

Sie messen den fertigen Winkel an einem Teil aus 304-Edelstahl: 88 Grad. Die Zeichnung fordert 90. Sie versuchen, ihn erneut anzustupsen – und der Flansch reißt. Dieses einzelne Ausschussteil hat gerade $500 in Material und Arbeit verbrannt, ganz zu schweigen vom eigentlichen Schaden: einem verpassten Versandtermin. Der Bediener wird beschuldigt. Die alternde Hydraulik wird beschuldigt. Doch die wahre Ursache ist schwerer zu erkennen. Der Unterschied zwischen einem profitablen Durchlauf und einem Wagen voller Ausschuss liegt selten in der Tonnage oder der Fertigkeit des Bedieners – es ist ein grundlegendes Missverständnis darüber, welche Biegetechnik das Material tatsächlich erfordert.
Wenn die Ausschussraten steigen, beginnen die meisten Fertigungsleiter, nach neuer Ausrüstung zu suchen, in der Annahme, dass bessere Hardware ein physikalisches Problem beheben wird. Sie vergleichen elektrische mit hydraulischen Antrieben, prüfen Tonnagediagramme und zählen Achsen. Die Daten zeigen jedoch immer wieder Folgendes: Der teuerste “Abkantpressen-Typ” ist derjenige, der mit der falschen Biegetechnik kombiniert wird.
Wenn ein Teil die Prüfung nicht besteht, ist der Instinkt, die Maschine zu hinterfragen. Gab es eine Drift der Y-Achse? Einen Druckverlust durch ermüdete Hydraulik? Ältere hydraulische Pressen – oft Einstiegsmodelle ab etwa $50.000 – sind bekannt für Energieverluste und wartungsintensive Betriebszeiten, sind jedoch selten die Hauptursache für gerissene Flansche oder flache Winkel. Häufiger entsteht der Fehler dadurch, dass man von einer für das Setzen ausgelegten Presse erwartet, präzises Luftbiegen zu liefern – oder dass man eine Luftbiegungseinrichtung wie ein Setzwerkzeug erzwingen will.
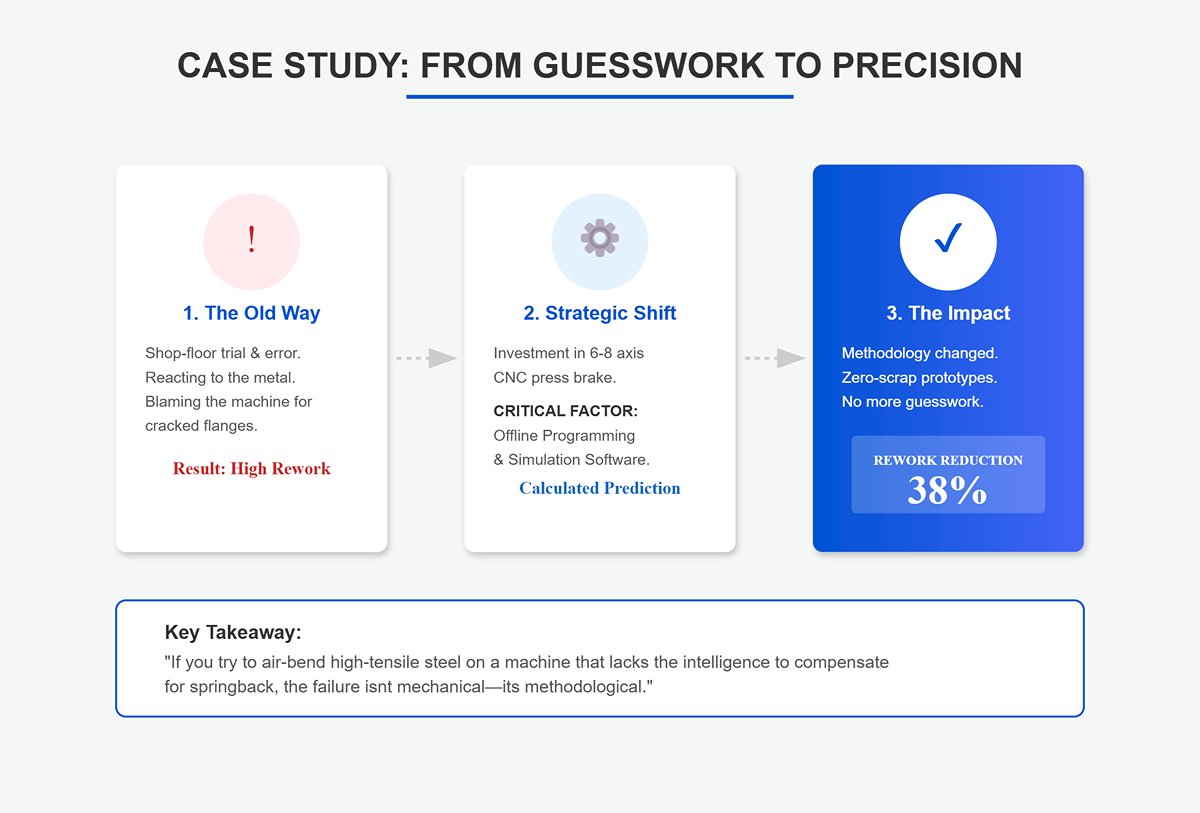
Ein aktuelles Beispiel stammt aus einem südkoreanischen Fertigungswerk, das in eine 6–8-Achsen-CNC-Abkantpresse investierte. Die Maschine selbst war hochmodern, doch der entscheidende Durchbruch kam von der begleitenden Offline-Programmier- und Simulationssoftware. Durch die Umstellung der Biegetechnik von Versuch-und-Irrtum in der Werkstatt auf digitale Vorhersage konnte das Werk den Nacharbeitsaufwand in nur drei Monaten um 38% senken.
