

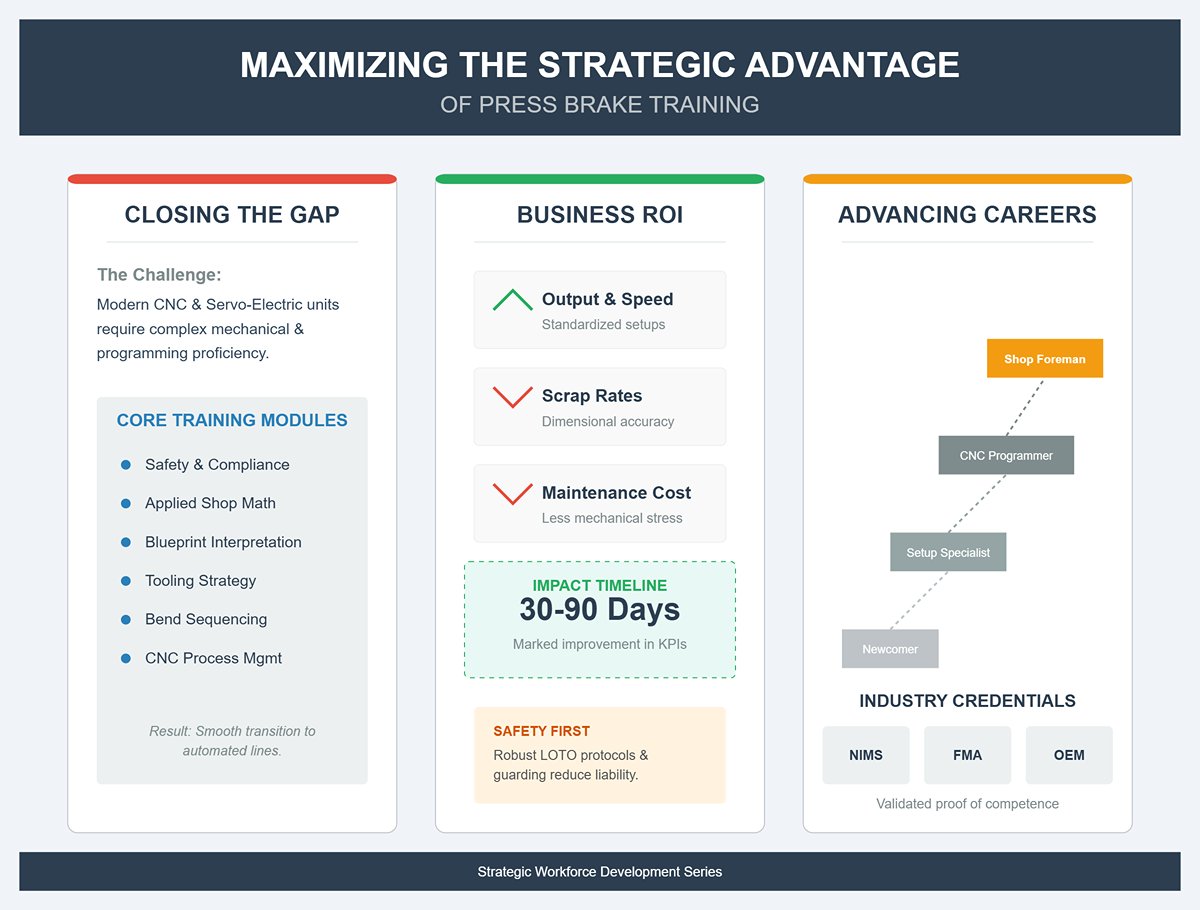
As quinadeiras atuais evoluíram muito para além de simples equipamentos operados manualmente. As unidades modernas CNC e servoelétricas exigem uma fusão de conhecimentos mecânicos, proficiência em programação, técnicas de medição precisa e uma forte compreensão das propriedades dos materiais. Muitas instalações de fabrico têm dificuldade em encontrar pessoal capaz de executar configurações complexas de dobras, selecionar ferramentas ideais e programar controladores com tolerâncias rigorosas. Os programas de formação estruturados enfrentam esta escassez diretamente, oferecendo uma mistura cuidadosamente equilibrada de teoria e aplicação prática. Os módulos centrais—cobrindo conformidade com normas de segurança, matemática aplicada na oficina, interpretação de desenhos técnicos, estratégia de ferramentas, sequenciamento de dobras e gestão de processos CNC—preparam os operadores para trabalhar eficientemente em várias marcas de máquinas e tipos de materiais. Ao integrar extensos trabalhos práticos em máquinas ou exercícios em simulador, estes programas desenvolvem tanto a competência como a confiança, permitindo às oficinas uma transição suave dos sistemas hidráulicos tradicionais para linhas automatizadas de última geração.
