

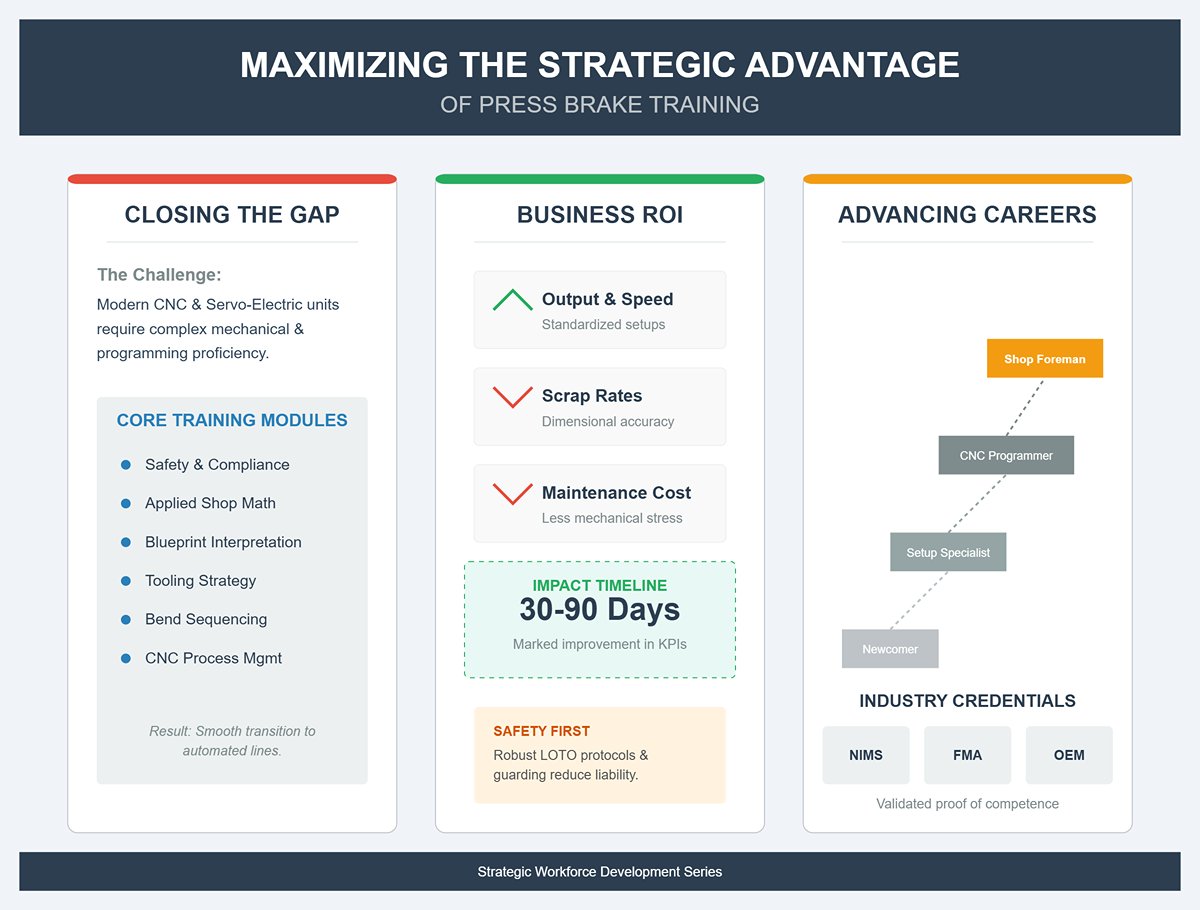
Günümüz abkant presleri, basit, elle çalıştırılan ekipmanların çok ötesine evrilmiştir. Modern CNC ve servo‑elektrikli üniteler; mekanik bilgi, programlama yetkinliği, hassas ölçüm teknikleri ve malzeme özelliklerine güçlü bir hakimiyetin birleşimini gerektirir. Birçok üretim tesisi, karmaşık bükme kurulumlarını gerçekleştirebilecek, en uygun takımları seçebilecek ve kontrol ünitelerini hassas toleranslarla programlayabilecek personel bulmakta zorlanmaktadır. Yapılandırılmış eğitim programları bu eksikliği doğrudan hedef alır ve dikkatle dengelenmiş teori ile pratik uygulama karışımı sunar. Güvenlik uyumu, uygulamalı atölye matematiği, teknik resim okuma, takım stratejisi, bükme sıralaması ve CNC süreç yönetimi gibi temel modüller, operatörleri farklı marka makineler ve malzeme türlerinde verimli çalışacak şekilde donatır. Yoğun makine başı uygulamalar veya simülatör tabanlı egzersizlerin entegre edilmesiyle bu programlar hem beceri hem de özgüven kazandırır, atölyelerin geleneksel hidrolik sistemlerden en yeni otomatik hatlara sorunsuz geçiş yapmasını sağlar.
