

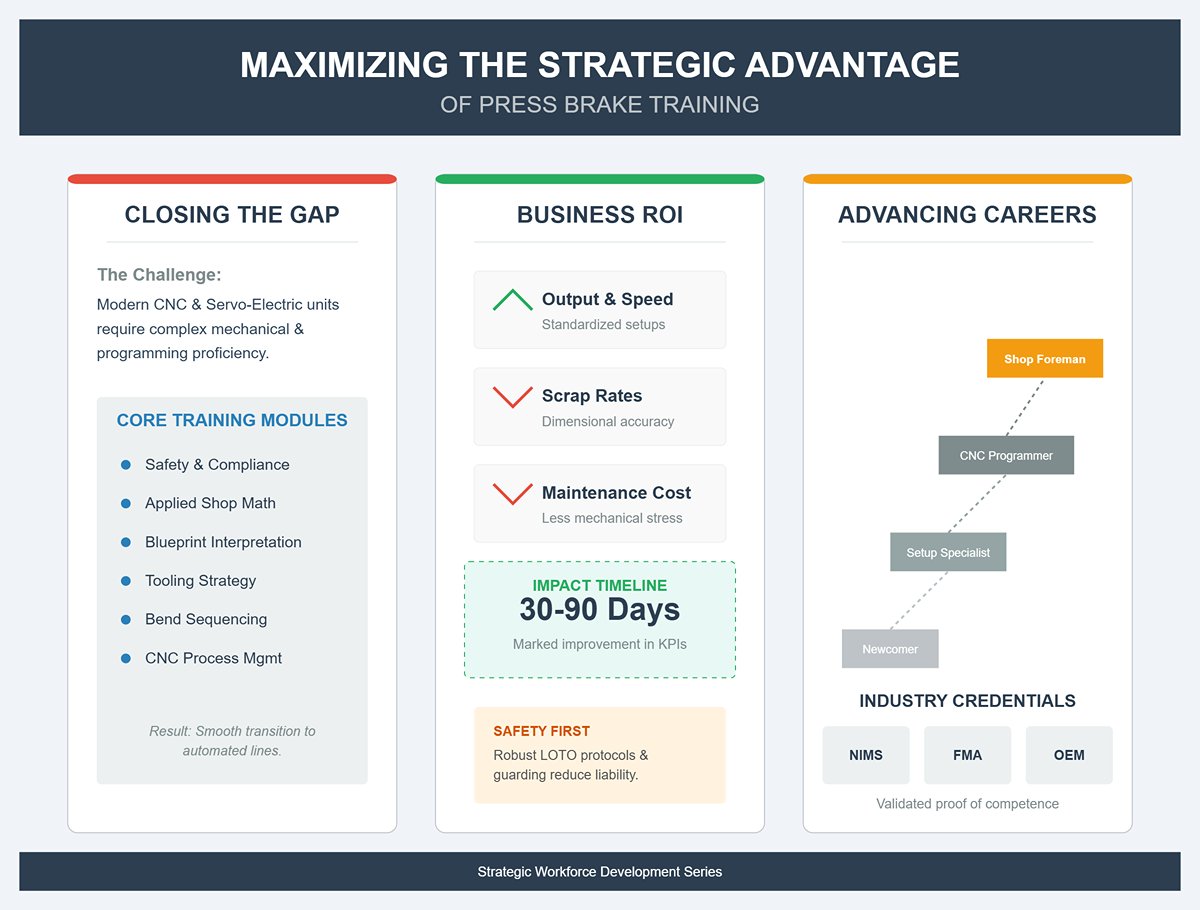
Le presse piegatrici di oggi si sono evolute ben oltre le semplici attrezzature manuali. Le unità CNC e servo‑elettriche moderne richiedono una fusione di competenze meccaniche, padronanza della programmazione, tecniche di misurazione precise e una solida conoscenza delle proprietà dei materiali. Molti impianti di lavorazione faticano a trovare personale capace di eseguire configurazioni di piega complesse, selezionare l’utensileria ottimale e programmare i controllori con tolleranze rigorose. I programmi di formazione strutturati affrontano direttamente questa carenza, offrendo un mix attentamente bilanciato di teoria e applicazione pratica. I moduli principali—che spaziano dalla conformità alle norme di sicurezza, matematica applicata in officina, interpretazione di disegni tecnici, strategia dell’utensileria, sequenziamento delle pieghe e gestione dei processi CNC—preparano gli operatori a lavorare in modo efficiente su più marchi di macchine e tipi di materiali. Integrando un’ampia attività pratica su macchine o esercitazioni basate su simulatori, questi programmi sviluppano sia abilità che fiducia, consentendo alle officine di passare senza problemi dai sistemi idraulici tradizionali alle linee automatizzate all’avanguardia.
