

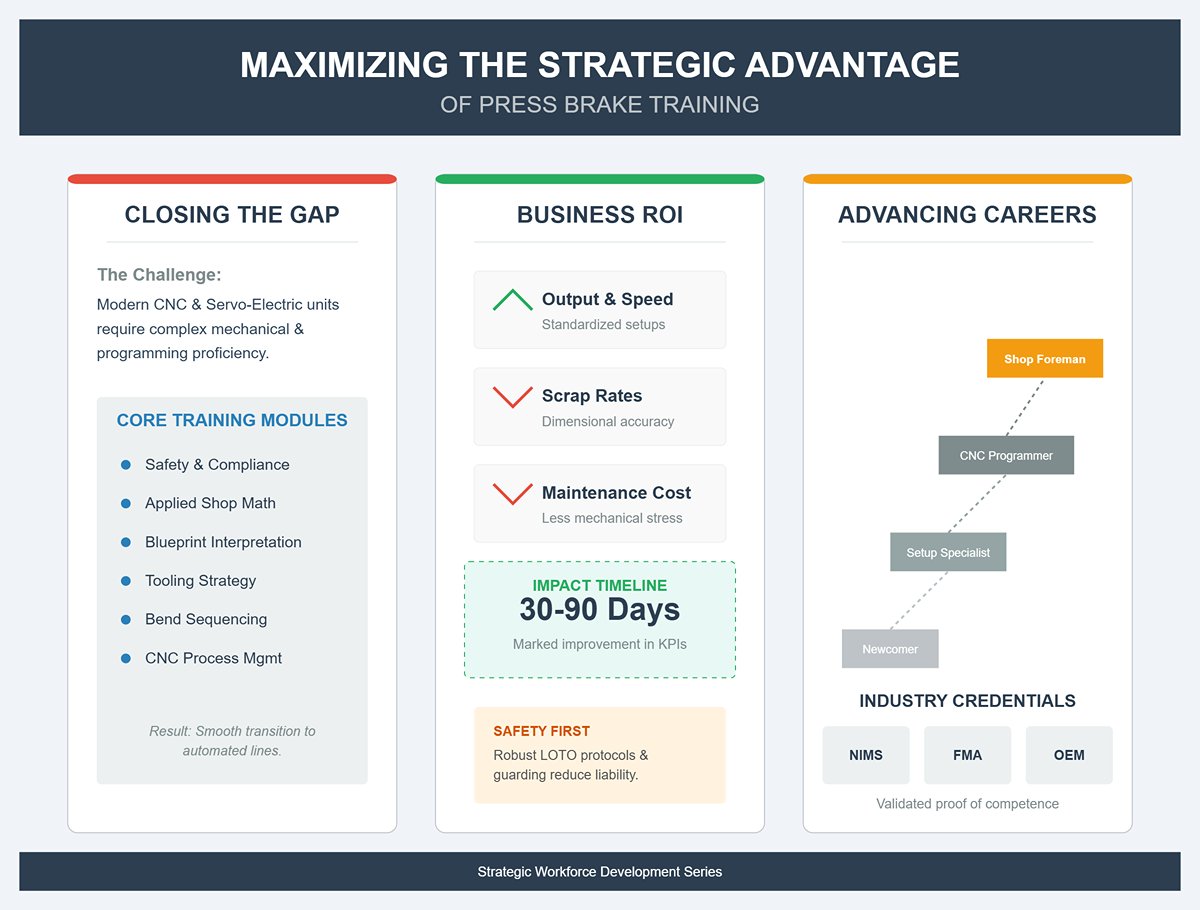
لقد تطورت مكابح الضغط الحديثة بشكل كبير عن كونها معدات بسيطة تُشغَّل يدويًا. فالوحدات الحديثة التي تعمل بالتحكم الرقمي CNC أو بالأنظمة السيرفو الكهربائية تتطلب مزيجًا من المعرفة الميكانيكية، والإتقان البرمجي، وتقنيات القياس الدقيقة، وفهمًا قويًا لخصائص المواد. تواجه العديد من ورش التصنيع صعوبة في العثور على أفراد قادرين على تنفيذ إعدادات الثني المعقدة، واختيار الأدوات المثلى، وبرمجة وحدات التحكم وفقًا لأدق السماحات. تعمل برامج التدريب المهيكلة على معالجة النقص مباشرة، حيث توفر مزيجًا متوازنًا بعناية بين النظرية والتطبيق العملي. وتشمل الوحدات الأساسية—من الامتثال لمعايير السلامة، والرياضيات التطبيقية في الورش، وقراءة المخططات، واستراتيجيات الأدوات، وترتيب عمليات الثني، وإدارة عمليات CNC—ما يمكّن المشغلين من الأداء بكفاءة عبر علامات تجارية متعددة للآلات وأنواع مختلفة من المواد. ومن خلال دمج العمل العملي المكثف على الآلات أو التمارين القائمة على المحاكاة، تغرس هذه البرامج المهارة والثقة، مما يمكّن الورش من الانتقال بسلاسة من الأنظمة الهيدروليكية التقليدية إلى خطوط الإنتاج الآلية الحديثة.
