

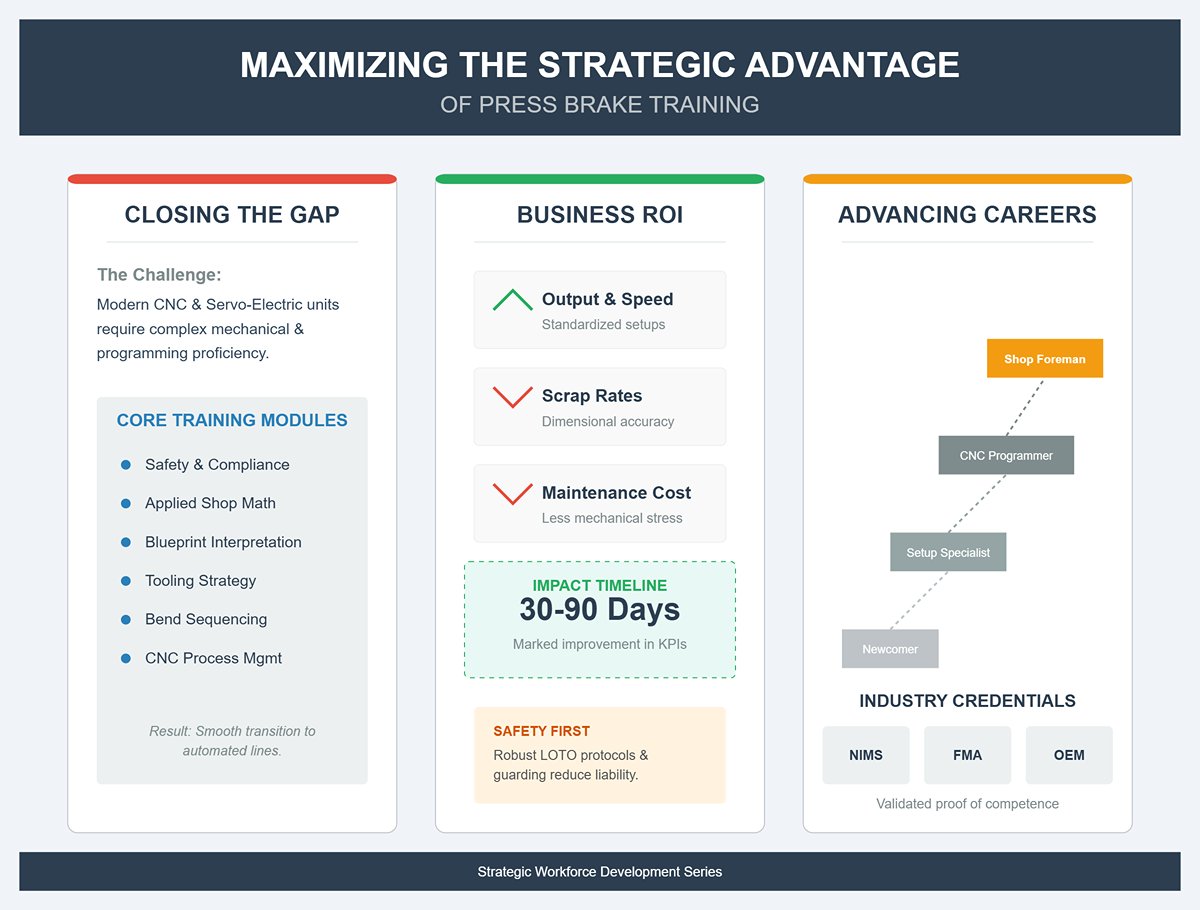
Современные листогибочные прессы ушли далеко от простого оборудования с ручным управлением. Современные ЧПУ и сервоэлектрические установки требуют сочетания механических знаний, навыков программирования, точных методов измерения и глубокого понимания свойств материалов. Многие производственные предприятия испытывают трудности с поиском персонала, способного выполнять сложные настройки гибки, выбирать оптимальный инструмент и программировать контроллеры с высокой точностью. Структурированные программы обучения напрямую решают эту проблему, предлагая тщательно сбалансированное сочетание теории и практики. Основные модули — охватывающие соблюдение требований безопасности, прикладную математику для цеха, чтение чертежей, стратегию выбора инструмента, последовательность гибки и управление процессами ЧПУ — позволяют операторам эффективно работать с оборудованием разных брендов и материалами различных типов. Благодаря обширной практической работе на станках или упражнениям на симуляторах такие программы развивают как навыки, так и уверенность, помогая предприятиям плавно перейти от традиционных гидравлических систем к современным автоматизированным линиям.