Para os empregadores, um programa de formação em quinadeira devidamente concebido é um investimento económico com retornos claros e quantificáveis. Capacidades melhoradas dos operadores levam a taxas de desperdício mais baixas ao assegurar que as peças cumprem tanto os requisitos dimensionais como estéticos à primeira tentativa. Métodos de configuração padronizados e sequências de dobras precisas reduzem o tempo necessário para alcançar um primeiro lote bem‑sucedido, aumentando a produção sem despesas de capital adicionais. Operadores qualificados ajudam a prolongar a vida útil dos equipamentos, evitando esforços mecânicos, erros operacionais e coroa incorreta, minimizando assim despesas de manutenção e tempos de inatividade. Uma instrução robusta em segurança—incluindo protocolos de bloqueio/etiquetagem (LOTO) e técnicas adequadas de proteção—reduz o risco de acidentes e a exposição a responsabilidades legais. O impacto pode ser medido através de KPIs como redução na duração das configurações, métricas de desperdício por lote e melhor rendimento na primeira passagem—frequentemente mostrando melhorias significativas dentro de 30 a 90 dias após a formação.
Para os indivíduos, a formação formal como operador de quinadeira oferece um caminho claro para cargos melhor remunerados e tecnicamente mais exigentes na fabricação de metal. Os principiantes podem evoluir de trabalhar sob supervisão para se tornarem especialistas em configurações, e eventualmente progredir para funções como programador CNC, técnico principal ou chefe de oficina. Obter credenciais reconhecidas na indústria—como certificação NIMS em quinadeira, estatuto de Operador de Chapas Metálicas de Precisão FMA, ou certificados de formação de fabricantes OEM—fornece prova validada de competência, tornando os candidatos mais atrativos para os empregadores e posicionando‑os para aumentos salariais. As competências adquiridas são aplicáveis em máquinas de fabricantes líderes, aumentando a flexibilidade da carreira e garantindo empregabilidade a longo prazo numa indústria que está a adotar rapidamente o controlo CNC e a automação.
