

304 paslanmaz bir parçanın bitmiş açısını ölçüyorsunuz: 88 derece. Çizim 90 diyor. Bir kez daha düzeltmeye çalışıyorsunuz—ve flanş çatlıyor. O tek hurda parça, malzeme ve işçilikte $500’e mal oldu ve gerçek zararı saymazsak bile—kaçırılan sevkiyat tarihi. Operatör suçlanıyor. Yaşlanan hidrolikler suçlanıyor. Ama asıl neden görmek daha zor. Karlı bir üretimle hurda arabası dolusu üretim arasındaki fark nadiren tonaj veya operatör becerisidir—genellikle malzemenin aslında hangi bükme yöntemini gerektirdiğini temel olarak yanlış anlamaktır.
Hurda oranları yükselmeye başladığında, çoğu imalat müdürü daha iyi donanımın fiziksel bir problemi çözeceğini varsayarak yeni ekipman bakmaya başlar. Elektrikli ve hidrolik tahrikleri karşılaştırırlar, tonaj tablolarını incelerler, eksen sayılarını sayarlar. Ancak verilerin sürekli gösterdiği şey şudur: En pahalı “abkant pres türü”, yanlış bükme yöntemiyle eşleştirilmiş olandır.
Bir parça muayenede başarısız olduğunda, içgüdü makineyi sorgulamaktır. Y-ekseni kayması mı vardı? Yorgun hidroliklerden basınç kaybı mı? Eski hidrolik presler—genellikle $50,000 civarında başlayan giriş sistemleridir—enerji kayıpları ve bakım ağırlıklı çalışma süreleriyle bilinir, ancak nadiren çatlamış flanşların veya sığ açılarının asıl nedenidirler. Genellikle başarısızlık, tabanlama için tasarlanmış bir prese hassas hava bükümü yaptırmaktan ya da hava büküm düzeneğini tabanlama takımına zorlamaktan kaynaklanır.
Yakın tarihli bir örnek, Güney Kore’deki bir imalat tesisinden geliyor; 6–8 eksenli bir CNC abkant prese yatırım yaptılar. Makinenin kendisi son teknoloji ürünüydü, ancak fark yaratıcı unsur donanım değildi. Asıl kazanç, beraberinde gelen çevrimdışı programlama ve simülasyon yazılımından geldi. Bükme yöntemini atölye deneme-yanılmasından dijital öngörüye kaydırarak tesis sadece üç ayda yeniden işleme oranını 38% azalttı.
Tesis sadece daha iyi bir makinaya yatırım yapmadı; bükmeye yaklaşımı yeniden tanımladı. Metale tepki vermek yerine, ekip her bükmeyi hesaplanmış bir öngörü olarak görmeye başladı. Sözde “CNC sihirbazlığını” kovalayan atölyeler genellikle bu nüansı kaçırır. Eğer yüksek çekme dayanımlı çeliği, ciddi elastik geri dönüşü (springback) telafi edecek rijitlik veya yazılım zekasına sahip olmayan bir makinede hava bükmeye çalışırsanız, başarısızlık mekanik değil—yöntemseldir. 38%’lik yeniden işleme azalması, bükmeleri çevrimdışı görselleştirmekten ve operatör tahminini sıfır hurda prototiplere dönüştürmekten geldi; bu da yöntemin temelden sağlam olması koşuluyla orta seviye senkro-hidrolik sistemlerde bile tamamen mümkündür.