Per i datori di lavoro, un programma di formazione su presse piegatrici progettato in modo esperto rappresenta un investimento conveniente con ritorni chiari e quantificabili. Le capacità avanzate degli operatori portano a tassi di scarto più bassi garantendo che i pezzi soddisfino sia i requisiti dimensionali che estetici al primo tentativo. Metodi di configurazione standardizzati e sequenziamento preciso delle pieghe riducono il tempo necessario per ottenere esiti positivi nelle prime prove, aumentando la produzione senza ulteriori spese in conto capitale. Operatori qualificati contribuiscono a prolungare la vita delle attrezzature evitando stress meccanico, errori operativi e incoronature errate, riducendo così le spese di manutenzione e i tempi di inattività. Una solida istruzione sulla sicurezza—compresi i protocolli di lockout/tagout (LOTO) e le tecniche corrette di protezione—riduce il rischio di incidenti e l’esposizione a responsabilità legali. L’impatto può essere misurato attraverso KPI come la riduzione della durata delle configurazioni, metriche di scarto per lotto e miglioramento del rendimento al primo passaggio—spesso mostrando un netto progresso entro 30‑90 giorni dalla formazione.
Per i singoli, la formazione formale come operatore di pressa piegatrice offre un percorso chiaro verso posizioni meglio retribuite e più tecnicamente impegnative nella lavorazione dei metalli. I nuovi arrivati possono passare dal lavorare sotto supervisione a diventare specialisti qualificati nella configurazione, e successivamente avanzare a ruoli come programmatore CNC, tecnico capo o caposquadra di officina. Ottenere credenziali riconosciute dal settore—come la certificazione NIMS per presse piegatrici, lo status di Operatore di Lamiera di Precisione