

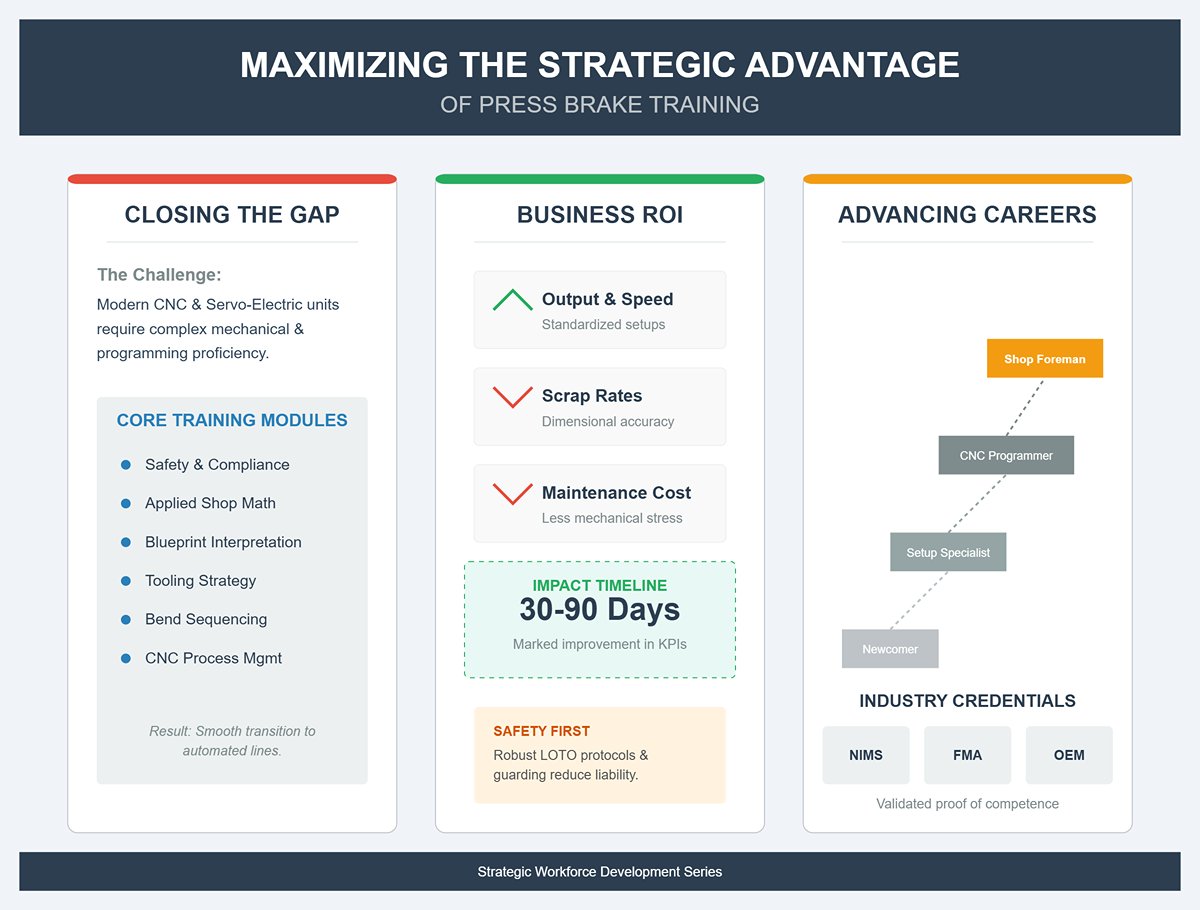
Press brake masa kini telah berkembang jauh melampaui peralatan manual sederhana. Unit CNC dan servo‑elektrik modern menuntut perpaduan antara pengetahuan mekanik, kemahiran pemrograman, teknik pengukuran presisi, serta pemahaman mendalam tentang sifat material. Banyak fasilitas fabrikasi menghadapi kesulitan dalam mencari personel yang mampu melakukan penyiapan lipatan yang kompleks, memilih perkakas optimal, dan memprogram pengendali dengan toleransi yang ketat. Program pelatihan terstruktur mengatasi kekurangan ini secara langsung, dengan menyediakan kombinasi seimbang antara teori dan penerapan praktis. Modul inti—meliputi kepatuhan keselamatan, matematika bengkel terapan, interpretasi cetak biru, strategi perkakas, urutan pelipatan, dan manajemen proses CNC—membekali operator untuk bekerja secara efisien di berbagai merek mesin dan jenis material. Dengan mengintegrasikan praktik langsung di mesin atau latihan berbasis simulator, program ini menumbuhkan keterampilan dan kepercayaan diri, memungkinkan bengkel bertransisi mulus dari sistem hidrolik tradisional ke lini otomatis mutakhir.