İşverenler için, uzman şekilde tasarlanmış bir abkant eğitimi programı, net ve ölçülebilir getirileri olan, maliyet açısından verimli bir yatırımdır. Gelişmiş operatör yetenekleri, parçaların hem boyutsal doğruluk hem de estetik gereklilikleri ilk denemede karşılamasını sağlayarak hurda oranlarını düşürür. Standartlaştırılmış kurulum yöntemleri ve hassas bükme sıralamaları, başarılı ilk üretim denemeleri için gereken süreyi azaltır, ek sermaye harcaması olmadan üretimi artırır. Yetkin operatörler, mekanik stres, operasyonel hatalar ve yanlış taçlama işlemlerinden kaçınarak ekipman ömrünü uzatır, böylece bakım masraflarını ve duruş sürelerini en aza indirir. Kilitleme/etiketleme (LOTO) protokolleri ve doğru koruma teknikleri dahil olmak üzere sağlam güvenlik eğitimi, kaza riskini ve hukuki sorumlulukları azaltır. Etki, kurulum süresinin azalması, parti başına hurda metrikleri ve iyileşmiş ilk geçiş verimi gibi KPI’lar aracılığıyla ölçülebilir—çoğu zaman eğitimden sonraki 30 ila 90 gün içinde belirgin iyileşme görülür.
Bireyler için, resmi abkant operatörü eğitimi, metal üretim sektöründe daha yüksek maaşlı ve teknik açıdan daha zorlu pozisyonlara net bir geçiş yolu sunar. Yeni başlayanlar, gözetim altında çalışmaktan yetkin kurulum uzmanı olmaya ve nihayetinde CNC programcısı, baş teknisyen veya atölye şefi gibi rollere ilerleyebilir. NIMS abkant sertifikası, FMA Hassas Sac Metal Operatörü unvanı veya OEM eğitim sertifikaları gibi sektörde tanınan belgeleri kazanmak, yetkinliğin doğrulanmış