FMA o certificati di formazione OEM—fornisce una prova validata di competenza, rendendo i candidati più attraenti per i datori di lavoro e posizionandoli per aumenti salariali. Le competenze acquisite sono applicabili su macchine di produttori leader, aumentando la flessibilità di carriera e garantendo l’occupabilità a lungo termine in un settore che adotta rapidamente il controllo CNC e l’automazione.
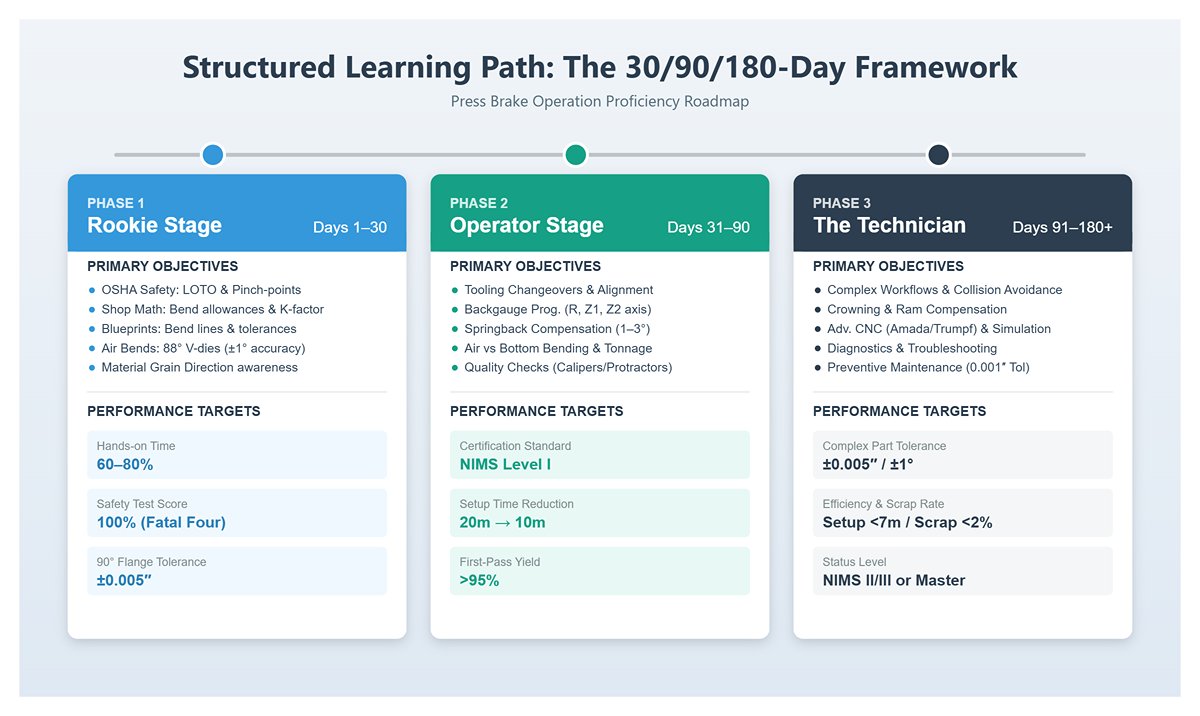
Nel primo mese, l’attenzione è rivolta alla costruzione di abitudini di lavoro sicure, alla creazione di conoscenze di base e al perfezionamento delle abilità fondamentali di piegatura sotto guida diretta. Obiettivi principali:
Obiettivi di prestazione pratica:
Questa fase si concentra sullo sviluppo dell’autonomia e sull’introduzione delle capacità di configurazione a livello di produzione per ottenere risultati precisi e ripetibili sia su presse manuali che CNC. Obiettivi principali:
Parametri di prestazione pratica:
La fase finale enfatizza la programmazione CNC avanzata, la diagnostica dei problemi e l’operatività indipendente. Prepara i tirocinanti per certificazioni di livello superiore e ruoli di leadership tecnica. Obiettivi principali:
Parametri di prestazione pratica:
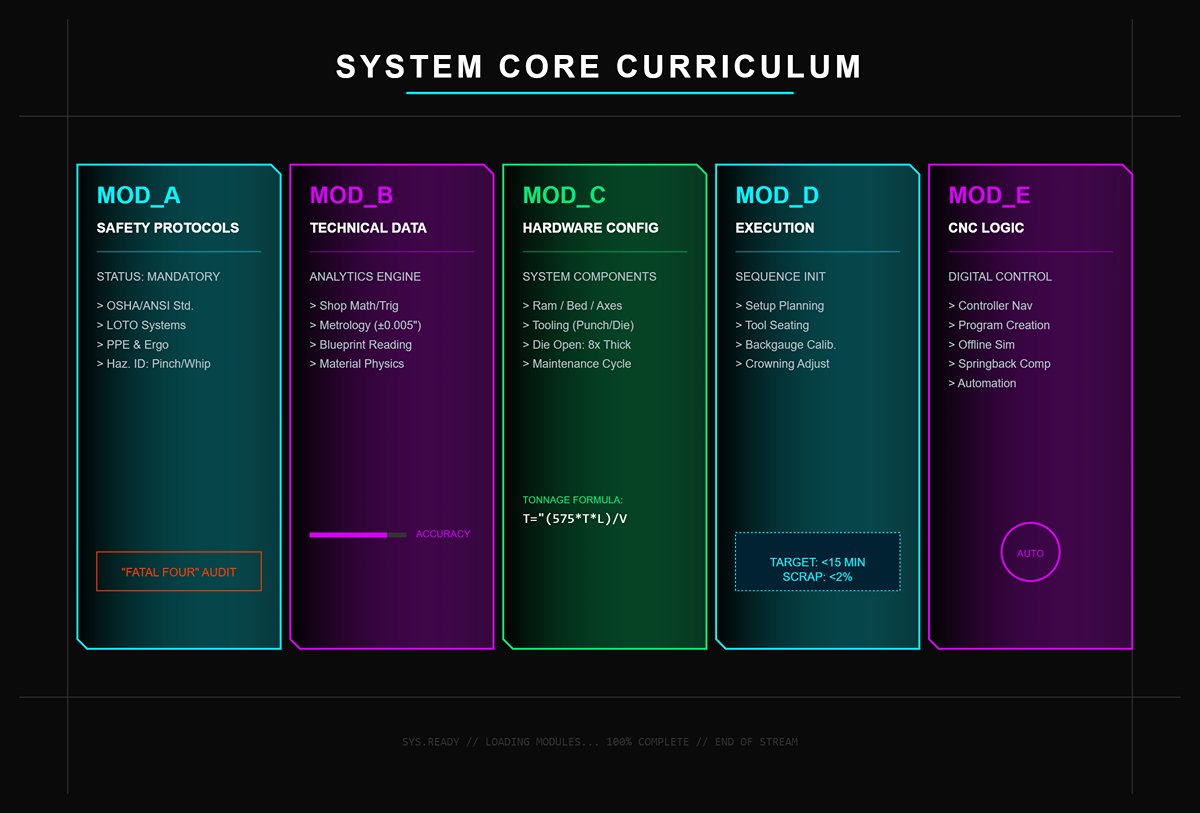
La sicurezza è la base imprescindibile di qualsiasi ambiente con pressa piegatrice. La formazione a tutti i livelli deve iniziare e concludersi con la piena conformità agli standard OSHA 1910.217 e ANSI B11.3, enfatizzando la prevenzione proattiva delle azioni ad alto rischio. Gli operatori imparano a individuare punti di schiacciamento, zone di caduta e potenziali rischi di sollevamento improvviso del pezzo, applicando l'uso corretto di barriere luminose, protezioni laser e comandi a doppia mano.