بالنسبة لأصحاب العمل، يُعد برنامج تدريب مكابح الضغط المصمم باحترافية استثمارًا فعّال التكلفة مع عوائد واضحة وقابلة للقياس. تؤدي قدرات المشغلين المحسّنة إلى تقليل معدلات الهدر من خلال ضمان أن القطع تستوفي متطلبات الدقة الأبعاد والجودة الشكلية من المحاولة الأولى. كما تقلل طرق الإعداد الموحدة وترتيب الثني الدقيق من الوقت اللازم لتحقيق إنتاج أولي ناجح، مما يزيد الإنتاجية دون الحاجة لاستثمار رأسمالي إضافي. يساعد المشغلون المهرة على إطالة عمر المعدات من خلال تجنب الإجهاد الميكانيكي والأخطاء التشغيلية والتتويج غير الصحيح، وبالتالي تقليل تكاليف الصيانة وفترات التوقف. كما أن التعليم الصارم لمعايير السلامة—بما في ذلك بروتوكولات القفل/الوسم (LOTO) وتقنيات الحماية المناسبة—يحد من مخاطر الحوادث والتعرض للمسؤولية القانونية. يمكن قياس الأثر من خلال مؤشرات الأداء الرئيسية مثل انخفاض مدة الإعداد، ومعدل الهدر لكل دفعة، وتحسين الناتج من المحاولة الأولى—وغالبًا ما تظهر تحسنًا ملحوظًا في غضون 30 إلى 90 يومًا بعد التدريب.
بالنسبة للأفراد، يمنح التدريب الرسمي لمشغلي مكابح الضغط طريقًا واضحًا للوصول إلى وظائف ذات رواتب أعلى ومتطلبات تقنية أكبر في مجال تصنيع المعادن. فالمبتدئون يمكنهم التقدم من العمل تحت الإشراف إلى أن يصبحوا متخصصين ماهرين في الإعداد، ومن ثم الترقّي إلى أدوار مثل مبرمج CNC أو فني رئيسي أو مشرف الورشة. إن الحصول على شهادات معترف بها صناعيًا—مثل شهادة مكابح الضغط من NIMS، أو وضع مشغل الصفائح المعدنية الدقيقة