Das Werk investierte nicht einfach in eine bessere Maschine; es definierte den Ansatz zum Biegen neu. Statt auf das Metall zu reagieren, begann das Team, jeden Biegevorgang als berechnete Vorhersage zu behandeln. Werkstätten, die der sogenannten “CNC-Magie” nachjagen, verpassen oft diese Nuance. Wenn Sie versuchen, hochfesten Stahl per Luftbiegung auf einer Maschine zu verarbeiten, die weder die Steifigkeit noch die Softwareintelligenz hat, um starken Rückfederungen auszugleichen, liegt das Problem nicht mechanisch, sondern methodisch. Die Reduzierung der Nacharbeit um 38% resultierte aus der Offline-Visualisierung der Biegungen und der Umwandlung von Bediener-Schätzarbeit in null Ausschuss-Prototypen – etwas, das auch in mittleren Synchro-Hydraulik-Systemen erreichbar ist, wenn die Methode grundsätzlich stimmt.
Es gibt eine direkte mathematische Beziehung zwischen Ausschussrate und Bruttomarge, doch viele Werkstätten versäumen es, ihre Maschinenwahl mit ihren Materialquellen abzustimmen. Konventionelles Stanzen und Laserschneiden von Blechen erzeugt routinemäßig Ausschussraten von 15,9% oder mehr. Wenn dieses Blech die Abkantpresse erreicht, starten Sie bereits mit einem Defizit in der Materialausbeute.
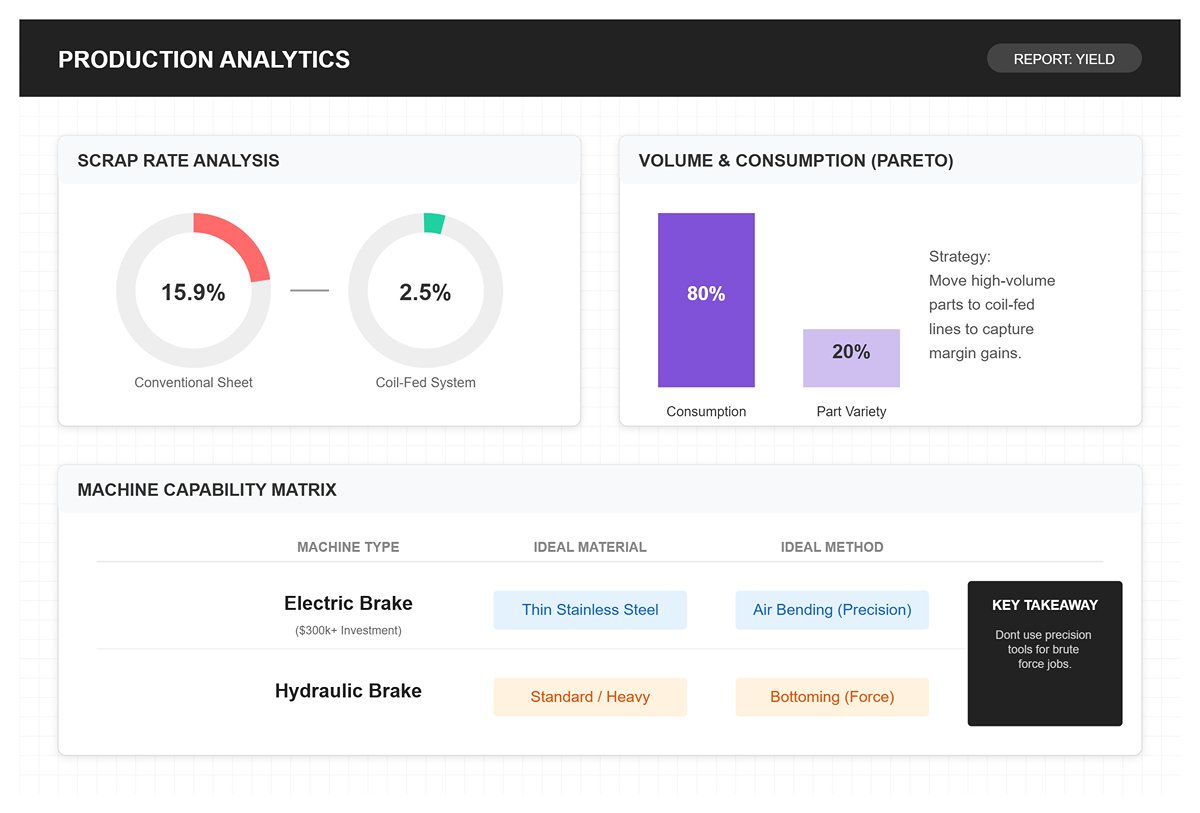
Das “verborgene Bindeglied” besteht darin, dass die Methode der Materialzuführung direkt bestimmt, welcher Pressentyp am effizientesten ist. Die Verlagerung von Teilen mit hohem Volumen – die laut Pareto-Analyse typischerweise 80% des gesamten Materialverbrauchs ausmachen – auf bandgespeiste Abkantpressenlinien kann den Ausschuss auf nur 2–3% reduzieren. Dieses zurückgewonnene Material übersetzt sich direkt in Margengewinne, die keine Menge an Bedienerschulung allein erreichen kann.
Dies zu erreichen erfordert jedoch ein klares Verständnis der Maschinenbegrenzungen. Eine elektrische Abkantpresse, oft mit einem Preis von über $300.000, liefert die Präzision, die für das Luftbiegen von dünnem Edelstahl benötigt wird – wo hydraulische Maschinen möglicherweise ungleichmäßige Kräfte anwenden und Kantenrisse verursachen. Aber eine Hochtonnage-Setzarbeit dieser elektrischen Maschine zuzuweisen, ist eine ineffiziente Kapitelnutzung. Der tatsächlich teuerste Fehler ist nicht ein $500-Werkzeugfehler; es ist die Behandlung eines Pressen-Typs als Universallösung. Jede Reduzierung des Ausschusses um 1% verbessert direkt die Rentabilität der Abkantpresse, aber diese Verbesserung tritt nur ein, wenn Maschinentyp (elektrisch vs. hydraulisch), Materialform (Blech vs. Coil) und Biegetechnik (Luftbiegen vs. Setzen) absichtlich aufeinander abgestimmt sind.
Jahrzehntelang verließ sich die Industrie auf das sogenannte “Goldene Ohr” des Meister-Bedieners – den Veteranen, der instinktiv wusste, wie weit man A36-Stahl überbiegen musste, damit er sich auf perfekte 90° zurückentspannt. Diese Abhängigkeit ist inzwischen zur Belastung geworden. Fortschritte in der Metallurgie haben hochfeste Legierungen eingeführt, deren Rückfederungsverhalten nicht nur von der Sorte, sondern auch von der Produktionscharge abhängt. Kein Maß an Intuition kann zuverlässig vorhersagen, wie sich ein Blech aus hochfestem Stahl im Vergleich zu dem verhält, das eine Stunde zuvor gebogen wurde.