Obiettivi di apprendimento chiave:
Prima di ottenere accesso non supervisionato ai macchinari, i tirocinanti devono dimostrare completa adesione durante audit di sicurezza simulati e ottenere un punteggio perfetto nella valutazione “Fatal Four” — che copre rischi di schiacciamento, sollevamento improvviso, schiacciamento e caduta.
Una solida comprensione dei principi tecnici fondamentali costituisce la base per tutte le competenze avanzate. Questo modulo fornisce agli studenti le capacità analitiche necessarie per interpretare, calcolare e verificare accuratamente i dati di piegatura su una gamma di materiali e spessori.
Competenze chiave:
Gli studenti rinforzano queste competenze attraverso esercitazioni pratiche, confrontando le previsioni teoriche di piega con i risultati reali dei pezzi di prova per validarne l’accuratezza.
Un funzionamento efficace della pressa piegatrice inizia con una solida comprensione del suo design meccanico e della logica alla base della selezione degli utensili. Questo modulo aiuta gli studenti a passare dalla comprensione concettuale all’interazione diretta e pratica con l’attrezzatura.
Obiettivi di apprendimento:
Dopo aver completato la formazione, i partecipanti saranno in grado di mappare le configurazioni degli utensili, interpretare le tabelle di tonnellaggio e razionalizzare le scelte degli utensili in base alla geometria del pezzo e ai requisiti di produzione.
Questo modulo combina istruzione teorica con applicazione pratica, guidando gli apprendenti attraverso ogni fase del processo di configurazione—dalla selezione dell’utensile appropriato alla verifica del primo pezzo formato. L’enfasi è posta su efficienza, ripetibilità, precisione e sicurezza.
Esercitazioni pratiche e competenze richieste includono:
Gli obiettivi prestazionali includono ottenere configurazioni riproducibili in meno di 15 minuti e mantenere tassi di scarto inferiori al 2 % quando si lavora con componenti di test standard.
La competenza sulle presse piegatrici moderne richiede una solida comprensione dei sistemi di controllo digitale. Questo modulo conclusivo fornisce agli operatori competenze di programmazione CNC e ottimizzazione per macchine automatizzate e servo‑elettriche.
Le capacità fondamentali sviluppate includono:
I diplomati di questo corso saranno in grado di scrivere, simulare ed eseguire autonomamente programmi CNC, ottimizzando i cicli di produzione mantenendo una precisa accuratezza dimensionale su diversi materiali e dimensioni di lotto.