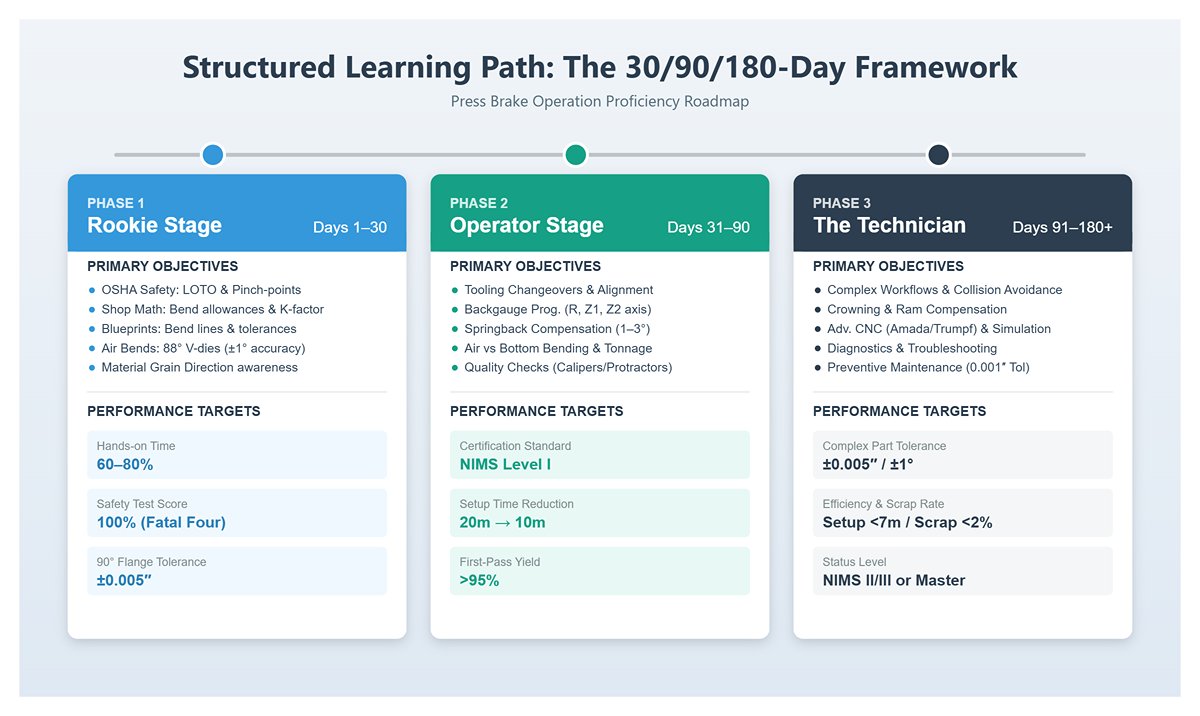
No primeiro mês, o foco está na construção de hábitos de trabalho seguros, no estabelecimento de conhecimentos fundamentais e no aperfeiçoamento de competências básicas de dobra sob orientação direta. Objetivos principais:
Metas de desempenho prático:
Esta fase centra-se no desenvolvimento da autonomia e na introdução de capacidades de configuração a nível de produção, para obter resultados precisos e repetíveis tanto em prensas manuais como CNC. Objetivos principais:
Referências práticas de desempenho:
A fase final enfatiza a programação CNC avançada, a resolução de problemas de diagnóstico e a operação independente. Prepara os formandos para certificações de nível superior e cargos de liderança técnica. Objetivos principais:
Referências práticas de desempenho:
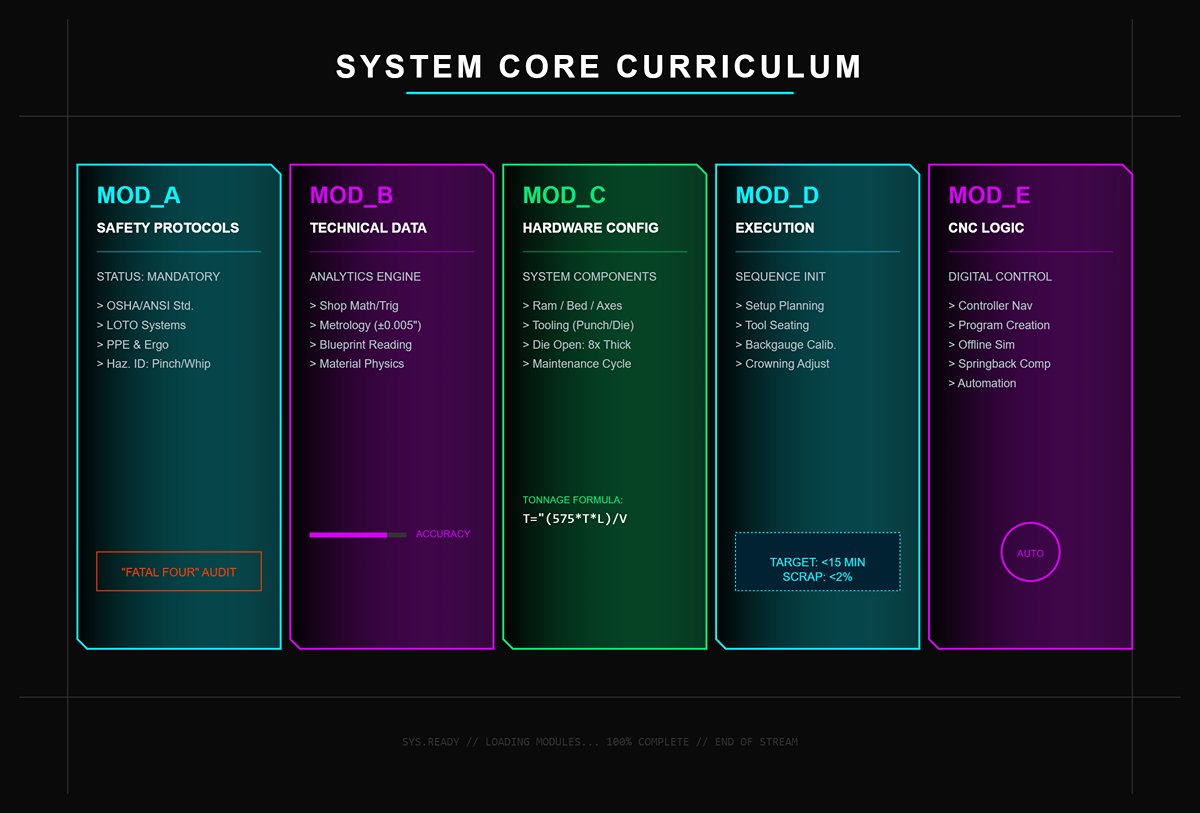
A segurança é o alicerce intransigente de qualquer ambiente de prensa dobradeira. A formação, em todos os níveis, deve começar e terminar com o cumprimento integral das normas OSHA 1910.217 e ANSI B11.3, enfatizando a prevenção proativa de ações de alto risco. Os operadores aprendem a identificar pontos de esmagamento (“pinch points”), zonas de queda e potenciais riscos de projeção da peça de trabalho, enquanto aplicam o uso adequado de cortinas de luz, barreiras a laser e controlos de operação a duas mãos.
Principais objetivos de aprendizagem:
Antes de terem acesso não supervisionado às máquinas, os formandos devem demonstrar total conformidade durante auditorias de segurança simuladas e atingir uma pontuação perfeita na avaliação “Fatal Four” — que abrange riscos de esmagamento (“pinch”), projeção (“whip”), prensagem (“crush”) e queda (“fall”).
