

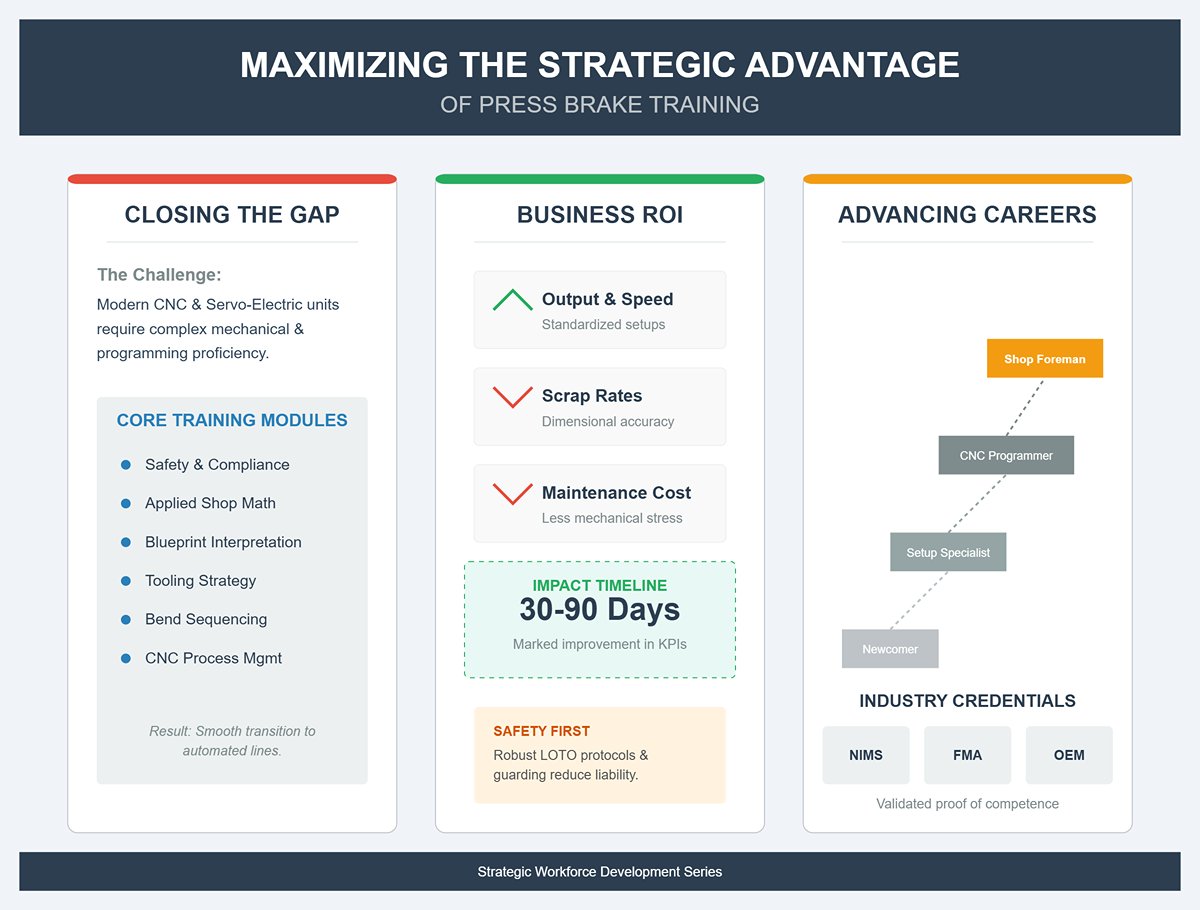
今日のプレスブレーキは、単純な手動操作機から大きく進化しています。最新のCNCおよびサーボ電動ユニットは、機械的知識、プログラミング能力、精密な測定技術、そして材料特性に関する深い理解の融合を求めます。多くの製造施設では、複雑な曲げセットアップを実行し、最適な工具を選定し、厳密な公差でコントローラーをプログラムできる人材の確保に苦労しています。構造化された訓練プログラムは、この人材不足に正面から取り組み、理論と実践をバランスよく融合させた内容を提供します。安全遵守、実用的な工場数学、図面読解、工具戦略、曲げ順序、そしてCNCプロセス管理を網羅する基礎モジュールが、複数の機械ブランドや材料タイプにおいて効率的に作業できるオペレーターを育成します。実機操作やシミュレーター演習を組み合わせることで、技能と自信の両方を養成し、従来の油圧システムから最先端の自動化ラインへの円滑な移行を可能にします。.