Для работодателей профессионально разработанная программа обучения работе на листогибочном прессе является экономически выгодной инвестицией с очевидной, измеримой отдачей. Повышение квалификации операторов приводит к снижению уровня брака, обеспечивая соответствие деталей как по размерной точности, так и по эстетическим требованиям с первой попытки. Стандартизированные методы настройки и точная последовательность гибки сокращают время, необходимое для успешного запуска, увеличивая производительность без дополнительных капитальных затрат. Квалифицированные операторы помогают продлить срок службы оборудования, избегая механических перегрузок, ошибок в работе и неправильного формирования прогиба, что минимизирует расходы на обслуживание и простои. Надёжное обучение технике безопасности — включая протоколы блокировки/маркировки (LOTO) и правильные методы ограждения — снижает риск несчастных случаев и ответственность предприятия. Эффект можно измерить по ключевым показателям, таким как сокращение времени настройки, показатели брака на партию и улучшение выхода годных изделий с первого прохода — часто заметно улучшающиеся в течение 30–90 дней после обучения.
Для работников формальное обучение операторов листогибочных прессов открывает ясный путь к более высокооплачиваемым и технически сложным должностям в металлообработке. Новички могут перейти от работы под присмотром к роли квалифицированных специалистов по настройке, а затем продвинуться до должностей программиста ЧПУ, ведущего техника или начальника цеха. Получение признанных в отрасли сертификатов — таких как сертификация NIMS по листогибочному прессу, статус оператора прецизионной обработки листового металла FMA или сертификаты обучения от производителей оборудования — служит подтверждением компетентности, повышает привлекательность