

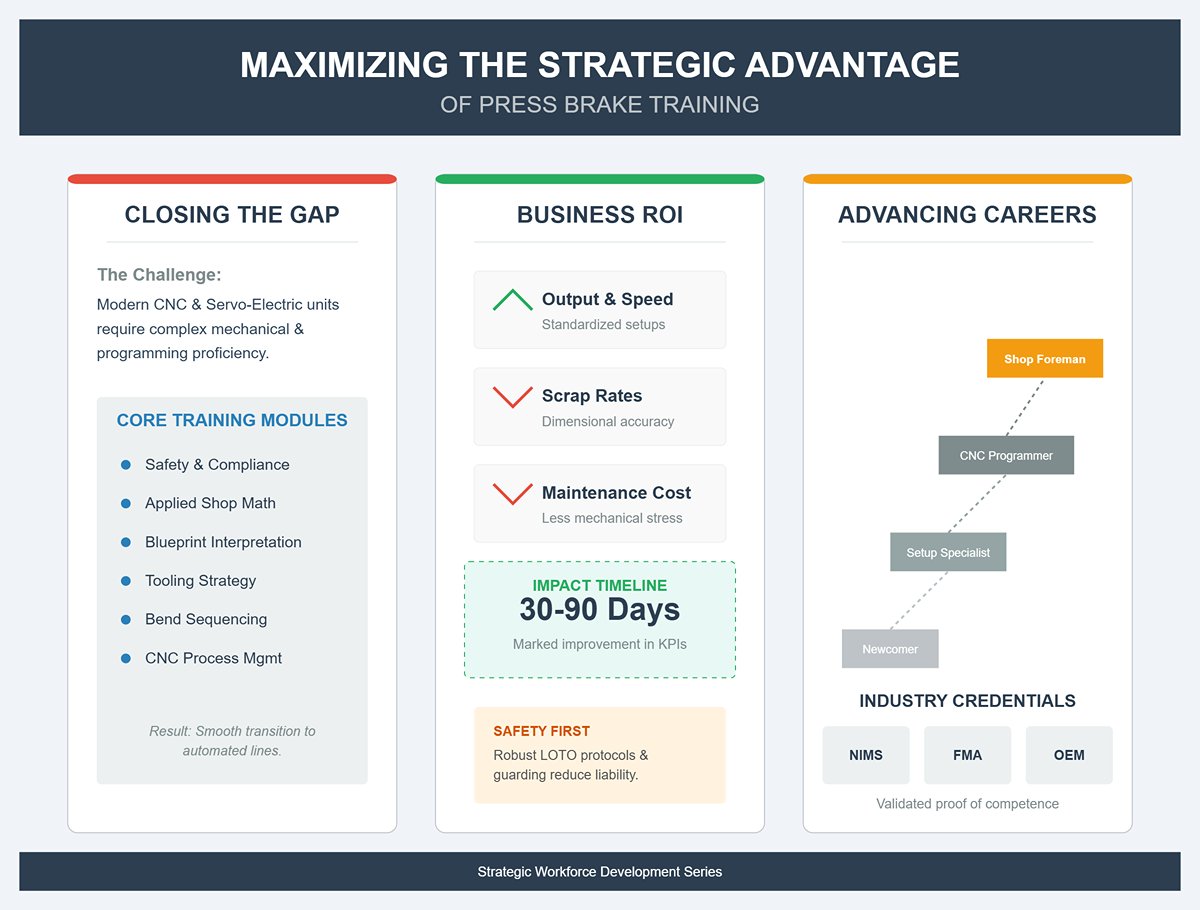
Máy chấn tôn ngày nay đã phát triển vượt xa những thiết bị vận hành thủ công đơn giản. Các dòng máy CNC và servo‑điện hiện đại đòi hỏi sự kết hợp giữa hiểu biết cơ khí, khả năng lập trình, kỹ thuật đo lường chính xác và am hiểu sâu về đặc tính vật liệu. Nhiều nhà xưởng gia công gặp khó khăn trong việc tìm kiếm nhân sự có khả năng thiết lập các nguyên công uốn phức tạp, lựa chọn dụng cụ tối ưu và lập trình bộ điều khiển đạt độ chính xác cao. Các chương trình đào tạo có cấu trúc giải quyết trực tiếp tình trạng thiếu hụt này, mang đến sự kết hợp cân bằng giữa lý thuyết và thực hành. Các mô-đun cốt lõi — bao gồm tuân thủ an toàn, toán học ứng dụng trong xưởng, đọc hiểu bản vẽ, chiến lược dụng cụ, trình tự uốn và quản lý quy trình CNC — trang bị cho người vận hành khả năng làm việc hiệu quả với nhiều loại máy và vật liệu khác nhau. Bằng cách tích hợp thực hành trên máy thực tế hoặc các bài tập mô phỏng, các chương trình này phát triển kỹ năng và sự tự tin, giúp nhà xưởng chuyển đổi mượt mà từ hệ thống thủy lực truyền thống sang dây chuyền tự động tiên tiến.
