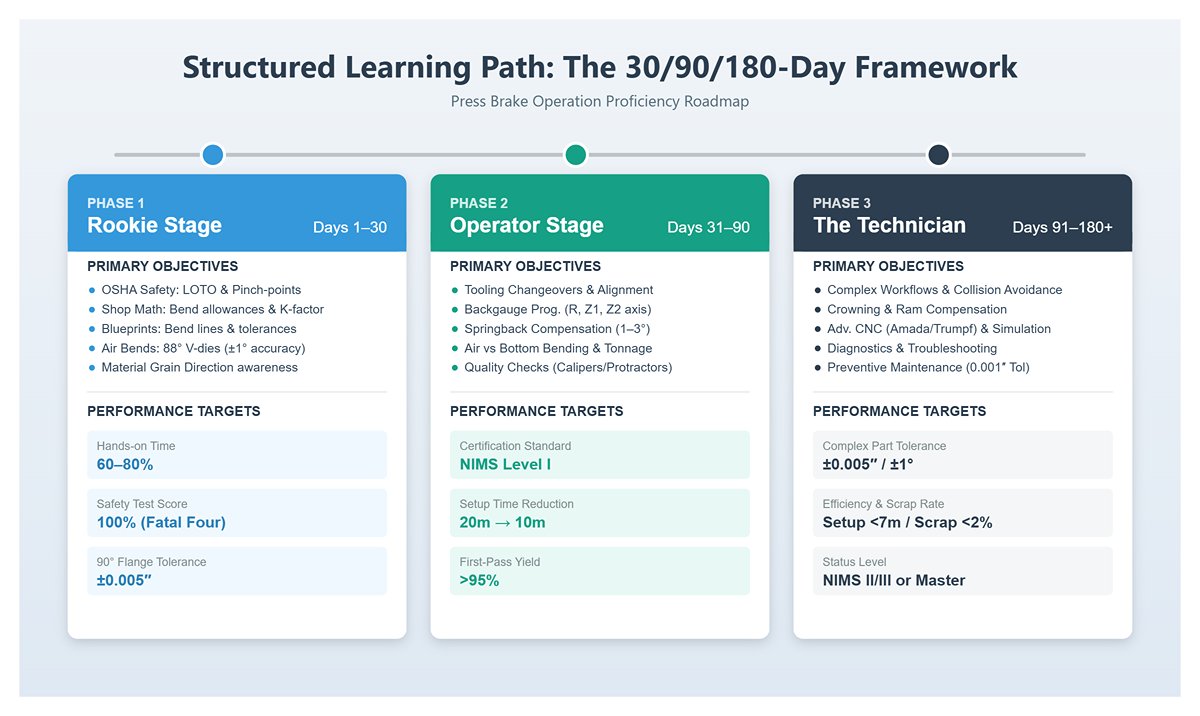
En el primer mes, el enfoque está en desarrollar hábitos de trabajo seguros, establecer conocimientos básicos y perfeccionar habilidades fundamentales de doblado bajo supervisión directa. Objetivos principales:
Metas de rendimiento práctico:
Esta fase se centra en desarrollar autonomía e introducir capacidades de configuración a nivel de producción para obtener resultados precisos y repetibles tanto en prensas manuales como CNC. Objetivos principales:
Puntos de referencia de rendimiento práctico:
La fase final enfatiza la programación avanzada de CNC, la resolución de diagnósticos y la operación independiente. Prepara a los aprendices para certificaciones de nivel superior y puestos de liderazgo técnico. Objetivos principales:
Puntos de referencia de rendimiento práctico:
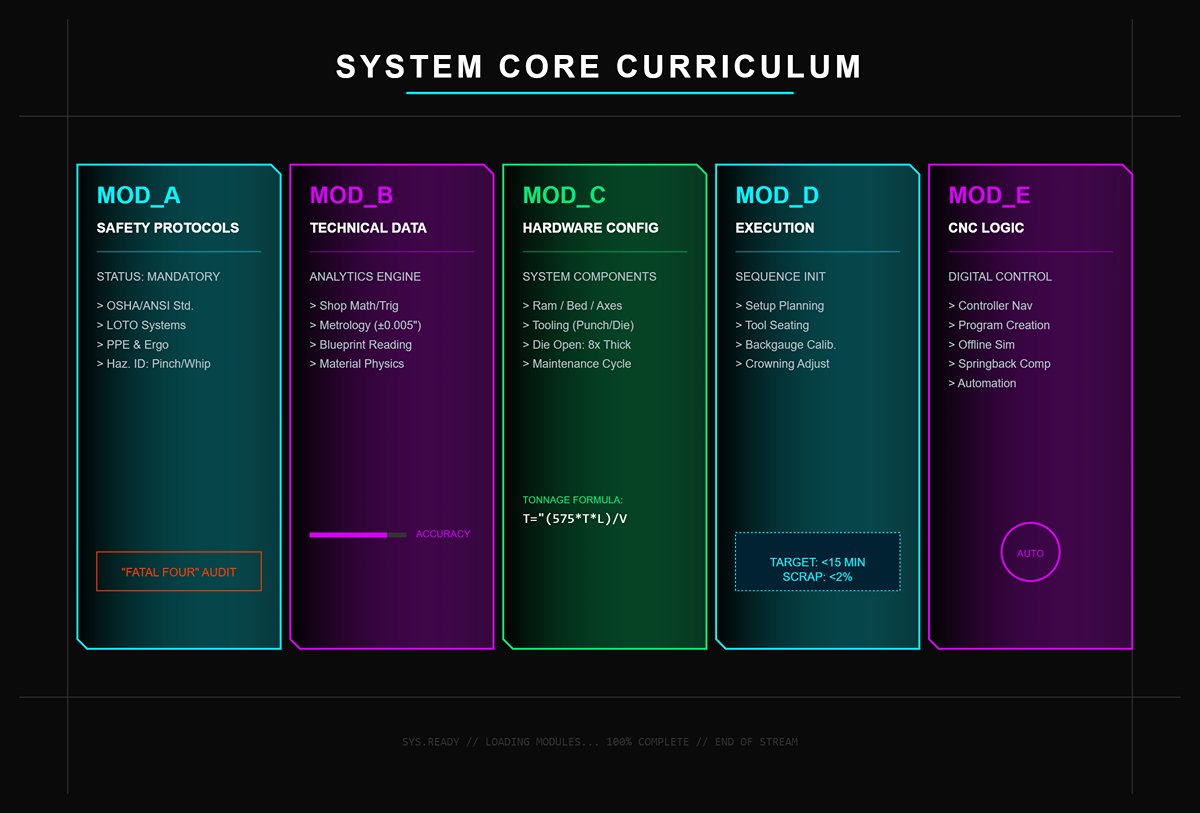
La seguridad es la base intransigente de cualquier entorno de prensa plegadora. La capacitación en todos los niveles debe comenzar y concluir con el cumplimiento total de las normas OSHA 1910.217 y ANSI B11.3, enfatizando la prevención proactiva de acciones de alto riesgo. Los operadores aprenden a identificar puntos de atrapamiento, zonas de caída y posibles riesgos de levantamiento de piezas, aplicando el uso correcto de cortinas de luz, protectores láser y controles de operación a dos manos.
Objetivos clave de aprendizaje:
Antes de obtener acceso sin supervisión a la maquinaria, los aprendices deben demostrar cumplimiento total durante las auditorías de seguridad simuladas y lograr una puntuación perfecta en la evaluación “Fatal Four”, que cubre peligros de atrapamiento, levantamiento, aplastamiento y caídas.
Una comprensión sólida de los principios técnicos fundamentales forma la base de todas las habilidades avanzadas. Este módulo equipa a los aprendices con las habilidades analíticas necesarias para interpretar, calcular y verificar con precisión los datos de doblado en una amplia gama de materiales y espesores.
Competencias Clave:
Los estudiantes refuerzan estas competencias mediante ejercicios prácticos, comparando las predicciones teóricas de doblado con resultados reales de piezas de prueba para validar la precisión.
El funcionamiento eficaz de la prensa plegadora comienza con una sólida comprensión de su diseño mecánico y la lógica detrás de la selección de herramientas. Este módulo ayuda a los estudiantes a pasar de la comprensión conceptual al compromiso práctico directo con el equipo.
Objetivos de aprendizaje:
Después de completar la capacitación, los participantes serán capaces de mapear configuraciones de herramientas, interpretar tablas de tonelaje y justificar las elecciones de herramientas basándose en la geometría de la pieza y los requisitos de producción.
Este módulo combina instrucción teórica con aplicación práctica, guiando a los aprendices a través de cada etapa del proceso de configuración—desde la selección de las herramientas adecuadas hasta la verificación de la primera pieza formada. Se hace hincapié en la eficiencia, la repetibilidad, la precisión y la seguridad.