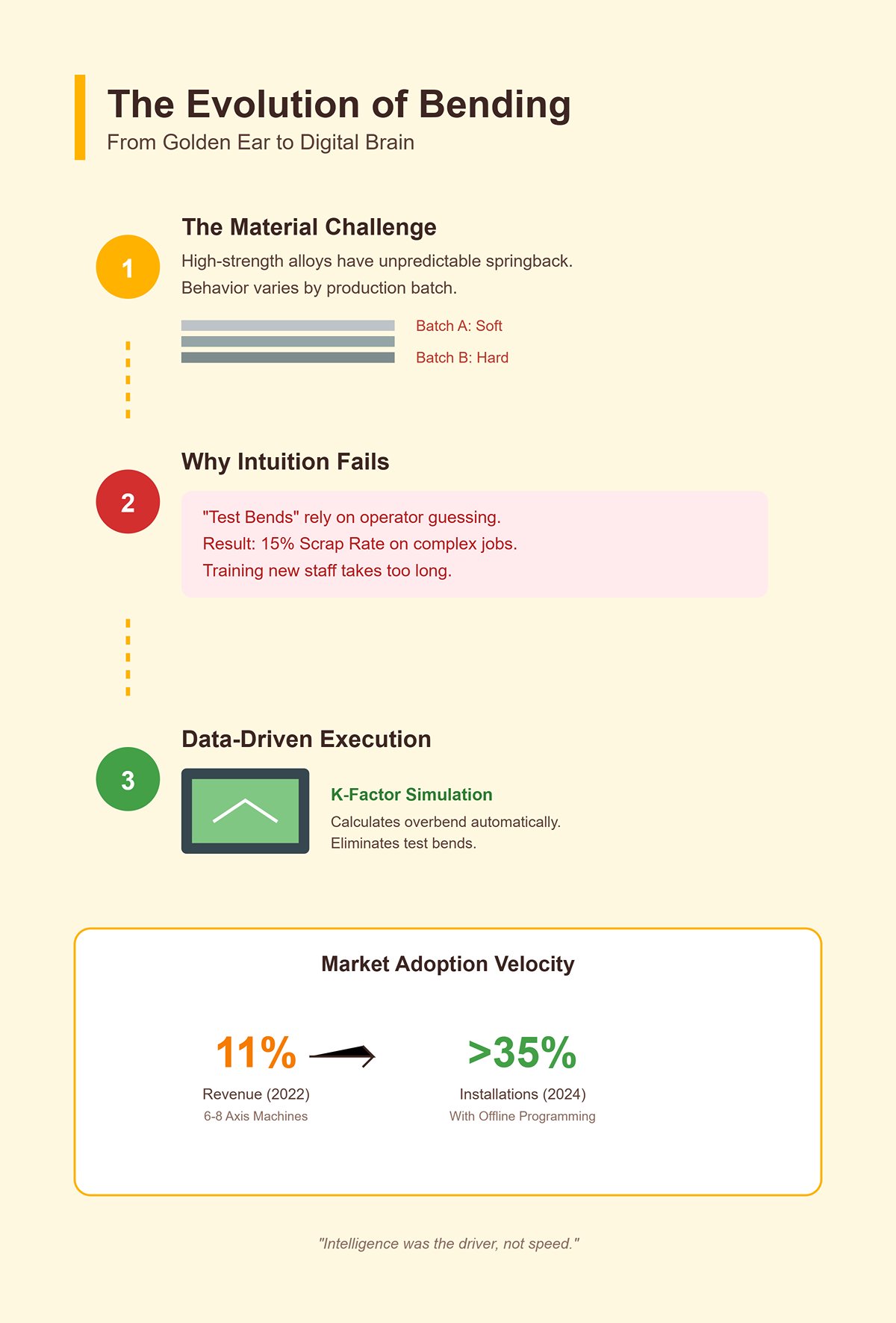
Dieser Wandel erklärt, warum Maschinen mit 6–8 Achsen im Jahr 2022 11% des gesamten Marktumsatzes eroberten. Geschwindigkeit war nicht der Haupttreiber – die Intelligenz war es. Diese Maschinen nutzen Simulationssoftware, um die Rückfederung vorherzusagen, bevor sich der Stößel überhaupt bewegt. Bis 2024 verfügten über 35% der in Nordamerika installierten Abkantpressen über eine CNC mit mehreren Achsen und Offline-Programmierung. Die Branche verabschiedet sich stetig von “Testbiegevorgängen”, die bei komplexen Aufgaben Ausschussraten von 15% treiben können, zugunsten datengetriebener Ausführung.
In der modernen Fertigung ist das eigentliche “Katastrophenschutz”-Werkzeug nicht mehr eine geschickte Hand, sondern eine präzise K-Faktor-Simulation. Eine Einrichtung hat Testbiegevorgänge vollständig eliminiert, indem sie die Legierungsdehnung bereits vor Produktionsbeginn in ihre Programme einbezog. Die Software berechnete den erforderlichen Überbiegewinkel automatisch, wodurch das Gefühl des Bedieners irrelevant wurde. In einer Situation, in der die Ausbildungszeit für neue Bediener halbiert werden muss, nur um Schichten zu besetzen, ist es weit teurer, Menschen zu bitten, die Physik auszugleichen, als in bessere Software zu investieren.
Luftbiegen ist der Standardansatz in der modernen Präzisionsfertigung und wird wegen seiner Fähigkeit geschätzt, eine Vielzahl von Winkeln mit einer einzigen Werkzeugeinrichtung zu erzeugen. Diese Flexibilität hängt jedoch vollständig von der Fähigkeit der Maschine ab, den natürlichen Widerstand des Materials zu kontrollieren und zu kompensieren.