雇用主にとって、専門的に設計されたプレスブレーキ訓練プログラムは、明確かつ定量的な成果を持つ費用効果の高い投資です。オペレーターの能力向上により、初回から寸法精度と外観品質を満たす部品を製造できるため、スクラップ率が低下します。標準化されたセットアップ手法と精密な曲げ順序により、初回立ち上げまでの時間が短縮され、追加設備投資なしで生産量が向上します。熟練したオペレーターは機械的なストレス、操作ミス、不正確なクラウニングを防ぐことで設備寿命を延ばし、保守費用とダウンタイムを最小限に抑えます。ロックアウト/タグアウト(LOTO)手順や適切なガード使用法など、堅固な安全教育は事故リスクと責任リスクを軽減します。その効果は、セットアップ時間の短縮、バッチごとのスクラップ率、初回合格率などのKPIで測定でき、一般的にトレーニング後30〜90日以内に顕著な改善が見られます。.
個人にとって、正式なプレスブレーキオペレーター訓練は、金属加工業界における高収入でより技術的な職種への明確な道を開きます。新人は監督下での作業から熟練セットアップ専門家へと成長し、最終的にはCNCプログラマー、主任技術者、または工場監督者などの役職へ進むことができます。NIMSプレスブレーキ認証、FMA精密板金オペレーター資格、OEMトレーニング証明書など業界認定資格の取得は実力を証明し、雇用主への魅力を高め、昇給の機会を増やします。習得した技能は主要メーカーの機械全般に応用可能で、キャリアの柔軟性を高め、CNC制御と自動化を急速に取り入れる業界内で長期的な雇用安定性を保証します。.