Uma compreensão sólida dos princípios técnicos fundamentais constitui a base de todas as competências avançadas. Este módulo equipa os formandos com as capacidades analíticas necessárias para interpretar, calcular e verificar com precisão os dados de dobra em vários materiais e espessuras.
Competências‑Chave:
Os formandos reforçam estas competências através de exercícios práticos, comparando previsões teóricas de dobra com resultados reais de peças de teste para validar a precisão.
Uma operação eficaz de prensa dobradora começa com uma compreensão sólida do seu design mecânico e da lógica por trás da seleção de ferramentas. Este módulo ajuda os formandos a passar da compreensão conceptual para o envolvimento direto e prático com o equipamento.
Objetivos de Aprendizagem:
Após a conclusão da formação, os participantes serão capazes de mapear configurações de ferramentas, interpretar tabelas de tonelagem e justificar escolhas de ferramentas com base na geometria da peça e nos requisitos de produção.
Este módulo combina instrução teórica com aplicação prática, orientando os formandos em todas as etapas do processo de configuração — desde a seleção das ferramentas adequadas até à verificação da primeira peça dobrada. Dá-se ênfase à eficiência, repetibilidade, precisão e segurança.
Os exercícios práticos e as competências exigidas incluem:
Os objetivos de desempenho incluem alcançar configurações reprodutíveis em menos de 15 minutos e manter taxas de refugo abaixo de 2 % ao trabalhar com componentes de teste padrão.
A proficiência em prensas dobradeiras modernas requer um sólido domínio dos sistemas de controlo digital. Este módulo final capacita os operadores com competências de programação CNC e otimização para máquinas automatizadas e servoelétricas.