Hurda oranı ile brüt kâr arasında doğrudan matematiksel bir ilişki vardır, ancak birçok atölye makine seçimlerini malzeme kaynaklarıyla eşleştirmekte başarısız olur. Sac metalin geleneksel zımba ve lazer kesimi rutin olarak ,9% veya daha fazla hurda oranı üretir. O sac abkant prese ulaştığında, zaten malzeme veriminde bir açıkla başlıyorsunuz.
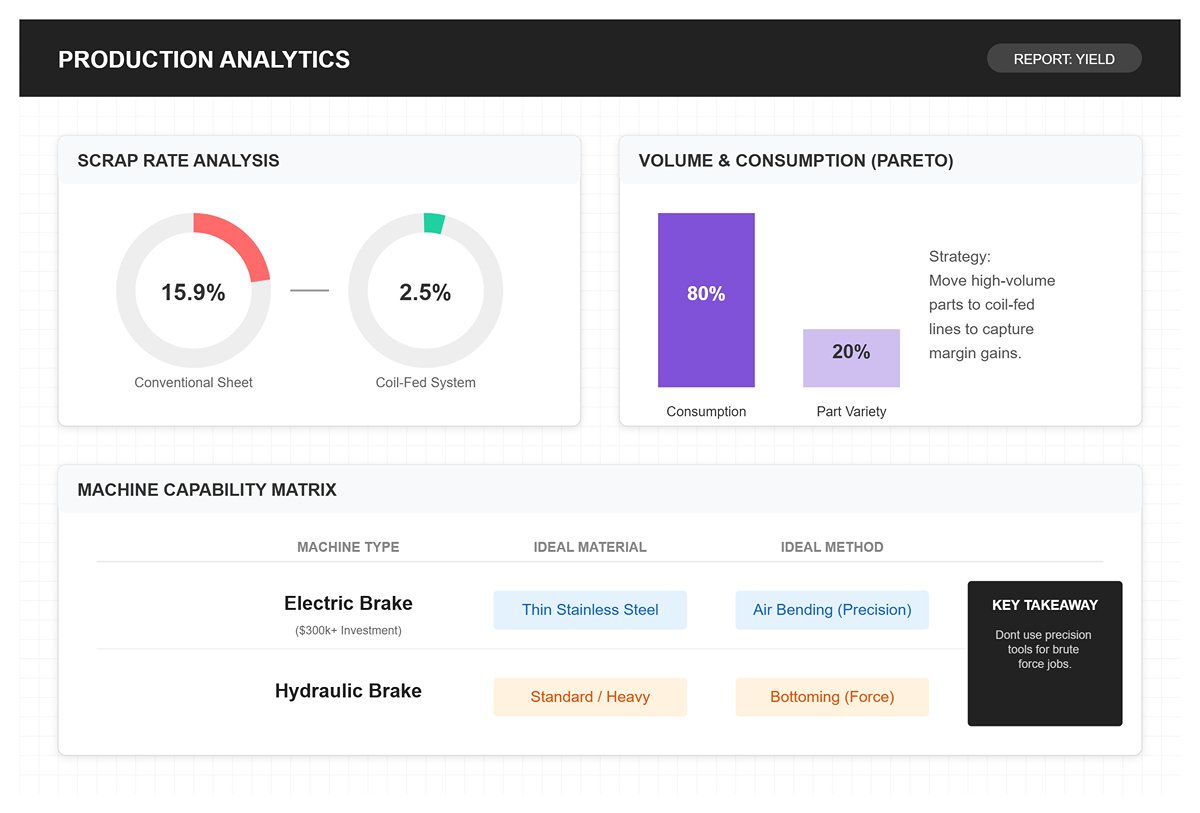
“Gizli bağ”, malzeme besleme yönteminin doğrudan hangi pres türünün en verimli olduğunu belirlemesidir. Pareto analizine göre genellikle toplam malzeme tüketiminin %’ini oluşturan yüksek hacimli parçaları rulodan beslemeli abkant pres hatlarına taşımak, hurdaları sadece %2–3%’ye indirebilir. Geri kazanılan bu malzeme, yalnızca operatör eğitimiyle elde edilemeyecek kâr artışlarına doğrudan dönüşür.
Bunu başarmak için makine sınırlamalarını net bir şekilde anlamak gerekir. Genellikle $300,000’in üzerinde fiyatlandırılan bir elektrikli abkant pres, ince paslanmaz çelikte hava bükümü için gereken hassasiyeti sağlar—hidroliklerin ise düzensiz kuvvet uygulayıp kenar çatlaklarına neden olabileceği durumlarda. Ancak aynı elektrikli makineye yüksek tonajlı tabanlama işi atamak sermayenin verimsiz kullanımına yol açar. En pahalı hata $500’lük bir takım hatası değildir; tek bir pres türünü evrensel çözüm gibi görmektir. Hurdayı her %1% azaltmak doğrudan abkant pres kârlılığını artırır, ancak bu iyileşme yalnızca makine türü (elektrik vs. hidrolik), malzeme formu (sac vs. rulo) ve bükme yöntemi (hava bükümü vs. tabanlama) kasıtlı olarak uyumlu olduğunda gerçekleşir.
On yıllar boyunca endüstri, usta operatörün sözde “altın kulağına” güvendi—o, A36 çeliğini mükemmel 90° geri dönecek şekilde ne kadar fazla bükmesi gerektiğini içgüdüsel olarak bilirdi. Bu bağımlılık artık bir yük haline geldi. Metalurjideki gelişmeler, esneklik davranışı yalnızca kaliteye değil, üretim partisine göre değişen yüksek mukavemetli alaşımlar getirdi. Hiçbir sezgi düzeyi, bir saat önce bükülen yüksek çekme dayanımlı çelik levha ile diğeri arasındaki farklı davranışı güvenilir şekilde tahmin edemez.
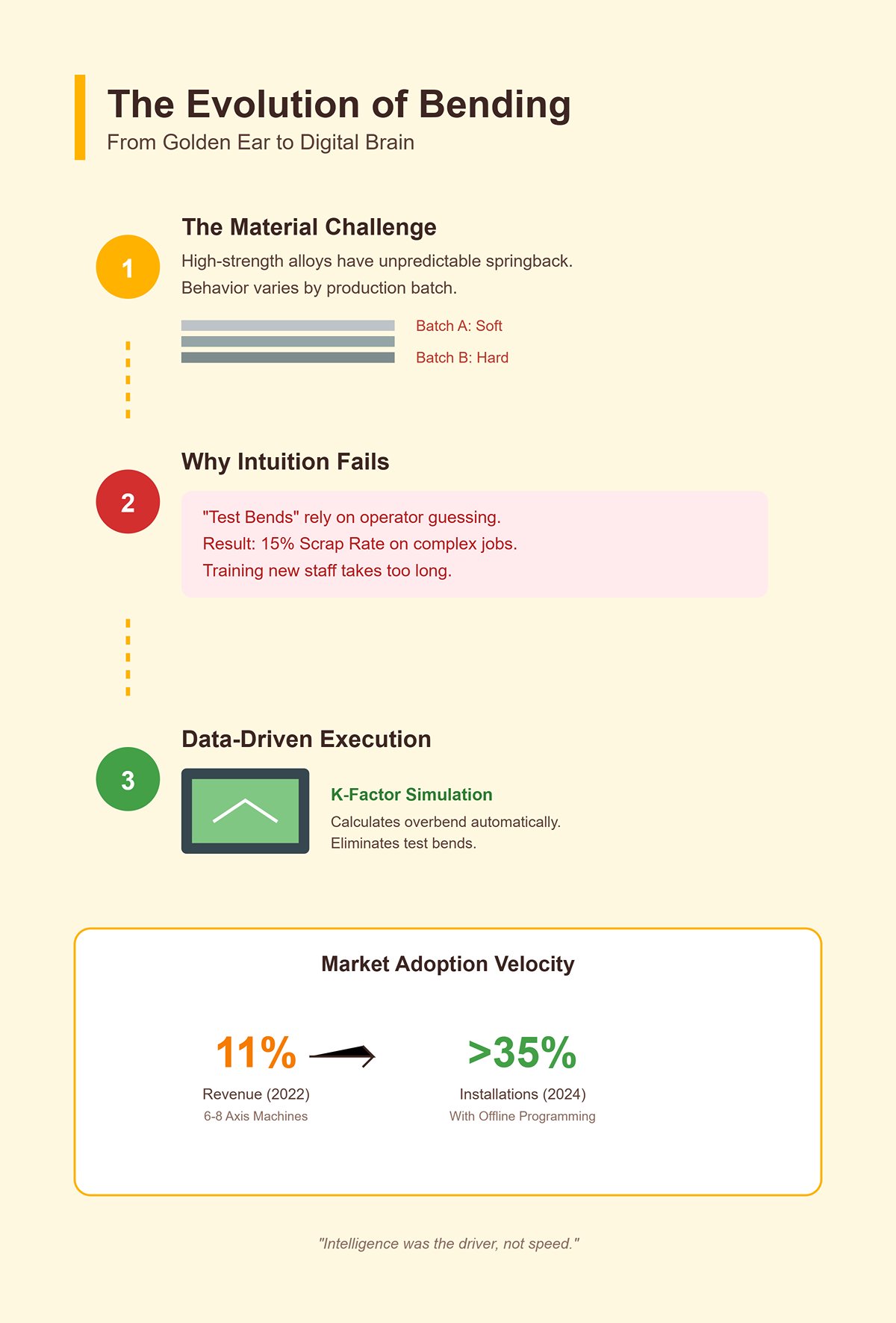