Đối với chủ doanh nghiệp, một chương trình đào tạo vận hành máy chấn tôn được thiết kế chuyên nghiệp là khoản đầu tư hiệu quả với lợi nhuận rõ ràng và có thể đo lường. Nâng cao năng lực của người vận hành giúp giảm tỷ lệ phế phẩm nhờ đảm bảo sản phẩm đạt yêu cầu về độ chính xác kích thước và tính thẩm mỹ ngay từ lần đầu. Các phương pháp thiết lập chuẩn hóa và trình tự uốn chính xác giảm thời gian thử chạy ban đầu, tăng năng suất mà không cần đầu tư thêm thiết bị. Người vận hành có tay nghề còn giúp kéo dài tuổi thọ máy móc bằng cách tránh tải trọng cơ học, lỗi thao tác và sai sót trong bù độ võng (crowning), qua đó giảm chi phí bảo trì và thời gian dừng máy. Hướng dẫn an toàn toàn diện — bao gồm quy trình khóa/ngắt nguồn (LOTO) và kỹ thuật che chắn phù hợp — giảm thiểu rủi ro tai nạn và trách nhiệm pháp lý. Hiệu quả có thể được đo bằng các chỉ số KPI như giảm thời gian thiết lập, tỷ lệ phế phẩm trên mỗi lô, và cải thiện tỷ lệ đạt chuẩn ngay lần đầu — thường cho thấy kết quả khả quan trong vòng 30 đến 90 ngày sau đào tạo.
Đối với cá nhân, việc tham gia khóa đào tạo chính quy về vận hành máy chấn tôn mở ra con đường rõ ràng để bước vào các vị trí có mức lương cao hơn và yêu cầu kỹ thuật cao hơn trong ngành gia công kim loại. Người mới có thể tiến từ làm việc dưới sự giám sát đến trở thành chuyên viên thiết lập tay nghề cao, và sau đó thăng tiến lên các vai trò như lập trình viên CNC, kỹ thuật viên trưởng hoặc quản đốc xưởng. Việc đạt được các chứng chỉ được công nhận trong ngành — như chứng nhận máy chấn tôn NIMS, danh hiệu FMA Precision Sheet Metal Operator hoặc chứng