kanıtını sağlar, adayları işverenler için daha cazip hale getirir ve maaş artışları için konumlandırır. Kazanılan beceriler, önde gelen üreticilerin makinelerinde uygulanabilir olup kariyer esnekliğini artırır ve CNC kontrol ile otomasyonu hızla benimseyen bir sektörde uzun vadeli istihdam güvencesi sağlar.
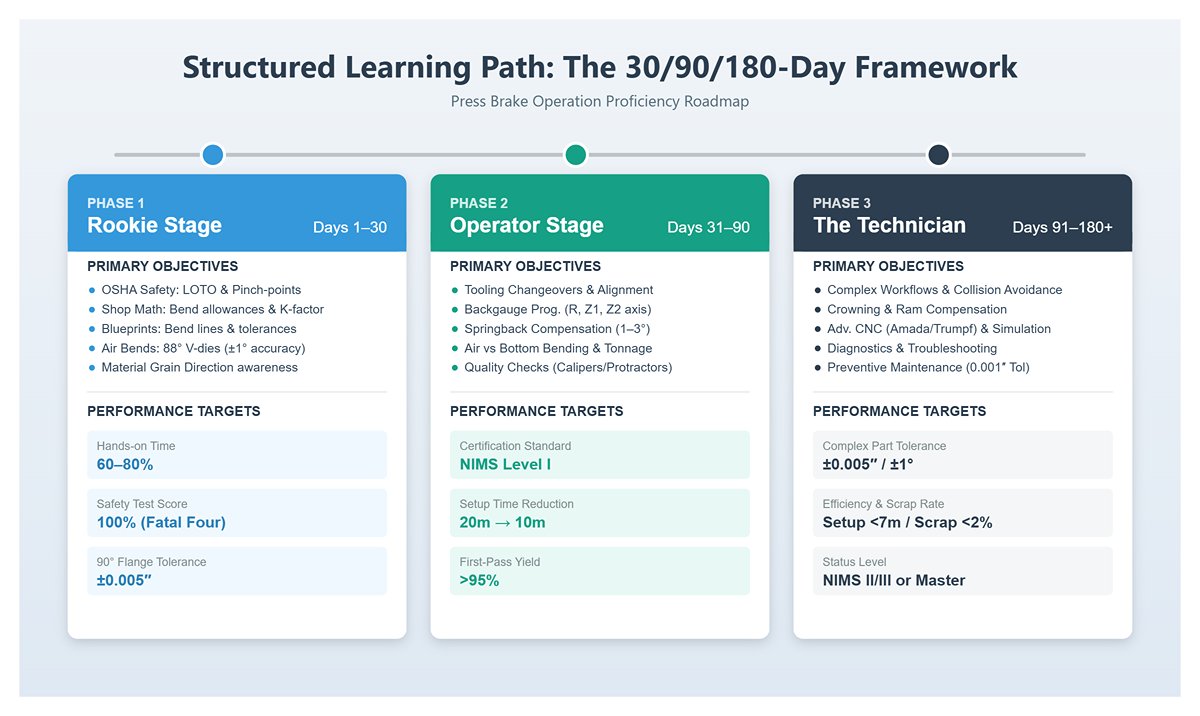
İlk ayda odak, güvenli çalışma alışkanlıkları kazandırmak, temel bilgileri yerleştirmek ve doğrudan rehberlik altında temel bükme becerilerini geliştirmektir. Ana hedefler:
Uygulamalı performans hedefleri:
Bu faz, hem manuel hem de CNC preslerde hassas ve tekrarlanabilir sonuçlar elde etmek için özerkliği geliştirmeye ve üretim seviyesinde kurulum yeteneklerini tanıtmaya odaklanır. Ana hedefler:
Pratik performans ölçütleri:
Son faz, ileri CNC programlama, teşhis amaçlı sorun giderme ve bağımsız çalışmaya vurgu yapar. Bu faz, kursiyerleri üst düzey sertifikalar ve teknik liderlik pozisyonları için hazırlar. Ana hedefler:
Pratik performans ölçütleri:
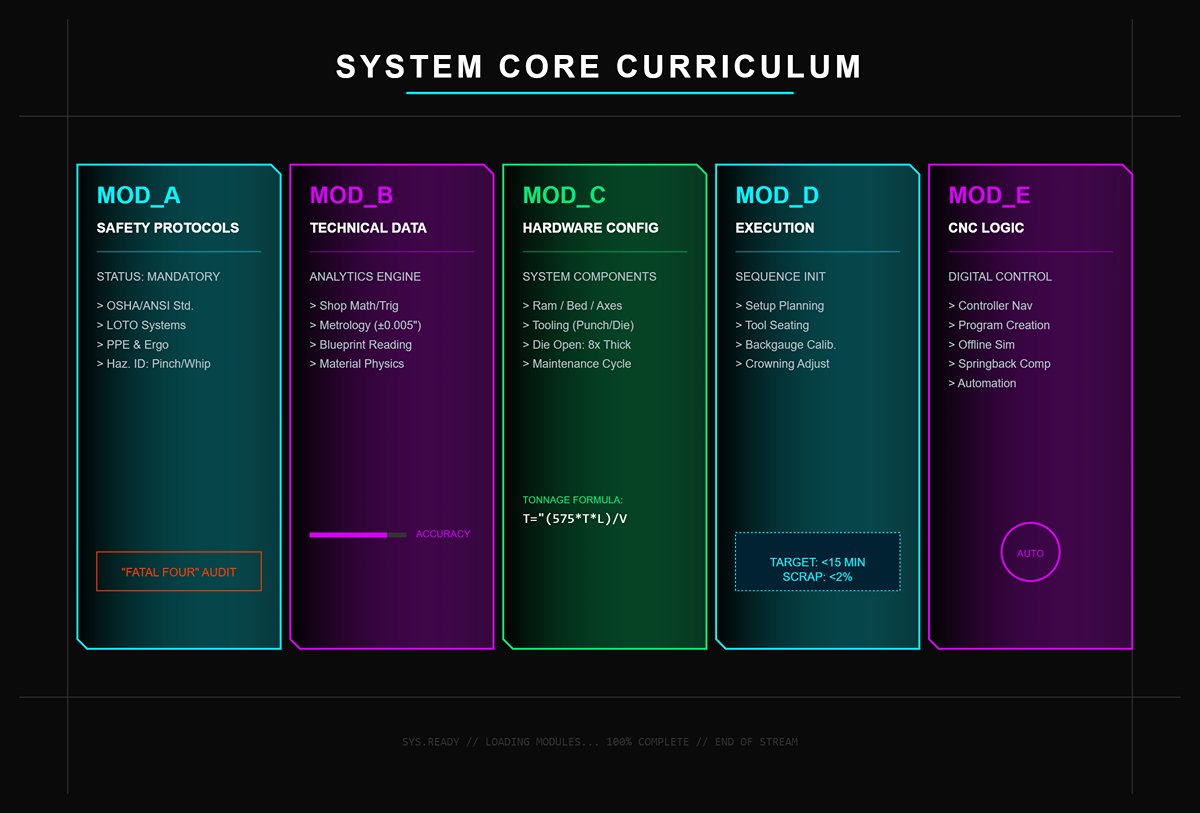
Güvenlik, herhangi bir abkant pres ortamının tavizsiz temelidir. Tüm seviyelerdeki eğitim, OSHA 1910.217 ve ANSI B11.3 standartlarına tam uyumla başlamalı ve bitmelidir; yüksek riskli eylemlerin proaktif olarak önlenmesine vurgu yapılmalıdır. Operatörler, ışık perdeleri, lazer korumalar ve çift elle çalışma kontrollerinin doğru kullanımını uygularken sıkışma noktalarını, düşme bölgelerini ve olası iş parçası sıçrama tehlikelerini tespit etmeyi öğrenir.