кандидата для работодателей и способствует увеличению заработной платы. Полученные навыки применимы к оборудованию ведущих производителей, что повышает гибкость карьеры и обеспечивает долгосрочную востребованность в отрасли, быстро переходящей на управление ЧПУ и автоматизацию.
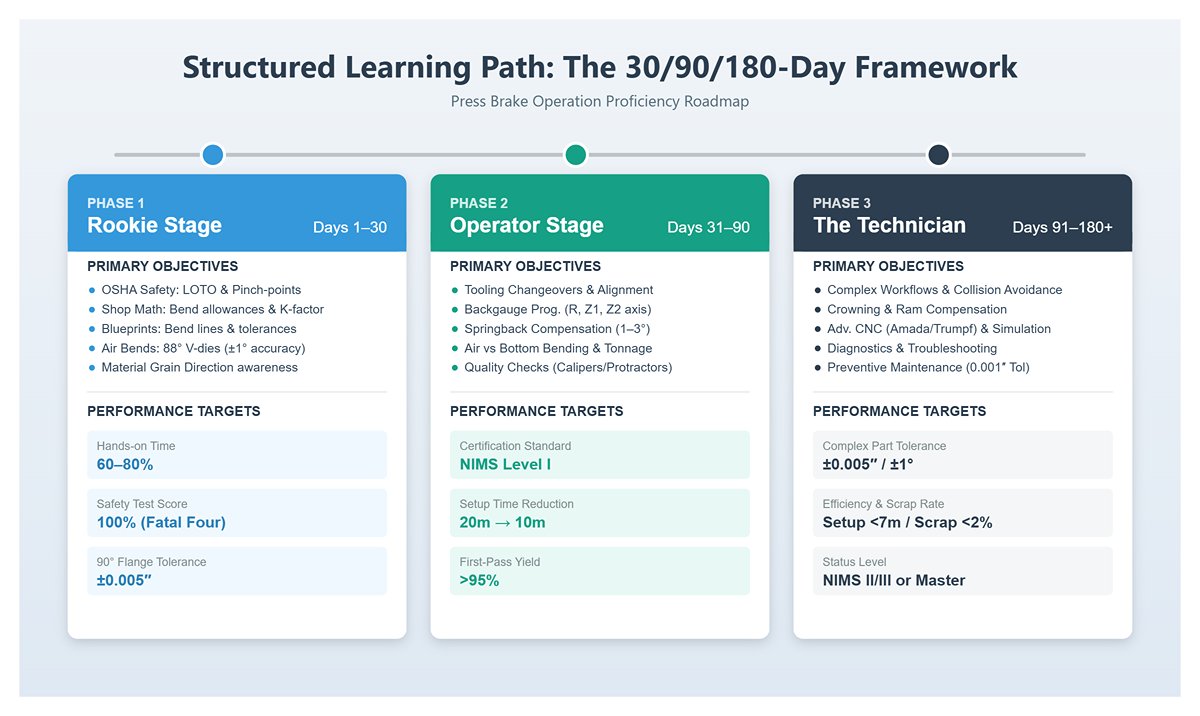
В первый месяц внимание уделяется формированию безопасных рабочих привычек, освоению базовых знаний и отработке основных навыков гибки под непосредственным руководством. Основные цели:
Практические цели:
Этот этап сосредоточен на развитии автономности и внедрении возможностей настройки на производственном уровне для обеспечения точных, повторяемых результатов как на ручных, так и на станках с ЧПУ. Основные цели:
Практические показатели эффективности:
Заключительный этап акцентирует внимание на продвинутом программировании ЧПУ, диагностике и устранении неисправностей, а также самостоятельной работе. Он готовит обучающихся к получению высокоуровневых сертификатов и занятию технических руководящих должностей. Основные цели:
Практические показатели эффективности:
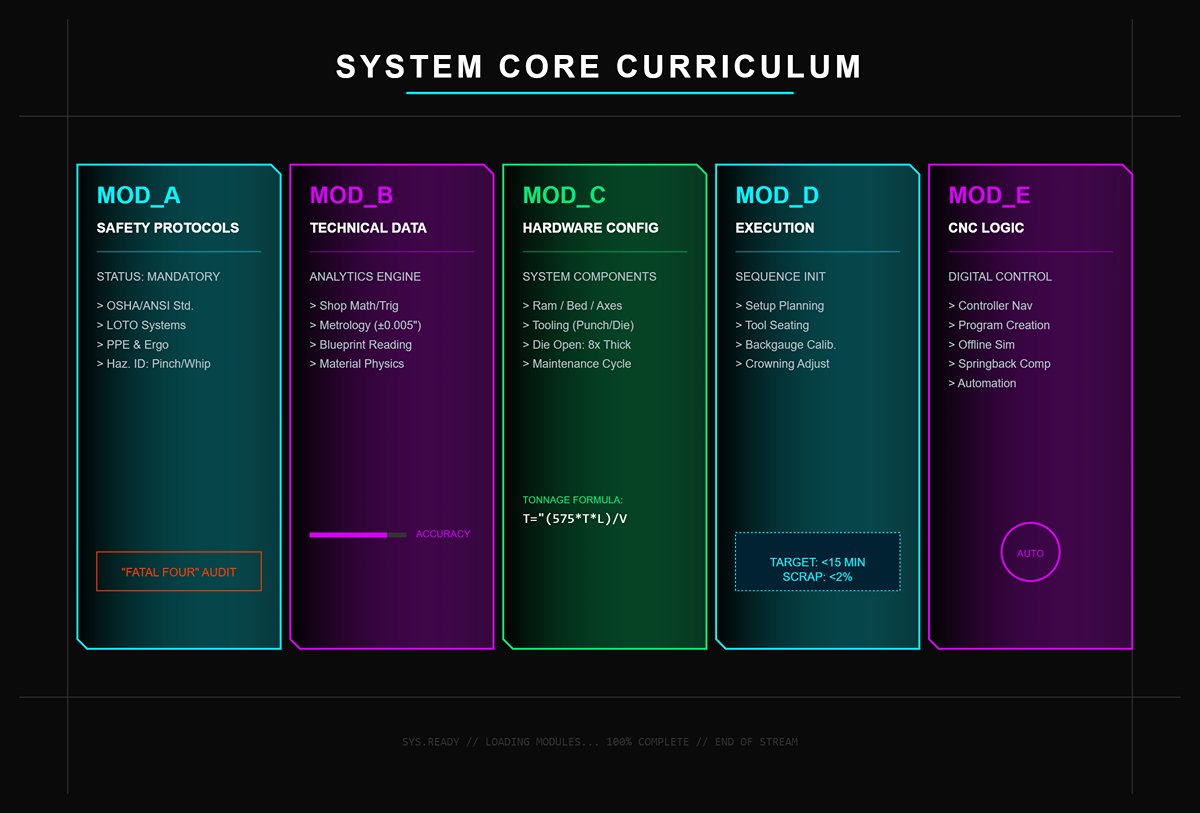
Безопасность — это безусловная основа любой работы на листогибочном прессе. Обучение на всех уровнях должно начинаться и заканчиваться полным соблюдением стандартов OSHA 1910.217 и ANSI B11.3, с акцентом на проактивное предотвращение действий с высоким риском. Операторы учатся выявлять точки защемления, зоны падения и потенциальные опасности подбрасывания заготовки, применяя правильное использование световых завес, лазерных защитных устройств и двухручного управления.
Ключевые учебные цели:
Перед получением доступа к оборудованию без присмотра стажёры должны продемонстрировать полное соблюдение правил во время имитационных проверок безопасности и набрать идеальный результат в тесте “Смертельная четвёрка” — охватывающем защемления, подбрасывания, раздавливания и падения.