Bu değişim, 6–8 eksenli makinelerin 2022“de toplam pazar gelirinin %”ini ele geçirmesini açıklıyor. Hız ana itici güç değildi—zekâyı sağlayan faktördü. Bu makineler, pres hareket etmeden önce geri esnemeyi öngörmek için simülasyon yazılımı kullanıyor. 2024 yılına gelindiğinde, Kuzey Amerika’da kurulu abkant preslerin %’inden fazlası çevrimdışı programlamaya sahip çok eksenli CNC sistemleriyle çalışıyordu. Endüstri giderek “deneme bükümleri”ni terk ediyor—karmaşık işlerde hurda oranlarını %’e çıkarabilen bu yöntemin yerine veriye dayalı uygulamaları benimsiyor.
Modern üretimde gerçek “felaket önleme” aracı artık ustalık değil, doğru bir K-faktör simülasyonudur. Bir tesis, üretim başlamadan önce alaşım sünekliğini programlarına dahil ederek deneme bükümlerini tamamen ortadan kaldırdı. Yazılım gerekli fazla bükmeyi otomatik olarak hesapladı, böylece operatör hissi önemsiz hale geldi. Yeni operatörlerin eğitim sürelerinin vardiyaları doldurmak için yarıya indirilmesi gerektiği bir ortamda, insanlardan fiziği telafi etmelerini istemek, daha iyi yazılıma yatırım yapmaktan çok daha pahalıya mal olur.
Hava bükümü, modern hassas üretimde varsayılan yaklaşımdır ve tek bir takım kurulumu ile geniş bir açı yelpazesi üretme kabiliyetiyle değer görür. Ancak bu esneklik tamamen makinenin malzemenin doğal direncini kontrol edip telafi etme yeteneğine bağlıdır.
Hava bükümünde, zımba sacı takımın dibine zorlamadan V kalıbına iner. Malzeme yalnızca üç noktada temas eder: zımba ucu ve kalıbın iki omzu. Zımba, V kalıbı derinliğinin sadece –50%’ine kadar indiğinden, metal önemli ölçüde elastik hafızasını korur; bu da geri esnemenin (springback) temel nedenidir.
Koç geri çekildiğinde, metal doğal olarak orijinal düz şekline gevşemeye çalışır. Yumuşak çelikte, programlanmış bir 90° büküm genellikle yaklaşık 92°’ye kadar geri esner. Bunu telafi etmek için operatörler genellikle malzemenin akma dayanımına bağlı olarak 2–5° arasında kasıtlı olarak fazla büküm yaparlar. Bu zorluk paslanmaz çelikte çok daha belirgin hâle gelir; yaylanma, kalınlıktaki her 0.001 inç değişim için 1–2° arasında farklılık gösterebilir. Sonuç olarak, operatörler makinenin nominal derinlik ayarına güvenmek yerine fazla büküm açılarını hassasiyetle hesaplamak zorunda kalır.
Hava bükmenin en büyük avantajı—tek bir 85° V-kalıp kullanarak 90° ile 140° arasında büküm açıları üretmek—aynı zamanda onun zayıf noktasıdır. Nihai büküm açısı tamamen koçun penetrasyonu (Y ekseni) ile belirlenir. Açıyı tutarlı biçimde koruyabilmek için koç konumunu ±0.01 mm doğrulukla tekrarlamalıdır.
