

Mede o ângulo final numa peça de aço inoxidável 304: 88 graus. O desenho especifica 90. Tenta dar mais um toque — e a aba parte-se. Essa única peça inutilizada acabou de custar $500 em material e mão de obra, para não falar do verdadeiro prejuízo: uma data de envio perdida. A culpa recai sobre o operador. Sobre os hidráulicos envelhecidos. Mas a verdadeira causa é mais difícil de ver. A diferença entre uma produção lucrativa e um carrinho cheio de sucata raramente está na tonelagem ou na habilidade do operador — é um erro fundamental na compreensão de qual método de dobragem o material realmente exige.
Quando as taxas de sucata começam a aumentar, muitos gestores de fabrico começam a procurar novo equipamento, assumindo que um hardware melhor irá resolver um problema de física. Comparam acionamentos elétricos versus hidráulicos, analisam tabelas de tonelagem e contam eixos. O que os dados mostram de forma consistente, no entanto, é o seguinte: o “tipo de quinadeira” mais caro é aquele emparelhado com o método de dobragem errado.
Quando uma peça falha na inspeção, o instinto é interrogar a máquina. Houve deriva no eixo Y? Perda de pressão devido a hidráulicos desgastados? Embora as quinadeiras hidráulicas mais antigas — frequentemente sistemas de entrada a partir de cerca de $50,000 — sejam conhecidas por perdas energéticas e tempo de funcionamento exigente em manutenção, raramente são a causa principal de abas partidas ou ângulos insuficientes. Mais frequentemente, a falha resulta de pedir a uma quinadeira concebida para “bottoming” que entregue dobragem aérea de precisão, ou forçar uma configuração de dobragem aérea a funcionar como uma ferramenta de “bottoming”.
Um exemplo recente vem de uma fábrica de metalomecânica na Coreia do Sul que investiu numa quinadeira CNC de 6–8 eixos. A máquina em si era de última geração, mas o hardware não foi o ponto de viragem. Os verdadeiros ganhos vieram do software de programação e simulação offline que a acompanhava. Ao mudar o método de dobragem de tentativa e erro na oficina para previsão digital, a fábrica reduziu o retrabalho em 38% em apenas três meses.
A fábrica não se limitou a investir numa máquina melhor; redefiniu a forma de abordar a dobragem. Em vez de reagir ao metal, a equipa começou a tratar cada curva como uma previsão calculada. As oficinas que perseguem a chamada “magia CNC” muitas vezes perdem esta nuance. Se tentar dobrar ao ar aço de alta resistência numa máquina que não tenha a rigidez ou inteligência de software para compensar o ressalto severo, a falha não é mecânica — é metodológica. A redução de 38% no retrabalho veio de visualizar as dobras offline e converter as suposições do operador em protótipos sem sucata, algo totalmente alcançável mesmo em sistemas síncrono-hidráulicos de gama média quando o método é fundamentalmente sólido.
Existe uma relação direta e matemática entre a taxa de sucata e a margem bruta, contudo muitas oficinas não alinham a escolha da máquina com as suas fontes de material. O corte e punção convencionais de chapa metálica geram rotineiramente taxas de sucata de 15.9% ou mais. Quando essa chapa chega à quinadeira, já está a partir de um défice no aproveitamento do material.