Beim Luftbiegen fährt der Stempel in die V-Matrize, ohne das Blech bis zum Boden des Werkzeugs zu zwingen. Das Material berührt nur drei Punkte: die Stempelspitze und die beiden Schultern der Matrize. Da der Stempel nur 30–50% der Tiefe der V-Matrize durchdringt, behält das Metall erhebliche elastische Erinnerung – die Hauptursache der Rückfederung.
Wenn der Stößel zurückfährt, versucht sich das Metall naturgemäß wieder seiner ursprünglichen flachen Form anzunähern. Bei Baustahl federt ein programmierter 90°‑Bogen zuverlässig auf etwa 92° zurück. Um dies auszugleichen, biegen die Bediener absichtlich über—meist um 2–5°, abhängig von der Streckgrenze des Materials. Diese Herausforderung wird bei Edelstahl deutlich ausgeprägter, wo der Rückfederwinkel um 1–2° für jede Veränderung der Blechdicke um 0,001 Zoll variieren kann. Dadurch sind die Bediener gezwungen, Überbiegewinkel präzise zu berechnen, anstatt sich auf die nominale Tiefeneinstellung der Maschine zu verlassen.
Der größte Vorteil des Luftbiegens—die Verwendung eines einzigen 85°‑V‑Gesenkes zur Herstellung von Biegewinkeln von 90° bis 140°—ist gleichzeitig seine Achillesferse. Der endgültige Biegewinkel wird ausschließlich durch die Stößelpenetration (Y‑Achse) bestimmt. Um Winkel konstant zu halten, muss der Stößel seine Position innerhalb von ±0,01 mm wiederholen können.
Ältere NC‑Hydrauliksysteme stoßen hier oft an ihre Grenzen. Wenn sich das Hydrauliköl erwärmt, kann die Position des Stößels so weit abweichen, dass sich der Biegewinkel um bis zu 0,5° verändert. Diese Abweichung zwingt Bediener dazu, drei oder mehr Testbiegungen pro Einrichtung durchzuführen, nur um den Winkel einzustellen. Modernes Luftbiegen dagegen stützt sich auf fortschrittliche CNC‑Steuerungen mit optischen Sensoren oder Laser‑Winkelmesssystemen, die die Biegung automatisch in Echtzeit korrigieren—was Ausschuss und Nacharbeit im Vergleich zur manuellen Anpassung um bis zu 60 % reduziert.
Für hochfeste Werkstoffe wie 4140‑Stahl oder AR500 (Streckgrenze über 60 ksi) ist Luftbiegen oft die einzige praktikable Option. Das Erzwingen dieser Legierungen bis zum Boden eines Gesenkes birgt das Risiko von Werkzeugschäden oder katastrophalen Materialversagen. Stattdessen setzen Bediener auf die Technik des “schwebenden Stempels” und stoppen den Stößel 0,5–1 mm oberhalb der theoretischen Tiefe für den Zielwinkel. Dadurch verteilt sich die Spannung gleichmäßiger entlang des Biegeradius, anstatt sie am Stempelpunkt zu konzentrieren. Diese Technik beseitigt das Kantenreißen, das in etwa 70 % starrer Setups auftritt, erfordert jedoch servo‑elektrische Präzision, die ältere Hydraulikpressen schlicht nicht erreichen können.
Bottom Bending wird oft fälschlicherweise für nichts anderes gehalten als “Luftbiegen mit mehr Tonnage”. In der Praxis ist es ein grundlegend anderer Prozess—einer, der den Biegewinkel durch geometrische Anpassung an das Gesenk festlegt und nicht durch präzise Tiefenkontrolle.
Während Luftbiegen das Material nur teilweise eindringt, drückt Bottoming das Blech fest gegen die Schultern des V‑Gesenkes. Es erfordert typischerweise etwa die doppelte Tonnage des Luftbiegens, doch das Ziel ist nicht das Eindringen ins Material—es ist mechanisches Verriegeln. Indem das Blech gezwungen wird, sich vollständig dem Winkel des Gesenkes anzupassen, komprimiert Bottoming die elastische Zone der Biegung. Diese geometrische Begrenzung reduziert das Rückfedern auf vorhersehbare ±0,5° und liefert konstante Winkel, ohne die komplizierten Tiefenberechnungen, die Luftbiegen erfordert.
Erfolgreiches Bottom Bending hängt von der sogenannten “V‑Gesenk‑Regel” ab. Für Baustahl unter 1/4″ Dicke beträgt die ideale V‑Öffnung das Achtfache der Materialdicke. Dieses Verhältnis sorgt für ausreichend Freiraum, damit sich die Biegung formen kann, und ermöglicht zugleich, dass das Blech am unteren Totpunkt fest gegen die Gesenksschultern verriegelt wird. Eine Verengung des Gesenkes auf das 6‑fache erhöht den Tonnagebedarf und das Risiko von Oberflächenschäden. Das Vergrößern auf das 12‑fache ist bei Aluminium oft erforderlich, um Risse zu vermeiden, bringt jedoch mehr Rückfedern mit sich, das durch einen tieferen Hub kompensiert werden muss.
Bottoming glänzt bei mittleren bis hohen Produktionsserien (500+ Teile) mit konsistenten Materialien wie verzinktem Stahl in 10–20 Gauge. Da der Endwinkel durch die Werkzeuggeometrie und nicht durch die Stößeltiefe bestimmt wird, ist die Einrichtung schneller und vermeidet das Versuch‑und‑Irrtum‑Überbiegen. Obwohl Luftbiegen Flexibilität bietet, kann seine Variabilität die Ausschussrate über lange Serien um bis zu 15 % erhöhen. Bottoming liefert einen stabilen, wiederholbaren Prozess, der die extremen Spitzenlasten des Coinings vermeidet, die Werkzeuglebensdauer verlängert und die gesamten Auftragskosten bei den richtigen Anwendungen um 20–30 % senken kann.
Coining ist die älteste—und aggressivste—Blechbiegetechnik. Sie beseitigt das Rückfedern vollständig, indem sie die innere Struktur des Metalls dauerhaft verändert, jedoch um den Preis hoher Maschinenlasten und starken Werkzeugverschleißes.