chỉ đào tạo của nhà sản xuất — là bằng chứng xác thực về năng lực, giúp ứng viên hấp dẫn hơn trong mắt nhà tuyển dụng và có cơ hội tăng lương. Những kỹ năng đạt được có thể áp dụng cho nhiều loại máy của các nhà sản xuất hàng đầu, tăng tính linh hoạt nghề nghiệp và đảm bảo khả năng làm việc lâu dài trong ngành đang nhanh chóng chuyển sang điều khiển CNC và tự động hóa.
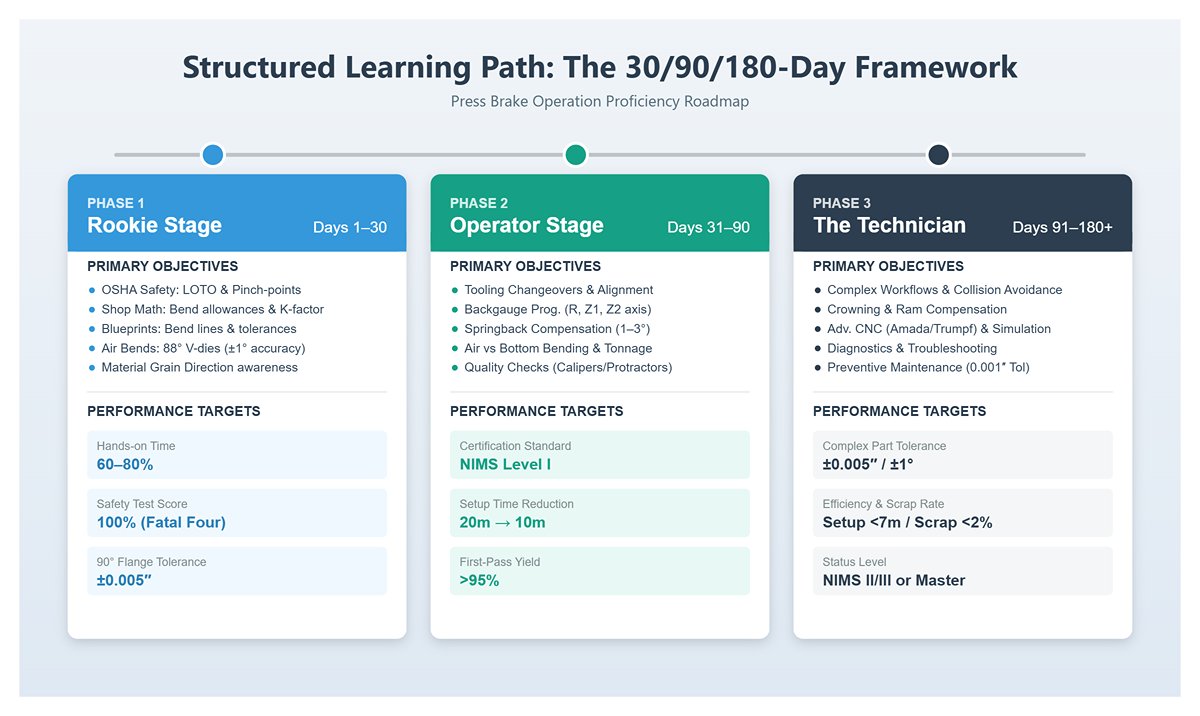
Trong tháng đầu tiên, trọng tâm là xây dựng thói quen làm việc an toàn, thiết lập kiến thức nền tảng và rèn luyện kỹ năng uốn cơ bản dưới sự hướng dẫn trực tiếp. Mục tiêu chính:
Chỉ tiêu thực hành:
Giai đoạn này tập trung vào việc phát triển khả năng tự chủ và giới thiệu năng lực thiết lập ở mức độ sản xuất nhằm đạt được kết quả chính xác, lặp lại ổn định trên cả máy ép thủ công và CNC. Mục tiêu chính:
Các tiêu chuẩn hiệu suất thực tế:
Giai đoạn cuối tập trung vào lập trình CNC nâng cao, chẩn đoán và khắc phục sự cố, cùng khả năng vận hành độc lập. Giai đoạn này chuẩn bị học viên cho các chứng chỉ cấp cao và vị trí lãnh đạo kỹ thuật. Mục tiêu chính:
Các tiêu chuẩn hiệu suất thực tế:
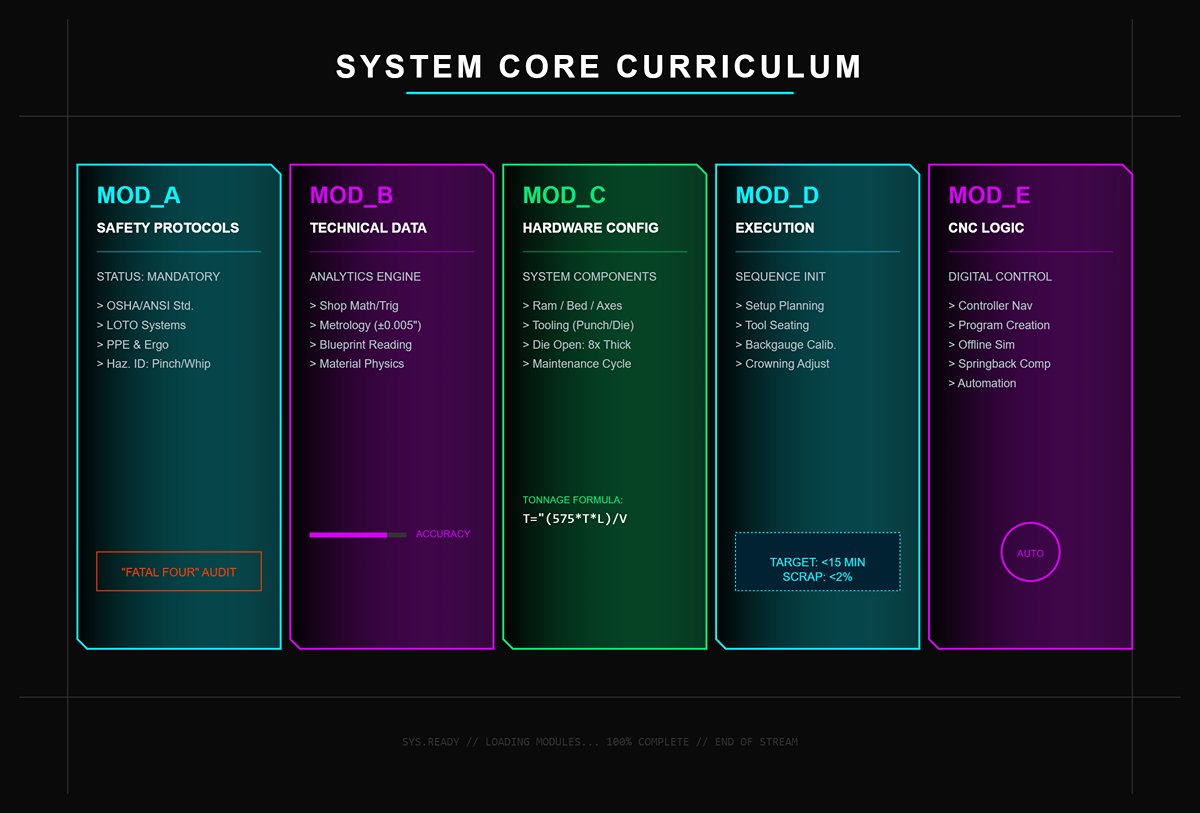
An toàn là nền tảng không thể thỏa hiệp của bất kỳ môi trường máy ép chấn nào. Đào tạo ở mọi cấp độ phải bắt đầu và kết thúc với việc tuân thủ đầy đủ các tiêu chuẩn OSHA 1910.217 và ANSI B11.3, nhấn mạnh việc phòng ngừa chủ động các hành động có nguy cơ cao. Người vận hành học cách xác định các điểm kẹp, vùng té ngã và nguy cơ văng phôi tiềm ẩn trong khi áp dụng đúng cách sử dụng rèm ánh sáng, bộ bảo vệ laser và điều khiển tác vụ hai tay.