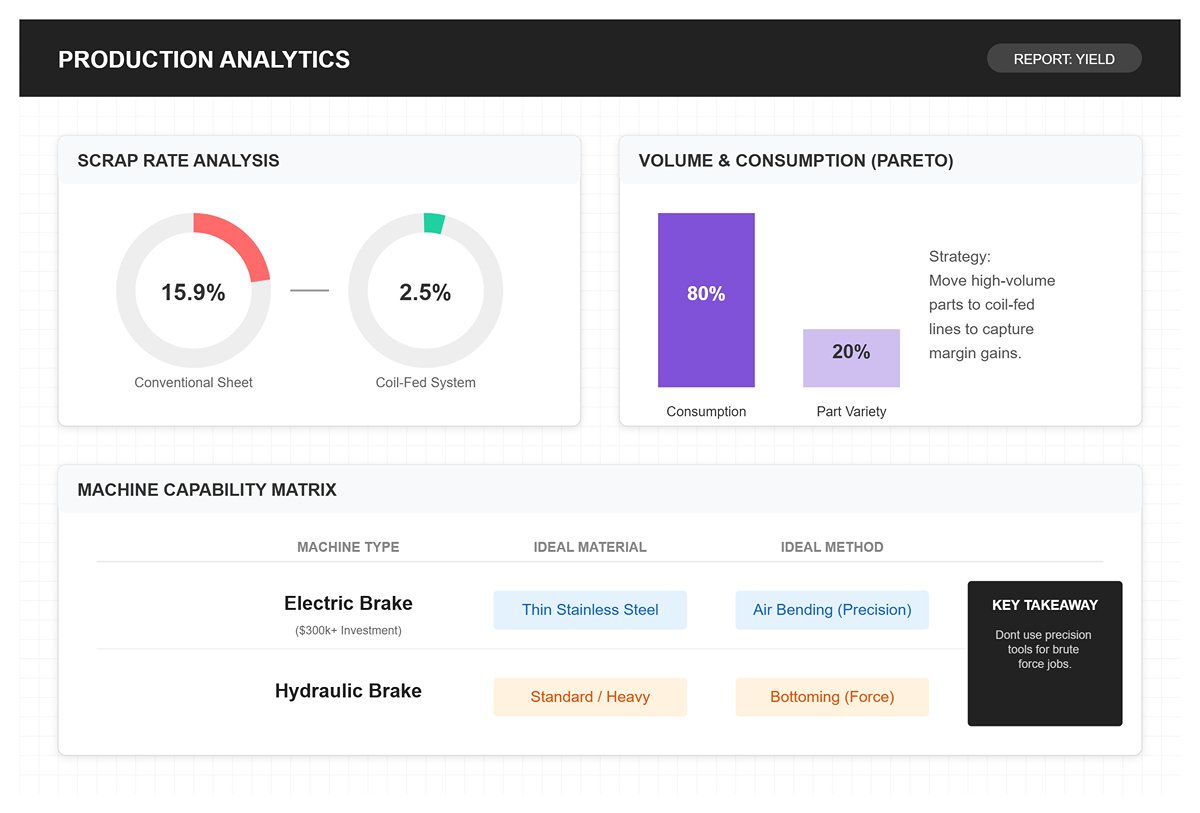
A “ligação oculta” é que o método de fornecimento de material determina diretamente qual o tipo de quinadeira mais eficiente. Mover peças de alto volume — que, segundo a análise de Pareto, representam tipicamente 80% do consumo total de material — para linhas de quinadeira alimentadas por bobina pode reduzir a sucata para apenas 2–3%. Esse material recuperado traduz-se diretamente em ganhos de margem que nenhum treino de operador, por si só, consegue igualar.
Para atingir isto, contudo, é necessário compreender claramente as limitações da máquina. Uma quinadeira elétrica, frequentemente com preço acima dos $300,000, fornece a precisão necessária para dobragem aérea de aço inoxidável fino — onde hidráulicos podem aplicar força desigual e provocar fissuras nas extremidades. Mas atribuir um trabalho de “bottoming” de alta tonelagem a essa mesma máquina elétrica é uma utilização ineficiente de capital. O verdadeiro erro mais caro não é um erro de ferramenta de $500; é tratar um tipo de quinadeira como solução universal. Cada redução de 1% na sucata melhora diretamente a rentabilidade da quinadeira, mas essa melhoria só acontece quando o tipo de máquina (elétrica vs. hidráulica), a forma de material (chapa vs. bobina) e o método de dobragem (aérea vs. “bottoming”) estão alinhados com intenção.
Durante décadas, a indústria confiou na chamada “orelha dourada” do operador-mestre — o veterano que, instintivamente, sabia até onde dobrar demais o aço A36 para que relaxasse até ao perfeito 90°. Essa dependência tornou-se agora uma responsabilidade. Os avanços na metalurgia introduziram ligas de alta resistência cujo comportamento de ressalto varia não só por qualidade, mas por lote de produção. Nenhum nível de intuição pode prever de forma fiável como uma folha de aço de alta resistência se comportará em comparação com a dobrada uma hora antes.