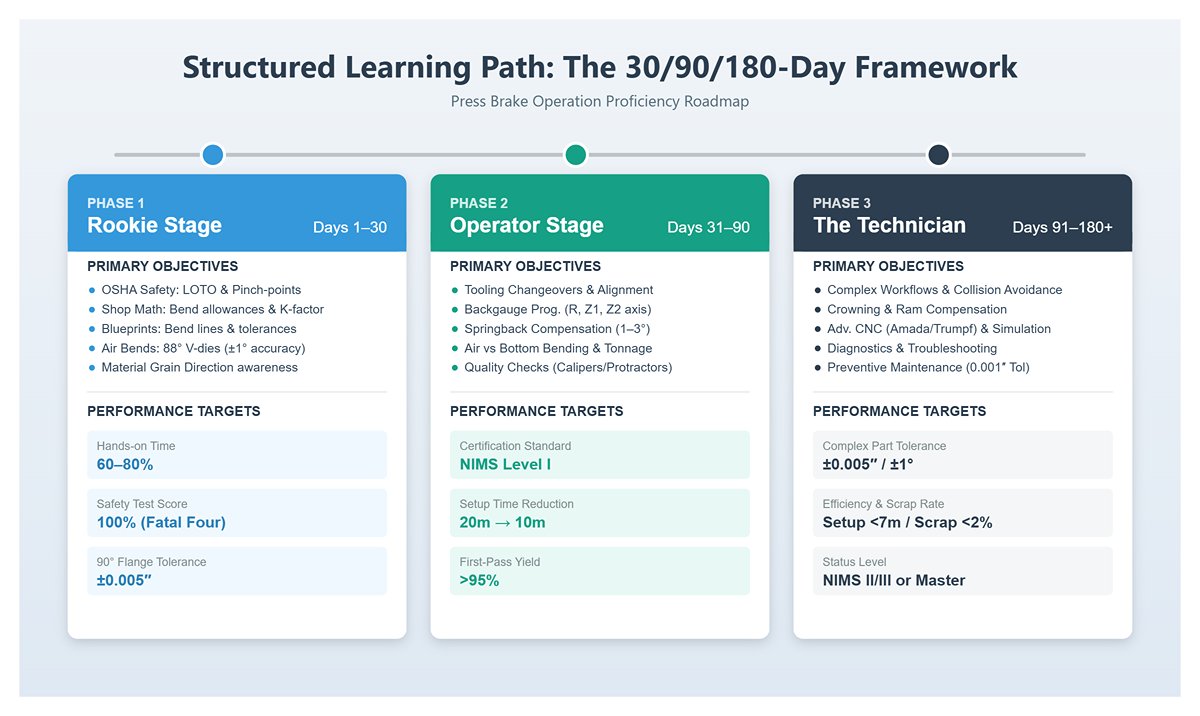
最初の1か月間は、安全な作業習慣の確立、基礎知識の構築、そして直接指導のもとで基本的な曲げ技能を磨くことに焦点を当てます。. 主な目標:
実技パフォーマンス目標:
このフェーズでは、自律性の育成と生産レベルのセットアップ能力の導入に焦点を当て、手動およびCNCプレス両方で正確で再現可能な結果を提供できるようにします。. 主な目標:
実践的なパフォーマンス基準:
最終フェーズでは、高度なCNCプログラミング、診断トラブルシューティング、そして独立した運用に重点を置きます。上級認定や技術的リーダーシップ職への準備を行います。. 主な目標:
実践的なパフォーマンス基準:
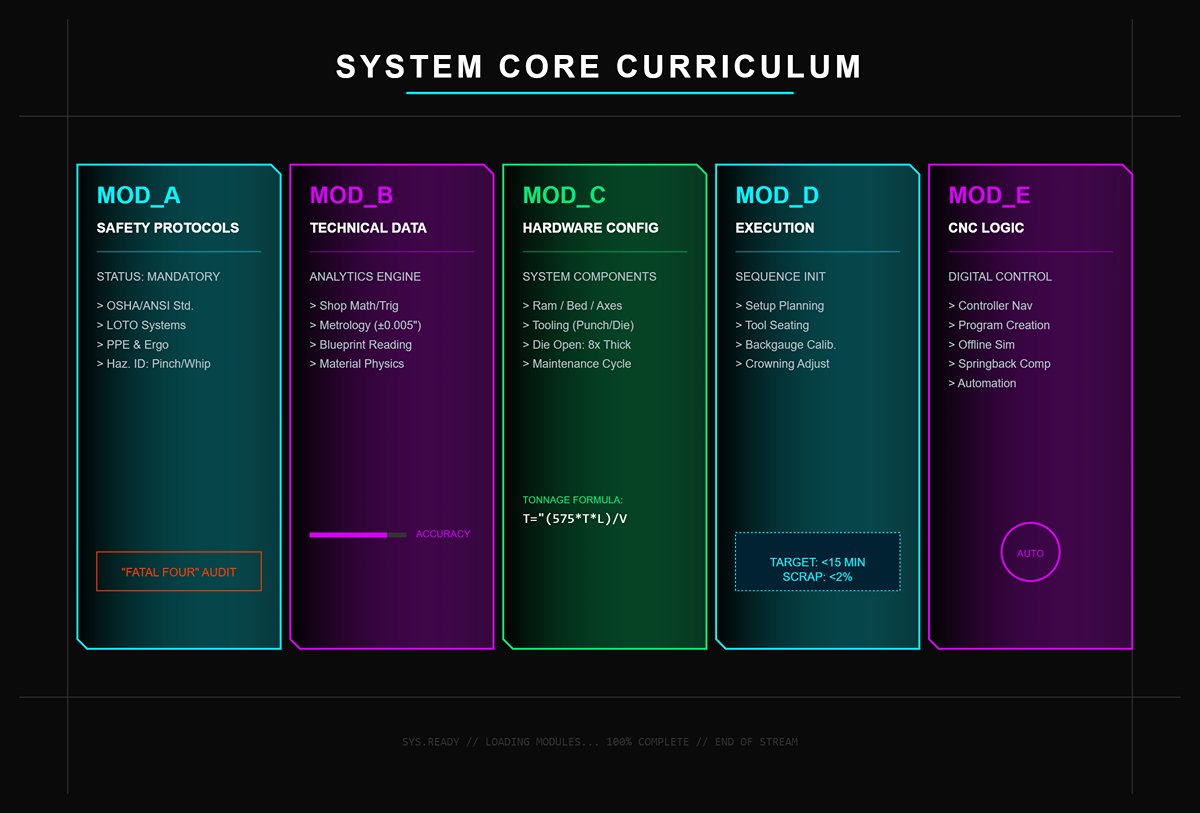
安全はどのプレスブレーキ環境においても妥協なき基盤である。すべてのレベルの訓練は、OSHA 1910.217およびANSI B11.3規格への完全な遵守をもって開始し終了する必要があり、高リスク行動の積極的な防止を重点的に扱う。オペレーターは、挟み込み箇所、落下ゾーン、ワークピースの跳ね上がりなどの危険箇所を特定し、ライトカーテン、レーザーガード、両手操作制御の適切な使用方法を学ぶ。.