Eski NC hidrolik sistemler genellikle yetersiz kalır. Hidrolik sıvı ısındıkça koç konumu, büküm açısını 0.5° kadar değiştirecek kadar kayabilir. Bu kayma, operatörleri sadece açıyı ayarlamak için kurulum başına üç veya daha fazla deneme bükümü yapmaya zorlar. Buna karşılık modern hava bükme, optik sensörler veya lazer açı ölçüm sistemleriyle donatılmış gelişmiş CNC kontrollerine dayanır. Bu sistemler bükümü gerçek zamanlı olarak otomatik şekilde düzeltir—manuel ayarlamaya kıyasla hurda ve yeniden işleme oranlarını ’a kadar azaltır.
4140 çelik veya AR500 (akma dayanımı 60 ksi üzerinde) gibi yüksek dayanımlı malzemelerde, hava bükme çoğu zaman tek uygulanabilir seçenektir. Bu alaşımları bir kalıbın dibine zorlamak, takım hasarı veya yıkıcı malzeme arızası riski taşır. Bunun yerine, operatörler “yüzen zımba” yaklaşımını benimser; hedef açı için teorik derinliğin 0.5–1 mm üzerinde koçu durdururlar. Bu, gerilimi zımba ucunda yoğunlaştırmak yerine büküm yarıçapı boyunca daha eşit dağıtır. Bu teknik, rijit kurulumların yaklaşık ’inde görülen kenar çatlamalarını ortadan kaldırırken, eski hidrolik preslerin sağlayamayacağı servo-elektrik hassasiyet gerektirir.
Alt büküm, genellikle sadece “fazladan tonajla hava bükme” olarak yanlış anlaşılır. Gerçekte, geometrik olarak kalıba tam uyum sağlayarak büküm açısını belirleyen, yani kesin derinlik kontrolüne dayanmayan temelde farklı bir işlemdir.
Hava bükme yalnızca malzemeyi kısmen delebilirken, alt büküm sacı V-kalıbın omuzlarına sıkıca bastırır. Genellikle hava bükmenin tonajının yaklaşık iki katını gerektirir, ancak amaç malzeme penetrasyonu değil, mekanik kilitlemedir. Sacın kalıp açısına tam olarak uyum sağlamasını zorlayarak, alt büküm bükümün elastik bölgesini sıkıştırır. Bu geometrik kısıtlama, yaylanmayı tahmin edilebilir ±0.5° seviyesine indirir ve hava bükmenin gerektirdiği karmaşık derinlik hesaplamaları olmadan tutarlı açılar elde edilmesini sağlar.
Başarılı alt büküm, sözde “V-Kalıp Kuralı”na bağlıdır. 1/4″’ten ince yumuşak çelik için ideal V-açıklığı, malzeme kalınlığının sekiz katıdır. Bu oran, bükümün oluşması için yeterli boşluk sağlayarak sacın strokun sonunda kalıp omuzlarına sıkıca kilitlenmesine imkân tanır. Kalıbı 6× kalınlığa sıkılaştırmak tonaj gereksinimini artırır ve yüzey hasarı riskini yükseltir. Alüminyumda çatlamayı önlemek için genellikle 12× genişletmek gerekir, ancak artan boşluk daha fazla yaylanma oluşturur ve bu durum daha derin bir strokla telafi edilmelidir.
Alt büküm, 10–20 gauge galvanizli çelik gibi tutarlı malzemelerle yapılan orta ila yüksek hacimli üretimlerde (500+ parça) öne çıkar. Nihai açı, koç derinliğinden ziyade takım geometrisi tarafından belirlendiği için kurulum daha hızlıdır ve deneme yanılmalı fazla büküm ihtiyacını ortadan kaldırır. Hava bükme esneklik sunarken, değişkenliği uzun üretimlerde hurda oranlarını ’e kadar artırabilir. Alt büküm ise coining’in aşırı tepe yüklerinden kaçınan, stabil ve tekrarlanabilir bir süreç sağlar, takım ömrünü uzatır ve doğru uygulamalarda toplam iş maliyetlerini –30 oranında azaltabilir.
Coining, en eski ve en agresif sac metal bükme yöntemidir. Yaylanmayı tamamen ortadan kaldırarak metalin iç yapısını kalıcı olarak değiştirir, ancak bu hassasiyet makine yükü ve takım aşınmasında ağır bir bedel gerektirir.
Coining sadece metali bükmez—onu damgalar. Zımba, malzemeye zorla nüfuz eder, sacı nötr eksenin ötesinde –15 kadar iter ve büküm yarıçapını orijinal kalınlığının yaklaşık 0.3×’ine kadar sıkıştırır. Bu aşırı yükleme—genellikle hava bükme için gereken tonajın üç ila beş katı—büküm bölgesindeki tane yapısını şiddetle sertleştirir. Etkilenen bölgedeki akma dayanımı –30 artarken, süneklik yaklaşık azalır. Sonuçta metalin elastik hafızası silinir ve neredeyse sıfır yaylanmalı bir büküm elde edilir.
Sektörün büyük bölümü coining’den uzaklaştı çünkü modern CNC hava bükme, kaba kuvvete başvurmadan yeterli hassasiyet sağlar. Coining’in maliyeti takım aşınmasında hızla kendini gösterir: zımba uçları 1/4″ çelikte yalnızca 1.000 vuruşta mantarlaşabilir ve doğruluğunu yitirebilir, hava bükme takımlarından beş kat daha hızlı aşınır. Bununla birlikte, coining hâlâ bazı özel uygulamalarda kullanılmaktadır—örneğin, kritik kenar katlamaları olan havacılık bileşenlerinde veya yaylanmanın 3°’yi aştığı ve CNC telafi algoritmalarının güvenilir tahmin aralığının dışında kaldığı titanyum şekillendirmede.