Bagi pemberi kerja, program pelatihan press brake yang dirancang secara profesional merupakan investasi hemat biaya dengan pengembalian yang jelas dan terukur. Peningkatan kemampuan operator menghasilkan tingkat cacat yang lebih rendah dengan memastikan bagian memenuhi persyaratan dimensi dan estetika pada percobaan pertama. Metode penyetelan yang distandarkan serta urutan pelipatan yang presisi mengurangi waktu yang dibutuhkan untuk mencapai jalur produksi awal yang berhasil, meningkatkan output tanpa perlu pengeluaran modal tambahan. Operator terampil membantu memperpanjang umur peralatan dengan menghindari tekanan mekanis, kesalahan operasional, dan pemberian tekanan mahkota yang salah, sehingga meminimalkan biaya pemeliharaan dan waktu henti. Instruksi keselamatan yang kuat—termasuk protokol lockout/tagout (LOTO) dan teknik pelindung yang tepat—mengurangi risiko kecelakaan dan paparan tanggung jawab hukum. Dampaknya dapat diukur melalui KPI seperti penurunan waktu setup, metrik scrap‑per‑batch, serta peningkatan first‑pass yield—yang sering menunjukkan perbaikan nyata dalam 30 hingga 90 hari setelah pelatihan.
Bagi individu, pelatihan resmi operator press brake menawarkan jalur yang jelas menuju posisi dengan bayaran lebih tinggi dan tuntutan teknis lebih besar di bidang fabrikasi logam. Pendatang baru dapat berkembang dari bekerja di bawah pengawasan menjadi spesialis setup terampil, lalu naik ke posisi seperti pemrogram CNC, teknisi utama, atau mandor bengkel. Memperoleh kredensial yang diakui industri—seperti sertifikasi press brake NIMS, status FMA Precision Sheet Metal Operator, atau sertifikat pelatihan