من FMA، أو شهادات التدريب من الشركات المصنِّعة—يوفر إثباتًا موثقًا للكفاءة، مما يجعل المرشحين أكثر جاذبية لأصحاب العمل ويضعهم على طريق زيادة الأجور. المهارات المكتسبة قابلة للتطبيق على الآلات من كبرى الشركات المصنعة، مما يعزز مرونة المسار المهني ويضمن القابلية للعمل على المدى الطويل في صناعة تتبنى بسرعة التحكم CNC والأتمتة.
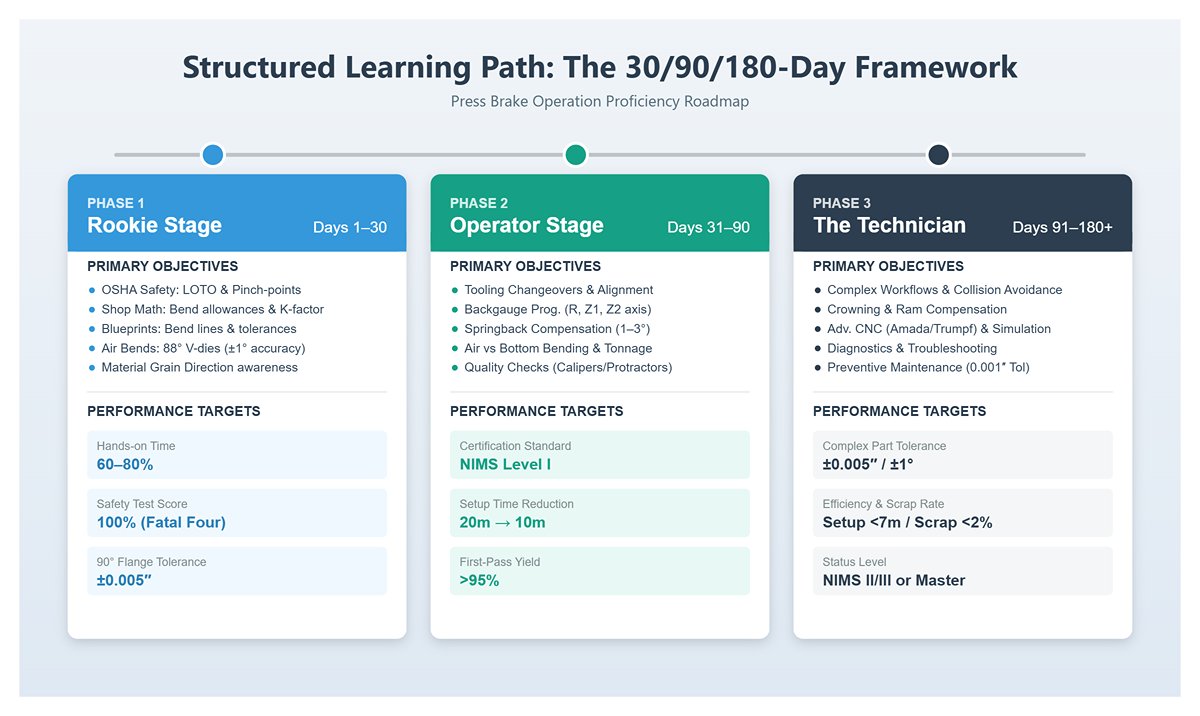
في الشهر الأول، يتركز التدريب على بناء عادات العمل الآمنة، وترسيخ المعرفة الأساسية، وصقل مهارات الثني البسيطة تحت إشراف مباشر. الأهداف الأساسية:
أهداف الأداء العملي:
تركّز هذه المرحلة على تطوير الاستقلالية وإدخال قدرات إعداد بمستوى الإنتاج لتحقيق نتائج دقيقة ومتكررة على المكابس اليدوية والرقمية (CNC). الأهداف الأساسية:
معايير الأداء العملي:
تركز المرحلة النهائية على البرمجة المتقدمة لأنظمة CNC، واستكشاف الأعطال التشخيصية، والتشغيل المستقل. وهي تهيئ المتدربين للحصول على شهادات عليا ومناصب قيادية فنية. الأهداف الأساسية:
معايير الأداء العملي:
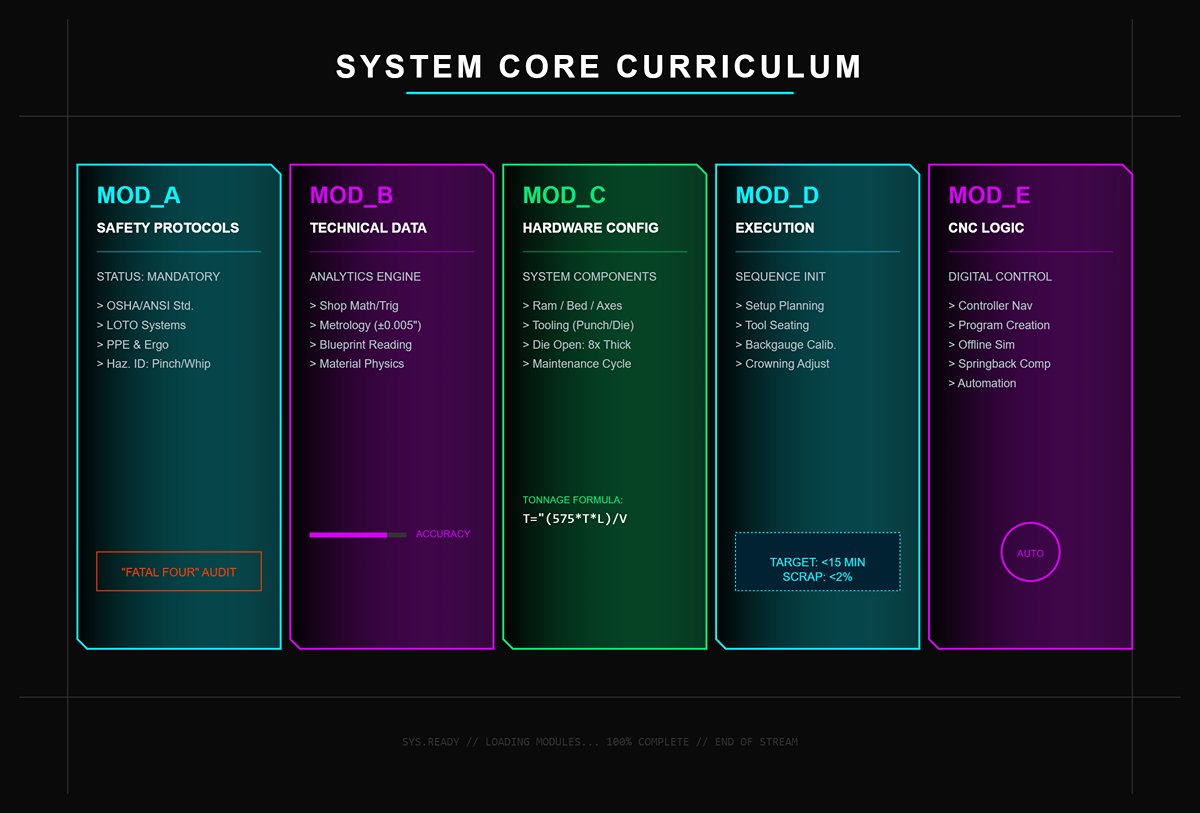
السلامة هي الأساس الذي لا يمكن التنازل عنه في أي بيئة آلة ثني. يجب أن تبدأ وتنتهي جميع مستويات التدريب بالامتثال الكامل لمعايير OSHA 1910.217 وANSI B11.3، مع التركيز على الوقاية الاستباقية من الأعمال عالية الخطورة. يتعلم المشغلون تحديد نقاط الضغط، ومناطق السقوط، ومخاطر ارتداد القطعة أثناء تطبيق الاستخدام الصحيح لحواجز الضوء، وحمايات الليزر، وأدوات التشغيل ذات اليدين.