Coining biegt das Metall nicht nur—es prägt es. Der Stempel dringt mit Gewalt in das Material ein und schiebt das Blech um 10–15 % über die neutrale Achse hinaus, wobei der Biegeradius so weit komprimiert wird, dass er auf etwa das 0,3‑fache seiner ursprünglichen Dicke schrumpft. Diese extreme Belastung—typischerweise das Drei‑ bis Fünffache der für Luftbiegen erforderlichen Tonnage—verfestigt die Kornstruktur im Biegebereich stark. Die Streckgrenze in der betroffenen Zone steigt um 20–30 %, während die Duktilität um etwa 40 % sinkt. Effektiv wird das elastische Gedächtnis des Metalls gelöscht, wodurch eine Biegung mit praktisch null Rückfedern entsteht.
Die meisten Betriebe haben sich vom Coining abgewandt, da modernes CNC‑Luftbiegen ausreichend Präzision ohne rohe Gewalt liefert. Die Kosten des Coinings zeigen sich schnell im Werkzeugverschleiß: Stempelspitzen können bereits nach 1.000 Hüben bei 1/4″‑Stahl aufpilzen und ihre Genauigkeit verlieren—bis zu fünfmal schneller als Luftbiegewerkzeuge. Dennoch hat Coining weiterhin seinen Platz in Nischenanwendungen—wie Luft‑ und Raumfahrtkomponenten mit kritischen Saumkanten oder bei der Titanbearbeitung, bei der das Rückfedern über 3° hinausgeht und außerhalb des zuverlässigen Vorhersagebereichs von CNC‑Kompensationsalgorithmen liegt.
Sich für das Prägen zu entscheiden bedeutet in der Praxis, Werkzeuglebensdauer gegen Maßhaltigkeit einzutauschen. Ein Biegevorgang, der beim Luftbiegen 100 Tonnen erfordert, kann beim Prägen 400–500 Tonnen verlangen. Bei dieser Kraft können selbst kleine Fehlberechnungen dazu führen, dass der Stempel dauerhaft in die Matrize getrieben wird. Bei Materialien härter als 0,187″ 6061-T6 Aluminium kann Prägen Matrizen schnell kerben und zerstören. Obwohl es eine Toleranzabweichung von 0,1° korrigieren kann, bedeutet der tatsächliche Preis oft den Austausch von $2.000 Werkzeugsätzen alle 5.000 Zyklen – ein Kompromiss, den sich nur wenige Werkstätten leisten können.
Hydraulische Abkantpressen werden oft als statische, unbewegliche Maschinen angesehen – schwer genug, dass Genauigkeit selbstverständlich sein sollte. In Wirklichkeit verhält sich eine hydraulische Presse eher wie ein dynamisches System, das sich beim Betrieb subtil verändert. Obwohl sie weiterhin die bevorzugte Lösung der Branche für allgemeine Fertigung sind, erfordert die Aufrechterhaltung der Präzision über eine komplette Schicht bewusste, aktive Steuerung.
Der wahre Feind der hydraulischen Leistung ist nicht mangelnde Kraft – sondern Wärme. In der Serienproduktion wird Y-Achsen-Drift am deutlichsten, wenn synchronisierte Zylinder nach etwa 500 Zyklen allmählich ihre Parallelität verlieren. Kontinuierlicher Druck erhöht die Öltemperatur, und wenn die Hydraulikflüssigkeit dünner wird und der Stößel sich ausdehnt, kann sich die Wiederholgenauigkeit von engen ±0,01 mm auf weniger akzeptable ±0,05 mm verschlechtern.
Bei einem 3 Meter langen Teil kann diese Drift zu Winkelfehlern von 0,5 mm bis 1 mm führen, wenn der Stößel nicht rechtzeitig angepasst wird. Eine Einrichtung, die um 8:00 Uhr perfekt ist, kann still und leise ab 10:30 Ausschuss produzieren. Synchro-hydraulische Maschinen versuchen, mit digitalen Steuerungen gegenzusteuern, die mehrere Zylinder synchron halten, können aber die grundlegende Physik der Wärmeausdehnung nicht umgehen. Erfahrene Werkstätten setzen dagegen 10-Sekunden-Verweilzeiten zwischen den Zyklen ein, um Wärme abzuleiten, oder wechseln zu Mutteranschlag-Konstruktionen. Diese fügen mechanische Anschläge hinzu, die Drift bei komplizierten Arbeiten beseitigen, jedoch auf Kosten der Flexibilität, wenn variable Tonnage für dicke Platten erforderlich ist.
Trotz des Bedarfs an Wärmemanagement herrschen hydraulische Abkantpressen in der Schwerplattenfertigung aus einem entscheidenden Grund: Skalierbarkeit. Keine andere Technologie kann realistisch auf 3.000 Tonnen über eine 50-Fuß-Bettlänge skaliert werden. Beim Biegen von Titan oder dicken Nichteisenmaterialien können gekoppelte hydraulische Setups mehrere Maschinen verbinden, um die Biegeleistung effektiv zu verdoppeln – ohne die Stößelablenkung, die andere Antriebssysteme begrenzt.
Hydraulikzylinder liefern zudem die variable Geschwindigkeitssteuerung und kontrollierte Rückführung, die für Anwendungen von 100 bis 300 Tonnen erforderlich sind und elektrische Antriebskomponenten schnell zerstören würden. Ob als Aufwärts- oder Abwärtsmaschinen konfiguriert – wobei etwas Hubkonsistenz geopfert wird, um Bettfreiheit für Platten über 0,25 Zoll zu gewinnen – bleibt die hydraulische Abkantpresse die einzige praktikable Wahl, wenn ein Auftrag dauerhafte, rohe Kraft über eine enorme Fläche erfordert.
Wenn Hydraulik der Vorschlaghammer ist, sind servo-elektrische Maschinen das Skalpell. Sie verzichten auf unbegrenzte Tonnage zugunsten von Geschwindigkeit, Präzision und Betriebseffizienz. Durch den Einsatz von Servomotoren, die im Leerlauf laufen, anstatt kontinuierlich, können diese Abkantpressen den Energieverbrauch im Vergleich zu hydraulischen Systemen bei Arbeiten unter 50 Tonnen um 30–40% reduzieren.