OEM—menyediakan bukti kompetensi yang tervalidasi, menjadikan kandidat lebih menarik bagi pemberi kerja dan membuka peluang kenaikan gaji. Keterampilan yang diperoleh berlaku untuk mesin dari berbagai produsen terkemuka, meningkatkan fleksibilitas karier dan memastikan keberlanjutan pekerjaan jangka panjang dalam industri yang dengan cepat beralih ke kendali CNC dan otomatisasi.
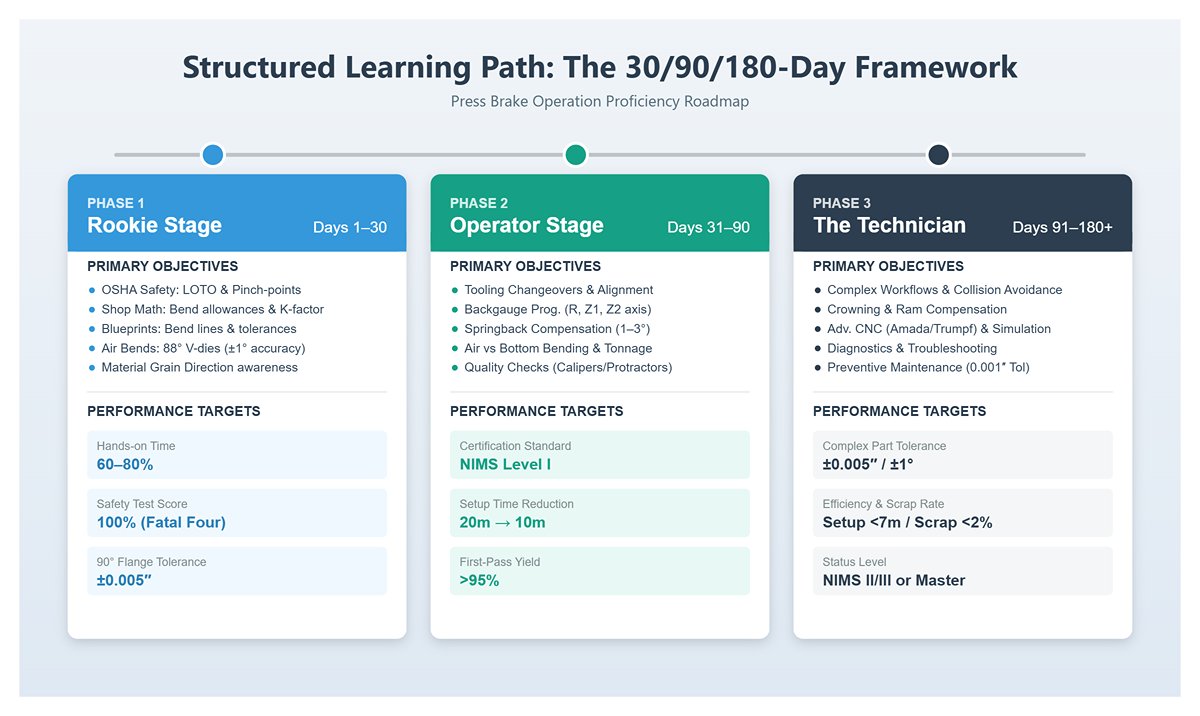
Dalam bulan pertama, fokusnya adalah membangun kebiasaan kerja yang aman, membentuk pengetahuan dasar, serta mengasah keterampilan pelipatan dasar di bawah bimbingan langsung. Tujuan utama:
Target kinerja praktis:
Fase ini berfokus pada pengembangan kemandirian dan pengenalan kemampuan pengaturan tingkat produksi untuk memberikan hasil yang presisi dan dapat diulang pada mesin press manual maupun CNC. Tujuan utama:
Tolok ukur kinerja praktis:
Fase terakhir menekankan pemrograman CNC tingkat lanjut, pemecahan masalah diagnostik, dan operasi mandiri. Fase ini mempersiapkan peserta pelatihan untuk sertifikasi tingkat lanjut dan posisi kepemimpinan teknis. Tujuan utama:
Tolok ukur kinerja praktis:
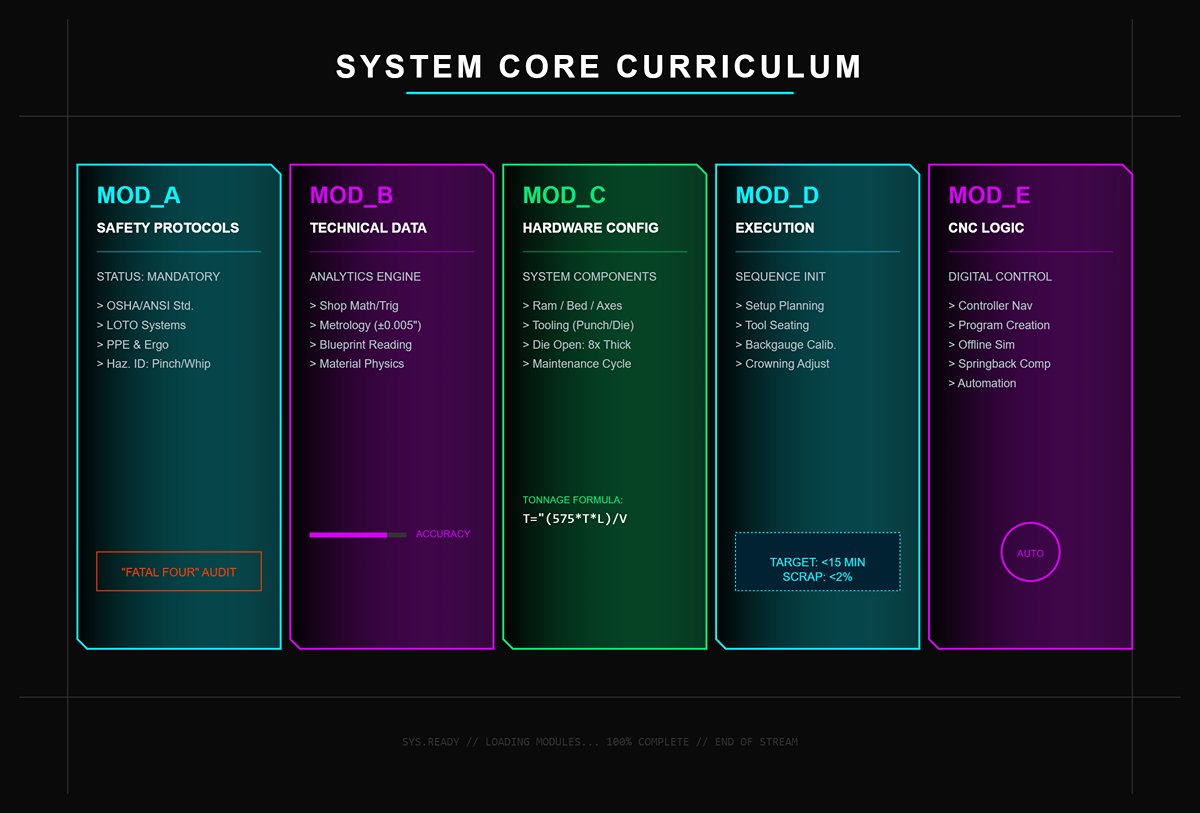
Keselamatan adalah fondasi tanpa kompromi di setiap lingkungan press brake. Pelatihan di semua tingkat harus dimulai dan diakhiri dengan kepatuhan penuh terhadap standar OSHA 1910.217 dan ANSI B11.3, dengan penekanan pada pencegahan proaktif terhadap tindakan berisiko tinggi. Operator belajar mengidentifikasi titik jepit, zona jatuh, dan potensi bahaya hentakan benda kerja sambil menerapkan penggunaan tirai cahaya, pelindung laser, dan kendali operasi dua tangan dengan benar.