Esta mudança explica porque máquinas de 6–8 eixos captaram 11% da receita total do mercado em 2022. A velocidade não foi o principal fator — foi a inteligência. Estas máquinas usam software de simulação para prever o ressalto antes que o martelo se mova. Em 2024, mais de 35% das quinadeiras instaladas na América do Norte apresentavam CNC de múltiplos eixos com programação offline. A indústria está gradualmente a abandonar as “dobras de teste”, que podem aumentar as taxas de sucata para 15% em trabalhos complexos, em favor da execução orientada por dados.
Na fabricação moderna, a verdadeira ferramenta de “prevenção de desastres” já não é uma mão experiente, mas uma simulação precisa do fator K. Uma instalação eliminou completamente as dobras de teste ao incorporar a ductilidade da liga nos seus programas antes do início da produção. O software calculou automaticamente a sobre-dobra necessária, tornando irrelevante a sensibilidade do operador. Num cenário em que o tempo de formação para novos operadores deve ser reduzido para metade apenas para manter os turnos, pedir aos humanos que compensem a física é muito mais caro do que investir em melhor software.
A dobragem aérea é a abordagem padrão na fabricação de precisão moderna, valorizada pela sua capacidade de produzir uma ampla variedade de ângulos com uma única configuração de ferramenta. Essa flexibilidade, no entanto, depende inteiramente da capacidade da máquina de controlar e compensar a resistência natural do material.
Na dobragem aérea, o punção desce para o V-die sem forçar a chapa até ao fundo da ferramenta. O material contacta apenas três pontos: a ponta do punção e os dois ombros da matriz. Como o punção penetra apenas 30–50% da profundidade do V-die, o metal mantém uma memória elástica significativa, que é a principal causa do ressalto.
Quando o êmbolo recua, o metal tenta naturalmente relaxar de volta para a sua forma plana original. No aço macio, uma dobra programada de 90° recupera de forma fiável para cerca de 92°. Para compensar, os operadores dobram intencionalmente em excesso—geralmente entre 2° e 5°, dependendo da resistência ao escoamento do material. Este desafio torna-se muito mais pronunciado no aço inoxidável, onde o retorno elástico pode variar de 1° a 2° por cada 0,001 pol. de variação na espessura. Como resultado, os operadores são obrigados a calcular com precisão os ângulos de sobre-dobra em vez de confiar apenas na profundidade nominal definida na máquina.
A maior vantagem da dobra a ar—usar uma matriz em V de 85° para produzir ângulos de dobra de 90° a 140°—é também o seu calcanhar de Aquiles. O ângulo final da dobra é determinado inteiramente pela penetração do êmbolo (eixo Y). Para manter os ângulos consistentes, o êmbolo deve repetir a sua posição dentro de ±0,01 mm.
Os sistemas hidráulicos NC mais antigos frequentemente não conseguem manter esta precisão. À medida que o fluido hidráulico aquece, a posição do êmbolo pode derivar o suficiente para alterar o ângulo de dobra em até 0,5°. Essa deriva obriga os operadores a realizar três ou mais dobras de teste por configuração apenas para acertar o ângulo. A dobra a ar moderna, por contraste, depende de controlos CNC avançados equipados com sensores óticos ou sistemas de medição de ângulo a laser que corrigem automaticamente a dobra em tempo real—reduzindo desperdícios e retrabalho em até 60% em comparação com o ajuste manual.
Para materiais de alta resistência à tração, como o aço 4140 ou AR500 (resistência ao escoamento acima de 60 ksi), a dobra a ar é frequentemente a única opção prática. Forçar estas ligas até ao fundo da matriz implica risco de danos nas ferramentas ou falha catastrófica do material. Em vez disso, os operadores recorrem a uma abordagem de “punção flutuante”, parando o êmbolo entre 0,5 e 1 mm acima da profundidade teórica para o ângulo desejado. Isto distribui a tensão de forma mais uniforme ao longo do raio de dobra, em vez de a concentrar na ponta do punção. Embora esta técnica elimine as fissuras na borda comuns em cerca de 70% das configurações rígidas, exige uma precisão servoelétrica que as prensas hidráulicas mais antigas simplesmente não conseguem atingir.