Ana öğrenme hedefleri:
Makineye gözetimsiz erişim kazanmadan önce, kursiyerler sahte güvenlik denetimlerinde tam uyum göstermeli ve sıkışma, sıçrama, ezilme ve düşme tehlikelerini kapsayan “Ölümcül Dört” değerlendirmesinde mükemmel puan almalıdır.
Temel teknik prensiplerin sağlam bir şekilde kavranması, tüm ileri becerilerin temelini oluşturur. Bu modül, öğrenenlere çeşitli malzeme ve kalınlıklarda bükme verilerini doğru şekilde yorumlamak, hesaplamak ve doğrulamak için gerekli analitik becerileri kazandırır.
Ana Yeterlilikler:
Öğrenciler, teorik bükme tahminlerini gerçek test parçalarının sonuçlarıyla karşılaştırarak doğruluğu teyit etmek için uygulamalı alıştırmalarla bu yetkinlikleri pekiştirir.
Etkili abkant pres kullanımı, mekanik tasarımının ve takım seçiminin arkasındaki mantığın sağlam bir şekilde anlaşılmasıyla başlar. Bu modül, öğrencilerin kavramsal anlayıştan doğrudan, pratik ekipman kullanımına geçmesine yardımcı olur.
Öğrenme Hedefleri:
Eğitimi tamamladıktan sonra katılımcılar, takım kurulumlarını haritalandırma, tonaj tablolarını yorumlama ve parça geometrisi ile üretim gereksinimlerine dayalı olarak takım seçimlerini gerekçelendirme becerisine sahip olacaklardır.
Bu modül, teorik eğitimi pratik uygulama ile harmanlayarak, uygun takımı seçmekten ilk şekillendirilmiş parçayı doğrulamaya kadar kurulum sürecinin her aşamasında öğrenenlere rehberlik eder. Verimlilik, tekrarlanabilirlik, hassasiyet ve güvenlik üzerinde durulur.
Pratik egzersizler ve gerekli yetkinlikler şunları içerir:
Performans hedefleri arasında, standart test bileşenleri ile çalışırken 15 dakikanın altında tekrarlanabilir kurulumlar gerçekleştirmek ve hurda oranını %2’nin altında tutmak yer alır.
Modern abkant preslerde yetkinlik, dijital kontrol sistemlerinin sağlam bir şekilde anlaşılmasını gerektirir. Bu bitirme modülü, operatörleri otomatik ve servo-elektrikli makineler için CNC programlama ve optimizasyon becerileri ile donatır.
Geliştirilen temel yetkinlikler şunlardır:
Bu kursun mezunları, farklı malzemeler ve parti boyutları arasında hassas boyutsal doğruluğu korurken üretim döngülerini optimize ederek CNC programlarını bağımsız olarak yazabilecek, simüle edebilecek ve çalıştırabileceklerdir.
Yüksek kaliteli bir dahili abkant pres eğitim programı, evrensel makine kullanım prensiplerini marka‑özel kontrolör talimatlarıyla harmanlamalıdır. Tesiste ihtiyaç duyulan roller ve beceri seviyelerini—giriş seviyesinden deneyimli CNC teknisyenlerine kadar—haritalayarak başlayın. Temel modüller; güvenlik ve yasal uyum, teknik resim yorumlama, atölye matematiği, takım seçimi ve kalıp kurulumu, geri esneme ayarlamalarıyla bükme sıralaması, arka dayama yapılandırması ve fikstürleme, CNC programlama temelleri ve önleyici bakım konularını kapsamalıdır. Her öğrenme aşamasının bol miktarda uygulamalı pratik içermesini sağlayın; birini giriş seviyesinden yetkin operatör seviyesine taşımak 40–120 saatlik gerçek makine kullanımı gerektirebilir, ileri teknisyen statüsüne ulaşmak ise genellikle 200+ saat veya birkaç ay süren bir çıraklık gerektirir. Makine erişimi kısıtlıysa, bükme sıraları, takım değişimleri ve geri esneme düzeltmeleri pratiği için gelişmiş simülasyon sistemlerini dahil edin. Eğitimi esnek modüller halinde düzenleyin, böylece oturumlar farklı gruplara kademeli olarak veya üretime etkisini en aza indirmek için kısa, odaklı aralıklarla verilebilir. Makine‑bağımsız temel eğitimi, işletilen her abkant pres markası için ek kontrolör‑özel modüllerle eşleştirerek becerilerin farklı modeller arasında kolayca aktarılmasını sağlayın.