Tujuan pembelajaran utama:
Sebelum memperoleh akses tanpa pengawasan ke mesin, peserta pelatihan harus menunjukkan kepatuhan penuh selama audit keselamatan simulasi dan mencapai skor sempurna pada penilaian “Fatal Four” — mencakup bahaya jepit, hentakan, remuk, dan jatuh.
Pemahaman yang kuat tentang prinsip teknis dasar membentuk dasar bagi semua keterampilan lanjutan. Modul ini membekali peserta dengan keterampilan analitis yang diperlukan untuk menafsirkan, menghitung, dan memverifikasi data tekukan secara akurat untuk berbagai bahan dan ketebalan.
Kemahiran Utama:
Peserta memperkuat kompetensi ini melalui latihan langsung, membandingkan prediksi tekukan teoretis dengan hasil benda uji aktual untuk memvalidasi akurasi.
Operasi press‑brake yang efektif dimulai dengan pemahaman yang kuat tentang desain mekanisnya dan alasan di balik pemilihan perkakas. Modul ini membantu peserta beralih dari pemahaman konseptual ke keterlibatan langsung dan praktis dengan peralatan.
Tujuan Pembelajaran:
Setelah menyelesaikan pelatihan, peserta akan mampu memetakan pengaturan alat, menafsirkan bagan tonase, dan merasionalisasi pilihan perkakas berdasarkan geometri komponen dan kebutuhan produksi.
Modul ini menggabungkan pembelajaran teoretis dengan penerapan praktis, membimbing peserta melalui setiap tahap proses pengaturan—mulai dari memilih perkakas yang sesuai hingga memverifikasi bagian pertama yang dibentuk. Penekanan diberikan pada efisiensi, keterulangan, presisi, dan keselamatan.
Latihan praktis dan kompetensi yang diperlukan meliputi:
Tujuan kinerja mencakup pencapaian pengaturan yang dapat direproduksi dalam waktu kurang dari 15 menit dan mempertahankan tingkat sisa produksi di bawah 2 % ketika bekerja dengan komponen uji standar.
Kemahiran pada press brake modern memerlukan pemahaman yang kuat tentang sistem kendali digital. Modul puncak ini membekali operator dengan keterampilan pemrograman CNC dan optimisasi untuk mesin otomatis dan servo‑elektrik.
Kemampuan inti yang dikembangkan meliputi:
Lulusan dari kursus ini akan mampu menulis, mensimulasikan, dan menjalankan program CNC secara mandiri, mengoptimalkan siklus produksi sambil mempertahankan akurasi dimensi yang presisi pada berbagai material dan ukuran batch yang berbeda.