Твёрдое понимание основных технических принципов является основой для всех продвинутых навыков. Этот модуль обеспечивает учащихся аналитическими навыками, необходимыми для точной интерпретации, расчёта и проверки данных гибки для различных материалов и толщин.
Ключевые навыки:
Обучающиеся закрепляют эти навыки через практические упражнения, сравнивая теоретические прогнозы гиба с фактическими результатами испытательных образцов для проверки точности.
Эффективная работа на листогибочном прессе начинается с глубокого понимания его механической конструкции и логики выбора оснастки. Этот модуль помогает обучающимся перейти от концептуального понимания к непосредственной, практической работе с оборудованием.
Цели обучения:
После завершения обучения участники смогут составлять карты наладки инструмента, интерпретировать таблицы усилий и обосновывать выбор оснастки на основе геометрии детали и производственных требований.
Этот модуль сочетает теоретическое обучение с практическим применением, проводя обучающихся через все этапы процесса наладки — от выбора подходящей оснастки до проверки первой сформованной детали. Особое внимание уделяется эффективности, повторяемости, точности и безопасности.
Практические упражнения и необходимые компетенции включают:
Цели по результативности включают достижение воспроизводимых наладок менее чем за 15 минут и поддержание уровня брака ниже 2 % при работе со стандартными тестовыми компонентами.
Для работы на современных листогибочных прессах требуется уверенное владение цифровыми системами управления. Этот заключительный модуль обеспечивает операторов навыками программирования ЧПУ и оптимизации для автоматизированных и сервоприводных машин.