Mục tiêu học tập chính:
Trước khi được phép vận hành máy móc mà không có giám sát, học viên phải thể hiện sự tuân thủ hoàn toàn trong quá trình kiểm tra an toàn giả lập và đạt điểm tuyệt đối trong bài đánh giá “Bốn mối nguy tử vong” — bao gồm nguy cơ kẹp, văng, nghiền và té ngã.
Hiểu vững các nguyên lý kỹ thuật cơ bản là nền tảng cho mọi kỹ năng nâng cao. Học phần này trang bị cho người học kỹ năng phân tích để diễn giải, tính toán và xác minh dữ liệu uốn một cách chính xác trên nhiều loại vật liệu và độ dày khác nhau.
Năng lực chính:
Người học củng cố các năng lực này thông qua các bài tập thực hành, so sánh dự đoán lý thuyết về độ uốn với kết quả trên mẫu thử thực tế nhằm xác thực độ chính xác.
Vận hành hiệu quả máy ép chấn bắt đầu bằng hiểu biết vững chắc về thiết kế cơ khí của nó và lý do đằng sau việc chọn dụng cụ. Mô-đun này giúp người học chuyển từ hiểu biết khái niệm sang sự tham gia thực tế, trực tiếp với thiết bị.
Mục tiêu học tập:
Sau khi hoàn thành khóa đào tạo, học viên sẽ có khả năng lập sơ đồ thiết lập dụng cụ, diễn giải bảng tra lực uốn (tonnage chart), và lý giải lựa chọn dụng cụ dựa trên hình dạng chi tiết cũng như yêu cầu sản xuất.
Mô‑đun này kết hợp giữa lý thuyết và thực hành, hướng dẫn người học qua mọi giai đoạn của quá trình thiết lập—từ việc chọn dụng cụ thích hợp cho đến xác minh chi tiết đầu tiên được tạo hình. Trọng tâm được đặt vào hiệu suất, tính lặp lại, độ chính xác và an toàn.
Các bài tập thực hành và năng lực cần đạt bao gồm:
Mục tiêu hiệu suất bao gồm đạt được quy trình thiết lập có thể lặp lại trong dưới 15 phút và duy trì tỷ lệ phế phẩm dưới 2 % khi làm việc với các chi tiết kiểm thử tiêu chuẩn.
Thành thạo máy chấn hiện đại đòi hỏi hiểu biết vững chắc về hệ thống điều khiển kỹ thuật số. Mô‑đun tổng kết này trang bị cho người vận hành kỹ năng lập trình CNC và tối ưu hóa cho các máy tự động và máy servo‑điện.
Các năng lực cốt lõi được phát triển bao gồm:
Học viên tốt nghiệp khóa học này sẽ có thể tự viết, mô phỏng và thực thi các chương trình CNC, tối ưu hóa chu trình sản xuất trong khi vẫn duy trì độ chính xác về kích thước trên nhiều loại vật liệu và quy mô lô hàng khác nhau.
Một chương trình đào tạo nội bộ về máy chấn kim loại chất lượng cao nên kết hợp các nguyên lý vận hành máy phổ thông với hướng dẫn cụ thể cho từng bộ điều khiển của thương hiệu. Bắt đầu bằng cách xác định các vai trò và trình độ kỹ năng mà cơ sở của bạn yêu cầu — từ người vận hành mới đến các kỹ thuật viên CNC có kinh nghiệm. Các mô-đun thiết yếu cần bao gồm an toàn và tuân thủ quy định, đọc bản vẽ, toán học cơ khí, lựa chọn dụng cụ và bố trí khuôn, trình tự uốn với các điều chỉnh độ bật lò xo, cấu hình tấm chặn sau và đồ gá, nền tảng lập trình CNC, và bảo trì phòng ngừa. Đảm bảo rằng mỗi giai đoạn học tập bao gồm đủ thực hành trực tiếp; việc nâng ai đó từ trình độ mới lên thành người vận hành thành thạo có thể mất từ 40–120 giờ sử dụng máy thực tế, trong khi để đạt đến trình độ kỹ thuật viên nâng cao thường cần hơn 200 giờ hoặc học việc trong vài tháng. Nếu nguồn máy bị hạn chế, hãy tích hợp các hệ thống mô phỏng tiên tiến để luyện tập trình tự uốn, thay đổi dụng cụ và hiệu chỉnh độ bật lò xo. Tổ chức đào tạo theo các mô-đun linh hoạt để có thể triển khai cho các nhóm chéo hoặc trong các buổi ngắn, tập trung nhằm giảm ảnh hưởng đến sản xuất. Kết hợp phần đào tạo cốt lõi không phụ thuộc loại máy với các mô-đun bổ sung dành riêng cho từng bộ điều khiển của thương hiệu máy chấn mà bạn đang vận hành, đảm bảo kỹ năng có thể chuyển đổi dễ dàng giữa các mẫu máy khác nhau.