Dış sertifikaların tek başına, işveren tarafından yapılan doğrulama olmadan bir operatörün hazır olduğunu göstermeyebileceğini kabul edin. Belirlenmiş eğitim aşamalarında pratik, sonuç odaklı değerlendirmeler oluşturun. Tam CAD çizimleri ve sıkı toleranslarla birlikte standartlaştırılmış test parçaları kullanın—yaygın kabul kriterleri bükme açıları için ±0,5–1,0° ve doğrusal ölçüler için ±0,5–1,0 mm’dir. Performansı dört ana beceri alanında değerlendirin:
Performansı değerlendirmek için yapılandırılmış puanlama kriterleri uygulayın ve her operatörün belirli parça karmaşıklıkları veya makine modellerine hazır olma durumunu belgeleyen bir yetenek matrisi oluşturun. İşveren tarafından verilen ve yetkili bir eğitmen tarafından onaylanan yeterlilik sertifikaları, hem iç terfiler hem de dış kariyer ilerlemeleri için güvenilir bir yetkinlik kanıtı sunar.
Yönetimin desteğini kazanmak için eğitim girişimlerini doğrudan ölçülebilir performans iyileştirmelerine bağlayın. Her operatör ve genel üretim ortamı için eğitim öncesi ve sonrası verileri takip edin. Temel göstergeler şunları içerir:
Basit bir ROI hesaplayıcı tasarrufları ortaya koyabilir: başlangıç hurda oranlarını, kurulum sürelerini ve üretim hacimlerini girin, ardından bunları eğitim sonrası rakamlarla karşılaştırarak geri dönüş süresini belirleyin. Aşırı yüklenme veya çarpışmaların azalmasıyla daha uzun makine ömrü, daha az bakım müdahalesi ve daha iyi program güvenilirliği gibi ek faydaları dahil edin. Bu sonuçları periyodik raporlarda sunarak eğitimin değerini gösterin ve devam eden yatırımı destekleyin.
Orijinal Ekipman Üreticisi (OEM) eğitimi, belirli bir abkant pres markasını ve ona özgü kontrol sistemini öğrenmenin en doğrudan yolunu sunar. Amada, Trumpf ve Bystronic gibi büyük üreticiler, genellikle bir ila beş gün süren yapılandırılmış kısa kurslar düzenler—bunlar bölgesel eğitim merkezlerinde veya devreye alma sırasında sahada gerçekleştirilir. Sınıf mevcudu genellikle dört ila sekiz katılımcı ile sınırlanır, böylece maksimum düzeyde makine başında uygulama ve bireysel rehberlik sağlanır.
Müfredat alanları, kontrolör gezinme (Amada AMNC, Trumpf TruBend ve Bystronic ByVision gibi), yazılım tabanlı simülasyon, otomatik taçlama sistemleri ve uyarlamalı bükme ile gerçek zamanlı açı ölçümü gibi gelişmiş yetenekleri içerir. Katılımcılar OEM gözetiminde tam makine kurulumlarını tamamlar ve bakım en iyi uygulamalarını ve markaya özgü sorun giderme tekniklerini öğrenir.
Avantajlar:
Sınırlamalar:
Yatırım getirisini en üst düzeye çıkarmak için birçok işveren bir eğitici‑eğiticiye eğitim yaklaşımı uygular: Öncelikle bir baş operatör ve bir bakım teknisyeni OEM eğitimini tamamlar, ardından standart teknikleri ve güvenlik güncellemelerini ekiplerine yayar.
Halk kolejleri ve akredite meslek okulları, hem yeni başlayanlar hem de görev değiştiren deneyimli operatörler için uygun, marka bağımsız kapsamlı abkant pres eğitimi sunar. Programlar genellikle 40 ila 600 saat arasında olup, sınıf içi öğrenmeyi kapsamlı atölye uygulamalarıyla birleştirir. Ders dizileri genellikle temel imalat kavramlarından—güvenlik, plan okuma ve uygulamalı matematik—başlayarak, takım seçimi, bükme sırası planlama, tonaj hesaplamaları ve temel CNC programlama becerilerine odaklanan ileri seviye abkant pres modüllerine ilerler.
Temel özellikler:
Bu programlar, işe hazır operatör arayan işverenler için güçlü yetenek kanalları olarak hizmet verir. Öğrenim ücreti genellikle modül başına 500–2.000 ABD Doları arasında olup, çoğu zaman iş gücü geliştirme hibeleri veya bölgesel eğitim girişimleri tarafından desteklenir. Mezunlar genellikle minimum uyum süresiyle anında verimlilik sağlar, bu da mesleki eğitimi imalat tesisleri için maliyet etkin bir personel stratejisi haline getirir.