Los ejercicios prácticos y las competencias requeridas incluyen:
Los objetivos de rendimiento incluyen lograr configuraciones reproducibles en menos de 15 minutos y mantener tasas de desperdicio por debajo del 2 % al trabajar con componentes de prueba estándar.
La competencia en prensas plegadoras modernas requiere una sólida comprensión de los sistemas de control digital. Este módulo final equipa a los operadores con habilidades de programación CNC y optimización para máquinas automatizadas y servoeléctricas.
Las capacidades principales desarrolladas incluyen:
Los graduados de este curso podrán redactar, simular y ejecutar programas CNC de manera independiente, optimizando los ciclos de producción mientras mantienen una precisión dimensional exacta en diferentes materiales y tamaños de lotes.
Un programa de formación interna de alta calidad para prensas plegadoras debe combinar principios universales de operación de máquinas con instrucción específica del controlador según la marca. Comience trazando los roles y niveles de habilidad que su instalación requiere, desde operadores principiantes hasta técnicos CNC experimentados. Los módulos esenciales deben cubrir seguridad y cumplimiento normativo, interpretación de planos, matemáticas de taller, selección de herramientas y montaje de matrices, secuenciación de dobleces con ajustes de recuperación elástica, configuración del tope trasero y fijación, fundamentos de programación CNC y mantenimiento preventivo. Asegúrese de que cada etapa de aprendizaje incluya suficiente práctica práctica; llevar a alguien desde nivel inicial hasta operador competente puede requerir entre 40 y 120 horas de uso real de la máquina, mientras que alcanzar el nivel de técnico avanzado a menudo requiere más de 200 horas o un aprendizaje que abarque varios meses. Si la disponibilidad de máquinas es limitada, incorpore sistemas avanzados de simulación para practicar secuencias de dobleces, cambios de herramientas y correcciones de recuperación elástica. Organice la formación en módulos flexibles para que las sesiones puedan impartirse a grupos escalonados o en ráfagas cortas y específicas para minimizar el impacto en la producción. Combine la formación central independiente de la máquina con módulos complementarios específicos para cada marca de prensa plegadora que opere, asegurando que las habilidades se transfieran fácilmente entre diferentes modelos.
Reconozca que las certificaciones externas por sí solas pueden no confirmar la preparación de un operador sin una validación dirigida por el empleador. Establezca evaluaciones prácticas basadas en resultados en etapas definidas de la formación. Utilice piezas de prueba estandarizadas acompañadas de dibujos CAD completos y tolerancias estrictas; los criterios de aceptación comunes incluyen ±0,5–1,0° en ángulos de doblado y ±0,5–1,0 mm en dimensiones lineales. Evalúe el rendimiento en cuatro áreas principales de habilidad:
Implementar rúbricas de evaluación estructuradas para valorar el rendimiento y mantener una matriz de habilidades que documente la preparación de cada operador para complejidades específicas de piezas o modelos de máquinas. Los certificados de competencia emitidos por el empleador y respaldados por un formador autorizado ofrecen una prueba creíble de pericia, apoyando tanto promociones internas como el avance profesional externo.
Para ganar el apoyo de la dirección, vincule las iniciativas de formación directamente con mejoras cuantificables en el rendimiento. Registre datos anteriores y posteriores a la formación para cada operador, así como para el entorno de producción en general. Los indicadores clave incluyen:
Una calculadora de ROI sencilla puede resaltar los ahorros: introduzca las tasas de desperdicio iniciales, los tiempos de preparación y los volúmenes de producción, luego compárelos con las cifras posteriores a la formación para determinar la recuperación de la inversión. Incluya beneficios adicionales como una mayor vida útil de la máquina gracias a la reducción de sobrecargas o choques, menos intervenciones de mantenimiento y una mayor fiabilidad en la programación. Presente estos resultados en informes periódicos para mostrar el valor de la formación y apoyar la inversión continua.
La formación del fabricante original de equipos (OEM) ofrece el camino más directo para dominar una marca específica de prensa plegadora y su sistema de control propietario. Grandes fabricantes como Amada, Trumpf y Bystronic imparten cursos cortos estructurados —generalmente de uno a cinco días— realizados en centros regionales de formación o en el sitio durante la puesta en marcha. El tamaño de las clases se limita normalmente a cuatro u ocho participantes para maximizar el tiempo práctico con la máquina y la orientación personalizada.