Cần nhận thấy rằng chứng chỉ bên ngoài có thể không đủ để xác nhận mức độ sẵn sàng của người vận hành nếu không có sự xác thực từ nhà tuyển dụng. Thiết lập các bài đánh giá thực tế, dựa trên kết quả ở các giai đoạn đào tạo được xác định. Sử dụng chi tiết thử tiêu chuẩn kèm bản vẽ CAD đầy đủ và dung sai nghiêm ngặt — các tiêu chuẩn chấp nhận phổ biến bao gồm ±0,5–1,0° cho góc uốn và ±0,5–1,0 mm cho kích thước tuyến tính. Đánh giá hiệu suất qua bốn lĩnh vực kỹ năng chính:
Thực hiện các thang điểm đánh giá có cấu trúc để đánh giá hiệu suất và duy trì ma trận kỹ năng ghi nhận mức độ sẵn sàng của từng người vận hành đối với các mức độ phức tạp của chi tiết hoặc mẫu máy cụ thể. Các chứng chỉ năng lực được cấp bởi nhà tuyển dụng và được phê duyệt bởi người huấn luyện có thẩm quyền cung cấp bằng chứng đáng tin cậy về sự thành thạo, hỗ trợ cả thăng tiến nội bộ và phát triển sự nghiệp bên ngoài.
Để giành được sự ủng hộ của ban quản lý, hãy liên kết các sáng kiến đào tạo trực tiếp với những cải thiện hiệu suất có thể đo lường được. Theo dõi dữ liệu trước và sau đào tạo cho từng người vận hành cũng như cho toàn bộ môi trường sản xuất. Các chỉ số cốt lõi bao gồm:
Một công cụ tính toán ROI đơn giản có thể làm nổi bật các khoản tiết kiệm: nhập tỷ lệ phế liệu, thời gian thiết lập và khối lượng sản xuất cơ bản, sau đó so sánh với các con số sau đào tạo để xác định thời gian hoàn vốn. Bao gồm các lợi ích bổ sung như tuổi thọ máy dài hơn do giảm tình trạng quá tải hoặc va chạm, ít can thiệp bảo trì hơn và độ tin cậy của lịch trình tốt hơn. Trình bày các kết quả này trong các báo cáo định kỳ để thể hiện giá trị của đào tạo và hỗ trợ đầu tư liên tục.
Đào tạo của Nhà sản xuất thiết bị gốc (OEM) cung cấp con đường trực tiếp nhất để làm chủ một thương hiệu máy chấn tôn cụ thể và hệ thống điều khiển độc quyền của nó. Các nhà sản xuất lớn như Amada, Trumpf và Bystronic tổ chức các khóa học ngắn có cấu trúc — thường kéo dài từ một đến năm ngày — được tổ chức tại các trung tâm đào tạo khu vực hoặc tại chỗ trong quá trình lắp đặt. Số học viên mỗi lớp thường được giữ trong khoảng bốn đến tám người để tối đa hóa thời gian thực hành trực tiếp trên máy và hướng dẫn cá nhân hóa.
Các lĩnh vực trong chương trình học bao gồm điều hướng bộ điều khiển (chẳng hạn như Amada AMNC, Trumpf TruBend và Bystronic ByVision), mô phỏng dựa trên phần mềm, hệ thống bù vênh tự động (automatic crowning systems), và các khả năng nâng cao như uốn thích ứng (adaptive bending) và đo góc theo thời gian thực. Học viên hoàn thành toàn bộ quy trình thiết lập máy dưới sự giám sát của OEM và học các phương pháp bảo trì tối ưu cũng như kỹ thuật khắc phục sự cố đặc thù cho từng thương hiệu.
Ưu điểm:
Hạn chế:
Để tối đa hóa lợi tức đầu tư, nhiều nhà tuyển dụng triển khai một đào tạo – người đào tạo phương pháp: một vận hành viên chính và một kỹ thuật viên bảo trì trước tiên hoàn thành khóa đào tạo của OEM, sau đó phổ biến các kỹ thuật tiêu chuẩn hóa và bản cập nhật an toàn cho toàn nhóm của họ.
Các trường cao đẳng cộng đồng và trường dạy nghề được công nhận cung cấp chương trình huấn luyện máy chấn tôn tổng hợp không phụ thuộc thương hiệu, phù hợp cho cả người mới vào nghề và các vận hành viên có kinh nghiệm đang chuyển đổi vị trí. Các chương trình thường kéo dài từ 40 đến 600 giờ, kết hợp học lý thuyết trong lớp với thực hành mở rộng trên xưởng. Trình tự khóa học thường bắt đầu từ các khái niệm chế tạo cơ bản—an toàn, đọc bản vẽ, và toán ứng dụng—đến các mô-đun máy chấn tôn nâng cao tập trung vào lựa chọn dụng cụ, lập kế hoạch trình tự chấn, tính toán lực chấn, và các kỹ năng lập trình CNC cốt lõi.