Развиваемые ключевые навыки включают:
Выпускники этого курса смогут самостоятельно писать, моделировать и выполнять программы для ЧПУ, оптимизируя производственные циклы при сохранении точной размерной точности для различных материалов и размеров партий.
Качественная внутренняя программа обучения работе на листогибочном прессе должна сочетать универсальные принципы эксплуатации машины с инструкциями по конкретным маркам контроллеров. Начните с определения ролей и уровней навыков, необходимых на вашем предприятии — от операторов начального уровня до опытных специалистов по ЧПУ. Основные модули должны охватывать безопасность и соблюдение нормативных требований, чтение чертежей, производственную математику, выбор инструмента и установку матриц, последовательность гибов с учётом упругого возврата, настройку заднего упора и оснастки, основы программирования ЧПУ и профилактическое обслуживание. Убедитесь, что на каждом этапе обучения предусмотрена достаточная практическая работа; перевод сотрудника с начального уровня на уровень компетентного оператора может занять 40–120 часов реальной работы на станке, а достижение уровня продвинутого техника часто требует более 200 часов или стажировки в течение нескольких месяцев. Если доступ к станку ограничен, включайте в программу продвинутые системы моделирования для отработки последовательностей гибов, замены инструмента и корректировки упругого возврата. Организуйте обучение в гибкие модули, чтобы проводить занятия для разных групп или в коротких, целевых сессиях, минимизируя влияние на производство. Дополните базовое обучение, не зависящее от конкретной модели, дополнительными модулями по каждому бренду листогибочного пресса, которым вы располагаете, чтобы навыки легко переносились на разные модели.
Помните, что внешние сертификаты сами по себе могут не подтверждать готовность оператора без проверки со стороны работодателя. Установите практические, ориентированные на результат оценки на определённых этапах обучения. Используйте стандартные тестовые детали с полными CAD‑чертежами и строгими допусками — распространённые критерии приёмки включают ±0,5–1,0° по углам гиба и ±0,5–1,0 мм по линейным размерам. Оценивайте работу по четырём основным областям навыков:
Внедрите структурированные оценочные рубрики для оценки производительности и ведите матрицу навыков, документирующую готовность каждого оператора к работе с определённой сложностью деталей или моделями станков. Сертификаты компетентности, выданные работодателем и заверенные уполномоченным инструктором, предоставляют достоверное подтверждение квалификации, поддерживая как внутренние повышения, так и внешнее карьерное продвижение.
Чтобы заручиться поддержкой руководства, связывайте инициативы по обучению напрямую с измеримыми улучшениями производительности. Отслеживайте данные до и после обучения для каждого оператора, а также для всей производственной среды. Основные показатели включают:
Простой калькулятор ROI может наглядно показать экономию: введите исходные показатели брака, времени наладки и объёмов производства, затем сравните их с данными после обучения, чтобы определить срок окупаемости. Включите дополнительные преимущества, такие как более длительный срок службы станка за счёт снижения перегрузок или аварий, меньшее количество обслуживаний и более надёжное соблюдение графика. Представляйте эти результаты в периодических отчётах, чтобы показать ценность обучения и поддерживать дальнейшие инвестиции.
Обучение от оригинального производителя оборудования (OEM) предлагает самый прямой путь к освоению конкретного бренда листогибочного пресса и его фирменной системы управления. Крупные производители, такие как Amada, Trumpf и Bystronic, проводят структурированные краткосрочные курсы — обычно от одного до пяти дней — либо в региональных учебных центрах, либо на месте во время ввода оборудования в эксплуатацию. Размеры групп обычно составляют от четырёх до восьми участников, чтобы максимально увеличить время практической работы на станке и индивидуальное руководство.
Темы учебного курса включают навигацию по контроллеру (например, Amada AMNC, Trumpf TruBend и Bystronic ByVision), моделирование на основе программного обеспечения, автоматические системы коронования и расширенные возможности, такие как адаптивный гиб и измерение угла в реальном времени. Слушатели выполняют полные наладки станка под надзором OEM и изучают лучшие практики обслуживания и фирменные методы устранения неполадок.