Las áreas del programa incluyen la navegación del controlador (como Amada AMNC, Trumpf TruBend y Bystronic ByVision), simulación basada en software, sistemas de compensación automática y capacidades avanzadas como flexión adaptativa y medición de ángulos en tiempo real. Los participantes realizan configuraciones completas de la máquina bajo supervisión del OEM y aprenden prácticas óptimas de mantenimiento y técnicas de diagnóstico específicas de la marca.
Ventajas:
Limitaciones:
Para maximizar el retorno sobre la inversión, muchos empleadores implementan una formación de formadores enfoque: un operador principal y un técnico de mantenimiento completan primero la capacitación del fabricante original (OEM), luego difunden técnicas estandarizadas y actualizaciones de seguridad a todo su equipo.
Los colegios comunitarios y las escuelas técnicas acreditadas ofrecen instrucción integral y sin marca específica sobre prensas plegadoras, adecuada tanto para nuevos participantes como para operadores experimentados que cambian de rol. Los programas suelen abarcar entre 40 y 600 horas, combinando aprendizaje en aula con amplia práctica en el taller. Las secuencias de cursos generalmente avanzan desde conceptos básicos de fabricación—seguridad, interpretación de planos y matemáticas aplicadas—hasta módulos avanzados de prensas plegadoras que se centran en la elección de herramientas, planificación de secuencias de doblez, cálculos de tonelaje y habilidades básicas de programación CNC.
Características clave:
Simulador y Entrenamiento Virtual.
Las capacidades incluyen:.
Capabilities include:
Ventajas: Reduce significativamente el desperdicio de material, aumenta la confianza del operador y se adapta fácilmente a modelos de capacitación remotos o híbridos. Limitaciones: Carece de la sensación táctil y la experiencia real en manipulación de materiales; la precisión de la simulación depende de la exactitud del modelado digital de la máquina.
Los mejores resultados provienen de programas de formación combinados—integrando aproximadamente un 40–60 % de trabajo en simulador con sesiones prácticas supervisadas utilizando maquinaria real del taller. Esta combinación garantiza que los operadores desarrollen tanto la destreza mental como la habilidad práctica. Para los empleadores, los simuladores permiten capacitar simultáneamente a cohortes más grandes de aprendices, manteniendo los niveles de producción mientras se acelera la preparación de la fuerza laboral.
Obtener una certificación formal sigue siendo el método más fiable para confirmar la experiencia de un operador de prensa plegadora según referencias de la industria bien establecidas. En los Estados Unidos, dos acreditaciones destacadas—otorgadas por el Instituto Nacional de Habilidades en la Maquinado de Metales (NIMS) y la Asociación de Fabricantes y Manufacturadores (FMA)—sirven como indicadores clave tanto de la empleabilidad para los trabajadores como de la garantía de calidad para los empleadores.
Credenciales de operaciones de prensa plegadora NIMS (Nivel I–II)
Esta certificación acredita la capacidad de un operador para realizar montajes, doblados, ajustes y documentación conforme a los estándares de fabricación de precisión. Los candidatos deben aprobar con éxito tanto exámenes escritos como prácticos, que incluyen la producción de dobleces de prueba calibrados con una precisión angular de ±1° y tolerancias dimensionales dentro de ±0,5 mm.
La mayoría de los programas alineados con los estándares NIMS implican entre 120 y 200 horas de instrucción, con un mínimo del 60 % dedicado al trabajo práctico y con herramientas. Los itinerarios de aprendizaje pueden superar las 2.000 horas, combinando experiencia supervisada en el taller con aprendizaje formal en aula.
Operador de Precisión de Chapas Metálicas FMA (PSMO)
Diseñado para enfatizar la velocidad de producción y el aseguramiento de la calidad, la credencial PSMO exige cumplir objetivos de rendimiento como completar cambios de herramienta en menos de 10 minutos y mantener las tasas de desperdicio por debajo del 21 %. El proceso de evaluación da prioridad a la selección correcta de herramientas, el cálculo preciso de compensación por doblez y configuraciones consistentes y repetibles que cumplan con tolerancias dimensionales estrictas, lo que lo hace ideal para operadores que avanzan hacia puestos de técnico de configuración o operador principal.
