

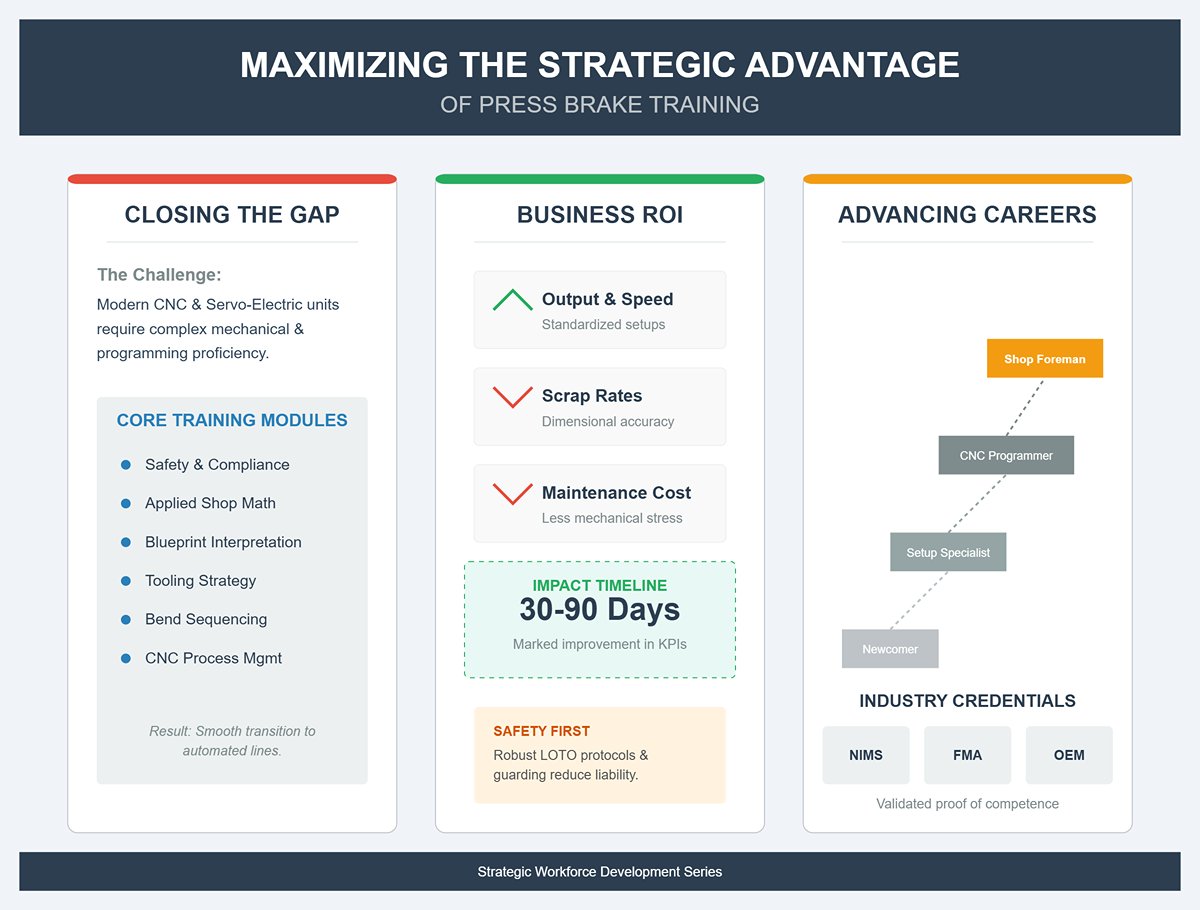
Today’s press brakes have evolved far beyond simple, manually operated equipment. Modern CNC and servo‑electric units demand a fusion of mechanical know‑how, programming proficiency, precise measurement techniques, and a strong grasp of material properties. Many fabrication facilities struggle to find personnel capable of executing complex bend setups, selecting optimal tooling, and programming controllers to exacting tolerances. Structured training programs address this shortage head‑on, providing a carefully balanced mix of theory and practical application. Core modules—spanning safety compliance, applied shop mathematics, blueprint interpretation, tooling strategy, bend sequencing, and CNC process management—equip operators to perform efficiently across multiple machine brands and material types. By integrating extensive hands‑on machine work or simulator-based exercises, these programs cultivate both skill and confidence, enabling shops to make a smooth transition from traditional hydraulic systems to cutting‑edge automated lines.