Yüksek doğruluklu simülasyon, özellikle makine erişiminin sınırlı olduğu veya üretim programlarının kesilemediği durumlarda, uygulamalı abkant pres eğitimine vazgeçilmez bir tamamlayıcı haline gelmiştir. Modern simülatörler CNC kontrol panellerini ve malzeme davranışını doğru şekilde yeniden üretir, böylece kursiyerler bükme programlayabilir, takımları kurabilir ve sac metal israfı veya ekipman hasarı riski olmadan eksiksiz sanal üretim döngüleri gerçekleştirebilir.
Yetenekler şunları içerir:
Avantajlar: Malzeme israfını önemli ölçüde azaltır, operatör güvenini artırır ve uzaktan veya hibrit eğitim modellerine kolayca uyum sağlar. Sınırlamalar: Dokunsal hissiyat ve gerçek dünya malzeme işleme deneyimi eksiktir; simülasyon hassasiyeti, makinenin dijital modellemesinin doğruluğuna bağlıdır.
En iyi sonuçlar karma eğitim programlarından—yaklaşık –60 oranında simülatör çalışmasını, gerçek atölye makineleriyle gözetimli, uygulamalı oturumlarla entegre etme. Bu kombinasyon, operatörlerin hem zihinsel yetkinlik hem de pratik beceri geliştirmesini sağlar. İşverenler için simülatörler, daha büyük stajyer gruplarının aynı anda eğitilmesini mümkün kılar, üretim seviyelerini korurken iş gücünün hazır hale gelmesini hızlandırır.
Resmi sertifika almak, pres bükme operatörünün uzmanlığını köklü sektör ölçütlerine göre doğrulamanın en güvenilir yöntemi olmaya devam etmektedir. ABD’de iki önde gelen yetkinlik belgesi— Ulusal Metal İşleme Becerileri Enstitüsü (NIMS) ve Üreticiler ve İmalatçılar Derneği (FMA)—hem çalışanlar için istihdam edilebilirliğin hem de işverenler için kalite güvencesinin kritik göstergeleri olarak hizmet vermektedir.
NIMS Pres Bükme Operasyonları Yetkinlik Belgeleri (Seviye I–II)
Bu sertifika, bir operatörün kurulum, bükme, ayarlama ve belgeleme konularında hassas imalat standartlarına uygun yetkinliğini kanıtlar. Adayların hem yazılı hem de uygulamalı sınavları başarıyla geçmesi gerekir; bu sınavlar, ±1° açısal doğruluk ve ±0,5 mm boyutsal tolerans içinde kalibre edilmiş test bükümleri üretmeyi içerir.
NIMS standartlarına uygun çoğu program, en az ’ı uygulamalı, pratik çalışmaya ayrılmış olmak üzere 120–200 saatlik eğitim içerir. Çıraklık programları, denetimli atölye deneyimini resmi sınıf eğitimiyle birleştirerek 2.000 saatin üzerine çıkabilir.
FMA Hassas Sac Metal Operatörü (PSMO)
Üretim hızını ve kalite güvencesini vurgulamak üzere tasarlanan PSMO yeterliliği, takım değişimlerini 10 dakikanın altında tamamlama ve hurda oranlarını ’in altında tutma gibi performans hedeflerini karşılamayı gerektirir. Değerlendirme süreci, doğru takım seçimini, hassas bükme payı hesaplamasını ve sıkı boyutsal toleranslara uyan tutarlı, tekrarlanabilir kurulumları önceliklendirir—bu da kurulum teknisyeni veya baş operatör pozisyonlarına ilerleyen operatörler için ideal hale getirir.
Çıraklık ve Kayıtlı Programlar
Genellikle ABD Çalışma Bakanlığı’na kayıtlı olan eyalet ve federal düzeyde tanınan çıraklık çerçeveleri, NIMS veya FMA eğitim modüllerini daha geniş, yetkinliğe dayalı bir müfredat içinde barındırır. Tipik çıraklar yılda yaklaşık 2.000 saatlik uygulamalı iş deneyimi ve 144 saatlik resmi eğitim biriktirir. Mezunlar ustalık seviyesinde yeterlilik belgeleriyle çıkar ve genellikle sertifikasız meslektaşlarına göre –50 daha yüksek ücret alırlar.
İşveren Yatırım Getirisi ve Güvenlik Sonuçları
Tanınmış sertifikalara sahip operatörler, ölçülebilir operasyonel ve güvenlik iyileştirmelerini tutarlı şekilde sağlar:
Sertifikasyon, bireyin kazanç potansiyelini artırır—genellikle saatlik ücreti USD 18–25’ten USD 28–35’e çıkarır—ve işverenlere yetkinlik konusunda objektif kanıt sunarak işe alım sürecini hızlandırır ve eğitim kaynaklı riskleri en aza indirir.