Programas de Aprendizaje y Registrados
Los marcos de aprendizaje reconocidos a nivel estatal y federal—frecuentemente registrados en el Departamento de Trabajo de EE. UU.—incorporan módulos de capacitación NIMS o FMA dentro de un currículo más amplio basado en competencias. Los aprendices típicos acumulan alrededor de 2.000 horas de experiencia práctica al año, más 144 horas de instrucción formal. Los graduados obtienen credenciales de nivel de oficial y normalmente disfrutan de salarios entre un 20 y un 50 % más altos que sus colegas no certificados.
Retorno de Inversión del Empleador y Resultados de Seguridad
Los operadores con certificaciones reconocidas logran de forma constante mejoras operativas y de seguridad medibles:
La certificación aumenta el potencial de ingresos de una persona—incrementando normalmente el salario por hora de USD 18–25 a USD 28–35—y brinda a los empleadores pruebas objetivas de competencia, acelerando la incorporación y minimizando los riesgos relacionados con la capacitación.
A medida que la industria de la fabricación de metales adopta el seguimiento digital y modelos de aprendizaje modular, las microcredenciales se han convertido en un complemento valioso a las certificaciones tradicionales. Las insignias digitales confirman el dominio de habilidades específicas alineadas con las exigencias actuales de producción, especialmente para operadores que están en transición entre flujos de trabajo manuales y CNC.
Microcredenciales por dominio de habilidad
Cada insignia se obtiene mediante pruebas basadas en máquinas o análisis de simuladores, generando credenciales digitales seguras que los operadores pueden mostrar en perfiles profesionales o dentro de los sistemas de RR. HH. de la empresa. Estas insignias apilables permiten a los aprendices avanzar paso a paso hacia la certificación completa de FMA o NIMS, mientras brindan a los empleadores una visión detallada de las fortalezas y brechas en habilidades específicas.
Ventajas de implementación
En conjunto, las insignias digitales y las microcredenciales crean un marco de acreditación dinámico que vincula las certificaciones convencionales con la validación continua de habilidades, garantizando que los operadores se mantengan actualizados a medida que avanzan las tecnologías CNC y evolucionan los protocolos de seguridad.
Los operadores se benefician más de herramientas que reduzcan el tiempo de preparación, disminuyan la incertidumbre y les brinden acceso rápido a datos de referencia esenciales directamente en la máquina. Los siguientes recursos están específicamente diseñados para reforzar las mejores prácticas diarias y promover una precisión consistente en la primera pasada.
Estas herramientas aportan apoyo significativo en el día a día y ayudan a que los nuevos operadores pasen con más confianza del entrenamiento supervisado a la operación independiente de la máquina.
Los equipos de gestión y RR. HH. necesitan recursos estructurados para evaluar la preparación del operador, alinear las expectativas de formación y medir el retorno de la inversión en capacitación. Los siguientes activos fortalecen la planificación de la fuerza laboral y el seguimiento del rendimiento.
Estas herramientas enfocadas en la gestión permiten a las organizaciones cuantificar el desempeño de los operadores, justificar gastos en formación y establecer un marco estructurado para el desarrollo de la fuerza laboral —fomentando una eficiencia sostenida y la estabilidad operativa en todo el entorno de fabricación.
La duración del entrenamiento depende de la experiencia previa del aprendiz y de la complejidad del equipo. La mayoría de las personas pueden alcanzar una operación segura e independiente después de 40–160 horas de instrucción combinada en aula y práctica. Normalmente, alrededor del 40 % de este tiempo se dedica a la teoría —cubriendo temas como protocolos de seguridad, matemáticas y lectura de planos— mientras que el 60 % restante se centra en la configuración práctica de la máquina y ejercicios de doblado de precisión. Los programas de aprendizaje amplían esta base hasta alrededor de 2,000 horas de aprendizaje en el trabajo más 144 horas de cursos relacionados para certificación avanzada. Con práctica constante, la mayoría de los operadores logran competencia completa en configuración CNC en aproximadamente seis meses.
Los requisitos esenciales incluyen habilidades sólidas en matemáticas (geometría, trigonometría y fracciones), capacidad para leer planos y aptitud mecánica general. Se recomienda tener conocimientos de seguridad en el taller, especialmente bloqueo/etiquetado (LOTO) y uso adecuado del equipo de protección personal, aunque esto se refuerza ampliamente durante la formación. Una buena coordinación manual, visualización espacial y habilidades de medición de precisión facilitan el proceso de aprendizaje. Quienes son nuevos en la fabricación de metal pueden comenzar con roles de nivel inicial en trabajo general de metales o ensamblaje antes de avanzar a la formación en prensa plegadora.