Преимущества:
Ограничения:
Чтобы максимизировать отдачу от инвестиций, многие работодатели внедряют методику «обучение тренеров» подход: один ведущий оператор и один техник по обслуживанию сначала проходят обучение у производителя оборудования, затем распространяют стандартизированные методы и обновления по технике безопасности среди своих команд.
Общественные колледжи и аккредитованные профессиональные училища предлагают комплексное, нейтральное по бренду обучение работе на листогибочных прессах, подходящее как для новичков, так и для опытных операторов, переходящих на новые роли. Программы обычно составляют от 40 до 600 часов, сочетая обучение в классе с обширной практикой на производстве. Последовательность курсов обычно начинается с базовых понятий изготовления — безопасность, чтение чертежей и прикладная математика — и переходит к продвинутым модулям по работе на листогибочном прессе, которые сосредоточены на выборе оснастки, планировании последовательности гибов, расчетах усилия и основных навыках программирования ЧПУ.
Ключевые особенности:
Симуляторы и виртуальное обучение.
Возможности включают:.
Capabilities include:
Преимущества: Значительно сокращает отходы материала, повышает уверенность оператора и легко адаптируется к удалённым или смешанным моделям обучения. Ограничения: Отсутствует тактильное ощущение и опыт работы с материалом в реальных условиях; точность симуляции зависит от качества цифрового моделирования станка.
Оптимальных результатов можно достичь с помощью смешанных программ обучения— сочетая примерно 40–60 % работы на симуляторе с контролируемыми практическими занятиями на реальном производственном оборудовании. Такое сочетание обеспечивает развитие у операторов как умственных навыков, так и практического мастерства. Для работодателей симуляторы позволяют обучать одновременно большее количество стажёров, сохраняя уровень производства и ускоряя подготовку персонала.
Получение официального сертификата остаётся самым надёжным способом подтверждения квалификации оператора листогибочного пресса в соответствии с устоявшимися отраслевыми стандартами. В США два ведущих квалификационных документа — присуждаемые Национальным институтом металлообрабатывающих навыков (NIMS) и Ассоциацией производителей и фабрикантов (FMA)— служат важными показателями как трудоустройства для работников, так и обеспечения качества для работодателей.
Квалификации NIMS по работе на листогибочном прессе (Уровень I–II)
Эта сертификация подтверждает способность оператора выполнять наладку, гибку, регулировки и документацию в соответствии со стандартами точного производства. Кандидаты должны успешно сдать как письменный, так и практический экзамен, включающий изготовление калиброванных пробных гибов с угловой точностью ±1° и допусками по размерам в пределах ±0,5 мм.
Большинство программ, соответствующих стандартам NIMS, предполагают от 120 до 200 часов обучения, минимум 60 % из которых посвящено практической, ручной работе. Программы ученичества могут превышать 2 000 часов, сочетая контролируемый опыт работы в цеху с формальным обучением в классе.
FMA Оператор прецизионных листовых металлов (PSMO)
Ориентирован на повышение скорости производства и обеспечение качества, сертификат PSMO требует достижения производственных показателей, таких как смена инструмента менее чем за 10 минут и поддержание уровня брака ниже 2 %. В процессе оценки приоритет отдается правильному выбору инструмента, точному расчету припуска на гиб и стабильным повторяемым настройкам, соответствующим строгим допускам по размерам, что делает программу идеальной для операторов, продвигающихся на должности техника по настройке или старшего оператора.
Программы ученичества и зарегистрированные программы
Государственные и федеральные признанные программы ученичества — часто зарегистрированные в Министерстве труда США — интегрируют модули обучения NIMS или FMA в более широкую, основанную на компетенциях учебную программу. Как правило, ученики ежегодно набирают около 2 000 часов практического опыта плюс 144 часа формального обучения. Выпускники получают квалификацию уровня «journey‑level» и, как правило, получают зарплату на 20–50 % выше, чем коллеги без сертификата.