For employers, an expertly designed press brake training program is a cost‑effective investment with clear, quantifiable returns. Enhanced operator capabilities lead to lower scrap rates by ensuring parts meet both dimensional accuracy and aesthetic requirements on the first attempt. Standardized setup methods and precise bend sequencing reduce the time needed to achieve successful initial runs, boosting output without additional capital expenditure. Skilled operators help extend equipment lifespan by avoiding mechanical stress, operational mishaps, and incorrect crowning, thus minimizing maintenance expenses and downtime. Robust safety instruction—including lockout/tagout (LOTO) protocols and proper guarding techniques—reduces accident risk and liability exposure. The impact can be measured through KPIs such as decreased setup duration, scrap-per-batch metrics, and improved first‑pass yield—often showing marked improvement within 30 to 90 days post‑training.
For individuals, formal press brake operator training offers a clear route into higher‑paying, more technically demanding positions within metal fabrication. Newcomers can advance from working under supervision to becoming skilled setup specialists, and eventually progress to roles such as CNC programmer, lead technician, or shop foreman. Earning industry‑recognized credentials—like NIMS press brake certification, FMA Precision Sheet Metal Operator status, or OEM training certificates—provides validated proof of competence, making candidates more attractive to employers and positioning them for pay increases. The skills acquired are applicable across machines from leading manufacturers, boosting career flexibility and ensuring long‑term employability in an industry rapidly embracing CNC control and automation.