Program pelatihan internal mesin press brake yang berkualitas tinggi harus memadukan prinsip universal pengoperasian mesin dengan instruksi khusus pengendali merek. Mulailah dengan memetakan peran dan tingkat keterampilan yang dibutuhkan fasilitas Anda—mulai dari operator pemula hingga teknisi CNC berpengalaman. Modul penting harus mencakup keselamatan dan kepatuhan terhadap regulasi, interpretasi cetak biru, matematika bengkel, pemilihan perkakas dan penyiapan cetakan, urutan tekukan dengan penyesuaian springback, konfigurasi backgauge dan pemasangan, dasar-dasar pemrograman CNC, serta pemeliharaan preventif. Pastikan setiap tahap pembelajaran mencakup banyak praktik langsung; untuk memindahkan seseorang dari tingkat pemula ke operator kompeten dapat memakan waktu 40–120 jam penggunaan mesin yang sebenarnya, sementara mencapai status teknisi tingkat lanjut sering kali membutuhkan lebih dari 200 jam atau magang selama beberapa bulan. Jika ketersediaan mesin terbatas, sertakan sistem simulasi lanjutan untuk berlatih urutan tekukan, pergantian alat, dan koreksi springback. Susun pelatihan dalam modul fleksibel sehingga sesi dapat diberikan kepada kelompok berjenjang atau dalam potongan singkat yang terfokus untuk meminimalkan dampak pada produksi. Padukan pelatihan inti yang netral terhadap merek dengan modul tambahan khusus pengendali untuk setiap merek press brake yang Anda operasikan, memastikan keterampilan dapat dengan mudah dialihkan ke berbagai model.
Perlu diingat bahwa sertifikasi eksternal saja mungkin tidak cukup untuk memastikan kesiapan operator tanpa validasi dari pemberi kerja. Tetapkan penilaian praktis berbasis hasil pada tahap pelatihan yang telah ditentukan. Gunakan benda uji standar yang disertai gambar CAD lengkap dan toleransi ketat—tolok ukur penerimaan umum meliputi ±0,5–1,0° untuk sudut tekukan dan ±0,5–1,0 mm untuk dimensi linear. Nilai kinerja berdasarkan empat bidang keterampilan utama:
Terapkan rubrik penilaian terstruktur untuk mengevaluasi kinerja dan pertahankan matriks keterampilan yang mendokumentasikan kesiapan setiap operator terhadap kompleksitas komponen atau model mesin tertentu. Sertifikat kompetensi yang diterbitkan oleh pemberi kerja dan disahkan oleh pelatih berwenang memberikan bukti kredibel atas kemahiran, mendukung promosi internal dan pengembangan karier eksternal.
Untuk memperoleh dukungan manajemen, hubungkan inisiatif pelatihan secara langsung dengan peningkatan kinerja yang terukur. Lacak data sebelum dan sesudah pelatihan untuk setiap operator serta untuk keseluruhan lingkungan produksi. Indikator utama meliputi:
Kalkulator ROI yang sederhana dapat menyoroti penghematan: masukkan tingkat scrap, waktu setup, dan volume throughput dasar, lalu bandingkan dengan data pasca‑pelatihan untuk menentukan waktu pengembalian investasi. Sertakan manfaat tambahan seperti umur mesin yang lebih panjang akibat pengurangan beban berlebih atau tabrakan, lebih sedikit intervensi pemeliharaan, dan keandalan jadwal yang lebih baik. Sajikan hasil ini dalam laporan berkala untuk menunjukkan nilai pelatihan dan mendukung investasi berkelanjutan.
Pelatihan dari Original Equipment Manufacturer (OEM) menawarkan jalur paling langsung untuk menguasai merek mesin press brake tertentu dan sistem kontrolnya yang bersifat eksklusif. Produsen besar seperti Amada, Trumpf, dan Bystronic menyelenggarakan kursus terstruktur berdurasi singkat—biasanya satu hingga lima hari—yang diadakan di pusat pelatihan regional atau di lokasi saat proses commissioning. Ukuran kelas umumnya dibatasi empat hingga delapan peserta untuk memaksimalkan waktu praktik langsung pada mesin dan bimbingan individual.
Bidang kurikulum mencakup navigasi pengendali (seperti Amada AMNC, Trumpf TruBend, dan Bystronic ByVision), simulasi berbasis perangkat lunak, sistem crowning otomatis, serta kemampuan lanjutan seperti pembengkokan adaptif dan pengukuran sudut waktu nyata. Peserta pelatihan menyelesaikan penyiapan mesin penuh di bawah pengawasan OEM dan mempelajari praktik terbaik perawatan serta teknik pemecahan masalah khusus merek.
Keuntungan:
Keterbatasan:
Untuk memaksimalkan pengembalian investasi, banyak pemberi kerja menerapkan pelatihan‑untuk‑pelatih pendekatan: satu operator utama dan satu teknisi pemeliharaan terlebih dahulu menyelesaikan pelatihan OEM, lalu menyebarkan teknik standar dan pembaruan keselamatan di seluruh tim mereka.