Parlatma (coin) işlemi yapmayı seçmek, pratikte kalıp ömrünü boyutsal hassasiyetle değiştirmeyi seçmektir. Hava bükme sırasında 100 ton gerektiren bir bükme, parlatıldığında 400–500 ton gerektirebilir. Bu seviyedeki kuvvette, küçük hesap hataları bile zımbanın kalıcı olarak kalıba saplanmasına yol açabilir. 0.187 inç 6061-T6 alüminyumdan daha sert malzemelerde parlatma, kalıpları hızla çizer ve yok eder. 0,1° tolerans sapmasını geri kazandırabilirken, gerçek maliyet genellikle her 5.000 çevrimde $2.000 takım setinin değiştirilmesi anlamına gelir—az sayıdaki atölye bu uzlaşmayı karşılayabilir.
Hidrolik abkant preslerin genellikle statik, eğilmez makineler olduğu—ağırlıkları sayesinde doğruluğun otomatik olması gerektiği—varsayılır. Gerçekte ise bir hidrolik pres daha çok dinamik bir sistem gibi davranır, çalışırken şeklini fark edilmeden değiştirir. Sektörde genel imalat için hâlâ en çok tercih edilen çözüm olsalar da, bir vardiya boyunca hassasiyeti korumak kasıtlı ve aktif kontrol gerektirir.
Hidrolik performansın gerçek düşmanı yetersiz güç değil, ısıdır. Yüksek hacimli üretimde, senkronize silindirlerin yaklaşık 500 çevrimden sonra paralelliklerini yavaş yavaş kaybetmeleriyle Y ekseni kayması en belirgin hâle gelir. Sürekli basınç, yağ sıcaklığını artırır ve hidrolik sıvı incelip, koç (ram) genleştiğinde, tekrarlanabilirlik hassas ±0,01 mm’den çok daha az kabul edilebilir ±0,05 mm’ye düşebilir.
3 metre uzunluğundaki bir parçada bu kayma, koç zamanında ayarlanmazsa 0,5 mm ila 1 mm açı hatasına dönüşebilir. Saat 8:00’de kusursuz olan bir kurulum, 10:30’a gelindiğinde sessizce hurda üretmeye başlayabilir. Senkro-hidrolik makineler, birden fazla silindiri senkronize tutan dijital kontrollerle bunu telafi etmeye çalışır, ancak termal genleşmenin temel fiziğinden kaçamazlar. Tecrübeli atölyeler, çevrimler arasında ısıyı atmak için 10 saniyelik bekleme süreleri ekleyerek veya somun durdurmalı tasarımlara geçerek karşılık verir. Bu mekanik durdurucular karmaşık işlerde kaymayı ortadan kaldırır, ancak kalın levhalar için değişken tonaj gerektiğinde esnekliği azaltır.
Termal yönetim gereksinimine rağmen, hidrolik abkant presler ağır hizmet tipi sac imalatında tek bir öncelikli sebeple hâkimdir: ölçeklenebilirlik. Başka hiçbir teknoloji, 50 feetlik bir yatak boyunca 3.000 tona gerçekçi biçimde ölçeklenemez. Titanyum veya kalın demir dışı malzemeleri bükerken, tandem hidrolik sistemler birden fazla makineyi bağlayarak bükme kapasitesini fiilen iki katına çıkarabilir—diğer tahrik sistemlerini sınırlayan koç sehimine maruz kalmadan.
Hidrolik silindirler aynı zamanda 100 ila 300 tonluk uygulamalarda elektrikli tahrik bileşenlerini hızla yok edebilecek değişken hız kontrolü ve kontrollü geri çekilme sağlar. Yukarı hareketli veya aşağı hareketli makineler olarak yapılandırılsalar da—0,25 inçten kalın levhalar için tabla açıklığı kazanmak adına strok tutarlılığından biraz feragat edilerek—hidrolik abkant pres, işin sürekli ve büyük bir yüzey alanına yayılmış kuvvet gerektirdiği durumlarda tek pratik seçim olmaya devam eder.
Hidrolikler tokmaksa, servo-elektrikli makineler neşterdir. Sınırsız tonajdan vazgeçip, bunun karşılığında hız, hassasiyet ve işletme verimliliği kazanırlar. Sürekli çalışmak yerine boştayken duran servo motorlara dayanarak, bu abkant presler 50 ton altı işlerde hidrolik sistemlere kıyasla enerji tüketimini –40% oranında azaltabilir.
Hidrolik yağın ortadan kaldırılması, sızıntı riskini tamamen ortadan kaldırır ve filtre, conta ve sıvı yönetimi bakım yükünü ortadan kaldırır. Bunun yerine, bilye vida tahrikli koçlar ±0,005 mm tekrarlanabilirlikle kuvvet uygular ve kısa strok hareketlerinde hidroliklere göre on kata kadar daha hızlı çalışabilir. Bu kombinasyon, çevrim süresi, hassasiyet ve temiz çalışma ortamının taviz verilmez olduğu yüksek çeşitlilikte, düşük hacimli atölyeler için servo-elektrik presleri açık ara en uygun seçenek hâline getirir.
Elektrikli tahrikler, geri sekmeyi deneme-yanılma yerine dinamik olarak çözüme kavuşturarak hassas hava bükmeyi dönüştürmüştür. Kapalı devre servo geri bildirimi, makinenin malzeme direncini gerçek zamanlı algılamasına ve otomatik olarak telafi etmesine olanak tanır—çoğunlukla yüksek gerilme dayanımlı malzemelerde 2–3° fazla bükme yaparak, test vuruşlarına veya manuel ayarlamalara gerek kalmadan.