Các đặc điểm chính:
Đào Tạo Bằng Mô Phỏng & Thực Tế Ảo.
Các khả năng bao gồm:.
Capabilities include:
Ưu điểm: Giảm đáng kể lượng vật liệu lãng phí, nâng cao sự tự tin của người vận hành và dễ dàng thích ứng với các mô hình đào tạo từ xa hoặc kết hợp. Hạn chế: Thiếu cảm giác xúc giác và trải nghiệm xử lý vật liệu trong thế giới thực; độ chính xác của mô phỏng phụ thuộc vào độ chính xác của mô hình kỹ thuật số của máy.
Kết quả tối ưu đạt được từ các chương trình đào tạo kết hợp—kết hợp khoảng 40–60 % công việc mô phỏng với các buổi thực hành có giám sát bằng máy móc thực tế trong xưởng. Sự kết hợp này đảm bảo người vận hành phát triển cả năng lực tư duy và kỹ năng thực hành. Đối với nhà tuyển dụng, trình mô phỏng cho phép đào tạo đồng thời các nhóm học viên lớn hơn, duy trì năng suất trong khi tăng tốc độ sẵn sàng của lực lượng lao động.
Đạt được chứng nhận chính thức vẫn là phương pháp đáng tin cậy nhất để xác nhận chuyên môn của người vận hành máy chấn dựa theo các chuẩn mực công nghiệp đã được thiết lập vững chắc. Tại Hoa Kỳ, có hai loại chứng chỉ hàng đầu—được cấp bởi Viện Kỹ năng Gia công Kim loại Quốc gia (NIMS) và Hiệp hội Nhà Chế tạo & Sản xuất (FMA)—đóng vai trò là chỉ báo quan trọng về khả năng tuyển dụng của người lao động và đảm bảo chất lượng cho nhà tuyển dụng.
Chứng chỉ Vận hành Máy Chấn NIMS (Cấp I–II)
Chứng nhận này xác nhận năng lực của người vận hành trong việc thiết lập, uốn, điều chỉnh và lập tài liệu phù hợp với các tiêu chuẩn chế tạo chính xác. Ứng viên phải vượt qua cả bài kiểm tra lý thuyết và thực hành, bao gồm việc tạo ra các mẫu uốn thử được hiệu chuẩn với độ chính xác góc ±1° và dung sai kích thước trong phạm vi ±0,5 mm.
Hầu hết các chương trình phù hợp với tiêu chuẩn NIMS bao gồm 120–200 giờ đào tạo, trong đó tối thiểu 60 % dành cho thực hành trực tiếp. Các chương trình học nghề có thể kéo dài hơn 2.000 giờ, kết hợp kinh nghiệm làm việc có giám sát tại xưởng với học tập lý thuyết chính quy.
Chứng chỉ FMA – Người vận hành kim loại tấm chính xác (PSMO)
Được thiết kế để nhấn mạnh tốc độ sản xuất và đảm bảo chất lượng, chứng chỉ PSMO yêu cầu đáp ứng các mục tiêu hiệu suất như hoàn thành thay đổi dụng cụ trong dưới 10 phút và giữ tỷ lệ phế phẩm dưới 2 %. Quá trình đánh giá tập trung vào việc lựa chọn dụng cụ đúng, tính toán chính xác lượng dư uốn (bend allowance) và thiết lập ổn định, lặp lại được trong phạm vi dung sai chặt chẽ—rất lý tưởng cho những người vận hành muốn phát triển lên vị trí kỹ thuật viên thiết lập hoặc trưởng nhóm vận hành.
Chương trình học nghề và chương trình đăng ký
Các khung chương trình học nghề được công nhận ở cấp tiểu bang và liên bang—thường được đăng ký với Bộ Lao động Hoa Kỳ—tích hợp các mô‑đun đào tạo NIMS hoặc FMA trong một chương trình giảng dạy dựa trên năng lực tổng thể. Người học nghề điển hình tích lũy khoảng 2.000 giờ kinh nghiệm thực hành và 144 giờ học lý thuyết mỗi năm. Sau khi hoàn thành, họ đạt chứng chỉ trình độ thợ lành nghề và thường có mức lương cao hơn 20–50 % so với đồng nghiệp chưa được chứng nhận.
Lợi tức đầu tư của nhà tuyển dụng và kết quả an toàn
Những người vận hành có chứng chỉ được công nhận luôn đạt được các cải thiện rõ ràng về hiệu quả và an toàn:
Chứng nhận giúp tăng tiềm năng thu nhập cá nhân—thường nâng mức lương mỗi giờ từ 18–25 USD lên 28–35 USD—và mang đến cho nhà tuyển dụng bằng chứng khách quan về năng lực, qua đó rút ngắn thời gian hội nhập và giảm rủi ro trong đào tạo.