Perguruan tinggi komunitas dan sekolah kejuruan terakreditasi menawarkan pelatihan komprehensif tentang mesin press brake yang bersifat netral merek, cocok untuk pendatang baru maupun operator berpengalaman yang berganti peran. Program biasanya berkisar antara 40 hingga 600 jam, menggabungkan pembelajaran di kelas dengan praktik luas di lantai produksi. Urutan kursus umumnya bergerak dari konsep dasar fabrikasi—keselamatan, interpretasi gambar kerja, dan matematika terapan—hingga modul press brake lanjutan yang berfokus pada pemilihan alat, perencanaan urutan pelipatan, perhitungan tonase, dan keterampilan inti pemrograman CNC.
Fitur utama:
Simulator & Pelatihan Virtual.
Kemampuan meliputi:.
Capabilities include:
Keuntungan: Secara signifikan mengurangi limbah material, meningkatkan kepercayaan operator, dan dengan mudah menyesuaikan diri dengan model pelatihan jarak jauh atau hibrida. Keterbatasan: Kehilangan sensasi taktil dan pengalaman penanganan material di dunia nyata; ketepatan simulasi bergantung pada akurasi pemodelan digital mesin.
Hasil optimal diperoleh dari program pelatihan gabungan—mengintegrasikan sekitar 40–60 % pekerjaan simulator dengan sesi praktik langsung yang diawasi menggunakan mesin bengkel sebenarnya. Kombinasi ini memastikan operator mengembangkan kemahiran mental dan keterampilan praktis. Bagi pemberi kerja, simulator memungkinkan pelatihan bagi lebih banyak peserta secara bersamaan, menjaga tingkat produksi sekaligus mempercepat kesiapan tenaga kerja.
Memperoleh sertifikasi formal tetap menjadi metode paling andal untuk menegaskan keahlian operator press brake sesuai tolok ukur industri yang mapan. Di A.S., dua kredensial utama—yang diberikan oleh National Institute for Metalworking Skills (NIMS) dan Fabricators & Manufacturers Association (FMA)—berfungsi sebagai indikator penting baik untuk daya saing tenaga kerja maupun jaminan kualitas bagi pemberi kerja.
Kredensial Operasi Press Brake NIMS (Level I–II)
Sertifikasi ini membuktikan kemampuan operator dalam pengaturan, pembengkokan, penyesuaian, dan dokumentasi sesuai dengan standar fabrikasi presisi. Kandidat harus berhasil lulus ujian tertulis dan praktik langsung, yang mencakup pembuatan lengkungan uji terkalibrasi dengan akurasi sudut ±1° dan toleransi dimensi dalam ±0,5 mm.
Sebagian besar program yang selaras dengan standar NIMS melibatkan 120–200 jam pelatihan, dengan minimal 60 % didedikasikan untuk kerja praktik langsung. Jalur magang dapat berlangsung lebih dari 2.000 jam, menggabungkan pengalaman kerja di lantai produksi yang diawasi dengan pembelajaran di kelas formal.
Operator Lembaran Logam Presisi FMA (PSMO)
Dirancang untuk menekankan kecepatan produksi dan penjaminan mutu, kredensial PSMO mengharuskan pencapaian target kinerja seperti menyelesaikan pergantian alat dalam waktu kurang dari 10 menit dan menjaga tingkat limbah di bawah 2 %. Proses evaluasi memprioritaskan pemilihan alat yang benar, perhitungan allowance pembengkokan yang akurat, serta pengaturan yang konsisten dan dapat diulang yang mematuhi toleransi dimensi ketat—menjadikannya ideal bagi operator yang ingin maju ke posisi teknisi pengaturan atau operator utama.
Program Magang dan Terdaftar
Kerangka magang yang diakui negara dan federal—sering terdaftar di Departemen Tenaga Kerja AS—menggabungkan modul pelatihan NIMS atau FMA dalam kurikulum berbasis kompetensi yang lebih luas. Biasanya, peserta magang mengumpulkan sekitar 2.000 jam pengalaman kerja langsung ditambah 144 jam instruksi formal setiap tahun. Para lulusan memperoleh kredensial tingkat ahli dan umumnya menerima upah 20–50 % lebih tinggi dibanding rekan kerja yang tidak bersertifikat.
ROI Pemberi Kerja dan Hasil Keselamatan
Operator dengan sertifikasi yang diakui secara konsisten mencapai peningkatan operasional dan keselamatan yang terukur:
Sertifikasi meningkatkan potensi penghasilan individu—biasanya menaikkan upah per jam dari USD 18–25 menjadi USD 28–35—dan memberikan bukti objektif kompetensi kepada pemberi kerja, mempercepat proses orientasi serta meminimalkan risiko terkait pelatihan.