Bu avantaj, hava bükmenin serbest duran zımbalara dayandığı 0,25 inçten ince sac metallerde en belirgin hâle gelir. Koç içine entegre edilmiş verniyer ölçekleri veya CNC cetveller, konumlamayı ±0,1° doğrulukla senkronize eder; böylece elektrikli abkant presler, prototip ve kısa seri işlerde hidroliklere kıyasla dramatik biçimde üstün performans gösterir—burada ana kısıt genellikle şekillendirme hızı değil, kurulum süresidir.
Yine de, servo-elektrik teknolojisinin net bir üst sınırı vardır. Kalın paslanmaz çelik—özellikle 0,187 inç (4,7 mm) üzerindeki kalınlıklarda—bu sistemlerin zorlanmaya başladığı noktadır. Servo torku genellikle 300 ton civarında zirve yapar; bu eşiğin ötesine geçmek motorun aşırı ısınması ve zımbanın delme eyleminde duraksaması riskini taşır.
304 veya 316 paslanmaz çelikte, 10 mm’den daha kalın malzemelerde, kıvrımı tamamlamak için gereken sürekli kuvvet elektrikli tahrikleri zorlayabilir; bu durum malzeme deformasyonuna, çatlamış kenarlara ve tam oluşmamış şekillere yol açar. Servo-elektrikli pres frenleri bu aralıkta zorlamaya çalışan atölyelerde, yapısal bükümlerde hurda oranları genellikle –20¹TP³T arasında artar. Kalın sac paslanmaz uygulamalarda, elektrikli tahriklerin verimliliği bir dezavantaja dönüşür ve hidrolik sistemlerin kaba, sürekli gücü tek uygulanabilir çözüm haline gelir.
Hibrit pres frenler, servo hassasiyet ile hidrolik gücün kesişim noktasında yer alır. Servo kontrollü hareketi, sadece gerektiğinde basınç üreten hidrolik güçlendiricilerle birleştirerek, bu sistemler ısı üretimini yaklaşık ¹TP³T oranında azaltır ve geleneksel hidrolik makinelerle karşılaştırıldığında yağ hacmini önemli ölçüde düşürür, buna rağmen zorlu uygulamalar için gereken tonajı sağlamaya devam eder.
Servo pompalar yalnızca koç hareket halindeyken devreye girer, bu da elektrikli makinelerin inceliğini—düşük enerji tüketimi ve temiz çalışma—sağlarken, 1.000+ tonluk plakalarda gereken kaba gücü de sunar. İlk yatırım maliyeti daha yüksek olsa da, hibrit sistemler çok çeşitli malzemelerde üretim hızını dengeler ve otomatik sıkıştırma sayesinde değişim sürelerini ¹TP³T’ye kadar hızlandırır. Sonuç: kronik bakım ve yağ sızıntısı sorunları olmadan gerçek hidrolik kas gücü.
Spektrumun zıt ucunda mekanik pres fren bulunur. Volan ve kavrama sistemiyle çalışan bu makineler, dakikada 500 stroka kadar ulaşan üstün hız sunar—delme veya basit şekillendirme gibi yüksek tekrarlı işler için etkilidir. Ancak bu hızın bir bedeli vardır: mekanik frenler modern üretim tekniklerine tamamen hoşgörüsüzdür.
Mekanik frenler sabit strokla çalışır, yaylanmayı tamamen görmezden gelir. Bu durum operatörleri, modern alaşımların değişken çekme dayanımlarında takımın kırılmasına neden olabilecek “taban bükme”ye zorlar. Devreye girdiğinde volan ayarı kilitler—yüksek hacimli yumuşak çelik için ideal, ancak CNC kontrollü işlemler açısından tehlikelidir. Açı düzeltme için mikro ayarlama imkânı olmadan yalnızca 1°’lik bir sapma bile tüm partiyi hurdaya çıkarabilir. Sorunu daha da artıran, birçok eski makinenin taçlama sistemi olmamasıdır, bu da uzun parçaların ortasında “kayık” veya eğilme oluşmasına neden olur. Günümüzün hassasiyet odaklı atölyelerinde mekanik fren artık bir iş gücü değil, tehlikeli bir kalıntı olarak görülür.
Sektörün büyük bir kısmı, makine seçimi ile bükme yöntemini birbirinden bağımsız tercihler olarak görür—sanki donanım ve teknik istendiği gibi karıştırılabilirmiş gibi. Bu, temel bir yanlış anlamadır. Makinenin fiziği—özellikle tahrik sistemi ve çerçeve rijitliği—hangi bükme yöntemlerinin matematiksel olarak uygulanabilir olduğunu ve hangilerinin kaçınılmaz olarak hurda üreteceğini belirler. Eski bir mekanik frende taban bükme “seçmezsiniz”; makine sizin yerinize o kararı verir.
Bu uyum matrisini kavramak, kârlı bir üretim serisi ile yeniden işlenecek hurda dolu bir konteyner arasındaki çizgidir. Gerekli tonaj kontrolü veya tekrarlanabilirliği olmayan bir makineye uygunsuz bir bükme yöntemi uygulandığında, sadece malzemeyle değil, koçun temel mekanik sınırlarıyla da savaşırsınız.
Eski mekanik pres frenlerin güvenilir hava bükmede zorlanmasının temel nedeni, koç senkronizasyonunun zayıf olmasıdır. Servo kontrollü geri bildirimle konumu sürekli izleyip düzelten modern CNC makinelerinin aksine, eski mekanik frenler volan ve kavrama mekanizmasına dayanır. Bu tasarım, koçun “yüzer” hale gelmesine neden olarak her vuruşta Y1/Y2 ekseninde 0,05 mm’ye kadar kayma oluşturur.