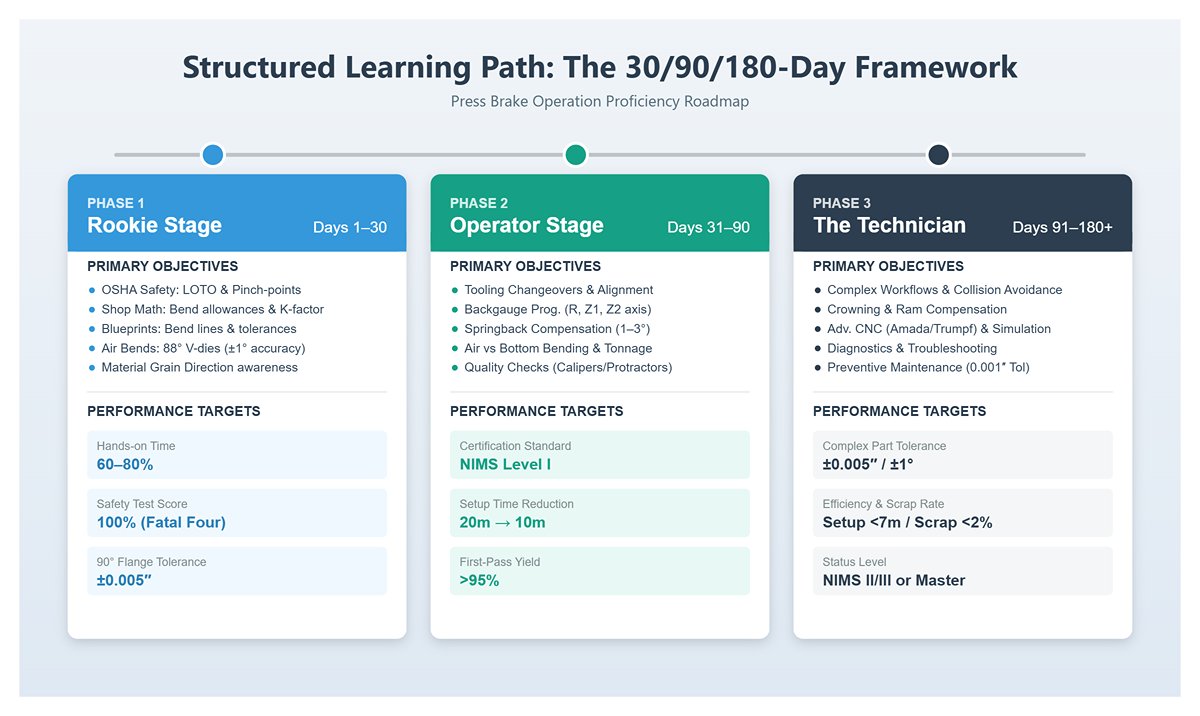
In the first month, the focus is on building safe work habits, establishing core knowledge, and honing basic bending skills under direct guidance. Primary objectives:
Hands‑on performance targets:
This phase focuses on developing autonomy and introducing production‑level setup capabilities to deliver precise, repeatable results on both manual and CNC presses. Primary objectives:
Practical performance benchmarks:
The final phase emphasizes advanced CNC programming, diagnostic troubleshooting, and independent operation. It prepares trainees for upper‑level certifications and technical leadership positions. Primary goals:
Practical performance benchmarks:
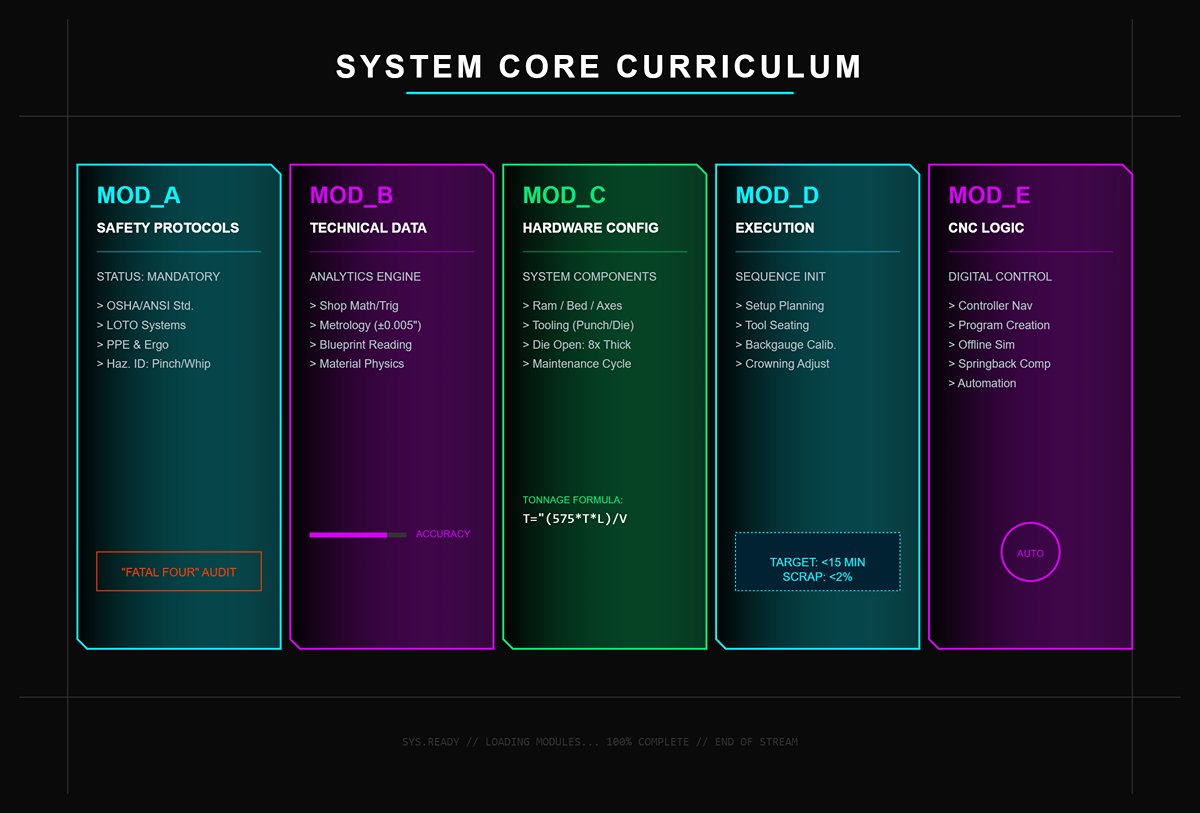
Safety is the uncompromising foundation of any press brake environment. Training at all levels must begin and conclude with full compliance to OSHA 1910.217 and ANSI B11.3 standards, emphasizing proactive prevention of high‑risk actions. Operators learn to pinpoint pinch points, fall zones, and potential workpiece whip‑up hazards while applying proper use of light curtains, laser guards, and dual‑hand operating controls.
Key learning objectives:
Before gaining unsupervised access to machinery, trainees must show complete adherence during mock safety audits and achieve a perfect score on the “Fatal Four” assessment—covering pinch, whip, crush, and fall hazards.
A solid grasp of fundamental technical principles forms the base for all advanced skills. This module equips learners with the analytical skills needed to interpret, calculate, and verify bend data accurately across a range of materials and thicknesses.