Saat industri fabrikasi logam mengadopsi pelacakan digital dan model pembelajaran modular, mikro‑kredensial telah menjadi pelengkap berharga bagi sertifikasi tradisional. Lencana digital mengonfirmasi penguasaan keterampilan tertentu yang selaras dengan tuntutan produksi masa kini, terutama bagi operator yang bertransisi antara alur kerja manual dan CNC.
Mikro-Kredensial berdasarkan Domain Keterampilan
Setiap lencana diperoleh melalui pengujian berbasis mesin atau analisis simulator, menghasilkan kredensial digital yang aman yang dapat ditampilkan operator di profil profesional atau dalam sistem SDM perusahaan. Lencana yang dapat ditumpuk ini memungkinkan peserta belajar berkembang langkah demi langkah menuju sertifikasi penuh FMA atau NIMS, sekaligus memberikan pemberi kerja wawasan mendetail tentang kekuatan dan kekurangan keterampilan tertentu.
Keunggulan Implementasi
Bersama-sama, lencana digital dan mikro-kredensial menciptakan kerangka akreditasi yang dinamis yang menghubungkan sertifikasi konvensional dengan validasi keterampilan berkelanjutan—memastikan operator tetap mengikuti perkembangan teknologi CNC dan evolusi protokol keselamatan.
Operator mendapatkan manfaat paling besar dari alat yang mengurangi waktu pengaturan, mengurangi ketidakpastian, dan memberikan akses cepat ke data referensi penting langsung di mesin. Sumber daya berikut dirancang khusus untuk memperkuat praktik terbaik sehari-hari dan mendorong konsistensi akurasi sejak percobaan pertama.
Alat‑alat ini memberikan dukungan bermakna sehari‑hari dan membantu operator baru beralih dengan lebih percaya diri dari pelatihan terawasi ke pengoperasian mesin secara mandiri.
Tim manajemen dan SDM memerlukan sumber daya terstruktur untuk menilai kesiapan operator, menyelaraskan ekspektasi pelatihan, dan mengukur pengembalian investasi pelatihan. Aset berikut memperkuat perencanaan tenaga kerja dan pelacakan kinerja.
Alat‑alat yang berfokus pada manajemen ini memungkinkan organisasi mengukur kinerja operator, membenarkan pengeluaran pelatihan, dan membangun kerangka terstruktur untuk pengembangan tenaga kerja—mendorong efisiensi berkelanjutan dan stabilitas operasional di seluruh lingkungan fabrikasi.
Lama pelatihan tergantung pada pengalaman sebelumnya peserta pelatihan dan kompleksitas peralatan. Sebagian besar individu dapat mencapai operasi yang aman dan mandiri setelah 40–160 jam gabungan antara pembelajaran di kelas dan praktik langsung. Biasanya, sekitar 40% dari waktu tersebut digunakan untuk teori—mencakup topik seperti protokol keselamatan, matematika, dan membaca cetak biru—sedangkan 60% sisanya difokuskan pada penyiapan mesin secara praktis dan latihan pembengkokan presisi. Program magang memperluas dasar ini hingga sekitar 2.000 jam pembelajaran langsung di tempat kerja ditambah 144 jam kursus terkait untuk sertifikasi tingkat lanjut. Dengan latihan yang konsisten, sebagian besar operator mencapai kompetensi penuh dalam penyiapan CNC dalam waktu sekitar enam bulan.
Prasyarat utama mencakup keterampilan matematika yang kuat (geometri, trigonometri, dan pecahan), kemampuan membaca cetak biru, dan bakat mekanis umum. Pengetahuan kerja tentang keselamatan bengkel—terutama lockout/tagout (LOTO) prosedur serta penggunaan alat pelindung diri dengan benar—direkomendasikan namun akan diperkuat secara menyeluruh selama pelatihan. Koordinasi manual yang kuat, visualisasi ruang, dan kemampuan pengukuran presisi akan mempermudah proses belajar. Mereka yang baru dalam fabrikasi logam dapat memulai dari peran tingkat pemula di bidang pekerjaan logam umum atau perakitan sebelum melanjutkan ke pelatihan press brake.
