

You measure the finished angle on a 304 stainless part: 88 degrees. The drawing calls for 90. You try to bump it again—and the flange cracks. That single scrapped piece just burned $500 in material and labor, not to mention the real damage: a missed ship date. The operator gets blamed. The aging hydraulics get blamed. But the true cause is harder to see. The difference between a profitable run and a cart full of scrap is rarely tonnage or operator skill—it’s a fundamental misunderstanding of which bending method the material actually requires.
When scrap rates creep up, most fabrication managers start shopping for new equipment, assuming better hardware will fix a physics problem. They compare electric versus hydraulic drives, scrutinize tonnage charts, and count axes. What the data consistently shows, however, is this: the most expensive “press brake type” is the one paired with the wrong bending method.
When a part fails inspection, the instinct is to interrogate the machine. Was there Y-axis drift? A pressure loss from tired hydraulics? While older hydraulic brakes—often entry systems starting around $50,000—are known for energy losses and maintenance-heavy uptime, they are seldom the root cause of cracked flanges or shallow angles. More often, the failure comes from asking a brake designed for bottoming to deliver precision air bending, or forcing an air-bending setup to behave like a bottoming tool.
A recent example comes from a South Korean fabrication plant that invested in a 6–8 axis CNC press brake. The machine itself was state-of-the-art, but the hardware wasn’t the turning point. The real gains came from the offline programming and simulation software that accompanied it. By shifting the bending method from shop-floor trial-and-error to digital prediction, the plant cut rework by 38% in just three months.
The plant didn’t simply invest in a better machine; it redefined how bending was approached. Instead of reacting to the metal, the team began treating each bend as a calculated prediction. Shops chasing so-called “CNC magic” often miss this nuance. If you try to air-bend high‑tensile steel on a machine that lacks the rigidity or the software intelligence to compensate for severe springback, the failure isn’t mechanical—it’s methodological. The 38% reduction in rework came from visualizing bends offline and converting operator guesswork into zero‑scrap prototypes, something that’s entirely achievable even on mid‑tier synchro‑hydraulic systems when the method is fundamentally sound.
There is a direct, mathematical relationship between scrap rate and gross margin, yet many shops fail to align their machine choices with their material sources. Conventional punching and laser cutting of sheet metal routinely generate scrap rates of 15.9% or more. By the time that sheet reaches the press brake, you’re already starting from a deficit in material yield.
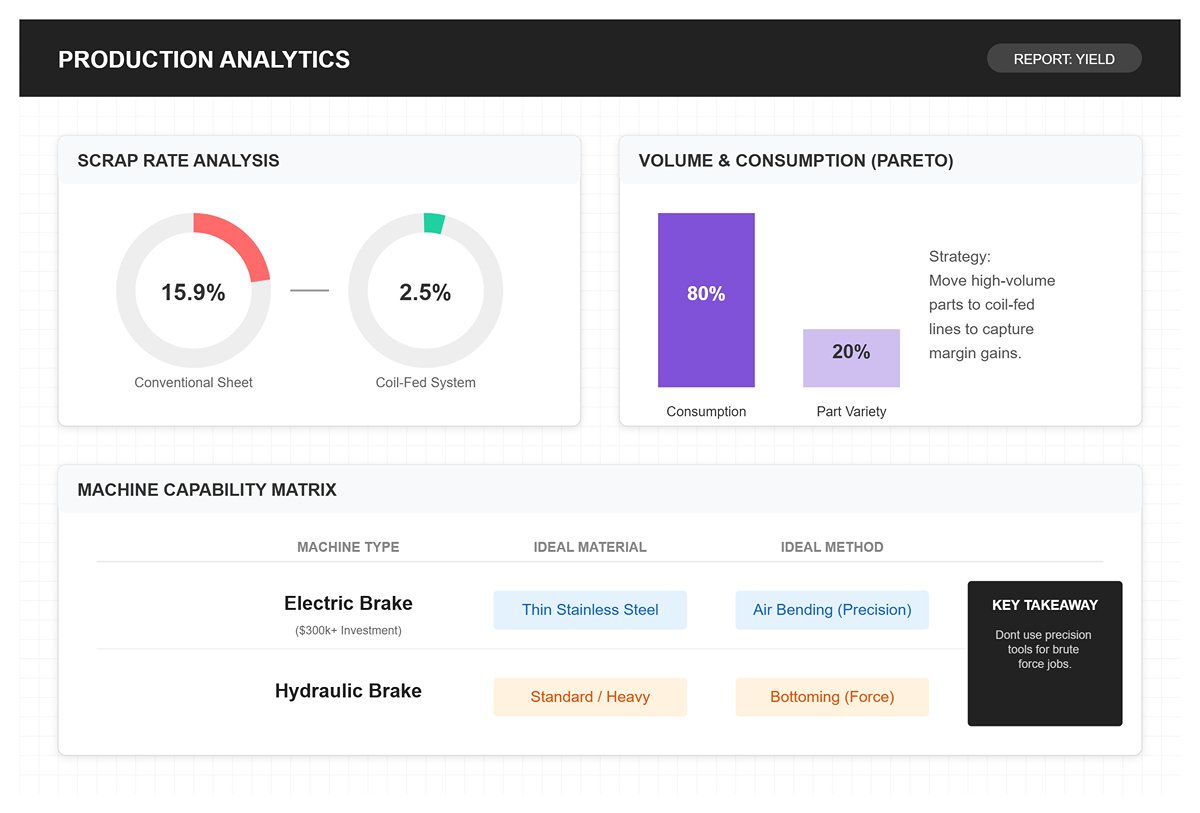
The “hidden link” is that the method of material delivery directly determines which brake type is most efficient. Moving high‑volume parts—which, under Pareto analysis, typically account for 80% of total material consumption—to coil‑fed press brake lines can reduce scrap to just 2–3%. That reclaimed material translates directly into margin gains that no amount of operator training alone can match.