A dobra por encosto é frequentemente confundida com “dobra a ar com mais tonelagem”. Na prática, trata-se de um processo fundamentalmente diferente—um que define o ângulo da dobra através da conformidade geométrica com a matriz, em vez de controlo preciso de profundidade.
Enquanto a dobra a ar apenas penetra parcialmente o material, a dobra por encosto pressiona firmemente a chapa contra os ombros da matriz em V. Normalmente requer cerca do dobro da tonelagem da dobra a ar, mas o objetivo não é a penetração do material—é o bloqueio mecânico. Ao forçar a chapa a conformar-se completamente com o ângulo da matriz, a dobra por encosto comprime a zona elástica da dobra. Esta limitação geométrica reduz o retorno elástico para um previsível ±0,5°, proporcionando ângulos consistentes sem os cálculos de profundidade complexos exigidos pela dobra a ar.
O sucesso da dobra por encosto depende da chamada “Regra da Matriz em V”. Para aço macio com menos de 1/4″ de espessura, a abertura ideal da matriz em V é oito vezes a espessura do material. Esta proporção garante folga suficiente para a formação da dobra, permitindo ainda que a chapa se bloqueie firmemente contra os ombros da matriz no fundo do curso. Reduzir a matriz para 6× a espessura aumenta as exigências de tonelagem e o risco de danos superficiais. Ampliá-la para 12× é frequentemente necessário para alumínio, a fim de evitar fissuras, mas a folga adicional introduz mais retorno elástico, o que deve ser compensado com um curso mais profundo.
A dobra por encosto sobressai em produções médias a grandes (mais de 500 peças) utilizando materiais consistentes, como aço galvanizado de 10–20 gauge. Como o ângulo final é ditado pela geometria da ferramenta e não pela profundidade do êmbolo, a configuração é mais rápida e elimina o processo de tentativa e erro da sobre-dobra. Embora a dobra a ar ofereça flexibilidade, a sua variabilidade pode aumentar as taxas de refugo em até 15% em produções longas. A dobra por encosto proporciona um processo estável e repetível que evita os picos extremos de carga da cunhagem, prolonga a vida das ferramentas e pode reduzir os custos totais do trabalho em 20–30% quando aplicada nas situações adequadas.
A cunhagem é o método mais antigo—e mais agressivo—de dobra de chapa metálica. Elimina completamente o retorno elástico ao alterar permanentemente a estrutura interna do metal, mas essa precisão acarreta um custo elevado em carga de máquina e desgaste das ferramentas.
A cunhagem não se limita a dobrar o metal—ela grava-o. O punção penetra forçosamente no material, empurrando a chapa 10–15% além do eixo neutro e comprimindo o raio da dobra até que este se reduza para cerca de 0,3× da sua espessura original. Este carregamento extremo—tipicamente três a cinco vezes a tonelagem necessária para a dobra a ar—endurece severamente a estrutura do grão na zona de dobra. A resistência ao escoamento nessa área aumenta entre 20% e 30%, enquanto a ductilidade é reduzida em cerca de 40%. Na prática, a memória elástica do metal é apagada, produzindo uma dobra com praticamente zero retorno elástico.
A maior parte da indústria deixou de recorrer à cunhagem porque a dobra a ar com CNC modernos oferece precisão suficiente sem recorrer à força bruta. O custo da cunhagem torna-se evidente rapidamente no desgaste das ferramentas: as pontas dos punções podem deformar-se e perder precisão após apenas 1.000 golpes em aço de 1/4″, desgastando-se até cinco vezes mais depressa do que as ferramentas usadas na dobra a ar. Dito isto, a cunhagem ainda tem o seu lugar em aplicações específicas—como componentes aeroespaciais com dobras críticas, ou na conformação de titânio quando o retorno elástico excede 3° e fica fora da faixa de previsão fiável dos algoritmos de compensação CNC.
Optar pela cunhagem é, na prática, escolher trocar a vida útil da ferramenta pela certeza dimensional. Uma dobra que requer 100 toneladas em dobragem ao ar pode exigir 400–500 toneladas quando cunhada. A esse nível de força, mesmo pequenos erros de cálculo podem empurrar permanentemente o punção para dentro da matriz. Em materiais mais duros que alumínio 6061-T6 de 0,187″, a cunhagem rapidamente marca e destrói matrizes. Embora possa recuperar uma variação de tolerância de 0,1°, o custo real muitas vezes significa substituir $2.000 conjuntos de ferramentas a cada 5.000 ciclos — um compromisso que poucas oficinas conseguem suportar.