Metal imalat sektörü dijital takip ve modüler öğrenme modellerini benimsedikçe, mikro‑yeterlilikler geleneksel sertifikalara değerli bir tamamlayıcı haline gelmiştir. Dijital rozetler, özellikle manuel ve CNC iş akışları arasında geçiş yapan operatörler için, günümüz üretim taleplerine uygun belirli becerilerde ustalığı doğrular.
Beceri Alanına Göre Mikro‑Yetkinlikler
Her rozet, makine tabanlı testler veya simülatör analizleri aracılığıyla kazanılır ve operatörlerin profesyonel profillerinde veya şirket İK sistemlerinde sergileyebilecekleri güvenli dijital yetkinlik belgeleri üretir. Bu birikimli rozetler, öğrenenlerin adım adım tam FMA veya NIMS sertifikasına ilerlemesini sağlarken, işverenlere belirli beceri güçlü yönleri ve eksiklikleri hakkında ayrıntılı içgörü sunar.
Uygulama Avantajları
Dijital rozetler ve mikro‑yetkinlikler birlikte, geleneksel sertifikaları sürekli beceri doğrulamasıyla ilişkilendiren dinamik bir yetkinlik çerçevesi oluşturur—operatörlerin CNC teknolojileri geliştikçe ve güvenlik protokolleri evrim geçirdikçe güncel kalmasını sağlar.
Operatörler, kurulum süresini kısaltan, belirsizliği azaltan ve gerekli referans verilerine doğrudan makinede hızlı erişim sağlayan araçlardan en çok faydayı sağlar. Aşağıdaki kaynaklar, günlük en iyi uygulamaları pekiştirmek ve tutarlı ilk geçiş doğruluğunu teşvik etmek için özel olarak tasarlanmıştır.
Bu araçlar, günlük anlamlı destek sağlar ve yeni operatörlerin gözetimli eğitimden bağımsız makine kullanımına daha güvenle geçmelerine yardımcı olur.
Yönetim ve İK ekipleri, operatörlerin hazır oluşunu değerlendirmek, eğitim beklentilerini uyumlu hale getirmek ve eğitim yatırımlarının geri dönüşünü ölçmek için yapılandırılmış kaynaklara ihtiyaç duyar. Aşağıdaki varlıklar, iş gücü planlamasını ve performans takibini güçlendirir.
Bu yönetim odaklı araçlar, kuruluşların operatör performansını ölçmesine, eğitim harcamalarını gerekçelendirmesine ve iş gücü gelişimi için yapılandırılmış bir çerçeve oluşturmasına olanak tanır—imalat ortamında sürdürülebilir verimlilik ve operasyonel istikrarı teşvik eder.
Eğitim süresi, kursiyerin önceki deneyimine ve ekipmanın karmaşıklığına bağlıdır. Çoğu kişi, güvenli ve bağımsız çalışmaya 40–160 saat lik sınıf içi ve uygulamalı eğitimin ardından ulaşabilir. Genellikle bu sürenin yaklaşık ’ı teoriye—güvenlik protokolleri, matematik ve teknik resim okuma gibi konulara—ayrılırken, kalan ’ı pratik makine kurulumu ve hassas bükme egzersizlerine odaklanır. Çıraklık programları bu temeli yaklaşık 2.000 saatlik iş başında öğrenme ve ileri seviye sertifikasyon için 144 saatlik ilgili derslerle genişletir. Düzenli pratikle, çoğu operatör tam CNC kurulum yetkinliğine yaklaşık altı ay içinde ulaşır.
Temel ön koşullar arasında sağlam matematik becerileri (geometri, trigonometri ve kesirler), teknik resim okuyabilme yeteneği ve genel mekanik yatkınlık bulunur. Atölye güvenliği konusunda—özellikle kilitleme/etiketleme (LOTO) prosedürleri ve kişisel koruyucu ekipmanların doğru kullanımı—bilgi sahibi olmak tavsiye edilir ancak eğitim sırasında kapsamlı şekilde pekiştirilir. Güçlü el koordinasyonu, mekânsal görselleştirme ve hassas ölçüm yetenekleri öğrenme sürecini kolaylaştırır. Metal imalatına yeni başlayanlar, abkant eğitimine geçmeden önce genel metal işçiliği veya montaj gibi giriş seviyesindeki görevlerle başlayabilir.