Achieving this, however, requires a clear understanding of machine limitations. An electric press brake, often priced north of $300,000, delivers the precision needed for air bending thin stainless steel—where hydraulics may apply uneven force and cause edge cracking. But assigning a high‑tonnage bottoming job to that same electric machine is an inefficient use of capital. The real costliest mistake isn’t a $500 tooling error; it’s treating one type of brake as a universal solution. Every 1% reduction in scrap directly improves press brake profitability, but that improvement only happens when machine type (electric vs. hydraulic), material form (sheet vs. coil), and bending method (air bending vs. bottoming) are aligned with intention.
For decades, the industry leaned on the so-called “golden ear” of the master operator—the veteran who instinctively knew how far to overbend A36 steel so it would relax back to a perfect 90°. That dependence has now become a liability. Advances in metallurgy have introduced high-strength alloys whose springback behavior varies not only by grade, but by production batch. No level of intuition can reliably predict how one sheet of high-tensile steel will behave compared with the one bent an hour earlier.
This shift explains why 6–8 axis machines captured 11% of total market revenue in 2022. Speed wasn’t the main driver—the intelligence was. These machines use simulation software to predict springback before the ram ever moves. By 2024, more than 35% of press brakes installed in North America featured multi-axis CNC with offline programming. The industry is steadily abandoning “test bends,” which can push scrap rates to 15% on complex jobs, in favor of data-driven execution.
In modern fabrication, the real “disaster prevention” tool is no longer a skilled hand, but an accurate K-factor simulation. One facility eliminated test bends altogether by incorporating alloy ductility into its programs before production began. The software calculated the required overbend automatically, making operator feel irrelevant. In a climate where training time for new operators must be cut in half just to staff shifts, asking humans to compensate for physics is far more expensive than investing in better software.
Air bending is the default approach in modern precision fabrication, valued for its ability to produce a wide range of angles with a single tooling setup. That flexibility, however, is entirely dependent on the machine’s ability to control and compensate for the material’s natural resistance.
In air bending, the punch descends into the V-die without forcing the sheet to the bottom of the tool. The material contacts only three points: the punch tip and the two shoulders of the die. Because the punch penetrates just 30–50% of the V-die depth, the metal retains significant elastic memory, which is the root cause of springback.
When the ram retracts, the metal naturally tries to relax back toward its original flat shape. In mild steel, a programmed 90° bend will reliably rebound to about 92°. To compensate, operators intentionally overbend—usually by 2–5°, depending on the material’s yield strength. This challenge becomes far more pronounced with stainless steel, where springback can vary by 1–2° for every 0.001 in. change in thickness. As a result, operators are forced to calculate overbend angles with precision rather than trusting the machine’s nominal depth setting.
Air bending’s biggest advantage—using a single 85° V-die to produce bend angles from 90° to 140°—is also its Achilles’ heel. The final bend angle is governed entirely by ram penetration (the Y-axis). To hold angles consistently, the ram must repeat its position within ±0.01 mm.