主な学習目標:
機械への単独アクセスを許可される前に、訓練生は模擬安全監査で完全な遵守を示し、「致命的四要素」評価(挟み込み、跳ね上がり、圧迫、落下の危険)で満点を達成しなければならない。.
基本的な技術原理の確固たる理解は、すべての高度な技能の基盤を形成する。このモジュールでは、さまざまな材料と板厚にわたって曲げデータを正確に解釈、計算、検証するために必要な分析能力を身につける。.
主要な習熟分野:
学習者は、理論的な曲げ予測と実際の試験片の結果を比較しながら、ハンズオン演習を通じてこれらの能力を強化し、精度を検証する。.
効果的なプレスブレーキの操作は、その機械的設計とツーリング選定の根拠をしっかり理解することから始まる。このモジュールは、学習者が概念的理解から機器への直接的で実践的な関与へと移行するのを支援する。.
学習目標:
研修終了後、参加者は工具セットアップのマッピング、トン数チャートの解釈、および部品形状や生産要件に基づいた工具選定の合理化ができるようになります。.
このモジュールでは理論指導と実践的応用を融合し、適切な工具の選定から最初の成形品の確認まで、セットアップ工程のすべての段階を学習者に指導します。効率性、再現性、精度、安全性に重点を置いています。.
実技演習および必要な能力には以下が含まれます:
性能目標には、標準試験部品を用いた作業で15分以内に再現可能なセットアップを実現し、スクラップ率を2 %未満に維持することが含まれます。.
最新のプレスブレーキを使いこなすためには、デジタル制御システムの確かな理解が不可欠です。この最終モジュールでは、自動化およびサーボ電動機械向けのCNCプログラミングと最適化スキルをオペレーターに習得させます。.
習得する主な能力には以下が含まれます:
このコースの修了者は、異なる材料やロットサイズにわたって寸法精度を維持しながら、CNC プログラムの作成、シミュレーション、実行を自立して行い、生産サイクルを最適化できるようになります。.
高品質な社内プレスブレーキトレーニングプログラムは、機械操作の普遍的な原理とブランド固有のコントローラー使用法を融合させるべきです。まず、現場で必要とされる役割とスキルレベルをマッピングします。入門レベルのオペレーターから熟練した CNC 技術者まで対象を明確にしましょう。主要モジュールには、安全および法規制の遵守、図面読解、工場数学、工具選定と金型セットアップ、スプリングバック補正を伴う曲げシーケンス、バックゲージの設定と治具、CNC プログラミング基礎、予防保全が含まれます。各学習段階で十分な実技演習を確保してください。入門者を有能なオペレーターに育成するには実際の機械操作で 40〜120 時間、上級技術者レベルに達するには 200 時間以上、または数か月にわたる実習が必要になることがあります。機械の使用可能時間が限られている場合は、曲げシーケンス、工具交換、スプリングバック補正の練習ができる高度なシミュレーションシステムを導入しましょう。トレーニングを柔軟なモジュール形式に編成し、段階的グループや短時間集中型セッションで実施して生産への影響を最小限にします。また、機種に依存しない基礎研修に加え、運用中の各プレスブレーキブランド専用のコントローラーモジュールを追加し、スキルが異なるモデル間でも容易に適用できるようにします。.
外部認定だけでは、雇用者による検証なしにオペレーターの実務準備が確認できない場合があります。定義されたトレーニング段階ごとに、実践的で成果重視の評価を設定してください。完全な CAD 図面および厳密な公差を伴う標準化されたテストピースを使用します。一般的な合格基準は、曲げ角度で ±0.5〜1.0°、線寸法で ±0.5〜1.0 mm です。評価は次の 4 つの主要スキル領域で行います:
構造化された評価ルーブリックを実施してパフォーマンスを評価し、各オペレーターの特定の部品の複雑さや機械モデルに対する準備度を記録したスキルマトリクスを維持します。雇用主が発行し、認定トレーナーが承認した能力証明書は、熟練度の信頼できる証拠となり、社内昇進および社外でのキャリア発展の両方を支援します。.