الأهداف التعليمية الرئيسية:
قبل الحصول على إذن الوصول غير الخاضع للإشراف إلى الآلات، يجب على المتدربين إظهار الالتزام الكامل أثناء عمليات تدقيق السلامة التجريبية وتحقيق درجة كاملة في تقييم “الأربعة المميتة” — وتشمل مخاطر الضغط، والارتداد، والسحق، والسقوط.
يشكل الفهم الراسخ للمبادئ التقنية الأساسية الأساس لجميع المهارات المتقدمة. تزوّد هذه الوحدة المتعلمين بالمهارات التحليلية اللازمة لتفسير البيانات الحسابية والتحقق من بيانات الثني بدقة لمجموعة متنوعة من المواد والسماكات.
الكفاءات الرئيسية:
يعزز المتعلمون هذه المهارات من خلال التدريبات العملية، بمقارنة توقعات الثني النظرية مع نتائج القطع الاختبارية الفعلية للتحقق من الدقة.
تبدأ فعالية تشغيل مكبس الثني بفهم متين لتصميمه الميكانيكي والأساس المنطقي وراء اختيار الأدوات. تساعد هذه الوحدة المتعلمين على الانتقال من الفهم النظري إلى التفاعل العملي المباشر مع المعدات.
أهداف التعلم:
بعد إكمال التدريب، سيتمكن المشاركون من رسم خرائط إعدادات الأدوات، وتفسير جداول القدرة بالطن، وتبرير اختيارات الأدوات بناءً على هندسة الجزء ومتطلبات الإنتاج.
تمزج هذه الوحدة بين التعليم النظري والتطبيق العملي، حيث ترشد المتعلمين خلال كل مرحلة من مراحل عملية الإعداد — من اختيار الأدوات المناسبة إلى التحقق من أول جزء مُشكل. يتم التركيز على الكفاءة، والتكرارية، والدقة، والسلامة.
التمارين العملية والكفاءات المطلوبة تشمل:
تشمل أهداف الأداء تحقيق إعدادات قابلة للتكرار في أقل من 15 دقيقة والحفاظ على معدلات الهدر أقل من 2 % عند العمل بمكونات الاختبار القياسية.
إتقان مكابح الضغط الحديثة يتطلب فهماً قوياً لأنظمة التحكم الرقمية. تزود هذه الوحدة الختامية المشغلين بمهارات برمجة CNC والتحسين لأنظمة التشغيل الآلي والآلات الكهربائية المؤازرة.
القدرات الأساسية التي يتم تطويرها تشمل:
سيكون خريجو هذه الدورة قادرين على كتابة برامج CNC، ومحاكاتها، وتنفيذها بشكل مستقل، مع تحسين دورات الإنتاج مع الحفاظ على دقة أبعاد عالية عبر مختلف المواد وأحجام الدفعات.
يجب أن يمزج برنامج التدريب الداخلي عالي الجودة على مكبس الثني بين مبادئ تشغيل الآلة العامة وتعليم خاص بوحدات التحكم لكل علامة تجارية. ابدأ برسم أدوار ومستويات المهارات التي تتطلبها منشأتك—من مشغلين مبتدئين إلى فنيي CNC ذوي الخبرة. ينبغي أن تشمل الوحدات الأساسية السلامة والامتثال للأنظمة، قراءة المخططات، الرياضيات الخاصة بالورشة، اختيار الأدوات وضبط القوالب، تسلسل الثني مع تعديلات الارتداد، إعداد المقياس الخلفي وتثبيت القطع، أساسيات برمجة CNC، والصيانة الوقائية. تأكد من أن كل مرحلة تعليمية تتضمن ممارسة عملية كافية؛ فقد يستغرق نقل شخص من مستوى مبتدئ إلى مشغل كفء ما بين 40 إلى 120 ساعة من الاستخدام الفعلي للآلة، بينما يتطلب الوصول إلى مستوى فني متقدم غالباً أكثر من 200 ساعة أو تدريباً مهنياً يمتد لعدة أشهر. إذا كانت إتاحة الآلات محدودة، أدمج أنظمة محاكاة متقدمة لممارسة تسلسلات الثني، واستبدال الأدوات، وتصحيح الارتداد. نظم التدريب في وحدات مرنة بحيث يمكن تقديم الجلسات لمجموعات متعاقبة أو في فترات قصيرة ومركزة لتقليل تأثير ذلك على الإنتاج. أقرن التدريب الأساسي المحايد بالنسبة للآلة مع وحدات إضافية خاصة بوحدات التحكم لكل علامة تجارية من المكابس التي تعمل بها، لضمان إمكانية نقل المهارات بسهولة بين النماذج المختلفة.