Key Proficiencies:
Learners reinforce these competencies through hands‑on exercises, comparing theoretical bend predictions with actual test‑piece results to validate accuracy.
Effective press‑brake operation begins with a solid understanding of its mechanical design and the rationale behind tooling selection. This module helps learners shift from conceptual understanding to direct, practical engagement with the equipment.
Learning Goals:
After completing the training, participants will be capable of mapping tool setups, interpreting tonnage charts, and rationalizing tooling choices based on part geometry and production requirements.
This module blends theoretical instruction with practical application, guiding learners through every stage of the setup process—from selecting the proper tooling to verifying the first formed part. Emphasis is placed on efficiency, repeatability, precision, and safety.
Practical exercises and required competencies include:
Performance goals include achieving reproducible setups in under 15 minutes and maintaining scrap rates below 2 % when working with standard test components.
Proficiency on modern press brakes requires a solid grasp of digital control systems. This capstone module equips operators with CNC programming and optimization skills for automated and servo‑electric machines.
Core capabilities developed include:
Graduates of this course will be able to independently write, simulate, and execute CNC programs, optimizing production cycles while maintaining precise dimensional accuracy across different materials and batch sizes.
A high-quality internal press brake training program should blend universal machine operation principles with brand-specific controller instruction. Start by mapping out the roles and skill levels your facility requires—from entry-level operators to seasoned CNC technicians. Essential modules should cover safety and regulatory compliance, blueprint interpretation, shop mathematics, tooling selection and die setup, bend sequencing with springback adjustments, backgauge configuration and fixturing, CNC programming fundamentals, and preventive maintenance. Make sure each learning stage includes ample hands-on practice; moving someone from entry level to competent operator can take 40–120 hours of actual machine use, while achieving advanced technician status often requires 200+ hours or an apprenticeship spanning several months. If machine availability is tight, incorporate advanced simulation systems to practice bend sequences, tooling swaps, and springback corrections. Organize the training into flexible modules so sessions can be delivered to staggered groups or in short, focused bursts to minimize impact on production. Pair the machine‑agnostic core training with supplementary controller-specific modules for each press brake brand you operate, ensuring skills readily transfer across different models.
Recognize that external certifications alone may not confirm an operator’s readiness without employer-led validation. Establish practical, outcome-based assessments at defined training stages. Use standardized test pieces accompanied by full CAD drawings and strict tolerances—common acceptance benchmarks include ±0.5–1.0° on bend angles and ±0.5–1.0 mm for linear dimensions. Judge performance across four primary skill areas:
Implement structured scoring rubrics to evaluate performance and maintain a skills matrix documenting each operator’s readiness for specific part complexities or machine models. Competency certificates issued by the employer and endorsed by an authorized trainer offer credible proof of proficiency, supporting both internal promotions and external career advancement.
To win management support, tie training initiatives directly to quantifiable performance improvements. Track pre‑ and post‑training data for each operator as well as for the overall production environment. Core indicators include:
A straightforward ROI calculator can highlight the savings: enter baseline scrap rates, setup times, and throughput volumes, then compare them to post‑training figures to determine payback. Include additional benefits such as longer machine life from reduced overloads or crashes, fewer maintenance interventions, and better schedule reliability. Present these results in periodic reports to show the value of training and support continued investment.
Original Equipment Manufacturer (OEM) training offers the most direct path to mastering a specific press brake brand and its proprietary control system. Major manufacturers such as Amada, Trumpf, and Bystronic run structured short courses—generally one to five days—held either at regional training centers or on-site during commissioning. Class sizes are typically kept to four to eight participants to maximize hands‑on machine time and individualized guidance.
Curriculum areas include controller navigation (such as Amada AMNC, Trumpf TruBend, and Bystronic ByVision), software‑based simulation, automatic crowning systems, and advanced capabilities like adaptive bending and real‑time angle measurement. Trainees complete full machine setups under OEM supervision and learn maintenance best practices and brand‑specific troubleshooting techniques.
Advantages:
Limitations:
To maximize return on investment, many employers implement a train‑the‑trainer approach: one lead operator and one maintenance technician first complete OEM training, then disseminate standardized techniques and safety updates throughout their teams.