Sí, aunque requiere mejorar habilidades específicas. La experiencia manual desarrolla una fuerte conciencia táctil y comprensión de la respuesta del material, mientras que la operación CNC introduce competencias adicionales: navegación del controlador, calibración de ejes, secuenciación de doblado y programación offline. Cursos enfocados de 40–80 horas ayudan a los operadores manuales a adaptarse a sistemas de control digital como Delem o Cybelec, aprendiendo a manejar el retroceso elástico mediante compensación programada en lugar de ajuste manual. Una vez competentes, los operadores CNC típicamente logran configuraciones un 30–60 % más rápidas y una consistencia notablemente mejorada en comparación con los métodos manuales.
No existe un requisito federal para que los operadores de prensa plegadora tengan certificación formal. Sin embargo, OSHA 1910.217 exige capacitación documentada en áreas como resguardos de maquinaria, prácticas seguras de operación y procedimientos de bloqueo/etiquetado (LOTO). Los empleadores están obligados a garantizar que cada operador sea competente. Obtener una certificación de organizaciones como NIMS o FMA no solo cumple con estas expectativas de conformidad, sino que también funciona como un referente reconocido en la industria, ofreciendo una prueba tangible de habilidad que puede reducir la responsabilidad y mejorar las perspectivas profesionales.
Los niveles de pago están estrechamente vinculados al conjunto de habilidades y al estado de certificación. Los operadores principiantes generalmente comienzan en USD 18–25 por hora, mientras que los operadores CNC experimentados con credenciales de nivel NIMS suelen ganar USD 28–35 por hora. En instalaciones que recompensan el desempeño, el personal certificado a menudo recibe un aumento salarial del 20–30 % gracias a mejoras tangibles en la productividad y a la reducción de los índices de desperdicio. En zonas con alta demanda —especialmente en la industria aeroespacial o de manufactura de precisión— los técnicos de configuración sénior pueden obtener tarifas superiores a USD 40 por hora.
Los nuevos operadores a menudo tienen dificultades con aspectos como seleccionar la matriz en V, equivocada, no tomar en cuenta la recuperación elástica, y un asentamiento incorrecto de la herramienta. Estos errores pueden causar problemas como dobleces agrietados, ángulos desiguales o daños en la superficie. Las correcciones típicas incluyen:
La práctica regular de estos procedimientos durante los simulacros de configuración reduce sustancialmente el retrabajo y minimiza la pérdida de material.
Los principales peligros incluyen puntos de pellizco, deriva hidráulica, y sistemas de seguridad desactivados. Estos riesgos tienden a surgir durante cambios de herramienta apresurados o trabajos de ajuste. Las estrategias de prevención eficaces incluyen:
Una capacitación de seguridad exhaustiva y continua puede reducir las lesiones relacionadas con plegadoras en un 40–60 %, reduciendo las tasas de incidentes de OSHA a menos de tres casos por cada 100 trabajadores.
El ROI disminuye cuando la capacitación carece de métricas claras o de refuerzo específico para cada máquina. Los impulsores típicos incluyen un seguimiento desigual en el piso, pasar por alto las diferencias de controladores entre marcas y no estandarizar las listas de verificación de configuración. Considere las siguientes mejoras:
Cuando se ejecuta correctamente, la capacitación estructurada de operadores generalmente aumenta el rendimiento en aproximadamente un 15 % y ofrece un retorno total dentro de los 3 a 6 meses.
Sí, cuando se integra adecuadamente. Los simuladores de alta fidelidad replican la lógica del controlador, la secuencia de doblado y el comportamiento de prevención de colisiones con un realismo impresionante. Los mejores resultados provienen de combinar sesiones en simulador con tiempo práctico en máquina para proporcionar experiencia táctil esencial. Asignar aproximadamente un 40–60 % de la formación a simuladores y el resto a máquinas reales acelera el desarrollo de habilidades. Los simuladores también permiten más de 100 ciclos virtuales sin consumir material, ofreciendo a los aprendices una forma segura de ganar confianza antes de pasar a la producción.
Abordar estos problemas a través de una formación disciplinada y bien documentada ayuda a mantener una calidad constante y protege el rendimiento del equipo a largo plazo.


