اعترف بأن الشهادات الخارجية وحدها قد لا تؤكد جاهزية المشغل دون التحقق الذي يقوده صاحب العمل. أنشئ تقييمات عملية قائمة على النتائج في مراحل تدريب محددة. استخدم قطع اختبار موحدة مصحوبة برسومات CAD كاملة وتفاوتات صارمة—تشمل معايير القبول الشائعة ±0.5–1.0° في زوايا الثني و±0.5–1.0 مم في الأبعاد الخطية. قيم الأداء عبر أربعة مجالات مهارية رئيسية:
تنفيذ جداول تقييم منظمة لتقييم الأداء والحفاظ على مصفوفة مهارات توثق جاهزية كل مشغل لمستويات تعقيد الأجزاء أو نماذج الآلات المحددة. إن شهادات الكفاءة الصادرة عن صاحب العمل والمصدق عليها من قبل مدرب معتمد توفر دليلاً موثوقاً على المهارة، مما يدعم الترقيات الداخلية والتقدم المهني الخارجي.
للحصول على دعم الإدارة، اربط المبادرات التدريبية مباشرة بالتحسينات الملموسة في الأداء. تتبع بيانات ما قبل التدريب وما بعده لكل مشغل وكذلك لبيئة الإنتاج بشكل عام. تشمل المؤشرات الأساسية:
يمكن أن يبرز حاسوب عائد الاستثمار المباشر مقدار التوفير: أدخل معدلات الفاقد الأساسية، وأزمنة الإعداد، وحجوم الإنتاج، ثم قارنها بالأرقام بعد التدريب لتحديد فترة الاسترداد. اشمل فوائد إضافية مثل إطالة عمر الماكينة نتيجة تقليل الضغط الزائد أو الأعطال، تقليل تدخلات الصيانة، وتحسين موثوقية الجدول الزمني. قدّم هذه النتائج في تقارير دورية لإظهار قيمة التدريب ودعم الاستثمار المستمر.
يوفر تدريب الشركة المصنعة للمعدات الأصلية (OEM) المسار الأكثر مباشرة لإتقان علامة محددة من مكابس الثني ونظام التحكم الخاص بها. تقوم الشركات الكبرى مثل Amada وTrumpf وBystronic بإدارة دورات قصيرة منظمة—عادة من يوم إلى خمسة أيام—تُعقد إما في مراكز تدريب إقليمية أو في الموقع أثناء التشغيل الأولي. عادةً ما يُحدد حجم الفصول ليكون بين أربعة إلى ثمانية مشاركين لزيادة وقت التدريب العملي على الماكينة وتقديم الإرشاد الفردي.
تشمل مجالات المنهج التنقل في وحدة التحكم (مثل Amada AMNC، وTrumpf TruBend، وBystronic ByVision)، والمحاكاة المعتمدة على البرمجيات، وأنظمة التتويج التلقائي، والقدرات المتقدمة مثل الثني التكيفي وقياس الزاوية في الوقت الحقيقي. يُكمل المتدربون إعدادات كاملة للماكينة تحت إشراف الشركة المصنعة ويتعلمون أفضل الممارسات في الصيانة وتقنيات حل المشكلات الخاصة بالعلامة التجارية.
المزايا:
القيود:
لزيادة العائد على الاستثمار، يقوم العديد من أصحاب العمل بتنفيذ تدريب المدرّب النهج: يقوم مشغّل رئيسي واحد وفني صيانة واحد أولاً بإكمال تدريب الشركة المصنّعة، ثم ينشرون تقنيات موحّدة وتحديثات السلامة عبر فرقهم.
تقدم الكليات المجتمعية والمدارس المهنية المعتمدة تعليمًا شاملاً ومحايد العلامة التجارية في تشغيل مكابِس الثني، مناسبًا لكل من الداخلين الجدد والمشغلين ذوي الخبرة الذين ينتقلون إلى أدوار جديدة. تتراوح البرامج عادة من 40 إلى 600 ساعة، وتدمج التعلم في الفصل مع ممارسة مكثفة في أرض الورشة. تبدأ سلاسل الدورات غالبًا من مفاهيم التصنيع الأساسية—السلامة، تفسير المخططات، والرياضيات التطبيقية—إلى وحدات متقدمة في مكبس الثني تركز على اختيار الأدوات، تخطيط تسلسل الثني، حسابات الحمولة، ومهارات برمجة CNC الأساسية.
الميزات الرئيسية:
المحاكاة والتدريب الافتراضي.