Un programma di formazione interna di alta qualità per presse piegatrici dovrebbe combinare principi universali di funzionamento della macchina con istruzioni specifiche per il controller del marchio. Inizia mappando i ruoli e i livelli di competenza richiesti nel tuo impianto—dagli operatori principianti ai tecnici CNC esperti. I moduli essenziali dovrebbero coprire sicurezza e conformità normativa, interpretazione dei disegni, matematica di officina, selezione degli utensili e configurazione delle matrici, sequenziamento delle pieghe con regolazioni del ritorno elastico, configurazione del riscontro posteriore e fissaggio, fondamenti di programmazione CNC e manutenzione preventiva. Assicurati che ogni fase di apprendimento includa ampie sessioni pratiche; portare una persona dal livello principiante a operatore competente può richiedere 40–120 ore di utilizzo effettivo della macchina, mentre raggiungere lo stato di tecnico avanzato spesso richiede oltre 200 ore o un apprendistato di diversi mesi. Se la disponibilità della macchina è limitata, incorpora sistemi di simulazione avanzati per esercitarsi nelle sequenze di piega, nei cambi utensili e nelle correzioni del ritorno elastico. Organizza la formazione in moduli flessibili in modo che le sessioni possano essere erogate a gruppi scaglionati o in brevi sessioni mirate per ridurre al minimo l’impatto sulla produzione. Abbina la formazione di base indipendente dalla macchina a moduli supplementari specifici per il controller di ciascun marchio di pressa piegatrice che utilizzi, garantendo che le competenze siano facilmente trasferibili tra diversi modelli.
Riconosci che le certificazioni esterne da sole potrebbero non confermare la preparazione di un operatore senza una convalida guidata dal datore di lavoro. Stabilisci valutazioni pratiche basate sui risultati in fasi definite della formazione. Utilizza pezzi di prova standardizzati accompagnati da disegni CAD completi e tolleranze rigorose—parametri di accettazione comuni includono ±0,5–1,0° sugli angoli di piega e ±0,5–1,0 mm per le dimensioni lineari. Valuta le prestazioni in quattro aree di competenza principali:
Implementare schede di valutazione strutturate per misurare le prestazioni e mantenere una matrice delle competenze che documenti la preparazione di ciascun operatore per specifiche complessità dei pezzi o modelli di macchine. I certificati di competenza rilasciati dal datore di lavoro e approvati da un formatore autorizzato offrono una prova credibile di abilità, supportando sia le promozioni interne che l’avanzamento di carriera esterno.
Per ottenere il supporto della direzione, collegare le iniziative di formazione direttamente a miglioramenti di prestazione quantificabili. Monitorare i dati pre e post formazione per ciascun operatore così come per l’intero ambiente produttivo. Gli indicatori principali includono:
Un semplice calcolatore di ROI può evidenziare i risparmi: inserire i tassi di scarto di base, i tempi di setup e i volumi di produzione, quindi confrontarli con i dati post‑formazione per determinare il ritorno dell’investimento. Includere benefici aggiuntivi come una maggiore durata della macchina grazie a ridotti sovraccarichi o incidenti, meno interventi di manutenzione e una migliore affidabilità della pianificazione. Presentare questi risultati in rapporti periodici per mostrare il valore della formazione e supportare il continuo investimento.
La formazione dell’Original Equipment Manufacturer (OEM) offre il percorso più diretto per padroneggiare un marchio specifico di pressa piegatrice e il suo sistema di controllo proprietario. I principali produttori come Amada, Trumpf e Bystronic organizzano corsi strutturati di breve durata — generalmente da uno a cinque giorni — tenuti sia presso centri di formazione regionali che in loco durante la messa in servizio. Le dimensioni delle classi sono tipicamente mantenute tra quattro e otto partecipanti per massimizzare il tempo pratico sulla macchina e la guida individualizzata.
Le aree del programma includono la navigazione del controller (come Amada AMNC, Trumpf TruBend e Bystronic ByVision), simulazione basata su software, sistemi di bombatura automatica e capacità avanzate come piegatura adattiva e misurazione dell’angolo in tempo reale. I partecipanti completano setup completi della macchina sotto supervisione OEM e apprendono le migliori pratiche di manutenzione e tecniche di risoluzione dei problemi specifiche del marchio.
Vantaggi:
Limitazioni:
Per massimizzare il ritorno sull'investimento, molti datori di lavoro implementano un formazione‑del‑formatore approccio: un operatore principale e un tecnico di manutenzione completano prima la formazione OEM, poi diffondono tecniche standardizzate e aggiornamenti sulla sicurezza all'interno dei loro team.
I college comunitari e le scuole professionali accreditate offrono un'istruzione completa e neutrale rispetto al marchio sulla pressa piegatrice, adatta sia ai nuovi entranti sia agli operatori esperti che cambiano ruolo. I programmi tipicamente variano da 40 a 600 ore, combinando apprendimento in aula con ampia pratica sul pavimento dell'officina. Le sequenze dei corsi di solito passano dai concetti fondamentali di fabbricazione—sicurezza, interpretazione dei disegni e matematica applicata—ai moduli avanzati sulla pressa piegatrice che si concentrano sulla scelta degli utensili, pianificazione della sequenza di piega, calcoli della tonnellata e competenze base di programmazione CNC.