Older NC hydraulic systems often fall short. As hydraulic fluid heats up, ram position can drift enough to change the bend angle by as much as 0.5°. This drift forces operators to run three or more test bends per setup just to dial in the angle. Modern air bending, by contrast, depends on advanced CNC controls equipped with optical sensors or laser angle measurement systems that automatically correct the bend in real time—cutting scrap and rework by up to 60% compared with manual adjustment.
For high‑tensile materials such as 4140 steel or AR500 (yield strength above 60 ksi), air bending is often the only practical option. Forcing these alloys into the bottom of a die risks tool damage or catastrophic material failure. Instead, operators rely on a “floating punch” approach, stopping the ram 0.5–1 mm above the theoretical depth for the target angle. This spreads stress more evenly along the bend radius rather than concentrating it at the punch tip. While this technique eliminates the edge cracking common in roughly 70% of rigid setups, it requires servo‑electric accuracy that older hydraulic presses simply cannot achieve.
Bottom bending is often mistaken for nothing more than “air bending with extra tonnage.” In practice, it is a fundamentally different process—one that sets the bend angle through geometric conformity to the die rather than precise depth control.
Where air bending only partially penetrates the material, bottoming drives the sheet firmly against the shoulders of the V-die. It typically requires about twice the tonnage of air bending, but the objective is not material penetration—it is mechanical locking. By forcing the sheet to fully conform to the die angle, bottoming compresses the bend’s elastic zone. This geometric constraint reduces springback to a predictable ±0.5°, delivering consistent angles without the intricate depth calculations that air bending demands.
Successful bottom bending hinges on the so-called “V-Die Rule.” For mild steel under 1/4″ thick, the ideal V-opening is eight times the material thickness. This proportion provides sufficient clearance for the bend to form while still allowing the sheet to lock firmly against the die shoulders at the bottom of the stroke. Tightening the die to 6x thickness raises tonnage demands and increases the risk of surface damage. Expanding it to 12x is often required for aluminum to prevent cracking, but the added clearance introduces more springback, which must be compensated for with a deeper stroke.
Bottoming shines in mid- to high-volume production runs (500+ parts) using consistent materials such as 10–20 gauge galvanized steel. Because the final angle is dictated by tool geometry rather than ram depth, setup is faster and eliminates trial-and-error overbending. While air bending offers flexibility, its variability can drive scrap rates up by as much as 15% over long runs. Bottoming delivers a stable, repeatable process that avoids the extreme peak loads of coining, extends tool life, and can reduce overall job costs by 20–30% when applied to the right applications.
Coining is the oldest—and most aggressive—sheet metal bending method. It completely eliminates springback by permanently changing the metal’s internal structure, but this precision comes at a steep cost in machine load and tooling wear.
Coining doesn’t just bend metal—it imprints it. The punch forcibly penetrates the material, pushing the sheet 10–15% beyond the neutral axis and compressing the bend radius until it thins to roughly 0.3× its original thickness. This extreme loading—typically three to five times the tonnage required for air bending—severely work-hardens the grain structure at the bend. Yield strength in the affected zone increases by 20–30%, while ductility is reduced by about 40%. In effect, the metal’s elastic memory is erased, producing a bend with virtually zero springback.
Most of the industry has moved away from coining because modern CNC air bending delivers sufficient precision without resorting to brute force. The cost of coining shows up quickly in tooling wear: punch tips can mushroom and lose accuracy in as few as 1,000 hits on 1/4″ steel, wearing out up to five times faster than air-bending tools. That said, coining still has a place in niche applications—such as aerospace components with critical hems, or titanium forming where springback exceeds 3° and falls outside the reliable prediction range of CNC compensation algorithms.
Choosing to coin is, in practice, choosing to trade tooling life for dimensional certainty. A bend that requires 100 tons in air bending can demand 400–500 tons when coined. At that level of force, even small miscalculations can permanently drive the punch into the die. On materials harder than 0.187″ 6061-T6 aluminum, coining rapidly scores and destroys dies. While it may recover a 0.1° tolerance deviation, the real cost often means replacing $2,000 tool sets every 5,000 cycles—a compromise few job shops can afford.
Hydraulic press brakes are often assumed to be static, unyielding machines—heavy enough that accuracy should be automatic. In reality, a hydraulic brake behaves more like a dynamic system, subtly changing shape as it operates. Although they remain the industry’s go-to solution for general fabrication, maintaining precision over a full shift requires deliberate, active control.