High‑fidelity simulation has evolved into an essential complement to hands‑on press brake training, especially when machine access is limited or production schedules cannot be interrupted. Modern simulators accurately reproduce CNC control panels and material behavior, enabling trainees to program bends, set up tooling, and execute complete virtual production cycles without wasting sheet metal or risking damage to equipment.
تشمل القدرات:
المزايا: يقلل بشكل كبير من هدر المواد، ويعزز ثقة المشغّل، ويتكيف بسهولة مع نماذج التدريب عن بُعد أو المدمجة. القيود: يفتقر إلى الإحساس اللمسي وتجربة التعامل المادي الواقعية؛ تعتمد دقة المحاكاة على مدى دقة النمذجة الرقمية للآلة.
تأتي أفضل النتائج من برامج التدريب المدمجة—دمج ما يقرب من 40–60% من العمل على المحاكي مع جلسات عملية تحت إشراف باستخدام آلات الورش الفعلية. يضمن هذا المزيج أن يطور المشغّلون كلاً من الكفاءة الذهنية والمهارة العملية. بالنسبة لأصحاب العمل، تتيح المحاكيات تدريب مجموعات أكبر من المتدربين في وقت واحد، مع الحفاظ على مستويات الإنتاج وتسريع جاهزية القوى العاملة.
تبقى الشهادة الرسمية الطريقة الأكثر موثوقية لتأكيد خبرة مشغّل مكبس الثني وفقاً لمعايير الصناعة الراسخة جيداً. في الولايات المتحدة، هناك اثنتان من أبرز الاعتمادات — تمنح من قبل المعهد الوطني لمهارات تشغيل المعادن (NIMS) و جمعية المصنّعين ومركّبي المعادن (FMA)—تعد مؤشرات أساسية لكل من قابلية توظيف العمال وضمان الجودة لأصحاب العمل.
اعتمادات تشغيل مكابسة الفرامل من NIMS (المستوى I–II)
تشهد هذه الشهادة على قدرة المشغل في الإعداد، الثني، التعديلات، والتوثيق بما يتماشى مع معايير التصنيع الدقيق. يجب على المرشحين اجتياز كل من الاختبارات الكتابية والتطبيقية، والتي تشمل إنتاج ثنيات اختبار مُعايرة بدقة زاوية ±1° وتفاوتات أبعاد في حدود ±0.5 مم.
معظم البرامج المتوافقة مع معايير NIMS تتضمن 120–200 ساعة من التدريب، مع حد أدنى مقداره 60 % مخصص للعمل العملي التطبيقي. قد تتجاوز مسارات التدريب المهني 2,000 ساعة، تجمع بين خبرة العمل في أرض المصنع تحت الإشراف والتعليم الرسمي في الصف الدراسي.
مشغل الصفائح المعدنية الدقيقة FMA (PSMO)
مصمم للتأكيد على سرعة الإنتاج وضمان الجودة، يتطلب اعتماد PSMO تحقيق أهداف أداء مثل إتمام تغيير الأدوات في أقل من 10 دقائق والحفاظ على نسبة الهدر أقل من 21 %. تركز عملية التقييم على اختيار الأدوات الصحيحة، حساب بدل الثني بدقة، وإعدادات متكررة ومتسقة تلتزم بتفاوتات أبعاد صارمة—مما يجعله مثالياً للمشغلين الساعين نحو الترقية إلى فني إعداد أو مشرف تشغيل.
برنامج التدريب المهني والبرامج المسجلة
تدمج أطر التدريب المهني المعترف بها على مستوى الولاية والفدرالية—المسجلة غالباً لدى وزارة العمل الأمريكية—وحدات تدريب NIMS أو FMA ضمن منهاج قائم على الكفاءة. يكسب المتدربون عادة حوالي 2,000 ساعة من خبرة العمل العملي بالإضافة إلى 144 ساعة من التعليم الرسمي سنوياً. يتخرجون باعتمادات على مستوى الحِرَف، ويحققون عادة أجوراً تزيد بنسبة 20–50 % عن الزملاء غير الحاصلين على شهادات.
العائد على الاستثمار والسلامة لصاحب العمل
المشغلون الحاصلون على شهادات معترف بها يحققون باستمرار تحسينات تشغيلية وسلامة قابلة للقياس:
تعزز الشهادة من إمكانية كسب الفرد—وتزيد عادة الأجر بالساعة من 18–25 دولار أمريكي إلى 28–35 دولار أمريكي—وتوفر لصاحب العمل دليلاً موضوعياً على الكفاءة، مما يسرع عملية الدمج ويقلل المخاطر المرتبطة بالتدريب.
مع اتجاه صناعة تشكيل المعادن نحو التتبع الرقمي ونماذج التعلم المعيارية،, الشهادات المصغّرة أصبحت مكمّلاً قيّماً للشهادات التقليدية. تؤكد الشارات الرقمية إتقان مهارات محددة تتماشى مع متطلبات الإنتاج الحالية، خاصة للمشغّلين الذين ينتقلون بين أساليب العمل اليدوية وأعمال التحكم الرقمي CNC.