Caratteristiche principali:
Questi programmi fungono da solide pipeline di talenti per i datori di lavoro che cercano operatori pronti per il lavoro. Le tasse di iscrizione generalmente variano da USD 500–2.000 per modulo, spesso supportate da sovvenzioni per lo sviluppo della forza lavoro o iniziative di formazione regionali. I diplomati solitamente offrono produttività immediata con un onboarding minimo, rendendo la formazione professionale una strategia di assunzione conveniente per le strutture di fabbricazione.
La simulazione ad alta fedeltà si è evoluta in un complemento essenziale alla formazione pratica sulla pressa piegatrice, soprattutto quando l'accesso alla macchina è limitato o i programmi di produzione non possono essere interrotti. I simulatori moderni riproducono accuratamente i pannelli di controllo CNC e il comportamento del materiale, consentendo ai tirocinanti di programmare pieghe, impostare utensili ed eseguire cicli di produzione virtuali completi senza sprecare lamiera o rischiare danni alle attrezzature.
Le capacità includono:
Vantaggi: Riduce significativamente lo spreco di materiale, aumenta la fiducia dell’operatore e si adatta facilmente a modelli di formazione remota o ibrida. Limitazioni: Manca la sensazione tattile e l’esperienza di manipolazione del materiale reale; la precisione della simulazione dipende dall’accuratezza della modellazione digitale della macchina.
I risultati ottimali derivano da programmi di formazione combinati—integrando circa il 40–60 % del lavoro al simulatore con sessioni pratiche supervisionate utilizzando macchinari reali di officina. Questa combinazione garantisce che gli operatori sviluppino sia la competenza mentale che l’abilità pratica. Per i datori di lavoro, i simulatori consentono di formare contemporaneamente gruppi più numerosi di tirocinanti, mantenendo i livelli di produzione e accelerando la preparazione della forza lavoro.
Ottenere una certificazione formale rimane il metodo più affidabile per confermare la competenza di un operatore di pressa piegatrice secondo parametri di settore ben consolidati. Negli Stati Uniti, due credenziali di primo piano—conferite dal National Institute for Metalworking Skills (NIMS) e dalla Fabricators & Manufacturers Association (FMA)—servono come indicatori fondamentali sia dell’occupabilità per i lavoratori sia della garanzia di qualità per i datori di lavoro.
Credenziali NIMS per Operazioni di Pressa Piegatrice (Livello I–II)
Questa certificazione attesta la capacità di un operatore in setup, piegatura, regolazioni e documentazione in linea con gli standard di fabbricazione di precisione. I candidati devono superare con successo sia esami scritti che pratici, che includono la produzione di pieghe di prova calibrate con un’accuratezza angolare di ±1° e tolleranze dimensionali entro ±0,5 mm.
La maggior parte dei programmi allineati agli standard NIMS prevede da 120 a 200 ore di istruzione, con un minimo del 60 % dedicato al lavoro pratico e manuale. I percorsi di apprendistato possono superare le 2.000 ore, combinando esperienza monitorata in officina con formazione teorica in aula.
FMA Precision Sheet Metal Operator (PSMO)
Progettato per enfatizzare la velocità di produzione e la garanzia di qualità, la certificazione PSMO richiede il raggiungimento di obiettivi prestazionali come completare i cambi utensile in meno di 10 minuti e mantenere i tassi di scarto sotto il 21 %. Il processo di valutazione dà priorità alla corretta selezione degli utensili, al calcolo accurato della tolleranza di piega e a impostazioni coerenti e ripetibili che rispettino tolleranze dimensionali strette—rendendolo ideale per operatori che avanzano verso posizioni di tecnico di impostazione o operatore capo.
Apprendistato e Programmi Registrati
I quadri di apprendistato riconosciuti a livello statale e federale—spesso registrati presso il Dipartimento del Lavoro degli Stati Uniti—incorporano moduli di formazione NIMS o FMA all’interno di un curriculum più ampio basato sulle competenze. Gli apprendisti tipici accumulano circa 2.000 ore di esperienza pratica più 144 ore di istruzione formale ogni anno. I diplomati ottengono credenziali di livello professionale e generalmente percepiscono salari dal 20 al 50 % più alti rispetto ai colleghi non certificati.