Рентабельность инвестиций работодателя и показатели безопасности
Операторы с признанными сертификатами стабильно демонстрируют измеримые улучшения в работе и безопасности:
Сертификация повышает заработный потенциал специалиста — обычно увеличивая почасовую оплату с 18–25 долларов США до 28–35 — и дает работодателям объективное подтверждение компетентности, ускоряя процесс адаптации и минимизируя риски, связанные с обучением.
По мере того как отрасль металлообработки внедряет цифровое отслеживание и модульные модели обучения, микро‑сертификаты стали ценным дополнением к традиционным квалификациям. Цифровые бейджи подтверждают владение конкретными навыками, соответствующими сегодняшним производственным требованиям, особенно для операторов, переходящих от ручных к ЧПУ‑процессам.
Микроквалификации по областям навыков
Каждый значок зарабатывается посредством тестирования на станке или анализа данных симулятора, создавая защищённые цифровые сертификаты, которые операторы могут демонстрировать в профессиональных профилях или в HR‑системах компании. Эти накапливаемые значки позволяют учащимся шаг за шагом продвигаться к полной сертификации FMA или NIMS, предоставляя работодателям подробное понимание сильных сторон и пробелов в конкретных навыках.
Преимущества внедрения
Вместе цифровые значки и микроквалификации создают динамичную систему сертификации, которая связывает традиционные сертификаты с постоянной проверкой навыков — обеспечивая актуальность знаний операторов по мере развития технологий ЧПУ и изменения протоколов безопасности.
Операторы получают наибольшую пользу от инструментов, которые сокращают время настройки, уменьшают неопределённость и обеспечивают быстрый доступ к важным справочным данным прямо у станка. Следующие ресурсы специально разработаны для укрепления повседневных лучших практик и обеспечения стабильной точности с первого прохода.
Эти инструменты обеспечивают значимую ежедневную поддержку и помогают новым операторам увереннее переходить от обучения под надзором к самостоятельной работе на станке.
Командам менеджмента и HR нужны структурированные ресурсы для оценки готовности операторов, согласования ожиданий по обучению и измерения отдачи от инвестиций в обучение. Следующие материалы усиливают планирование кадров и отслеживание производительности.
Эти ориентированные на менеджмент инструменты позволяют организациям количественно оценивать производительность операторов, обосновывать расходы на обучение и устанавливать структурированную систему развития персонала — способствуя устойчивой эффективности и стабильности работы в производственной среде.
Длительность обучения зависит от предыдущего опыта обучающегося и сложности оборудования. Большинство людей могут достичь безопасной, самостоятельной работы после 40–160 часов комбинированного обучения в классе и практических занятий. Обычно около 40 % этого времени посвящено теории — таким темам, как правила безопасности, математика и чтение чертежей, — а оставшиеся 60 % направлены на практическую настройку станка и упражнения по точной гибке. Программы ученичества расширяют эту базу примерно до 2 000 часов обучения на рабочем месте плюс 144 часа сопутствующих курсов для получения продвинутой сертификации. При регулярной практике большинство операторов достигают полной компетенции в настройке ЧПУ примерно за шесть месяцев.
Необходимыми предпосылками являются хорошие математические навыки (геометрия, тригонометрия и дроби), умение читать чертежи и общая механическая подготовленность. Знание правил безопасности в мастерской — особенно блокировка/маркировка (LOTO) и правильное использование средств индивидуальной защиты — рекомендуется, но тщательно закрепляется в ходе обучения. Хорошая ручная координация, пространственное воображение и умение точно измерять облегчают процесс обучения. Новички в металлообработке могут начать с начальных должностей в общей металлообработке или сборке, прежде чем перейти к обучению работе на листогибочном прессе.