Community colleges and accredited trade schools offer comprehensive, brand‑neutral press brake instruction suitable for both new entrants and experienced operators transitioning roles. Programs typically range from 40 to 600 hours, blending classroom learning with extensive shop‑floor practice. Course sequences usually move from foundational fabrication concepts—safety, blueprint interpretation, and applied math—to advanced press brake modules that focus on tooling choice, bend‑sequence planning, tonnage calculations, and core CNC programming skills.
Key features:
These programs serve as strong talent pipelines for employers seeking job‑ready operators. Tuition generally ranges from USD 500–2,000 per module, often supported by workforce‑development grants or regional training initiatives. Graduates usually deliver immediate productivity with minimal onboarding, making vocational training a cost‑effective staffing strategy for fabrication facilities.
High‑fidelity simulation has evolved into an essential complement to hands‑on press brake training, especially when machine access is limited or production schedules cannot be interrupted. Modern simulators accurately reproduce CNC control panels and material behavior, enabling trainees to program bends, set up tooling, and execute complete virtual production cycles without wasting sheet metal or risking damage to equipment.
Capabilities include:
Advantages: Significantly reduces material waste, boosts operator confidence, and readily accommodates remote or hybrid training models. Limitations: Lacks the tactile sensation and real-world material handling experience; simulation precision hinges on the accuracy of the machine’s digital modeling.
Optimal outcomes come from blended training programs—integrating roughly 40–60% simulator work with supervised, hands-on sessions using actual shop machinery. This combination ensures operators develop both mental proficiency and practical skill. For employers, simulators enable larger trainee cohorts to be trained simultaneously, maintaining production levels while accelerating workforce readiness.
Earning formal certification remains the most dependable method for confirming a press brake operator’s expertise according to well-established industry benchmarks. In the U.S., two leading credentials—awarded by the National Institute for Metalworking Skills (NIMS) and the Fabricators & Manufacturers Association (FMA)—serve as critical indicators of both employability for workers and quality assurance for employers.
NIMS Press Brake Operations Credentials (Level I–II)
This certification attests to an operator’s capability in setup, bending, adjustments, and documentation in line with precision fabrication standards. Candidates must successfully pass both written and hands-on examinations, which include producing calibrated test bends with an angular accuracy of ±1° and dimensional tolerances within ±0.5 mm.
Most programs aligned with NIMS standards involve 120–200 hours of instruction, with a minimum of 60% dedicated to practical, hands-on work. Apprenticeship tracks may extend beyond 2,000 hours, combining monitored shop-floor experience with formal classroom learning.
FMA Precision Sheet Metal Operator (PSMO)
Tailored to emphasize production speed and quality assurance, the PSMO credential requires meeting performance targets such as completing tool changes in under 10 minutes and keeping scrap rates under 2%. The evaluation process prioritizes correct tooling selection, accurate bend allowance computation, and consistent, repeatable setups that adhere to tight dimensional tolerances—making it ideal for operators advancing toward setup technician or lead operator positions.
Apprenticeship and Registered Programs
State and federally recognized apprenticeship frameworks—often registered with the U.S. Department of Labor—incorporate NIMS or FMA training modules within a larger, competency‑based curriculum. Typical apprentices accumulate around 2,000 hours of hands‑on work experience plus 144 hours of formal instruction annually. Graduates emerge with journey‑level credentials and typically command wages that run 20–50 % higher than non‑certified colleagues.
Employer ROI and Safety Outcomes
Operators with recognized certifications consistently achieve measurable operational and safety improvements:
Certification boosts an individual’s earning potential—typically increasing hourly pay from USD 18–25 to USD 28–35—and gives employers objective proof of competence, speeding up onboarding and minimizing training‑related risks.
As the metal fabrication industry embraces digital tracking and modular learning models, micro‑credentials have become a valuable supplement to traditional certifications. Digital badges confirm mastery of specific skills aligned with today’s production demands, particularly for operators transitioning between manual and CNC workflows.
Micro‑Credentials by Skill Domain
Each badge is earned through machine‑based testing or simulator analytics, generating secure digital credentials that operators can showcase on professional profiles or within company HR systems. These stackable badges let learners advance step by step toward full FMA or NIMS certification, while giving employers detailed insight into specific skill strengths and gaps.
Implementation Advantages
Together, digital badges and micro‑credentials create a dynamic credentialing framework that links conventional certifications with ongoing skill validation—ensuring operators stay current as CNC technologies advance and safety protocols evolve.
Operators benefit most from tools that cut setup time, reduce uncertainty, and deliver quick access to essential reference data right at the machine. The following resources are specifically designed to reinforce everyday best practices and promote consistent first‑pass accuracy.