Hava bükmede—nihai açı yalnızca zımba penetrasyon derinliği ile kontrol edildiğinde—0,05 mm’lik fark felakettir. 3 mm yumuşak çelikle yapılan yüksek hacimli üretim serilerinde bu kadar kayma, bükme açılarını tolerans dışına çıkarmaya yeterlidir ve hurda oranlarını –40¹TP³T seviyelerine çıkarır. Hiçbir programlama becerisi bu tür mekanik tutarsızlığı telafi edemez.
Sonuç olarak, bu makineler operatörleri fiilen taban bükmeye. zorlar. Zımbayı tamamen V kalıba iterek koç derinliği artık değişken olmaktan çıkar—kalıp kendisi sert mekanik durdurucu haline gelir. Malzeme, koçun başka türlü yerleşeceği yere bakılmaksızın şekle girmeye mecbur kalır. Bu yaklaşım bükme açısını dengelemeye yardımcı olur, ancak ağır bir bedeli vardır: tonaj gereksinimleri genellikle hava bükmenin 2–3 katına çıkar. Bu kaba kuvvet yöntemi açı değişimini azaltır ancak aşınmayı ciddi şekilde hızlandırır; paslanmaz çelik gibi aşındırıcı malzemelerde takım ömrünü ¹TP³T’ye kadar kısaltabilir.
Felaket Önleyici: Koç paralelliğini her gün kontrol edin. Sapma 0,03 mm’yi aşarsa, hassas parçaları hava bükmeye çalışmayın. Açıyı mekanik olarak sabitlemek için ya taban bükmeye geçin ya da 0,01 mm tekrarlanabilirliğe sahip hidrolik senkronizasyon sistemine yükseltin.
100 tondan fazla kuvvet 2 metreden uzun bir tabla boyunca uygulandığında, gövde eğilmesi kaçınılmazdır. Koç ortada yukarı doğru esnerken tabla aşağı doğru eğilir. Şekillendirme taçlama (crowning) sistemi olmayan hidrolik makinelerde bu eğilme—genellikle metrede 0,02 mm ila 0,1 mm arasında—punta ucunun parçanın uç kısmında merkeze göre daha derine girmesine neden olur.
Bunun sonucu, uzun bir bükümün ortasının uçlara göre 2–5° daha az büküldüğü, iyi bilinen “kano etkisi”dir. Modern servo-elektrikli abkant presler, tabla ile koç arasındaki düzlüğü ≤0,02 mm seviyesinde işlenmiş ultra rijit gövdelerle bu sorunu ortadan kaldırır ve 4 metrelik uzunluklar boyunca açı toleranslarını ayar gerektirmeden korur. Standart hidrolik frenlerde ise bu yapısal rijitlik bulunmadığından, benzer sonuçlar elde etmek için taçlama sistemine ihtiyaç duyulur.
CNC hidrolik taçlama sistemi olmadan—ram segmentlerini 50–100 mm bölgelerde otomatik ayarlayan sistem—eski makinelerdeki operatörler, kaba çözümlerle yetinmek zorunda kalır. Ya kalıp altına pul yerleştirirler ya da boş kalıplama (coining). yöntemine geçerler. Coining, malzemeyi inceltmek ve tam plastik deformasyona zorlamak için aşırı tonaj uygular, böylece gövde eğilmesini fiilen bastırır. Ancak bunun bedeli yüksektir: kurulum süresi üç katına çıkar, tonaj gereksinimi fırlar ve kalıp aşınması hızlanır. Buna karşılık, CNC geri besleme döngüsüne bağlı taçlama silindirleri ekleyen atölyeler, 12 mm çelik levha bükümünde “kano etkisi” kaynaklı hurda oranını 15%’ten yaklaşık 2% seviyesine düşürür.
Felaket Önleyici: Yan çerçeveler arasındaki mesafenin 1,5 katından daha uzun her parça için, mevcut taçlama strokunun gerekli tonajla uyumlu olduğundan emin olun. Taçlama olmadan çalışan eski bir pres frende, uzun parçaların % kadarında “kano etkisi” görülmesi neredeyse kaçınılmazdır—tabii coining yöntemine başvurmazsanız.
Doğru hava bükümü, metale uygulanan basınç bırakıldığında malzemenin orijinal şekline geri dönme eğilimi olan esnemeyi (springback) kontrol etmeye bağlıdır. Paslanmaz çelik genellikle 3–5° geri esnerken, yumuşak çelik yalnızca 1–2° esner. Gerçek bir 90° elde etmek için makinenin belirli bir oranla fazla büküm yapması (örneğin 86° veya 88°) ve iç gerilimleri rahatlatmak amacıyla koçu alt ölü noktada kontrollü bir süre bekletmesi gerekir.
Eski mekanik frenler bu işlemi yapamaz. Debriyaj tahrikli strokları, ±15% kuvvet değişimi ile çalışır. Koç volan ataletine bağlı olarak hareket ettiğinden, strok ortasında durup kontrollü bir bekleme yapamaz ve 0,01 mm konum hassasiyetiyle 4° fazla bükümü tekrarlanabilir şekilde ayarlayamaz.
Sonuç olarak malzeme farklılıklarına tolerans sıfırdır. 1970’lerden kalma bir mekanik frende yüksek çekme dayanımlı çeliği hava ile bükmek, temelde “tahmine dayalı iş”tir. Takım aşınma kayıtları, bu tip atölyelerin, koç ile tabla paralelliğindeki bozulmadan kaynaklanan punta sapması nedeniyle hidrolik kullanıcılara kıyasla yaklaşık % daha fazla hurda ürettiğini gösterir.