Das Entfernen von Hydrauliköl beseitigt das Risiko von Lecks vollständig sowie die fortlaufende Wartung von Filtern, Dichtungen und Fluidmanagement. Stattdessen liefern kugelgewindetriebene Stößel Kraft mit ±0,005 mm Wiederholgenauigkeit und können bei kurzen Hüben bis zu zehnmal schneller arbeiten als Hydraulik. Diese Kombination macht servo-elektrische Pressen zur klaren Wahl für Werkstätten mit hoher Variantenvielfalt und niedrigen Stückzahlen, bei denen Zykluszeit, Präzision und eine saubere Arbeitsumgebung unverzichtbar sind.
Elektrische Antriebe haben das präzise Luftbiegen revolutioniert, indem sie Rückfederung dynamisch statt durch Ausprobieren lösen. Servos mit geschlossenem Regelkreis erlauben der Maschine, den Materialwiderstand in Echtzeit zu erfassen und automatisch auszugleichen – oft mit einer Überbiegung um 2–3° bei hochfesten Materialien, ohne dass Probetreffs oder manuelle Anpassungen nötig sind.
Dieser Vorteil zeigt sich am deutlichsten bei dünnem Blech (unter 0,25 Zoll), wo beim Luftbiegen schwebende Stempel zum Einsatz kommen. In den Stößel integrierte Nonius-Skalen oder CNC-Lineale synchronisieren die Positionierung bis auf ±0,1° und ermöglichen es servo-elektrischen Abkantpressen, bei Prototypen- und Kleinserienarbeiten Hydraulik deutlich zu übertreffen, bei denen die Einrichtzeit – nicht die Formgeschwindigkeit – der dominierende Faktor ist.
Das gesagt, hat die servo-elektrische Technologie eine feste obere Grenze. Dickes Edelstahl – insbesondere Stärken über 0,187 Zoll (4,7 mm) – ist der Bereich, in dem diese Systeme beginnen zu kämpfen. Servodrehmoment erreicht typischerweise maximal etwa 300 Tonnen; ein Überschreiten dieser Schwelle birgt das Risiko von Motorüberhitzung und steckengebliebener Stempelpenetration.
Bei 304- oder 316-Edelstahl mit einer Dicke von mehr als 10 mm kann die dafür notwendige, anhaltende Kraft, um die Biegung abzuschließen, elektrische Antriebe überfordern. Das führt zu Materialverformung, Rissbildung an den Kanten und unvollständigen Formen. Werkstätten, die versuchen, servoelektrische Abkantpressen in diesem Bereich einzusetzen, sehen häufig Ausschussraten, die bei Strukturblechen um 15–20 % ansteigen. In Anwendungen mit dickwandigem Edelstahl wird die Effizienz, die elektrische Antriebe auszeichnet, zur Schwachstelle – und die rohe, kontinuierliche Leistung der Hydraulik bleibt die einzige praktikable Lösung.
Hybrid-Abkantpressen liegen an der Schnittstelle zwischen Servopräzision und Hydraulikkraft. Durch die Kombination von servogesteuerter Bewegung mit hydraulischen Verstärkern, die nur bei Bedarf Druck erzeugen, reduzieren diese Systeme die Wärmeentwicklung um etwa 80 % und senken das Ölvolumen im Vergleich zu konventionellen Hydraulikmaschinen drastisch – und liefern dennoch die Tonnage, die für anspruchsvolle Anwendungen erforderlich ist.
Servopumpen werden nur aktiviert, wenn der Stößel in Bewegung ist. So entsteht die Feinfühligkeit elektrischer Maschinen – geringer Energieverbrauch und saubere Arbeitsweise – bei gleichzeitig ausreichender Kraft für Plattenarbeiten mit über 1.000 Tonnen. Obwohl die Anfangsinvestition höher ist, gleichen Hybridsysteme den Durchsatz über ein breites Materialspektrum aus und ermöglichen bis zu 25 % schnellere Rüstvorgänge durch automatisches Spannen. Das Ergebnis: echte hydraulische Muskelkraft ohne chronische Wartung und ölverschmierte Probleme.
Am anderen Ende des Spektrums steht die mechanische Abkantpresse. Diese Maschinen, angetrieben durch Schwungrad und Kupplung, liefern atemberaubende Geschwindigkeit – bis zu 500 Hübe pro Minute – und sind damit effektiv für hochfrequente Aufgaben wie Stanzen oder einfaches Prägen. Doch diese Geschwindigkeit hat ihren Preis: Mechanische Bremsen zeigen keinerlei Toleranz für moderne Fertigungstechniken.
Mechanische Bremsen arbeiten mit einem festen Hubweg und ignorieren vollständig den Rückfederungseffekt. Das zwingt Bediener zum Durchdrückbiegen (Bottom Bending) – eine Vorgehensweise, die Werkzeuge brechen lassen kann, wenn sie auf die unterschiedlichen Zugfestigkeiten moderner Legierungen trifft. Ist das Schwungrad einmal eingerastet, bleibt das Setup fixiert – ideal für große Mengen Baustahl, aber äußerst gefährlich für CNC-gesteuerte Prozesse. Ohne die Möglichkeit, Mikroeinstellungen zur Winkelkorrektur vorzunehmen, kann selbst eine Abweichung von 1° eine gesamte Charge unbrauchbar machen. Verschärfend kommt hinzu, dass viele ältere Maschinen keine Bombierungssysteme besitzen, wodurch lange Teile in der Mitte “kanuförmig” durchbiegen. In der heutigen, präzisionsorientierten Werkstatt ist die mechanische Abkantpresse weniger Arbeitspferd als vielmehr ein gefährliches Relikt.
Ein Großteil der Branche behandelt die Auswahl der Maschine und die Biegemethode als unabhängige Entscheidungen – als ließen sich Hardware und Technik beliebig kombinieren. Das ist ein grundlegendes Missverständnis. Die Physik der Maschine – insbesondere ihr Antriebssystem und die Rahmensteifigkeit – bestimmen, welche Biegemethoden mathematisch möglich sind und welche zwangsläufig Ausschuss erzeugen. Man entscheidet sich nicht dafür, auf einer alten mechanischen Presse durchzudrücken – die Maschine zwingt einen dazu.
Das Verständnis dieser Kompatibilitätsmatrix ist die Grenze zwischen einem profitablen Produktionslauf und einem Container voller Nacharbeit. Wenn eine Biegemethode auf eine Maschine gezwungen wird, der es an Tonnagenregelung oder Wiederholgenauigkeit fehlt, kämpft man nicht nur gegen das Material – man kämpft gegen die mechanischen Grenzen des Stößels selbst.