ROI per il datore di lavoro e risultati in materia di sicurezza
Gli operatori con certificazioni riconosciute ottengono costantemente miglioramenti misurabili in ambito operativo e di sicurezza:
La certificazione aumenta il potenziale di guadagno di un individuo—incrementando tipicamente la paga oraria da USD 18–25 a USD 28–35—e fornisce ai datori di lavoro una prova oggettiva delle competenze, accelerando l’inserimento e riducendo al minimo i rischi legati alla formazione.
Poiché l’industria della lavorazione dei metalli adotta il tracciamento digitale e modelli di apprendimento modulari, le micro‑credenziali sono diventate un prezioso complemento alle certificazioni tradizionali. I badge digitali confermano la padronanza di competenze specifiche allineate alle esigenze produttive odierne, in particolare per gli operatori che passano da flussi di lavoro manuali a CNC.
Micro‑Credenziali per Ambito di Competenza
Ogni distintivo viene ottenuto attraverso test basati su macchine o analisi da simulatore, generando credenziali digitali sicure che gli operatori possono mostrare nei profili professionali o all’interno dei sistemi HR aziendali. Questi distintivi cumulabili consentono agli apprendenti di avanzare passo dopo passo verso la certificazione completa FMA o NIMS, offrendo agli datori di lavoro una visione dettagliata dei punti di forza e delle lacune di competenza specifiche.
Vantaggi dell’Implementazione
Insieme, distintivi digitali e micro‑credenziali creano un quadro dinamico di certificazione che collega le certificazioni convenzionali con la validazione continua delle competenze—garantendo che gli operatori restino aggiornati man mano che le tecnologie CNC avanzano e i protocolli di sicurezza evolvono.
Gli operatori traggono il massimo beneficio da strumenti che riducono i tempi di preparazione, diminuiscono l’incertezza e forniscono un rapido accesso ai dati di riferimento essenziali direttamente sulla macchina. Le seguenti risorse sono progettate specificamente per rafforzare le migliori pratiche quotidiane e promuovere una precisione costante al primo passaggio.
Questi strumenti forniscono un supporto concreto quotidiano e aiutano i nuovi operatori a passare con maggiore sicurezza dalla formazione supervisionata alla gestione indipendente della macchina.
I team di direzione e HR necessitano di risorse strutturate per valutare la preparazione degli operatori, allineare le aspettative di formazione e misurare il ritorno sugli investimenti in formazione. Le seguenti risorse rafforzano la pianificazione della forza lavoro e il monitoraggio delle prestazioni.
Questi strumenti orientati alla gestione consentono alle organizzazioni di quantificare le prestazioni degli operatori, giustificare le spese di formazione e stabilire un quadro strutturato per lo sviluppo della forza lavoro—favorendo un’efficienza sostenuta e una stabilità operativa in tutto l’ambiente di fabbricazione.
La durata della formazione dipende dall’esperienza precedente del tirocinante e dalla complessità dell’attrezzatura. La maggior parte delle persone può raggiungere un’operazione sicura e indipendente dopo 40–160 ore di istruzione combinata in aula e pratica sul campo. Tipicamente, circa il 40% di questo tempo è dedicato alla teoria—coprendo argomenti come protocolli di sicurezza, matematica e lettura di disegni tecnici—mentre il restante 60% si concentra sulla configurazione pratica della macchina e sugli esercizi di piegatura di precisione. I programmi di apprendistato ampliano questa base fino a circa 2.000 ore di apprendimento sul lavoro più 144 ore di corsi correlati per la certificazione avanzata. Con pratica costante, la maggior parte degli operatori raggiunge la piena competenza nella configurazione CNC in circa sei mesi.
Prerequisiti essenziali includono solide competenze matematiche (geometria, trigonometria e frazioni), capacità di leggere disegni tecnici e attitudine meccanica generale. Una conoscenza operativa della sicurezza in officina—specialmente lockout/tagout (LOTO) e uso corretto dei dispositivi di protezione individuale—è raccomandata ma viene approfondita durante la formazione. Una buona coordinazione manuale, capacità di visualizzazione spaziale e abilità di misurazione di precisione facilitano il processo di apprendimento. Chi è nuovo alla fabbricazione metallica può iniziare con ruoli di livello base nella lavorazione generale dei metalli o nell’assemblaggio prima di passare alla formazione sulla piegatrice.