As prensas hidráulicas são frequentemente consideradas máquinas estáticas e inabaláveis — suficientemente pesadas para que a precisão pareça automática. Na realidade, uma prensa hidráulica comporta-se mais como um sistema dinâmico, mudando subtilmente de forma à medida que opera. Embora continuem a ser a solução preferida da indústria para fabrico geral, manter a precisão durante um turno completo requer controlo deliberado e ativo.
O verdadeiro inimigo do desempenho hidráulico não é a falta de potência — é o calor. Em produção de alto volume, o desvio do eixo Y torna-se mais pronunciado à medida que os cilindros sincronizados perdem gradualmente o paralelismo após cerca de 500 ciclos. A pressão contínua aumenta a temperatura do óleo e, à medida que o fluido hidráulico afina e o êmbolo expande, a repetibilidade pode deteriorar-se de um apertado ±0,01 mm para um muito menos aceitável ±0,05 mm.
Numa peça com 3 metros de comprimento, este desvio pode traduzir-se em erros de ângulo de 0,5 mm a 1 mm se o êmbolo não for ajustado a tempo. Uma configuração perfeita às 8:00 pode começar silenciosamente a produzir sucata às 10:30. As máquinas síncro-hidráulicas tentam compensar com controlos digitais que mantêm vários cilindros em sincronia, mas não conseguem escapar à física básica da expansão térmica. Oficinas experientes combatem isso inserindo tempos de espera de 10 segundos entre ciclos para dissipar o calor ou mudando para designs com “nut-stop”. Estes adicionam paragens mecânicas que eliminam o desvio em trabalhos complexos, embora à custa de flexibilidade quando é necessária tonelagem variável para chapa grossa.
Mesmo com a necessidade de gestão térmica, as prensas hidráulicas continuam a dominar a conformação de chapa pesada por uma razão essencial: escalabilidade. Nenhuma outra tecnologia consegue escalar realisticamente para 3.000 toneladas ao longo de uma bancada de 50 pés. Ao dobrar titânio ou materiais não ferrosos espessos, configurações hidráulicas em tandem podem ligar várias máquinas para efetivamente duplicar a capacidade de dobra — sem a deflexão do êmbolo que limita outros sistemas de acionamento.
Os cilindros hidráulicos também oferecem o controlo de velocidade variável e a retração controlada necessários para aplicações de 100 a 300 toneladas que destruiriam rapidamente componentes de acionamento elétrico. Quer sejam configuradas como máquinas de ação ascendente ou descendente — sacrificando alguma consistência de curso para ganhar folga na bancada para chapas acima de 0,25 polegadas — a prensa hidráulica continua a ser a única escolha prática quando o trabalho exige força sustentada e bruta sobre uma superfície de grande dimensão.
Se as hidráulicas são o martelo, as prensas servo-elétricas são o bisturi. Abdicam de tonelagem ilimitada em troca de velocidade, precisão e eficiência operacional. Ao recorrer a motores servo que ficam em espera em vez de funcionarem continuamente, estas prensas podem reduzir o consumo de energia em 30–40 % em comparação com sistemas hidráulicos em trabalhos abaixo de 50 toneladas.
Eliminar o óleo hidráulico remove totalmente o risco de fugas, bem como a carga de manutenção contínua de filtros, vedantes e gestão de fluidos. Em seu lugar, êmbolos acionados por fuso de esferas fornecem força com repetibilidade de ±0,005 mm e podem operar a velocidades até dez vezes superiores às hidráulicas em cursos curtos. Esta combinação torna as prensas servo-elétricas a escolha óbvia para oficinas de alta diversidade e baixo volume, onde tempo de ciclo, precisão e um ambiente de trabalho limpo são inegociáveis.