Der Hauptgrund, warum alte mechanische Abkantpressen beim präzisen Luftbiegen Probleme haben, ist eine schlechte Synchronisation des Stößels. Im Gegensatz zu modernen CNC-Maschinen, die mithilfe servogesteuerter Rückmeldung Positionen kontinuierlich überwachen und korrigieren, arbeiten ältere mechanische Pressen mit einem Schwungrad-Kupplungs-Mechanismus. Dieses Design erlaubt dem Stößel ein gewisses “Schweben”, was zu einer Y1/Y2-Achsabweichung von bis zu 0,05 mm pro Hub führt.
Beim Luftbiegen – wo der Endwinkel ausschließlich durch die Eindringtiefe des Stempels bestimmt wird – ist eine Abweichung von 0,05 mm verheerend. In einem Serienlauf mit 3 mm Baustahl reicht dieser Drift aus, um Biegewinkel außerhalb der Toleranz zu verschieben und Ausschussraten von 25–40 % zu verursachen. Kein noch so ausgefeiltes Programm kann diesen mechanischen Unsicherheitsfaktor kompensieren.
Folglich zwingen diese Maschinen die Bediener effektiv zum Durchdrückbiegen. Wird der Stempel vollständig in die V-Matrize gedrückt, ist die Stößeltiefe keine Variable mehr – die Matrize selbst wird zum festen mechanischen Anschlag. Das Material wird gezwungen, sich anzupassen, unabhängig davon, wo der Stößel sonst stoppen würde. Diese Methode stabilisiert zwar den Biegewinkel, hat aber ihren Preis: Der Kraftbedarf steigt typischerweise auf das Zwei- bis Dreifache des Luftbiegens. Diese brachiale Vorgehensweise reduziert die Winkelabweichung, beschleunigt aber den Werkzeugverschleiß deutlich und verkürzt die Werkzeuglebensdauer bei abrasiven Materialien wie Edelstahl um bis zu 50 %.
Katastrophenvermeidung: Überprüfen Sie täglich die Parallelität des Stößels. Wenn die Abweichung mehr als 0,03 mm beträgt, versuchen Sie nicht, Präzisionsteile im Luftbiegen zu fertigen. Wechseln Sie stattdessen zum Durchdrückbiegen, um den Winkel mechanisch zu fixieren, oder rüsten Sie auf ein hydraulisches Synchronisationssystem mit einer Wiederholgenauigkeit von 0,01 mm auf.
Wenn mehr als 100 Tonnen Kraft über eine Bettlänge von über 2 Metern aufgebracht werden, ist ein Rahmenverzug unvermeidlich. Der Stößel biegt sich in der Mitte nach oben, während das Bett nach unten durchbiegt. Bei hydraulischen Maschinen ohne Bombierung führt diese Durchbiegung – üblicherweise im Bereich von 0,02 mm bis 0,1 mm pro Meter – dazu, dass der Stempel an den Enden des Werkstücks tiefer eindringt als in der Mitte.
Das Ergebnis ist der bekannte “Kanu‑Effekt”, bei dem die Mitte eines langen Biegeteils um 2–5° weniger gebogen ist als die Enden. Moderne servo‑elektrische Abkantpressen begegnen diesem Problem mit ultrasteifen Rahmen, die auf ≤0,02 mm Ebenheit zwischen Tisch und Stößel bearbeitet sind und über Längen von 4 Metern enge Winkeltoleranzen ohne Anpassung halten. Standard‑Hydraulikpressen hingegen besitzen diese strukturelle Steifigkeit nicht von Haus aus und müssen auf Bombierung zurückgreifen, um vergleichbare Ergebnisse zu erzielen.
Ohne ein CNC‑Hydraulik‑Bombiersystem – das Stößelsegmente automatisch in Zonen von 50–100 mm anpasst – bleiben Bediener älterer Maschinen auf grobe Notlösungen angewiesen. Sie unterlegen entweder das Werkzeug oder wechseln zur Prägetechnik (Coining). Beim Prägen wird extrem hohe Kraft eingesetzt, um das Material zu verdünnen und eine vollständige plastische Verformung zu erzwingen, wodurch der Rahmenverzug effektiv überwunden wird. Der Preis ist hoch: Die Rüstzeit verdreifacht sich, der Kraftbedarf schießt in die Höhe und der Werkzeugverschleiß beschleunigt sich. Dagegen reduzieren Werkstätten, die Bombierzylinder mit CNC‑Feedbackschleifen nachrüsten, den “Kanu‑Effekt”‑Ausschuss beim Biegen von 12‑mm‑Stahlplatten routinemäßig von 15% auf etwa 2%.
Katastrophenvermeidung: Bei jedem Werkstück, das länger als das 1,5‑fache des Abstands zwischen den Seitenrahmen ist, sollte bestätigt werden, dass der verfügbare Bombierhub der benötigten Tonnage entspricht. Eine alte Abkantpresse ohne Bombierung zu betreiben, garantiert nahezu Kanu‑Effekte bei bis zu 70% langer Teile – außer man greift zum Prägen.
Präzises Luftbiegen hängt von der Kontrolle des Rückfederns ab – der Tendenz des Metalls, nach Entlastung wieder in seine ursprüngliche Form zurückzugehen. Edelstahl federt typischerweise um 3–5° zurück, während Baustahl nur um 1–2° entspannt. Um exakt 90° zu erreichen, muss die Maschine um einen genauen Betrag überbiegen (zum Beispiel auf 86° oder 88°) und den Stößel im unteren Totpunkt für eine kontrollierte Haltezeit verweilen lassen, um innere Spannungen abzubauen.
Alte mechanische Pressen können diesen Ablauf schlicht nicht ausführen. Ihre kupplungsgetriebenen Hübe liefern Kraft mit einer Abweichung von ±15%. Da der Stößel durch Schwungradträgheit angetrieben wird, kann er weder mitten im Hub für eine kontrollierte Haltezeit anhalten, noch die erforderliche Positionsgenauigkeit von 0,01 mm erreichen, um konstant eine präzise 4°‑Überbiegung einzustellen.