The true enemy of hydraulic performance isn’t insufficient power—it’s heat. In high-volume production, Y-axis drift becomes most pronounced as synchronized cylinders gradually lose parallelism after roughly 500 cycles. Continuous pressure raises oil temperature, and as the hydraulic fluid thins and the ram expands, repeatability can deteriorate from a tight ±0.01 mm to a far less acceptable ±0.05 mm.
On a 3-meter-long part, this drift can translate into angle errors of 0.5 mm to 1 mm if the ram isn’t adjusted in time. A setup that’s flawless at 8:00 a.m. can quietly start producing scrap by 10:30. Synchro-hydraulic machines attempt to compensate with digital controls that keep multiple cylinders in sync, but they can’t escape the basic physics of thermal expansion. Veteran shops fight back by inserting 10-second dwell times between cycles to shed heat, or by switching to nut-stop designs. These add mechanical stops that eliminate drift on intricate work, though at the cost of flexibility when variable tonnage is needed for thick plate.
Even with the need for thermal management, hydraulic press brakes still rule heavy-duty plate fabrication for one overriding reason: scalability. No other technology can realistically scale to 3,000 tons across a 50-foot bed. When bending titanium or thick non-ferrous materials, tandem hydraulic setups can link multiple machines to effectively double bending capacity—without the ram deflection that limits other drive systems.
Hydraulic cylinders also deliver the variable speed control and controlled retraction required for 100- to 300-ton applications that would quickly destroy electric drive components. Whether configured as up-acting or down-acting machines—sacrificing some stroke consistency to gain bed clearance for slabs over 0.25 inches—the hydraulic press brake remains the only practical choice when the job demands sustained, brute force across an enormous surface area.
If hydraulics are the sledgehammer, servo-electric machines are the scalpel. They give up unlimited tonnage in exchange for speed, precision, and operational efficiency. By relying on servo motors that idle instead of running continuously, these press brakes can cut energy consumption by 30–40% compared to hydraulic systems on jobs under 50 tons.
Eliminating hydraulic oil removes the risk of leaks entirely, along with the ongoing maintenance burden of filters, seals, and fluid management. In its place, ballscrew-driven rams deliver force with ±0.005 mm repeatability and can operate at speeds up to ten times faster than hydraulics on short strokes. This combination makes servo-electric brakes the clear choice for high-mix, low-volume shops where cycle time, precision, and a clean working environment are non-negotiable.
Electric drives have transformed precision air bending by solving springback dynamically rather than through trial and error. Closed-loop servo feedback allows the machine to sense material resistance in real time and automatically compensate—often overbending by 2–3° on high-tensile materials without the need for test hits or manual adjustment.
This advantage is most pronounced on thin sheet metal (under 0.25 inches), where air bending relies on floating punches. Vernier scales or CNC rulers integrated into the ram synchronize positioning to within ±0.1°, enabling electric press brakes to dramatically outperform hydraulics on prototype and short-run work, where setup time—not forming speed—is the dominant constraint.
That said, servo-electric technology has a firm upper boundary. Thick stainless steel—particularly gauges above 0.187 inches (4.7 mm)—is where these systems begin to struggle. Servo torque typically tops out around 300 tons; pushing beyond that threshold risks motor overheating and stalled punch penetration.
On 304 or 316 stainless thicker than 10 mm, the sustained force needed to complete the bend can overwhelm electric drives, leading to material deformation, cracked edges, and incomplete forms. Shops that try to force servo-electric brakes into this range often see scrap rates jump by 15–20% on structural bends. In heavy-gauge stainless applications, the efficiency that defines electric drives becomes a liability, and the brute, continuous power of hydraulics is the only viable solution.
Hybrid press brakes sit at the intersection of servo precision and hydraulic force. By combining servo-controlled motion with hydraulic boosters that generate pressure only on demand, these systems cut heat generation by roughly 80% and drastically reduce oil volume compared to conventional hydraulic machines, while still delivering the tonnage required for demanding applications.
Servo pumps engage only when the ram is in motion, delivering the finesse of electric machines—low energy draw and clean operation—while still providing the brute force required for 1,000+ ton plate work. Although the initial investment is higher, hybrid systems balance throughput across a broad range of materials and enable up to 25% faster changeovers through automatic clamping. The result is true hydraulic muscle without the chronic maintenance and oil-slick headaches.