Sì—anche se richiede un potenziamento mirato delle competenze. L’esperienza manuale sviluppa una forte consapevolezza tattile e una comprensione della risposta del materiale, ma l’operazione CNC introduce ulteriori competenze: navigazione del controller, calibrazione degli assi, sequenziamento delle piegature e programmazione offline. Corsi mirati della durata di 40–80 ore aiutano gli operatori manuali ad adattarsi ai sistemi di controllo digitale come Delem o Cybelec, imparando a gestire il ritorno elastico tramite compensazione programmata piuttosto che regolazione manuale. Una volta competenti, gli operatori CNC raggiungono tipicamente configurazioni più rapide del 30–60% e una consistenza notevolmente migliorata rispetto ai metodi manuali.
Non esiste un requisito federale che imponga agli operatori di piegatrice di possedere una certificazione formale. Tuttavia, OSHA 1910.217 richiede una formazione documentata in aree come protezione della macchina, pratiche operative sicure e procedure di lockout/tagout (LOTO). I datori di lavoro sono obbligati a garantire che ogni operatore sia competente. Ottenere una certificazione da organizzazioni come NIMS o FMA non solo soddisfa queste aspettative di conformità, ma funge anche da punto di riferimento riconosciuto nel settore, offrendo una prova tangibile delle competenze che può ridurre la responsabilità e migliorare le prospettive di carriera.
I livelli di retribuzione sono strettamente legati al set di competenze e allo stato di certificazione. Gli operatori principianti generalmente iniziano a USD 18–25 all’ora, mentre gli operatori CNC esperti con credenziali a livello NIMS guadagnano tipicamente USD 28–35 all’ora. Nelle strutture che premiano le prestazioni, il personale certificato spesso vede un aumento salariale del 20–30 % grazie a miglioramenti tangibili della produttività e a tassi di scarto ridotti. In aree con forte domanda—particolarmente nel settore aerospaziale o nella produzione di precisione—i tecnici senior di setup possono ottenere tariffe superiori a USD 40 all’ora.
I nuovi operatori spesso hanno difficoltà con problemi come la selezione errata della V‑die, il mancato tenere conto di ritorno elastico, e il posizionamento improprio dell’utensile. Questi errori possono portare a problemi come pieghe incrinate, angoli irregolari o danni superficiali. Le correzioni tipiche includono:
La pratica regolare di queste procedure durante le esercitazioni di setup riduce sostanzialmente il rifacimento e minimizza la perdita di materiale.
I principali pericoli includono punti di schiacciamento, deriva idraulica, e sistemi di sicurezza disattivati. Questi rischi tendono a emergere durante cambi utensile o lavori di regolazione eseguiti in fretta. Strategie di prevenzione efficaci includono:
Una formazione approfondita e continua sulla sicurezza può ridurre le lesioni legate alla pressa piegatrice del 40–60 %, abbassando i tassi di incidenti OSHA a meno di tre casi ogni 100 lavoratori.
Il ROI diminuisce quando la formazione manca di metriche chiare o di rinforzo specifico per la macchina. Cause tipiche includono un seguito irregolare sul pavimento, la mancata considerazione delle differenze tra i controllori di vari marchi e il mancato standardizzare delle checklist di configurazione. Considerare i seguenti miglioramenti:
Quando eseguita correttamente, la formazione strutturata degli operatori aumenta tipicamente la produttività di circa il 15 % e garantisce un ritorno completo dell'investimento entro 3–6 mesi.
Sì—quando integrato correttamente. I simulatori ad alta fedeltà riproducono la logica del controllore, la sequenza di piegatura e il comportamento di prevenzione delle collisioni con un realismo impressionante. I risultati migliori si ottengono combinando le sessioni al simulatore con il tempo pratico sulla macchina per fornire l'essenziale esperienza tattile. Allocare circa il 40–60 % della formazione ai simulatori e il resto alle macchine reali accelera lo sviluppo delle competenze. I simulatori consentono inoltre più di 100 cicli virtuali senza consumare materiale, offrendo ai tirocinanti un modo sicuro per acquisire fiducia prima di passare alla produzione.
Affrontare queste problematiche attraverso una formazione disciplinata e ben documentata aiuta a mantenere una qualità costante e protegge le prestazioni a lungo termine dell'attrezzatura.


