As principais capacidades desenvolvidas incluem:
Os formandos deste curso serão capazes de escrever, simular e executar programas CNC de forma independente, otimizando ciclos de produção enquanto mantêm precisão dimensional rigorosa em diferentes materiais e tamanhos de lote.
Um programa interno de formação de qualidade para prensas dobradeiras deve combinar princípios universais de operação da máquina com instrução específica para o controlador de cada marca. Comece por mapear as funções e níveis de competência que a sua instalação necessita — desde operadores iniciantes a técnicos CNC experientes. Os módulos essenciais devem incluir segurança e conformidade regulamentar, interpretação de desenhos técnicos, matemática de oficina, seleção de ferramentas e configuração da matriz, sequenciamento de dobras com ajustes de retorno elástico, configuração do batente traseiro e fixação, fundamentos de programação CNC e manutenção preventiva. Assegure que cada etapa de aprendizagem inclua prática abundante; passar alguém do nível iniciante para operador competente pode exigir entre 40 e 120 horas de utilização real da máquina, enquanto alcançar o estatuto de técnico avançado muitas vezes requer mais de 200 horas ou um estágio/aprendizagem ao longo de vários meses. Se a disponibilidade da máquina for limitada, incorpore sistemas avançados de simulação para praticar sequências de dobra, trocas de ferramentas e correções de retorno elástico. Organize a formação em módulos flexíveis para que as sessões possam ser ministradas a grupos alternados ou em blocos curtos e focados, minimizando o impacto na produção. Combine a formação base, independente de marca, com módulos suplementares específicos para cada controlador de prensa dobradeira que opere, garantindo que as competências se transferem facilmente entre diferentes modelos.
Tenha em conta que certificações externas, por si só, podem não confirmar a prontidão de um operador sem validação conduzida pelo empregador. Estabeleça avaliações práticas, baseadas em resultados, nas fases definidas da formação. Utilize peças de teste padronizadas acompanhadas por desenhos CAD completos e tolerâncias rigorosas — referenciais comuns de aceitação incluem ±0,5–1,0° nos ângulos de dobra e ±0,5–1,0 mm nas dimensões lineares. Avalie o desempenho em quatro áreas de competência principais:
Implementar grelhas de avaliação estruturadas para avaliar o desempenho e manter uma matriz de competências que documente a prontidão de cada operador para complexidades específicas de peças ou modelos de máquinas. Certificados de competência emitidos pelo empregador e endossados por um formador autorizado oferecem prova credível de proficiência, apoiando tanto promoções internas como o avanço profissional externo.
Para obter o apoio da gestão, associe as iniciativas de formação diretamente a melhorias de desempenho quantificáveis. Registe dados antes e depois da formação para cada operador, bem como para o ambiente geral de produção. Os principais indicadores incluem:
Um calculador de ROI simples pode destacar as poupanças: introduza as taxas de desperdício de base, tempos de configuração e volumes de produção, depois compare-os com os valores após a formação para determinar o retorno do investimento. Inclua benefícios adicionais como maior vida útil da máquina devido à redução de sobrecargas ou avarias, menos intervenções de manutenção e melhor fiabilidade do planeamento. Apresente estes resultados em relatórios periódicos para demonstrar o valor da formação e apoiar o investimento contínuo.
A formação fornecida pelo fabricante do equipamento original (OEM) oferece o caminho mais direto para dominar uma marca específica de prensa dobradeira e o seu sistema de controlo proprietário. Principais fabricantes como Amada, Trumpf e Bystronic realizam cursos estruturados de curta duração — geralmente de um a cinco dias — realizados em centros regionais de formação ou no local durante a instalação. O tamanho das turmas é normalmente limitado a quatro a oito participantes para maximizar o tempo prático na máquina e o acompanhamento individual.
As áreas do currículo incluem navegação no controlador (como Amada AMNC, Trumpf TruBend e Bystronic ByVision), simulação baseada em software, sistemas de compensação automática e capacidades avançadas como dobra adaptativa e medição de ângulo em tempo real. Os formandos realizam configurações completas da máquina sob supervisão do OEM e aprendem as melhores práticas de manutenção e técnicas de resolução de problemas específicas da marca.