الشهادات المصغّرة حسب مجال المهارة
يتم الحصول على كل شارة عبر الاختبارات المعتمدة على الآلة أو تحليلات أجهزة المحاكاة، مما يولد شهادات رقمية آمنة يمكن للمشغّلين عرضها على الملفات المهنية أو ضمن أنظمة الموارد البشرية في الشركات. تتيح هذه الشارات المتراكمة للمتعلمين التقدم خطوة بخطوة نحو الحصول على شهادة FMA أو NIMS الكاملة، مع منح أصحاب العمل رؤية مفصّلة حول نقاط القوة والفجوات في المهارات المحددة.
مزايا التنفيذ
معًا، تُنشئ الشارات الرقمية والاعتمادات الصغيرة إطار اعتماد ديناميكي يربط الشهادات التقليدية بالتحقق المستمر من المهارات—مما يضمن بقاء المشغلين على اطلاع مع تقدم تقنيات CNC وتطور بروتوكولات السلامة.
يستفيد المشغلون بشكل أكبر من الأدوات التي تقلل وقت الإعداد، وتخفض درجة عدم اليقين، وتوفر وصولًا سريعًا إلى بيانات مرجعية أساسية مباشرة عند الماكينة. تم تصميم الموارد التالية خصيصًا لتعزيز أفضل الممارسات اليومية وتعزيز دقة الإنجاز من المرة الأولى بشكل مستمر.
تقدم هذه الأدوات دعمًا فعّالًا يوميًا وتساعد المشغلين الجدد على الانتقال بثقة أكبر من التدريب تحت الإشراف إلى تشغيل الماكينة بشكل مستقل.
تحتاج فرق الإدارة والموارد البشرية إلى موارد منظمة لتقييم جاهزية المشغلين، ومواءمة توقعات التدريب، وقياس العائد على الاستثمارات التدريبية. تعمل الأصول التالية على تعزيز تخطيط القوى العاملة وتتبع الأداء.
تُمكِّن هذه الأدوات التي تركز على الإدارة المؤسسات من قياس أداء المشغلين كمياً، وتبرير نفقات التدريب، ووضع إطار منظم لتطوير القوى العاملة — مما يعزز الكفاءة المستدامة والاستقرار التشغيلي في بيئة التصنيع.
تختلف مدة التدريب بحسب خبرة المتدرب السابقة وتعقيد المعدّات. يستطيع معظم الأفراد الوصول إلى تشغيل آمن ومستقل بعد 40–160 ساعة من التعليم المدمج بين الدروس النظرية والتدريب العملي. عادةً ما يُخصَّص حوالي 40٪ من هذا الوقت للدروس النظرية — التي تشمل مواضيع مثل بروتوكولات السلامة، والرياضيات، وقراءة المخططات — بينما تُركَّز النسبة المتبقية (60٪) على إعداد الماكينات وتمارين الثني الدقيقة عملياً. أما برامج التدريب المهني فتوسّع هذه الأسس لتبلغ تقريباً 2000 ساعة من التعلم أثناء العمل بالإضافة إلى 144 ساعة من الدروس النظرية المرتبطة للحصول على شهادة متقدمة. ومع الممارسة المنتظمة، يحقق معظم المشغلين كفاءة كاملة في إعداد مكائن CNC خلال نحو ستة أشهر.
تشمل المتطلبات الأساسية مهارات رياضية متينة (في الهندسة، وعلم المثلثات، والكسور)، والقدرة على قراءة المخططات، والاستعداد الميكانيكي العام. كما يُستحسن الإلمام بسلامة بيئة العمل — خاصةً إجراءات القفل/الوسم (LOTO) والاستخدام الصحيح لمعدات الحماية الشخصية — لكنها تُعزَّز بشكل شامل أثناء التدريب. إن تمتع المتدرب بتناسق يدوي قوي، والقدرة على التصور المكاني، ومهارات القياس الدقيقة يسهّل عملية التعلم. يمكن للمبتدئين في مجال تصنيع المعادن البدء بأدوار تمهيدية في الأعمال المعدنية العامة أو التجميع قبل التقدم إلى تدريب مكبس الثني.
نعم — رغم أن ذلك يتطلب تعزيزاً موجهاً للمهارات. إذ تبني الخبرة اليدوية وعياً حسياً قوياً وفهماً لاستجابة المواد، إلا أن تشغيل نظام CNC يضيف مهارات إضافية مثل: التنقل في وحدة التحكم، ومعايرة المحاور، وتسلسل عمليات الثني، والبرمجة غير المتصلة. تساعد الدورات المركّزة التي تتراوح مدتها بين 40–80 ساعة المشغلين اليدويين على التكيف مع أنظمة التحكم الرقمية مثل Delem أو Cybelec، وتعلم كيفية التعامل مع ارتداد المادة من خلال التعويض المبرمج بدلاً من الضبط اليدوي. وبعد الإتقان، يحقق مشغلو CNC عادةً إعدادات أسرع بنسبة 30–60٪ وتحسيناً ملحوظاً في الاتساق مقارنة بالطرق اليدوية.