At the opposite end of the spectrum sits the mechanical press brake. Powered by a flywheel and clutch, these machines deliver blistering speed—up to 500 strokes per minute—making them effective for high-repetition tasks such as punching or simple coining. But that speed comes at a cost: mechanical brakes show zero tolerance for modern fabrication techniques.
Mechanical brakes run on a fixed stroke, completely disregarding springback. This forces operators into bottom bending, a practice that can shatter tooling when confronted with the varying tensile strengths of modern alloys. Once engaged, the flywheel locks the setup in place—ideal for high-volume mild steel, but inherently dangerous for CNC-driven processes. Without the ability to make micro-adjustments for angle correction, even a 1° drift can scrap an entire batch. Compounding the problem, many vintage machines lack crowning systems, causing long parts to “canoe” or bow at the center. In today’s precision-focused shop, the mechanical brake is less a workhorse and more a hazardous relic.
Much of the industry treats machine selection and bending method as independent choices—as if hardware and technique can be mixed and matched at will. This is a fundamental misconception. The physics of the machine—specifically its drive system and frame rigidity—determine which bending methods are mathematically viable and which will inevitably generate scrap. You don’t choose to bottom bend on a vintage mechanical brake; the machine makes that decision for you.
Grasping this compatibility matrix is the line between a profitable production run and a dumpster full of rework. When a bending method is forced onto a machine that lacks the necessary tonnage control or repeatability, you’re not just fighting the material—you’re fighting the fundamental mechanical limits of the ram itself.
The fundamental reason vintage mechanical press brakes struggle with reliable air bending is poor ram synchronization. Unlike modern CNC machines that use servo-driven feedback to continuously monitor and correct position, older mechanical brakes depend on a flywheel-and-clutch mechanism. This design inherently allows the ram to “float,” resulting in Y1/Y2 axis drift of up to 0.05 mm on every stroke.
In air bending—where the final angle is controlled solely by punch penetration depth—a 0.05 mm variation is disastrous. On a high-volume production run using 3 mm mild steel, this level of drift is enough to shift bend angles well out of tolerance, driving scrap rates into the 25–40% range. No amount of programming finesse can compensate for this kind of mechanical inconsistency.
As a result, these machines effectively force operators into bottom bending. By pushing the punch fully into the V-die, ram depth is no longer a variable—the die itself becomes the hard mechanical stop. The material is compelled to conform regardless of where the ram would otherwise settle. While this approach stabilizes the bend angle, it comes at a steep cost: tonnage requirements typically jump to 2–3 times that of air bending. This brute-force method reduces angle variation but dramatically accelerates wear, cutting tooling life by up to 50% when working with abrasive materials such as stainless steel.
Disaster Avoider: Check ram parallelism every day. If variance exceeds 0.03 mm, do not attempt to air bend precision parts. Either switch to bottom bending to mechanically lock in the angle, or upgrade to a hydraulic synchronization system capable of 0.01 mm repeatability.
When more than 100 tons of force are applied across a bed length greater than 2 meters, frame deflection is unavoidable. The ram flexes upward at the center while the bed deflects downward. On hydraulic machines without crowning, this deflection—commonly ranging from 0.02 mm to 0.1 mm per meter—causes the punch to penetrate deeper at the ends of the part than at the center.
The result is the well-known “canoe effect,” where the center of a long bend is under-bent by 2–5° relative to the ends. Modern servo-electric press brakes counter this problem with ultra-rigid frames machined to ≤0.02 mm table-to-ram flatness, maintaining tight angular tolerances across 4-meter lengths without adjustment. Standard hydraulic brakes, however, lack this inherent structural rigidity and must rely on crowning to achieve comparable results.
Without a CNC hydraulic crowning system—which automatically adjusts ram segments in 50–100 mm zones—operators on legacy machines are left with crude workarounds. They either shim the tooling or switch to coining. Coining applies extreme tonnage to thin the material and force full plastic deformation, effectively overpowering frame deflection. The tradeoff is steep: setup time triples, tonnage requirements skyrocket, and tooling wear accelerates. By contrast, shops that retrofit crowning cylinders linked to CNC feedback loops routinely cut “canoe effect” scrap from 15% down to roughly 2% when bending 12 mm steel plate.
Disaster Avoider: For any part longer than 1.5× the distance between the side frames, confirm that the available crowning stroke matches the required tonnage. Running a vintage press brake without crowning almost guarantees canoeing on up to 70% of long parts—unless you resort to coining.