Vantagens:
Limitações:
Para maximizar o retorno do investimento, muitos empregadores implementam uma formação‑de‑formadores abordagem: um operador principal e um técnico de manutenção completam primeiro a formação do fabricante (OEM) e depois difundem técnicas padronizadas e atualizações de segurança por toda a sua equipa.
As faculdades comunitárias e as escolas profissionais acreditadas oferecem instrução abrangente e imparcial sobre prensas dobradeiras, adequada tanto para novos formandos como para operadores experientes em transição de funções. Os programas variam normalmente entre 40 e 600 horas, combinando aprendizagem em sala de aula com prática extensa em oficina. As sequências de cursos geralmente progridem desde conceitos básicos de fabrico—segurança, interpretação de plantas e matemática aplicada—até módulos avançados de prensas dobradeiras que se centram na escolha de ferramentas, planeamento da sequência de dobra, cálculos de tonelagem e competências essenciais de programação CNC.
Características principais:
Simulador e Formação Virtual.
Capacidades incluem:.
Capabilities include:
Vantagens: Reduz significativamente o desperdício de material, aumenta a confiança do operador e acomoda facilmente modelos de formação remota ou híbrida. Limitações: Falta a sensação tátil e a experiência de manuseamento de materiais reais; a precisão da simulação depende da exatidão do modelo digital da máquina.
Os melhores resultados provêm de programas de formação combinados—integrando aproximadamente 40–60 % de trabalho no simulador com sessões práticas supervisionadas utilizando maquinaria real de oficina. Esta combinação garante que os operadores desenvolvam tanto a proficiência mental como a competência prática. Para os empregadores, os simuladores permitem formar simultaneamente turmas maiores de formandos, mantendo os níveis de produção e acelerando a prontidão da força de trabalho.
Obter uma certificação formal continua a ser o método mais fiável para confirmar a competência de um operador de prensa dobradeira de acordo com padrões industriais bem estabelecidos. Nos EUA, duas credenciações principais — atribuídas pelo National Institute for Metalworking Skills (NIMS) e pela Fabricators & Manufacturers Association (FMA)—servem como indicadores fundamentais tanto de empregabilidade para os trabalhadores como de garantia de qualidade para os empregadores.
Credenciações de Operações de Prensa Dobradeira NIMS (Nível I–II)
Esta certificação atesta a capacidade de um operador em configuração, dobra, ajustes e documentação em conformidade com os padrões de fabrico de precisão. Os candidatos devem passar com êxito exames teóricos e práticos, que incluem a produção de dobras de teste calibradas com uma precisão angular de ±1° e tolerâncias dimensionais dentro de ±0,5 mm.
A maioria dos programas alinhados com as normas NIMS envolve entre 120 e 200 horas de formação, com um mínimo de 60 % dedicado a trabalho prático e manual. Os programas de aprendizagem podem ultrapassar 2.000 horas, combinando experiência supervisionada em ambiente de oficina com ensino formal em sala de aula.
Operador de Chapa Metálica de Precisão FMA (PSMO)
Concebida para enfatizar a velocidade de produção e a garantia de qualidade, a credencial PSMO exige o cumprimento de metas de desempenho, como realizar trocas de ferramentas em menos de 10 minutos e manter taxas de refugo abaixo de 2 %. O processo de avaliação prioriza a seleção correta de ferramentas, o cálculo preciso do acréscimo para a dobra e configurações consistentes e repetíveis que respeitem tolerâncias dimensionais rigorosas—tornando‑a ideal para operadores em progressão para funções de técnico de configuração ou operador principal.
Programas de Aprendizagem e Programas Registados
Os esquemas de aprendizagem reconhecidos a nível estadual e federal—frequentemente registados junto do Departamento de Trabalho dos EUA—integram módulos de formação NIMS ou FMA dentro de um currículo mais amplo baseado em competências. Os aprendizes típicos acumulam cerca de 2.000 horas de experiência prática, mais 144 horas de formação teórica por ano. Os diplomados obtêm credenciais de nível profissional e normalmente recebem salários entre 20–50 % superiores aos dos colegas não certificados.