経営陣の支持を得るためには、研修イニシアチブを定量的なパフォーマンス改善に直接結び付けることが重要です。各オペレーターおよび全体の生産環境における研修前後のデータを追跡します。主要な指標には以下が含まれます。
シンプルなROI計算ツールを使用すると、削減効果を明確に示すことができます。スクラップ率、段取り時間、スループット量の基準値を入力し、研修後の数値と比較して投資回収を算出します。さらに、過負荷や衝突の減少による機械寿命の延長、保守介入の低減、スケジュールの信頼性向上などの追加効果も含めます。研修の価値を示し、継続的な投資を支援するために、これらの結果を定期的な報告書で提示します。.
オリジナル装置メーカー(OEM)による研修は、特定のプレスブレーキブランドおよびその専用制御システムを習得する最も直接的な方法を提供します。Amada、Trumpf、Bystronicなどの主要メーカーは、構造化された短期コース(通常1~5日)を地域トレーニングセンターまたは据付時の現場で実施しています。クラスの人数は一般的に4~8人に制限され、実機操作時間と個別指導を最大限に確保します。.
カリキュラム内容には、コントローラー操作(Amada AMNC、Trumpf TruBend、Bystronic ByVisionなど)、ソフトウェアによるシミュレーション、自動クラウニングシステム、適応曲げやリアルタイム角度測定といった高度機能が含まれます。受講者はOEMの監督のもとで完全な機械セットアップを行い、保守のベストプラクティスおよびブランド固有のトラブルシューティング技術を学びます。.
利点:
制限事項:
投資収益を最大化するために、多くの企業は トレーナー養成 方式を採用している。主任オペレーターと保守技術者がまずOEMトレーニングを受講し、その後チーム全体に標準化された技術と安全情報を広める。.
コミュニティカレッジや認定職業学校では、新規参入者や職務転換中の経験者の双方に対応した、包括的でブランド非依存のプレスブレーキ講習を提供している。プログラムは通常40〜600時間で、教室での学習と広範な現場実習を組み合わせる。コースの構成は、安全性、図面の読み取り、応用数学といった基礎的な製造概念から始まり、工具選定、曲げ順序の計画、トン数計算、CNCプログラミングの核心スキルなど、高度なプレスブレーキモジュールへと進む。.
主な特徴:
これらのプログラムは、即戦力となるオペレーターを求める雇用主にとって強力な人材供給源となる。授業料は通常モジュールごとにUSD 500〜2,000で、労働力開発助成金や地域トレーニング支援により資金援助を受けられる場合が多い。卒業生は短い導入期間で即座に生産性を発揮するため、職業訓練は製造拠点にとって費用対効果の高い人材戦略といえる。.
高精度シミュレーションは、特に機械が使用できない場合や生産スケジュールを中断できない場合に、実機トレーニングを補完する不可欠な手段へと進化している。最新のシミュレーターはCNC操作パネルと材料の挙動を正確に再現し、受講者が曲げ加工のプログラム作成、工具の設定、完全な仮想生産サイクルの実行を行えるようにする。これにより、板材の無駄や設備損傷のリスクを避けることができる。.
機能には以下が含まれる:
利点: 材料廃棄を大幅に削減し、オペレーターの自信を高め、遠隔またはハイブリッド型のトレーニングモデルにも容易に対応可能。. 制限事項: 触覚的感覚や実物の材料取り扱い経験が得られない点が欠点であり、シミュレーションの精度は機械のデジタルモデリングの正確さに依存する。.
最適な成果が得られるのは、 ブレンド型トレーニングプログラム—おおよそ40~60%のシミュレーター作業を監督付きの実機実習と統合する形で実施する。この組み合わせにより、オペレーターは精神的理解と実践的技能の両方を身につけることができる。雇用主にとっては、シミュレーターによりより多くの訓練生を同時に育成でき、生産レベルを維持しながら即戦力化を加速させることが可能となる。.
正式な認定資格を取得することは、確立された業界基準に基づきプレスブレーキオペレーターの専門能力を証明する、最も信頼性の高い方法であり続けている。米国では、 全米金属加工技能協会(NIMS) および 製造業者協会(FMA)の2つの主要資格が、労働者の雇用可能性および雇用主の品質保証の重要な指標となっている。.
NIMS プレスブレーキ操作認定(レベルI~II)
この認定は、精密板金製作基準に従った段取り、曲げ、調整、文書化の能力をオペレーターが有していることを証明するものである。受験者は筆記試験と実技試験の両方に合格する必要があり、実技では角度精度±1°、寸法公差±0.5 mm以内の校正済み試験用曲げを製作することが求められる。.