Felaket Önleyici: Eğer eski bir mekanik fren kullanıyorsanız, hava bükümünü 2 mm’den ince yumuşak çeliklerle sınırlayın. Daha kalın veya sert malzemeler için alt büküm veya coining gerekir. Operatör ustalığı ne olursa olsun, bu makinelerde nominal 90° hava bükümü kaçınılmaz olarak 92°’ye geri sekmeye devam edecektir.
Bir teklifi incelerken, ekran boyutuna değil, operatörün gerçekte yapması gereken işlere odaklanın. NC makinede operatör, sürekli gözlemci konumundadır—sac levhayı yükler, ardından her birkaç bükümden sonra açı, boyut ve hizalamayı elle düzeltir. Strok derinliği “hisse”ye göre ayarlanır, geri bildirime göre değil; bu da rutin olarak ±1°–3° sapmaya yol açar. Paslanmaz veya yüksek dayanımlı işlerde bu deneme‑yanılma yaklaşımı üretimin –30%’sinin hurdaya çıkmasına neden olabilir.
CNC, operatörün rolünü gözlemciden denetçiye dönüştürür. Asıl gelişme dokunmatik ekranda değil, senkronize Y1 ve Y2 eksenlerindedir. NC geri dayamaları 100 mm/s hızla hareket edebilir, ancak merkezden kayık yüklerde hâlâ el ile ayar gerekir ve birkaç yüz çevrimden sonra mekanik torsiyon mili yavaşça deforme olur. CNC abkant presi, doğrusal enkoderler sayesinde paralelliği gerçek zamanlı düzeltir; 200–400 mm/s hızla deforme olmadan çalışır. Sonuç olarak, bir operatör iki kişilik bir NC ekibini aşan karmaşık prototipleri tek başına çalıştırabilir, ayar süresini 30 dakikadan yaklaşık beş dakikaya indirir.
Satış temsilcileri maksimum tonajı—“100 ton”—sanki her zaman mevcutmuş gibi sunmayı sever. Oysa asıl önemli olan etkin tonajdır: bükümün orta noktasında gerçekten elde ettiğiniz kuvvettir. NC makinelerde mekanik torsiyon mili, kısmi yüklerde—örneğin 10 metrelik bir parçada % dengesiz yükte—kuvvetinin –20%’ini esneme nedeniyle kaybedebilir. Operatörler bunu fazla bastırarak telafi eder, bu da kalıpların çatlamasına ve torsiyon milinin kalıcı olarak eğilmesine yol açar.
CNC sistemleri bunu, gerçek zamanlı olarak tam olarak gerekli tonajı sağlayan orantılı valflerle çözer. Malzeme akma dayanımını girin — örneğin paslanmaz çelik için 50 ksi — ve kontrol, Y ekseni kaymasını önlemek için 80%“de kuvveti sınırlar. Bu, ”ayarla ve unut” iş akışının özüdür; NC bu olanağı sunamaz. Sadece tepe tonajına göre satın alırsanız, takım teçhizatını yok etmeden güvenli biçimde kullanamayacağınız gücü için ödeme yapmış olursunuz.
$150k hidrolik CNC, ekibiniz hâlâ uygun V‑kalıp kilitlemesi olmadan altlama yapıyorsa, 4140 çelikte hava bükme geri esnemesini çözmez. Doğruluk, sermaye harcamasından değil, hesaplamadan gelir. Malzemenin akma dayanımı, gerekli 2–5° fazla bükmeyi belirler — koç gücünü değil. Eğitimsiz operatörler tahmin yürütür, kurulum başına on deneme bükümü yapar ve buna “ayar yapmak” der.”
Bir CNC abkant pres 1.000 program depolayabilir, ancak bükme stratejiniz K faktörünü — genellikle yumuşak çelik için 0,33–0,50 ve paslanmaz için yaklaşık 0,45 — görmezden geliyorsa, yalnızca hurda üretimini otomatikleştiriyorsunuz demektir. Şekillendirme verilerini gerçekten takip eden atölyeler tutarlı biçimde keşfeder ki sözde “makine arızalarının” neredeyse 80%’si aslında strateji uyumsuzluklarıdır. Kısmi yükten kaçınma konusunda doğru eğitim olmadan, üst düzey bir makine bile çubuk burulması ve reddedilen parçalar üretecektir.
Doğruluğu yarına kadar artırmak için yeni bir satın alma siparişine ihtiyacınız yok. Zemin seviyesinde, halihazırda sahip olduğunuz makinelerin fiziğine göre işleri sıralayarak başlayın. Hidrolik NC abkant pres çalıştırıyorsanız, kalın plaka üzerinde yüksek hassasiyetli hava bükmeyi zorlamayı bırakın — bu, sadece yanlış bir uygulamadır.
Hava bükmeyi, kontrollü 3° fazla bükmenin ve yüzen zımbanın yönetilebilir olduğu 0,125 inç altındaki alüminyum için saklayın. 0,25 inçten kalın herhangi bir plaka için altlamaya geçin. Bu yaklaşım, takım teçhizatını 200 çevrim kadar az sürede yok edebilen üç kat tonaj cezası gerektiren baskılama işlemini önler. Operatörlerin şikâyet ettiği “sapma”, nadiren bir hidrolik sorundur; genellikle bir burulma çubuğu sisteminden doğrusal kodlayıcı gibi davranmasının istenmesiyle ilgilidir. Yöntemi düzeltin, makine performansı da düzelir.


