Khi ngành chế tạo kim loại chuyển sang áp dụng hệ thống theo dõi kỹ thuật số và mô hình học tập theo mô‑đun, chứng chỉ vi mô đã trở thành một phần bổ trợ có giá trị cho các chứng chỉ truyền thống. Huy hiệu kỹ thuật số xác nhận khả năng thành thạo các kỹ năng cụ thể phù hợp với nhu cầu sản xuất hiện nay, đặc biệt dành cho các vận hành viên đang chuyển đổi giữa công việc thủ công và quy trình CNC.
Chứng chỉ vi mô theo lĩnh vực kỹ năng
Mỗi huy hiệu được đạt được thông qua kiểm tra trên máy hoặc phân tích trình mô phỏng, tạo ra chứng chỉ kỹ thuật số bảo mật mà các vận hành viên có thể trưng bày trên hồ sơ nghề nghiệp hoặc trong hệ thống nhân sự của công ty. Những huy hiệu có thể xếp chồng này cho phép người học tiến từng bước hướng tới chứng nhận FMA hoặc NIMS đầy đủ, đồng thời giúp nhà tuyển dụng có cái nhìn chi tiết về điểm mạnh và khoảng trống kỹ năng cụ thể.
Lợi ích triển khai
Cùng nhau, huy hiệu kỹ thuật số và chứng chỉ vi mô tạo nên một khung chứng nhận năng động, kết nối giữa các chứng chỉ truyền thống với việc xác nhận kỹ năng liên tục — đảm bảo các vận hành viên luôn cập nhật khi công nghệ CNC tiến bộ và các quy trình an toàn được phát triển.
Vận hành viên hưởng lợi nhiều nhất từ các công cụ giúp rút ngắn thời gian thiết lập, giảm sự không chắc chắn và cung cấp quyền truy cập nhanh đến dữ liệu tham khảo cần thiết ngay tại máy. Các tài nguyên sau được thiết kế đặc biệt để củng cố các thực hành tốt hằng ngày và thúc đẩy độ chính xác ngay từ lần uốn đầu tiên.
Các công cụ này mang lại sự hỗ trợ thiết thực hàng ngày và giúp các vận hành viên mới tự tin hơn khi chuyển từ giai đoạn đào tạo có giám sát sang vận hành máy độc lập.
Các nhóm quản lý và nhân sự cần tài nguyên có cấu trúc để đánh giá mức độ sẵn sàng của vận hành viên, điều chỉnh kỳ vọng đào tạo và đo lường lợi tức đầu tư đào tạo. Các công cụ sau giúp củng cố lập kế hoạch nhân lực và theo dõi hiệu suất.
Các công cụ tập trung cho quản lý này cho phép tổ chức định lượng hiệu suất của vận hành viên, biện minh cho chi phí đào tạo và thiết lập khung phát triển lực lượng lao động có cấu trúc — thúc đẩy hiệu quả bền vững và sự ổn định vận hành trong toàn bộ môi trường gia công.
Thời gian đào tạo phụ thuộc vào kinh nghiệm trước đây của học viên và độ phức tạp của thiết bị. Hầu hết mọi người có thể đạt được khả năng vận hành độc lập, an toàn sau 40–160 giờ kết hợp giữa học lý thuyết và thực hành. Thông thường, khoảng 40% thời gian này dành cho lý thuyết—bao gồm các chủ đề như quy trình an toàn, toán học và đọc bản vẽ kỹ thuật—trong khi 60% còn lại tập trung vào thiết lập máy thực tế và các bài tập uốn chính xác. Các chương trình học nghề mở rộng nền tảng này lên khoảng 2.000 giờ học tại chỗ cộng với 144 giờ học lý thuyết liên quan để lấy chứng nhận nâng cao. Với việc rèn luyện đều đặn, hầu hết người vận hành đạt được năng lực thiết lập CNC đầy đủ trong khoảng sáu tháng.
Các yêu cầu tiên quyết bao gồm kỹ năng toán học vững chắc (hình học, lượng giác và phân số), khả năng đọc bản vẽ kỹ thuật và khả năng cơ khí tổng quát. Hiểu biết thực tế về an toàn trong xưởng—đặc biệt là thủ tục khóa/ngắt (LOTO) và cách sử dụng đúng thiết bị bảo hộ cá nhân—là điều được khuyến nghị nhưng sẽ được củng cố kỹ lưỡng trong quá trình đào tạo. Khả năng phối hợp tay mắt tốt, tư duy hình học không gian và kỹ năng đo lường chính xác giúp việc học dễ dàng hơn. Những người mới bước vào lĩnh vực gia công kim loại có thể bắt đầu với các vị trí cấp đầu trong công việc kim loại tổng hợp hoặc lắp ráp trước khi tiến tới đào tạo về máy chấn tôn.