Die Folge ist null Toleranz gegenüber Materialschwankungen. Der Versuch, hochfesten Stahl auf einer mechanischen Presse aus den 1970er‑Jahren zu luftbiegen, ist kaum mehr als ein Ratespiel. Aufzeichnungen über Werkzeugverschleiß zeigen, dass diese Werkstätten etwa 30% mehr Teile ausschlachten als hydraulische Anwender, hauptsächlich aufgrund von Stempelverzug durch schlechte Parallelität zwischen Stößel und Bett.
Katastrophenvermeidung: Wenn Sie eine alte mechanische Abkantpresse betreiben, beschränken Sie das Luftbiegen auf Baustahl unter 2 mm Dicke. Alles, was dicker oder härter ist, erfordert Bodenbiegen oder Prägen. Kein Maß an Bedienerfinesse verhindert, dass eine nominelle 90°‑Luftbiegung auf diesen Maschinen auf 92° zurückfedert.
Bei der Angebotsprüfung sollten Sie die Bildschirmgröße ignorieren und stattdessen darauf achten, was die Hände Ihres Bedieners tatsächlich tun müssen. Auf einer NC‑Maschine ist der Bediener ein ständiger Aufpasser – er lädt Bleche und passt dann nach jeweils wenigen Biegungen Winkel, Maße und Ausrichtung manuell an. Die Hubtiefe wird nach “Gefühl” eingestellt, nicht nach Rückmeldung, was regelmäßig eine Abweichung von ±1°–3° erzeugt. Bei Edelstahl‑ oder Hochfest‑Aufträgen kann dieses Ratespiel 20–30% des Produktionslaufs zum Ausschuss machen.
CNC verändert die Rolle vom Aufpasser zum Supervisor. Der wirkliche Fortschritt ist nicht der Touchscreen – es sind die synchronisierten Y1‑ und Y2‑Achsen. NC‑Hinteranschläge können sich mit 100 mm/s bewegen, aber außermittige Belastungen erfordern immer noch manuelles Kurbeln, wodurch die mechanische Torsionsstange nach einigen hundert Zyklen langsam verformt wird. Eine CNC‑Abkantpresse nutzt Linearencoder, um die Parallelität in Echtzeit zu korrigieren, läuft bei 200–400 mm/s ohne Verformung. Das Ergebnis: Ein Bediener kann komplexe Prototypen fahren, die ein zweiköpfiges NC‑Team überfordern würden, und die Rüstzeit von 30 Minuten auf etwa fünf reduzieren.
Vertriebsmitarbeiter zitieren gerne die Spitzentonnage – “100 Tonnen” – als ob sie immer verfügbar wäre. Das ist sie nicht. Wichtig ist die effektive Tonnage: die Kraft, die tatsächlich am Biegemittelpunkt ankommt. Bei NC‑Maschinen kann die mechanische Torsionsstange unter Teillast, etwa einer 60%‑Versetzung auf einem 10‑Fuß‑Teil, 15–20% ihrer Kraft durch Durchbiegung verlieren. Bediener gleichen das aus, indem sie überrammen, was Matrizen bricht und die Torsionsstange dauerhaft verzieht.
CNC‑Systeme begegnen diesem Problem mit Proportionalventilen, die in Echtzeit genau die benötigte Presskraft liefern. Gib eine Materialstreckgrenze ein – zum Beispiel 50 ksi für Edelstahl – und die Steuerung begrenzt die Kraft bei 80%, um ein Abdriften der Y‑Achse zu verhindern. Das ist das Wesen eines “Einrichten und vergessen”-Workflows, etwas, das NC einfach nicht bieten kann. Wer nur nach Spitzenpresskraft kauft, bezahlt für Leistung, die sich ohne Zerstörung des Werkzeugs gar nicht sicher nutzen lässt.
Eine hydraulische CNC mit $150 k löst den Rückfederungseffekt beim Luftbiegen von 4140‑Stahl nicht, wenn dein Team weiterhin mit unzureichender V‑Matrizen‑Fixierung bis zum Anschlag formt. Genauigkeit entsteht durch Berechnung, nicht durch Kapitalaufwand. Die Streckgrenze des Materials bestimmt die erforderlichen 2–5 ° Überbiegung – nicht die Presskraft. Ungeschulte Bediener raten, verbrauchen zehn Probesätze pro Einrichtung und nennen das “Einstellen”.”
Eine CNC‑Abkantpresse kann zwar 1 000 Programme speichern, aber wenn deine Biegestrategie den K‑Faktor ignoriert – typischerweise 0,33–0,50 für Baustahl und etwa 0,45 für Edelstahl – automatisierst du schlicht die Ausschussproduktion. Werkstätten, die ihre Biegedaten tatsächlich konsequent erfassen, entdecken regelmäßig, dass fast 80% der sogenannten “Maschinenausfälle” in Wirklichkeit Strategiefehler sind. Ohne richtige Schulung zur Vermeidung von Teillastbetrieb wird selbst eine Spitzenmaschine Stangenverdrillung und Ausschussteile produzieren.
Du brauchst keinen neuen Bestellauftrag, um die Genauigkeit bis morgen zu verbessern. Fang in der Werkhalle an, indem du Aufträge entsprechend der Physik der vorhandenen Maschinen sortierst. Wenn du eine hydraulische NC‑Abkantpresse betreibst, zwing sie nicht zu hochpräzisem Luftbiegen bei dickem Blech – das ist schlicht die falsche Anwendung.
Reserviere Luftbiegen für Aluminium unter 0,125 Zoll, wo eine kontrollierte Überbiegung von 3 ° und ein “schwimmender” Stempel handhabbar sind. Wechsel beim Biegen von Blechen über 0,25 Zoll Dicke zum Formbiegen. Dieser Ansatz vermeidet die dreifache Kraftanforderung des Prägebiegens, das Werkzeuge schon nach 200 Zyklen zerstören kann. Das „Abdriften“, über das sich Bediener beklagen, ist selten ein hydraulisches Problem; meist resultiert es daraus, dass ein Torsionsbalkensystem wie ein Linearencoder arbeiten soll. Korrigiere die Methode – und die Maschinenleistung folgt von selbst.


