Retorno do Investimento para o Empregador e Resultados de Segurança
Os operadores com certificações reconhecidas alcançam consistentemente melhorias mensuráveis em operação e segurança:
A certificação aumenta o potencial de rendimento do indivíduo—normalmente elevando o salário horário de USD 18–25 para USD 28–35—e fornece aos empregadores uma prova objetiva de competência, acelerando a integração e minimizando os riscos associados à formação.
À medida que a indústria de fabrico metálico adota o acompanhamento digital e modelos de aprendizagem modular, as microcredenciais tornaram‑se um complemento valioso às certificações tradicionais. Os distintivos digitais confirmam o domínio de competências específicas alinhadas com as exigências de produção atuais, especialmente para operadores que transitam entre processos manuais e CNC.
Microcredenciais por Domínio de Competência
Cada distintivo é obtido através de testes baseados em máquina ou análises de simuladores, gerando credenciais digitais seguras que os operadores podem apresentar em perfis profissionais ou nos sistemas de RH da empresa. Estes distintivos empilháveis permitem que os aprendentes avancem passo a passo rumo à certificação completa FMA ou NIMS, fornecendo aos empregadores uma visão detalhada dos pontos fortes e lacunas de competências específicas.
Vantagens da Implementação
Em conjunto, os distintivos digitais e as microcredenciais criam uma estrutura de credenciação dinâmica que liga as certificações convencionais à validação contínua de competências—garantindo que os operadores se mantenham atualizados à medida que as tecnologias CNC evoluem e os protocolos de segurança se desenvolvem.
Os operadores beneficiam mais de ferramentas que reduzam o tempo de preparação, diminuam a incerteza e proporcionem acesso rápido a dados de referência essenciais diretamente na máquina. Os seguintes recursos foram especificamente concebidos para reforçar as melhores práticas diárias e promover uma precisão consistente à primeira passagem.
Estas ferramentas proporcionam apoio significativo no dia-a-dia e ajudam os novos operadores a passarem mais confiantemente do treino supervisionado para a operação independente da máquina.
As equipas de gestão e de RH necessitam de recursos estruturados para avaliar a prontidão dos operadores, alinhar expectativas de formação e medir o retorno dos investimentos em formação. Os seguintes recursos fortalecem o planeamento da força de trabalho e o acompanhamento de desempenho.
Estas ferramentas orientadas para a gestão permitem que as organizações quantifiquem o desempenho dos operadores, justifiquem despesas de formação e estabeleçam uma estrutura organizada para o desenvolvimento da força de trabalho — promovendo eficiência sustentada e estabilidade operacional em todo o ambiente de fabrico.
A duração da formação depende da experiência prévia do formando e da complexidade do equipamento. A maioria das pessoas consegue atingir uma operação segura e independente após 40–160 horas de instrução combinada em sala de aula e prática. Tipicamente, cerca de 40 % deste tempo é dedicado à teoria—abrangendo tópicos como protocolos de segurança, matemática e leitura de desenhos técnicos—enquanto os restantes 60 % se concentram na configuração prática da máquina e em exercícios de dobra de precisão. Os programas de aprendizagem expandem esta base para cerca de 2 000 horas de aprendizagem em funções mais 144 horas de formação relacionada para certificação avançada. Com prática contínua, a maioria dos operadores alcança competência total na configuração CNC em aproximadamente seis meses.
Os pré-requisitos essenciais incluem sólidos conhecimentos de matemática (geometria, trigonometria e frações), capacidade de ler desenhos técnicos e aptidão mecânica geral. É recomendado ter conhecimentos de segurança em oficina—especialmente bloqueio/etiquetagem (LOTO) e utilização correta de equipamento de proteção individual—mas estes são reforçados de forma completa durante a formação. Boa coordenação manual, visualização espacial e capacidades de medição de precisão facilitam o processo de aprendizagem. Quem é novo na fabricação de metais pode começar com funções de entrada em trabalhos gerais de metal ou montagem antes de avançar para a formação em quinadeira.