Evet—ancak hedefe yönelik beceri geliştirme gerektirir. Manuel deneyim, güçlü dokunsal farkındalık ve malzeme tepkisini anlama kazandırır; ancak CNC kullanımı ek yetkinlikler getirir: kontrol paneli kullanımı, eksen kalibrasyonu, bükme sıralaması ve çevrimdışı programlama. 40–80 saat süren odaklı kurslar, manuel operatörlerin Delem veya Cybelec gibi dijital kontrol sistemlerine uyum sağlamasına yardımcı olur; yaylanmayı manuel ayar yerine programlanmış telafi ile yönetmeyi öğretir. Yetkin hale geldiklerinde CNC operatörleri genellikle –60 daha hızlı kurulumlar ve manuel yöntemlere kıyasla belirgin şekilde artmış tutarlılık elde eder.
Abkant operatörlerinin resmi sertifikaya sahip olması için federal bir zorunluluk yoktur. Ancak OSHA 1910.217, makine koruma, güvenli çalışma uygulamaları ve kilitleme/etiketleme (LOTO) prosedürleri gibi alanlarda belgelenmiş eğitimi zorunlu kılar. İşverenler, her operatörün yetkin olmasını sağlamakla yükümlüdür. NIMS veya FMA bu uyumluluk beklentilerini karşılamakla kalmaz, aynı zamanda endüstri tarafından tanınan bir kalite ölçütü olarak hizmet eder; becerinin somut kanıtını sunarak sorumluluğu azaltabilir ve kariyer fırsatlarını artırabilir.
Ücret seviyeleri, beceri seti ve sertifika durumuyla yakından ilişkilidir. Acemi operatörler genellikle saatlik 18–25 ABD doları, ile başlarken, NIMS seviyesinde yetkinlik belgelerine sahip deneyimli CNC operatörleri genellikle saatlik 28–35 ABD doları. kazanır. Performansı ödüllendiren tesislerde, sertifikalı personel genellikle –30 maaş artışı elde eder; bu, somut üretkenlik artışları ve hurda oranlarının düşmesi sayesinde olur. Talebin yüksek olduğu bölgelerde—özellikle havacılık veya hassas imalat sektöründe—kıdemli kurulum teknisyenleri saatlik 40 ABD dolarını aşan ücretler talep edebilir.
Yeni operatörler genellikle yanlış V‑kalıp, seçmek, dikkate almamak geri yaylanma, ve hatalı takım oturtma. gibi sorunlarla karşılaşırlar. Bu hatalar çatlak bükümler, düzensiz açılar veya yüzey hasarı gibi problemlere yol açabilir. Tipik düzeltmeler şunları içerir:
Kurulum tatbikatları sırasında bu prosedürlerin düzenli olarak uygulanması, yeniden işleme ihtiyacını önemli ölçüde azaltır ve malzeme kaybını en aza indirir.
Başlıca tehlikeler şunlardır sıkışma noktaları, hidrolik kayma, ve devre dışı bırakılmış güvenlik sistemleri. Bu tehlikeler genellikle aceleyle yapılan takım değişiklikleri veya ayarlama çalışmalarında ortaya çıkar. Etkili önleme stratejileri şunları içerir:
Kapsamlı ve sürekli güvenlik eğitimi, abkant pres kaynaklı yaralanmaları –60 %, oranında azaltabilir ve OSHA olay oranlarını 100 işçide üç vakadan daha azına düşürebilir.
Eğitim net ölçütlerden veya makineye özgü pekiştirmeden yoksun olduğunda ROI düşer. Tipik nedenler arasında sahada tutarsız takip, markalar arasındaki kontrolör farklılıklarının göz ardı edilmesi ve kurulum kontrol listelerinin standartlaştırılmaması yer alır. Şu geliştirmeleri göz önünde bulundurun:
Doğru şekilde uygulandığında, yapılandırılmış operatör eğitimi tipik olarak verimi yaklaşık artırır ve 3–6 ay içinde tam geri dönüş sağlar.
Evet—doğru şekilde entegre edildiğinde. Yüksek doğruluklu simülatörler, kontrolör mantığını, bükme sıralamasını ve çarpışma önleme davranışını etkileyici bir gerçekçilikle yansıtır. En güçlü sonuçlar, temel dokunsal deneyim sağlamak için simülatör oturumlarının uygulamalı makine zamanı ile harmanlanmasından gelir. Eğitimin yaklaşık –60'ının simülatörlere ayrılması ve kalanının canlı makinelerde gerçekleştirilmesi beceri gelişimini hızlandırır. Simülatörler ayrıca malzeme tüketmeden 100’den fazla sanal çevrime imkân tanır, bu da kursiyerlere üretime geçmeden önce güven kazandırır.
Bu sorunların disiplinli, iyi belgelenmiş eğitimle ele alınması, tutarlı kaliteyi korumaya ve ekipmanın uzun vadeli performansını güvence altına almaya yardımcı olur.


