NIMS基準に準拠するほとんどのプログラムは120〜200時間の講習を含み、そのうち最低60%が実践的なハンズオン作業に割り当てられます。見習い制度(アプレンティスシップ)では、監督付きの工場現場での経験と正式な教室での学習を組み合わせ、2,000時間を超えることもあります。.
FMA 精密板金オペレーター(PSMO)
生産速度と品質保証を重視して設計されたPSMO資格では、10分以内の工具交換やスクラップ率2%以下などの性能目標を達成する必要があります。評価プロセスでは、工具選択の正確さ、正しい曲げ代の計算、厳密な寸法公差を守る一貫性のある再現可能なセットアップを重視します。これは、セットアップ技術者や主任オペレーター職を目指すオペレーターに最適です。.
見習い制度および登録プログラム
州および連邦政府に認められた見習い制度(多くは米国労働省に登録)は、より広範な能力基盤型カリキュラムの中にNIMSまたはFMAの研修モジュールを組み込みます。一般的な見習いは年間約2,000時間の実務経験と144時間の正式な講習を積み重ねます。修了者は熟練労働者レベルの資格を得て、非認定者より20〜50 %高い賃金を得る傾向があります。.
雇用者のROI(投資利益率)と安全性向上の成果
認定を受けたオペレーターは、運用効率および安全性の面で一貫して測定可能な改善を達成しています。
認定取得は個人の収入潜在力を高める効果があり、通常時給USD 18〜25からUSD 28〜35へ上昇します。また、雇用主にとっては能力の客観的な証明となり、オンボーディングを迅速化し、研修関連のリスクを最小化します。.
金属加工業界がデジタル追跡およびモジュール型学習モデルを採用する流れの中で、, マイクロクレデンシャル は従来の認定資格を補う有用な手段となっています。デジタルバッジは、現在の生産要求に合わせた特定技能の習得を確認するものであり、特に手動作業からCNC作業へ移行するオペレーターにとって価値があります。.
スキル領域別マイクロクレデンシャル
各バッジは、機械ベースのテストまたはシミュレーター解析によって取得され、オペレーターが専門プロフィールや企業の人事システム内で提示できる安全なデジタル認定を生成します。これらの積み重ね可能なバッジにより、学習者はFMAまたはNIMSの完全認定に向けて段階的に進むことができ、雇用主には特定スキルの強みと課題に関する詳細な洞察を提供します。.
導入の利点
デジタルバッジとマイクロクレデンシャルを組み合わせることで、従来の認定制度と継続的なスキル検証を結びつけるダイナミックな認定フレームワークを構築し、CNC技術の進歩や安全プロトコルの変化に合わせてオペレーターが常に最新の状態を維持できるようにします。.
オペレーターは、セットアップ時間を短縮し、不確実性を減らし、機械で必要な参照データに迅速にアクセスできるツールから最大の恩恵を受けます。以下のリソースは、日常業務でのベストプラクティスを強化し、常に高い初回精度を維持するために特化して設計されています。.
これらのツールは日常業務で有意義なサポートを提供し、新人オペレーターが指導付き訓練から自立した機械操作へと自信を持って移行することを助けます。.
マネジメントおよび人事チームは、オペレーターの準備状況を評価し、トレーニングの期待値を整合させ、トレーニング投資の効果を測定するための体系的なリソースを必要としています。以下の資産は人員計画と業績追跡を強化します。.
これらの経営層向けツールは、オペレーターの業績を定量化し、トレーニング投資の妥当性を示し、人材育成のための体系的枠組みを構築することを可能にし、製造現場全体の効率維持と運用安定性を促進します。.
訓練期間の長さは、受講者のこれまでの経験と設備の複雑さによって異なります。ほとんどの人は、安全に独立して作業できるレベルに達するまでに 40〜160時間 の教室講義と実技を組み合わせた指導で到達できます。通常、この時間の約40%は安全対策、数学、製図の読み方などの理論学習に充てられ、残りの60%は機械のセットアップや精密曲げの実技訓練に費やされます。見習いプログラムでは、この基礎をさらに拡張し、およそ 2,000時間の現場研修 と上級認定のための関連講習144時間が加わります。継続的に練習を重ねることで、多くのオペレーターは約6か月でCNCセットアップの完全な技能を習得します。.