Sim—ainda que seja necessário um reforço direcionado de competências. A experiência manual desenvolve uma forte perceção tátil e compreensão da resposta do material, mas a operação CNC introduz competências adicionais: navegação no controlador, calibração de eixos, sequenciação de dobras e programação offline. Cursos focados com duração de 40–80 horas ajudam operadores manuais a adaptarem-se a sistemas de controlo digital como Delem ou Cybelec, aprendendo a gerir o retorno elástico através de compensação programada em vez de ajuste manual. Uma vez competentes, os operadores CNC alcançam tipicamente configurações 30–60 % mais rápidas e consistência significativamente melhorada em comparação com métodos manuais.
Não existe requisito federal para que operadores de quinadeira possuam certificação formal. No entanto, a OSHA 1910.217 exige formação documentada em áreas como proteção de máquinas, práticas seguras de operação e procedimentos de bloqueio/etiquetagem (LOTO). Os empregadores são obrigados a garantir que cada operador é competente. Obter uma certificação de organizações como NIMS ou FMA não só cumpre estas exigências de conformidade como também serve de referência reconhecida no setor, oferecendo prova tangível de competência que pode reduzir responsabilidades e melhorar perspetivas de carreira.
Os níveis salariais estão estreitamente ligados ao conjunto de competências e ao estado de certificação. Operadores novatos normalmente começam com USD 18–25 por hora, enquanto operadores CNC experientes com credenciais de nível NIMS geralmente ganham USD 28–35 por hora. Em instalações que recompensam o desempenho, o pessoal certificado costuma receber um aumento salarial de 20–30 % graças a melhorias tangíveis na produtividade e à redução das taxas de desperdício. Em áreas com forte procura — particularmente na indústria aeroespacial ou na fabricação de precisão — técnicos séniores de configuração podem atingir valores superiores a USD 40 por hora.
Novos operadores frequentemente têm dificuldades com questões como selecionar incorretamente a matriz em V, não compensar o retorno elástico, e posicionar de forma imprópria a ferramenta. Estes erros podem levar a problemas como dobras rachadas, ângulos irregulares ou danos na superfície. As correções típicas incluem:
A prática regular destes procedimentos durante os exercícios de configuração reduz substancialmente o retrabalho e minimiza a perda de material.
Os principais perigos incluem pontos de entalamento, deriva hidráulica, e sistemas de segurança desativados. Estes riscos tendem a surgir durante trocas de ferramentas apressadas ou trabalhos de ajuste. Estratégias eficazes de prevenção incluem:
Formação contínua e exaustiva em segurança pode reduzir as lesões relacionadas com a quinadora em 40–60 %, diminuindo as taxas de incidentes da OSHA para menos de três casos por cada 100 trabalhadores.
O ROI diminui quando a formação carece de métricas claras ou de reforço específico para a máquina. As causas típicas incluem um seguimento desigual no chão de fábrica, negligência das diferenças entre controladores de diferentes marcas e a falta de padronização das listas de verificação de configuração. Considere as seguintes melhorias:
Quando executada corretamente, a formação estruturada de operadores normalmente aumenta a produção em cerca de 15 % e proporciona o retorno total em 3–6 meses.
Sim — quando devidamente integrada. Simuladores de alta fidelidade replicam a lógica dos controladores, a sequência de dobra e o comportamento de prevenção de colisões com um realismo impressionante. Os melhores resultados vêm da combinação de sessões com simulador e tempo prático com a máquina para fornecer experiência tátil essencial. Atribuir cerca de 40–60 % da formação a simuladores e o restante a máquinas reais acelera o desenvolvimento de competências. Os simuladores também permitem mais de 100 ciclos virtuais sem consumir material, dando aos formandos uma forma segura de ganhar confiança antes de passarem à produção.
Abordar estas questões através de formação disciplinada e bem documentada ajuda a manter uma qualidade consistente e protege o desempenho do equipamento a longo prazo.


