Ya—meskipun membutuhkan peningkatan keterampilan yang terarah. Pengalaman manual membangun kesadaran taktil yang kuat dan pemahaman terhadap respons material, namun operasi CNC memperkenalkan kemampuan tambahan seperti: navigasi pengendali, kalibrasi sumbu, urutan pembengkokan, dan pemrograman offline. Kursus terfokus selama 40–80 jam membantu operator manual beradaptasi dengan sistem kontrol digital seperti Delem atau Cybelec, dengan belajar mengatur springback melalui kompensasi terprogram daripada penyesuaian manual. Setelah mahir, operator CNC biasanya mencapai penyiapan 30–60% lebih cepat dan konsistensi yang jauh lebih baik dibandingkan metode manual.
Tidak ada persyaratan federal bagi operator press brake untuk memiliki sertifikasi formal. Namun, OSHA 1910.217 mewajibkan pelatihan yang terdokumentasi dalam area seperti pelindung mesin, praktik pengoperasian aman, dan prosedur lockout/tagout (LOTO). Pemberi kerja berkewajiban memastikan setiap operator kompeten. Memperoleh sertifikasi dari organisasi seperti NIMS atau FMA tidak hanya memenuhi ekspektasi kepatuhan ini tetapi juga menjadi tolok ukur kualitas yang diakui industri, menawarkan bukti keterampilan yang nyata yang dapat mengurangi tanggung jawab dan meningkatkan prospek karier.
Tingkat gaji sangat berkaitan dengan kumpulan keterampilan dan status sertifikasi. Operator pemula umumnya mulai dari USD 18–25 per jam, sementara operator CNC berpengalaman dengan kredensial tingkat NIMS biasanya mendapatkan USD 28–35 per jam. Di fasilitas yang memberikan penghargaan berdasarkan kinerja, personel bersertifikat sering mendapat kenaikan gaji 20–30 % berkat peningkatan produktivitas yang nyata dan pengurangan tingkat barang rusak. Di daerah dengan permintaan tinggi—terutama di bidang kedirgantaraan atau manufaktur presisi—teknisi penyetelan senior dapat memperoleh tarif lebih dari USD 40 per jam.
Operator baru sering menghadapi masalah seperti memilih V‑die, yang salah, gagal memperhitungkan springback, dan penempatan perkakas. yang tidak tepat. Kesalahan ini dapat menyebabkan masalah seperti tekukan retak, sudut yang tidak rata, atau kerusakan permukaan. Koreksi yang umum meliputi:
Latihan rutin atas prosedur‑prosedur ini selama latihan penyiapan secara signifikan mengurangi pengerjaan ulang dan meminimalkan kehilangan material.
Bahaya utama meliputi titik jepit, drift hidrolik, dan sistem keselamatan yang dinonaktifkan. Bahaya ini cenderung muncul saat pergantian alat atau pekerjaan penyesuaian dilakukan dengan tergesa‑gesa. Strategi pencegahan yang efektif mencakup:
Pelatihan keselamatan yang menyeluruh dan berkelanjutan dapat mengurangi cedera yang terkait dengan press brake hingga 40–60 %, menurunkan tingkat insiden OSHA menjadi kurang dari tiga kasus per 100 pekerja.
ROI menurun ketika pelatihan tidak memiliki metrik yang jelas atau penguatan spesifik terhadap mesin. Faktor umum meliputi tindak lanjut yang tidak konsisten di lantai produksi, mengabaikan perbedaan pengendali antar merek, dan kegagalan dalam menstandarkan daftar periksa penyiapan. Pertimbangkan peningkatan berikut:
Ketika dijalankan dengan benar, pelatihan operator yang terstruktur biasanya meningkatkan throughput sekitar 15 % dan memberikan pengembalian penuh dalam waktu 3–6 bulan.
Ya—ketika diintegrasikan dengan benar. Simulator dengan fidelitas tinggi meniru logika pengendali, urutan pembengkokan, dan perilaku pencegahan tabrakan dengan realisme yang mengesankan. Hasil terbaik diperoleh dari menggabungkan sesi simulator dengan waktu praktik langsung di mesin untuk memberikan pengalaman taktil yang penting. Mengalokasikan sekitar 40–60 % pelatihan untuk simulator dan sisanya untuk mesin nyata mempercepat pengembangan keterampilan. Simulator juga memungkinkan lebih dari 100 siklus virtual tanpa mengonsumsi material, memberikan cara aman bagi peserta pelatihan untuk membangun kepercayaan diri sebelum beralih ke produksi.
Menangani masalah-masalah ini melalui pelatihan yang disiplin dan terdokumentasi dengan baik membantu menjaga kualitas yang konsisten dan melindungi kinerja peralatan jangka panjang.


