Да — хотя это требует целенаправленного повышения квалификации. Опыт работы на ручном прессе развивает хорошее тактильное восприятие и понимание реакции материала, однако работа с ЧПУ предполагает дополнительные навыки: навигация по контроллеру, калибровка осей, последовательность гибов и офлайн‑программирование. Специализированные курсы продолжительностью 40–80 часов помогают операторам ручных прессов адаптироваться к цифровым системам управления, таким как Delem или Cybelec, обучаясь управлять пружинением за счёт запрограммированной компенсации, а не ручной корректировки. После освоения ЧПУ операторы обычно достигают настройки на 30–60 % быстрее и значительно большей стабильности по сравнению с ручными методами.
На федеральном уровне нет требования, чтобы операторы листогибочных прессов имели официальную сертификацию. Однако OSHA 1910.217 требует документированного обучения в таких областях, как защитные устройства, безопасные методы работы и процедуры блокировки/маркировки (LOTO). Работодатели обязаны убедиться, что каждый оператор компетентен. Получение сертификации от таких организаций, как NIMS или FMA не только соответствует этим требованиям, но и служит признанным в отрасли показателем качества, предоставляя веское подтверждение навыков, что может снизить ответственность и повысить карьерные перспективы.
Уровень оплаты тесно связан с набором навыков и наличием сертификатов. Новички-операторы обычно начинают с 18–25 USD в час, тогда как опытные операторы ЧПУ с квалификацией уровня NIMS обычно зарабатывают 28–35 USD в час. В предприятиях, где вознаграждают за результат, сертифицированный персонал часто получает надбавку 20–30 % благодаря реальному росту производительности и снижению количества брака. В регионах с высоким спросом — особенно в аэрокосмической или прецизионной промышленности — старшие наладчики могут получать ставки выше 40 USD в час.
Новые операторы часто сталкиваются с проблемами, такими как выбор неправильного V‑образного пуансона, отсутствие учёта пружинение, и неправильная установка инструмента. Эти ошибки могут привести к таким проблемам, как трещины на сгибах, неровные углы или повреждение поверхности. Типичные способы исправления включают:
Регулярная практика этих процедур во время тренировочных наладок значительно сокращает количество переделок и минимизирует потери материала.
Основные опасности включают точки защемления, гидравлический дрейф, и отключённые системы безопасности. Эти риски часто возникают при спешной замене инструмента или во время регулировочных работ. Эффективные стратегии предотвращения включают:
Тщательное и постоянное обучение по технике безопасности может снизить количество травм, связанных с листогибочными прессами, на 40–60 %, уменьшая показатели инцидентов OSHA до менее трёх случаев на 100 работников.
ROI снижается, когда обучение не имеет чётких показателей или специфического для станка закрепления навыков. Типичные причины включают неравномерное соблюдение процедур на рабочем месте, игнорирование различий в контроллерах разных брендов и отсутствие стандартизированных контрольных списков наладки. Рассмотрите следующие улучшения:
При правильном выполнении структурированное обучение операторов обычно повышает производительность примерно на 15 % и обеспечивает полную окупаемость в течение 3–6 месяцев.
Да — при правильной интеграции. Высокоточные симуляторы воспроизводят логику контроллера, последовательность гибки и поведение системы предотвращения столкновений с впечатляющей реалистичностью. Наилучшие результаты достигаются при сочетании занятий на симуляторе с практической работой на станке, чтобы обеспечить необходимый тактильный опыт. Распределение примерно 40–60 % обучения на симуляторы и остальное время на реальные машины ускоряет развитие навыков. Симуляторы также позволяют выполнить более 100 виртуальных циклов без расхода материала, предоставляя обучающимся безопасный способ набрать уверенность перед переходом к производству.
Решение этих вопросов с помощью дисциплинированного, хорошо задокументированного обучения помогает поддерживать стабильное качество и защищает долгосрочную работоспособность оборудования.


