必須条件として、しっかりとした数学の技能(幾何学、三角法、分数計算)、製図を読む能力、一般的な機械的素養が求められます。特に作業場の安全知識— ロックアウト/タグアウト(LOTO) 手順や個人用保護具(PPE)の正しい使用法—が推奨されますが、訓練中に徹底して強化されます。優れた手先の器用さ、空間認識力、精密測定能力があれば学習がよりスムーズになります。金属加工初心者は、プレスブレーキ訓練に進む前に一般的な金属加工や組立の入門職から始めることができます。.
はい、ただし特定の技能強化が必要です。手動操作の経験は素材の反応を捉える感覚的な理解を養いますが、CNC操作では次のような追加の技能が求められます: コントローラー操作、軸のキャリブレーション、曲げ順序設定、オフラインプログラミング. 。40〜80時間の集中講習により、手動オペレーターはDelemやCybelecといったデジタル制御システムに適応し、手動調整ではなくプログラム補正によってスプリングバックを管理する方法を学びます。習熟後、CNCオペレーターは通常、 30〜60%も速いセットアップ と手動方式よりも大幅に高い一貫性を達成します。.
プレスブレーキのオペレーターに対して正式な認定資格を義務付ける連邦法はありません。ただし、OSHA 1910.217では、機械のガード、安全な操作手順、ロックアウト/タグアウト(LOTO)手順などに関する訓練の記録を求めています。雇用主は各オペレーターが十分な技能を有していることを確認する義務があります。次のような組織から認定を取得することで、 NIMS または FMA これらのコンプライアンス要件を満たすだけでなく、業界が認める品質基準として機能し、技能を証明する確かな指標となって、責任リスクを減らしキャリア向上にもつながります。.
給与水準は技能セットと認定状況に密接に関連しています。初心者オペレーターの初任給は一般的に 時給 USD 18〜25, から始まります。一方、NIMSレベルの資格を持つ熟練CNCオペレーターは通常 時給 USD 28〜35. を得ています。成果に基づく報酬制度を採用している施設では、有資格者は一般的に 20〜30 % の給与上昇 を実現しています。これは生産性の向上や不良品率の低下といった明確な改善が理由です。需要の高い地域—特に航空宇宙や精密加工分野—では、上級セットアップ技術者が時給 USD 40 を超える報酬を得ることもあります。.
新しいオペレーターは、誤った Vダイ, の選択や、 スプリングバック, への対応不足、そして不適切な 工具の据え付け. などの問題に苦労することがよくあります。これらのミスは、曲げ部分の割れ、不均一な角度、表面損傷などの問題を引き起こす可能性があります。一般的な修正方法は次のとおりです:
これらの手順をセットアップ訓練中に定期的に実施することで、手直し作業が大幅に減り、材料の損失を最小限に抑えることができます。.
主な危険には次のものがあります 挟まれポイント, 油圧ドリフト, 、および 無効化された安全システム. 。これらの危険は、工具交換や調整作業を急いで行う際に発生する傾向があります。効果的な予防策として以下が挙げられます。
継続的で徹底した安全訓練により、プレスブレーキ関連の負傷を 40~60%, 削減し、OSHAの事故発生率を労働者100人当たり3件未満に抑えることができます。.
訓練に明確な指標や機械固有の補強が欠けるとROI(投資収益率)が低下します。一般的な要因として、現場での不均一なフォローアップ、ブランド間のコントローラーの違いを見落とすこと、セットアップチェックリストの標準化を怠ることなどが挙げられます。次の改善策を検討してください。
正しく実行された場合、体系的なオペレーター訓練は通常スループットを約15 %向上させ、3〜6か月以内に全額回収を実現します。.
はい—適切に統合されていれば効果的です。高忠実度シミュレーターは、コントローラーのロジック、曲げのシーケンス、衝突回避動作を驚くほどリアルに再現します。最も効果的な結果は、シミュレーターセッションと実機による作業を組み合わせて、必要な触覚的体験を提供する場合に得られます。訓練時間の約40〜60 %をシミュレーターに割り当て、残りを実機に使うことで技能の習得が加速します。シミュレーターでは材料を消費せずに100回以上の仮想サイクルを行うことができ、生産前に安全に自信を高める方法を提供します。.
これらの問題に対し、規律ある十分に文書化された訓練で取り組むことで、品質の一貫性を維持し、設備の長期的な性能を保護します。.


