لا يوجد أي شرط فيدرالي يُلزم مشغلي مكابس الثني بالحصول على شهادة رسمية. ومع ذلك، تفرض لائحة OSHA 1910.217 تدريباً موثقاً في مجالات مثل حماية الماكينات، وممارسات التشغيل الآمن، وإجراءات القفل/الوسم (LOTO). ويُطلب من أصحاب العمل التأكد من كفاءة كل مشغل. إن نيل شهادة من منظمات مثل NIMS أو FMA لا تفي فقط بهذه التوقعات المتعلقة بالامتثال، بل تُعد أيضًا معيارًا معترفًا به في الصناعة للجودة، وتوفر دليلًا ملموسًا على المهارة يمكن أن يقلل من المسؤولية ويعزز آفاق المسار المهني.
ترتبط مستويات الرواتب ارتباطًا وثيقًا بمجموعة المهارات وحالة الشهادة. يبدأ المشغلون المبتدئون عادةً عند 18–25 دولار أمريكي في الساعة, ، بينما يكسب مشغلو CNC ذوو الخبرة الحاصلون على اعتمادات بمستوى NIMS عادةً 28–35 دولار أمريكي في الساعة. في المنشآت التي تكافئ الأداء، غالبًا ما يحصل الموظفون المعتمدون على زيادة في الأجر بنسبة 20–30 % بفضل التحسينات الإنتاجية الملموسة وانخفاض معدلات الفاقد. في المناطق ذات الطلب القوي — وخاصةً في قطاع الطيران أو التصنيع الدقيق — يمكن لفنيي الإعداد المتمرسين الحصول على معدلات تتجاوز 40 دولارًا أمريكيًا في الساعة.
غالبًا ما يواجه المشغلون الجدد مشاكل مثل اختيار قالب V الخاطئ, ، أو عدم أخذ الارتداد المرن, في الحسبان، وأيضًا تركيب الأداة بشكل غير صحيح. قد تؤدي هذه الأخطاء إلى مشاكل مثل الانحناءات المشقوقة أو الزوايا غير المستوية أو تلف السطح. من التصحيحات المعتادة:
الممارسة المنتظمة لهذه الإجراءات أثناء تدريبات الإعداد تقلل بشكل كبير من إعادة العمل وتحد من فقدان المواد.
تشمل الأخطار الرئيسية نقاط الانقضاض, الانجراف الهيدروليكي, ، و أنظمة السلامة المعطلة. تميل هذه المخاطر إلى الظهور أثناء تغييرات الأدوات أو أعمال الضبط السريعة. تشمل استراتيجيات الوقاية الفعّالة:
يمكن أن يقلل التدريب المستمر والشامل على السلامة من الإصابات المرتبطة بثني الصفائح بنسبة 40–60 ٪, ، مما يخفض معدلات الحوادث وفق OSHA إلى أقل من ثلاث حالات لكل 100 عامل.
ينخفض العائد على الاستثمار عندما يفتقر التدريب إلى مقاييس واضحة أو دعم مخصص للآلات. تشمل الأسباب الشائعة المتابعة غير المنتظمة في أرضية العمل، وتجاهل الفروقات بين وحدات التحكم لدى العلامات التجارية المختلفة، وعدم توحيد قوائم فحص الإعداد. ضع في اعتبارك التحسينات التالية:
عند التنفيذ بشكل صحيح، فإن التدريب المنظم للمشغلين عادةً ما يزيد الإنتاجية بحوالي 15 % ويوفر استردادًا كاملاً للتكاليف خلال 3–6 أشهر.
نعم—عند دمجه بشكل صحيح. تحاكي المحاكيات عالية الدقة منطق وحدة التحكم، وتسلسل الثني، وسلوك تجنب التصادم بواقعية مذهلة. تأتي أفضل النتائج من مزج جلسات المحاكاة مع وقت العمل العملي على الآلات لتقديم خبرة لمسية أساسية. يسرع تخصيص حوالي 40–60 % من التدريب للمحاكيات والباقي للآلات الحية من تطوير المهارات. تتيح المحاكيات أيضًا أكثر من 100 دورة افتراضية دون استهلاك المواد، مما يمنح المتدربين طريقة آمنة لبناء الثقة قبل الانتقال إلى الإنتاج.
معالجة هذه القضايا من خلال تدريب منضبط وموثق جيدًا يساعد في الحفاظ على جودة متسقة ويحمي أداء المعدات على المدى الطويل.


