Có—mặc dù cần phải nâng cao kỹ năng có mục tiêu. Kinh nghiệm thủ công giúp phát triển khả năng cảm nhận vật liệu và nhận thức về phản ứng của chúng, tuy nhiên vận hành CNC yêu cầu thêm các kỹ năng khác như: điều hướng bộ điều khiển, hiệu chuẩn trục, sắp xếp trình tự uốn và lập trình ngoại tuyến. Các khóa học tập trung kéo dài từ 40–80 giờ giúp người vận hành thủ công thích nghi với các hệ thống điều khiển kỹ thuật số như Delem hoặc Cybelec, học cách kiểm soát độ đàn hồi vật liệu thông qua bù trừ theo chương trình thay vì điều chỉnh thủ công. Khi đã thành thạo, người vận hành CNC thường đạt được thiết lập nhanh hơn 30–60% và độ nhất quán cải thiện rõ rệt so với phương pháp thủ công.
Không có yêu cầu liên bang nào bắt buộc người vận hành máy chấn tôn phải có chứng nhận chính thức. Tuy nhiên, OSHA 1910.217 yêu cầu đào tạo có ghi nhận trong các lĩnh vực như bảo vệ máy móc, thực hành vận hành an toàn và thủ tục khóa/ngắt (LOTO). Người sử dụng lao động có trách nhiệm đảm bảo mỗi người vận hành có đủ năng lực. Việc đạt được chứng nhận từ các tổ chức như NIMS hoặc FMA không chỉ đáp ứng yêu cầu tuân thủ này mà còn là một tiêu chuẩn được công nhận trong ngành, cung cấp bằng chứng cụ thể về kỹ năng, giúp giảm rủi ro pháp lý và cải thiện cơ hội nghề nghiệp.
Mức lương gắn chặt với bộ kỹ năng và tình trạng chứng nhận. Các thợ vận hành mới thường bắt đầu ở mức 18–25 USD mỗi giờ, trong khi các thợ vận hành CNC dày dạn có chứng chỉ cấp độ NIMS thường kiếm được 28–35 USD mỗi giờ. Tại các cơ sở có chính sách thưởng theo hiệu suất, nhân sự có chứng nhận thường nhận được mức tăng lương 20–30 % nhờ vào việc cải thiện năng suất thực tế và giảm tỷ lệ phế phẩm. Ở các khu vực có nhu cầu cao — đặc biệt là ngành hàng không vũ trụ hoặc sản xuất chính xác — các kỹ thuật viên thiết lập cấp cao có thể đạt mức lương vượt quá 40 USD mỗi giờ.
Các thợ vận hành mới thường gặp khó khăn với các vấn đề như chọn sai khuôn V, không tính đến hiện tượng đàn hồi (springback), và lắp đặt dụng cụ không đúng cách. Những lỗi này có thể dẫn đến các vấn đề như chỗ uốn nứt, góc không đều hoặc hư hại bề mặt. Các biện pháp khắc phục điển hình bao gồm:
Thực hành thường xuyên các quy trình này trong quá trình luyện tập thiết lập giúp giảm đáng kể việc làm lại và giảm thiểu hao hụt vật liệu.
Những mối nguy chính bao gồm điểm kẹp, trôi thủy lực, và hệ thống an toàn bị vô hiệu hóa. Những mối nguy này thường xảy ra trong quá trình thay dụng cụ hoặc điều chỉnh gấp rút. Các biện pháp phòng ngừa hiệu quả bao gồm:
Đào tạo an toàn kỹ lưỡng và liên tục có thể giảm chấn thương liên quan đến máy chấn tôn xuống 40–60 %, giảm tỷ lệ sự cố OSHA xuống dưới ba trường hợp trên 100 công nhân.
Hiệu quả đầu tư giảm khi chương trình đào tạo thiếu các chỉ số rõ ràng hoặc không được củng cố theo từng loại máy. Nguyên nhân phổ biến bao gồm thực thi không đồng đều trên sàn, bỏ qua sự khác biệt của bộ điều khiển giữa các thương hiệu, và không chuẩn hóa danh sách kiểm tra thiết lập. Hãy cân nhắc các cải tiến sau:
Khi được thực hiện đúng cách, chương trình đào tạo vận hành có cấu trúc thường giúp tăng năng suất khoảng 15 % và hoàn vốn hoàn toàn trong vòng 3–6 tháng.
Có — khi được tích hợp đúng cách. Các trình mô phỏng độ trung thực cao tái hiện logic điều khiển, trình tự uốn và hành vi tránh va chạm với độ chân thực ấn tượng. Kết quả mạnh mẽ nhất đạt được khi kết hợp các buổi mô phỏng với thời gian thực hành trên máy, mang lại trải nghiệm xúc giác cần thiết. Việc phân bổ khoảng 40–60 % thời lượng đào tạo cho mô phỏng và phần còn lại cho máy thật giúp tăng tốc phát triển kỹ năng. Các mô phỏng cũng cho phép chạy hơn 100 chu kỳ ảo mà không tiêu tốn vật liệu, tạo cách an toàn để học viên xây dựng sự tự tin trước khi bước vào sản xuất.
Giải quyết những vấn đề này thông qua quá trình đào tạo kỷ luật, được ghi chép đầy đủ giúp duy trì chất lượng nhất quán và bảo vệ hiệu suất thiết bị lâu dài.


