These tools deliver meaningful, day‑to‑day support and help new operators move more confidently from supervised training to independent machine operation.
Management and HR teams need structured resources to assess operator readiness, align training expectations, and measure return on training investments. The following assets strengthen workforce planning and performance tracking.
These management‑focused tools enable organizations to quantify operator performance, justify training expenditures, and establish a structured framework for workforce development—fostering sustained efficiency and operational stability across the fabrication environment.
The length of training depends on the trainee’s prior experience and the complexity of the equipment. Most individuals can reach safe, independent operation after 40–160 hours of combined classroom and hands‑on instruction. Typically, about 40% of this time is devoted to theory—covering topics such as safety protocols, mathematics, and blueprint reading—while the remaining 60% focuses on practical machine setup and precision‑bending exercises. Apprenticeship programs expand this foundation to around 2,000 hours of on‑the‑job learning plus 144 hours of related coursework for advanced certification. With steady practice, most operators achieve full CNC setup competence within approximately six months.
Essential prerequisites include solid math skills (geometry, trigonometry, and fractions), the ability to read blueprints, and general mechanical aptitude. A working knowledge of shop safety—especially lockout/tagout (LOTO) procedures and proper use of personal protective equipment—is recommended but thoroughly reinforced during training. Strong manual coordination, spatial visualization, and precision measuring abilities ease the learning process. Those new to metal fabrication can begin with entry‑level roles in general metalwork or assembly before advancing to press‑brake training.
Yes—though it calls for targeted skill enhancement. Manual experience builds strong tactile awareness and an understanding of material response, yet CNC operation introduces additional proficiencies: controller navigation, axis calibration, bend sequencing, and offline programming. Focused courses lasting 40–80 hours help manual operators adapt to digital control systems like Delem or Cybelec, learning to manage springback through programmed compensation rather than manual adjustment. Once proficient, CNC operators typically achieve 30–60% faster setups and markedly improved consistency compared to manual methods.
There is no federal requirement for press brake operators to hold formal certification. However, OSHA 1910.217 mandates documented training in areas such as machine guarding, safe operating practices, and lockout/tagout (LOTO) procedures. Employers are obligated to ensure each operator is competent. Earning a certification from organizations like NIMS or FMA not only meets these compliance expectations but also serves as an industry‑recognized benchmark of quality, offering tangible proof of skill that can reduce liability and enhance career prospects.
Pay levels are closely tied to skill set and certification status. Novice operators generally start at USD 18–25 per hour, while experienced CNC operators with NIMS‑level credentials typically earn USD 28–35 per hour. In facilities that reward performance, certified personnel often see a 20–30 % pay bump thanks to tangible productivity improvements and reduced scrap rates. In areas with strong demand—particularly aerospace or precision manufacturing—senior setup technicians can command rates exceeding USD 40 per hour.
New operators often struggle with issues such as selecting the wrong V‑die, failing to account for springback, and improper tool seating. These mistakes can lead to problems like cracked bends, uneven angles, or surface damage. Typical corrections include:
Regular practice of these procedures during setup drills substantially cuts down on rework and minimizes material loss.
The main dangers include pinch points, hydraulic drift, and disabled safety systems. These hazards tend to arise during rushed tool changes or adjustment work. Effective prevention strategies include:
Thorough, ongoing safety training can cut press brake‑related injuries by 40–60 %, reducing OSHA incident rates to fewer than three cases per 100 workers.
ROI drops when training lacks clear metrics or machine‑specific reinforcement. Typical drivers include uneven follow‑through on the floor, overlooking controller differences among brands, and failing to standardize setup checklists. Consider the following improvements:
When executed correctly, structured operator training typically boosts throughput by about 15 % and delivers full payback within 3–6 months.
Yes—when integrated properly. High‑fidelity simulators mirror controller logic, bend sequencing, and collision‑avoidance behavior with impressive realism. The strongest results come from blending simulator sessions with hands‑on machine time to provide essential tactile experience. Allocating roughly 40–60 % of training to simulators and the balance to live machines accelerates skill development. Simulators also allow more than 100 virtual cycles without consuming material, giving trainees a safe way to build confidence before moving to production.
Addressing these issues through disciplined, well‑documented training helps maintain consistent quality and protects long‑term equipment performance.


