Accurate air bending hinges on controlling springback—the tendency of metal to relax toward its original shape once pressure is released. Stainless steel typically springs back 3–5°, while mild steel relaxes only 1–2°. To land a true 90°, the machine must overbend by a precise amount (for example, to 86° or 88°) and hold the ram at bottom dead center for a controlled dwell to relieve internal stresses.
Vintage mechanical brakes simply can’t perform this sequence. Their clutch-driven strokes deliver force with ±15% variation. Because the ram is propelled by flywheel inertia, it cannot pause mid-stroke for a controlled dwell, nor can it achieve the 0.01 mm positional accuracy needed to consistently dial in a precise 4° overbend.
The consequence is zero tolerance for material variation. Trying to air bend high-tensile steel on a 1970s mechanical brake is little more than educated guesswork. Tooling wear records show these shops scrap roughly 30% more parts than hydraulic users, largely due to punch deflection caused by poor ram-to-bed parallelism.
Disaster Avoider: If you’re running a vintage mechanical brake, restrict air bending to mild steel under 2 mm thick. Anything thicker or harder demands bottom bending or coining. No amount of operator finesse will prevent a nominal 90° air bend from springing back to 92° on these machines.
When reviewing a quote, ignore the screen size and look instead at what your operator’s hands actually have to do. On an NC machine, the operator is a constant watchdog—loading sheet metal, then manually tweaking angles, dimensions, and alignment after every few bends. Stroke depth is set by “feel,” not feedback, which routinely produces ±1°–3° variation. On stainless or high‑tensile jobs, that guesswork can scrap 20–30% of the run.
CNC changes the role from watchdog to supervisor. The real upgrade isn’t the touchscreen—it’s synchronized Y1 and Y2 axes. NC backgauges may move at 100 mm/s, but off‑center loads still require hand cranking, slowly deforming the mechanical torsion bar after a few hundred cycles. A CNC press brake uses linear encoders to correct parallelism in real time, running at 200–400 mm/s with no deformation. The result: one operator can run complex prototypes that would overwhelm a two‑person NC team, cutting setup time from 30 minutes to about five.
Sales reps love to quote peak tonnage—“100 tons”—as if it were always available. It isn’t. What matters is effective tonnage: the force you actually get at the bend midpoint. On NC machines, the mechanical torsion bar can lose 15–20% of its force to flex under partial loads, such as a 60% offset on a 10‑foot part. Operators compensate by over‑ramming, which cracks dies and permanently warps the torsion bar.
CNC systems address this with proportional valves that deliver precisely the tonnage required, in real time. Enter a material yield strength—say, 50 ksi for stainless—and the control caps force at 80% to prevent Y‑axis drift. That’s the essence of a “set it and forget it” workflow, something NC simply can’t offer. Buy on peak tonnage alone, and you’re paying for power you can’t safely use without destroying tooling.
A $150k hydraulic CNC won’t solve air‑bending springback on 4140 steel if your team is still bottoming without proper V‑die lockdown. Accuracy comes from calculation, not capital spending. Material yield strength determines the required 2–5° of overbend—not ram power. Untrained operators guess, burning through ten test bends per setup and calling it “dialing in.”
A CNC press brake may be able to store 1,000 programs, but if your bending strategy ignores the K‑factor—typically 0.33–0.50 for mild steel and around 0.45 for stainless—you’re just automating scrap production. Shops that actually track their forming data consistently discover that nearly 80% of so‑called “machine failures” are really strategy mismatches. Without proper training in partial‑load avoidance, even a top‑tier machine will produce bar twist and rejected parts.
You don’t need a new purchase order to improve accuracy by tomorrow. Start on the shop floor by sorting jobs according to the physics of the machines you already own. If you’re running a hydraulic NC press brake, stop forcing it to deliver high‑precision air bending on thick plate—it’s simply the wrong application.
Reserve air bending for aluminum under 0.125 in., where a controlled 3° overbend and a floating punch are manageable. Move to bottoming for any plate thicker than 0.25 in. This approach avoids the three‑times tonnage penalty of coining, which can destroy tooling in as few as 200 cycles. The “drift” operators complain about is rarely a hydraulic issue; it’s usually the result of asking a torsion bar system to perform like a linear encoder. Fix the method, and the machine performance follows.


