Os acionamentos elétricos transformaram a dobragem ao ar de precisão ao resolver a recuperação elástica de forma dinâmica em vez de por tentativa e erro. O feedback em circuito fechado permite que a máquina detete a resistência do material em tempo real e compense automaticamente — frequentemente dobrando mais 2–3° em materiais de alta resistência sem necessidade de testes ou ajuste manual.
Esta vantagem é mais pronunciada em chapa fina (menos de 0,25 polegadas), onde a dobragem ao ar depende de punções flutuantes. Escalas vernier ou réguas CNC integradas no êmbolo sincronizam a posição com ±0,1°, permitindo que as prensas elétricas superem significativamente as hidráulicas em trabalhos de protótipo e pequenas séries, onde o tempo de configuração — e não a velocidade de conformação — é a principal limitação.
Dito isto, a tecnologia servo-elétrica tem um limite firme. O aço inoxidável grosso — especialmente espessuras acima de 0,187 polegadas (4,7 mm) — é onde estes sistemas começam a ter dificuldades. O binário dos servos normalmente atinge o máximo por volta das 300 toneladas; ultrapassar esse limite arrisca sobreaquecimento do motor e bloqueio da penetração do punção.
Em aço inoxidável 304 ou 316 com espessura superior a 10 mm, a força sustentada necessária para completar a dobra pode sobrecarregar os acionamentos elétricos, levando à deformação do material, arestas rachadas e formas incompletas. Oficinas que tentam forçar travões de servoelétricos a trabalhar neste intervalo costumam ver as taxas de refugo aumentarem entre 15–20 % em dobras estruturais. Em aplicações de inox de grande espessura, a eficiência que define os acionamentos elétricos torna-se uma desvantagem, e a força contínua e bruta da hidráulica é a única solução viável.
Os travões de prensa híbridos situam-se na intersecção entre a precisão servo e a força hidráulica. Ao combinar movimento controlado por servo com reforços hidráulicos que geram pressão apenas quando necessário, estes sistemas reduzem a geração de calor em cerca de 80 % e diminuem drasticamente o volume de óleo em comparação com as máquinas hidráulicas convencionais, ao mesmo tempo que fornecem a tonelagem exigida para aplicações exigentes.
As bombas servo entram em ação apenas quando o êmbolo está em movimento, proporcionando a delicadeza das máquinas elétricas — baixo consumo de energia e operação limpa — ao mesmo tempo que fornecem a força bruta necessária para trabalho de chapas superiores a 1 000 toneladas. Embora o investimento inicial seja mais elevado, os sistemas híbridos equilibram a produtividade numa ampla gama de materiais e permitem até 25 % de mudanças mais rápidas através de fixação automática. O resultado é verdadeira força hidráulica sem a manutenção crónica e as dores de cabeça causadas pelo óleo.
Na extremidade oposta do espetro encontra-se o travão de prensa mecânico. Movidas por uma roda de inércia e embraiagem, estas máquinas proporcionam uma velocidade impressionante — até 500 golpes por minuto — tornando‑as eficazes para tarefas de alta repetição, como puncionamento ou cunhagem simples. Mas essa velocidade tem um preço: os travões mecânicos mostram tolerância zero às técnicas modernas de fabrico.
Os travões mecânicos funcionam com um curso fixo, ignorando completamente o efeito de retorno elástico. Isto obriga os operadores a utilizar a dobra por contato total (“bottom bending”), uma prática que pode partir as ferramentas quando confrontada com as diferentes resistências à tração das ligas modernas. Uma vez acionada, a roda de inércia bloqueia o conjunto no lugar — ideal para aço macio em grandes volumes, mas inerentemente perigoso para processos comandados por CNC. Sem capacidade de fazer microajustamentos para correção de ângulo, até uma variação de 1° pode inutilizar um lote inteiro. Agravando o problema, muitas máquinas antigas não possuem sistemas de compensação (“crowning”), o que faz com que peças longas fiquem arqueadas ou “em canoa” no centro. Na oficina moderna, focada na precisão, o travão mecânico é menos um cavalo de trabalho e mais um artefacto perigoso.
Grande parte do setor trata a seleção de máquinas e o método de dobra como escolhas independentes — como se o hardware e a técnica pudessem ser combinados livremente. Isto é um equívoco fundamental. A física da máquina — especificamente o seu sistema de acionamento e a rigidez do quadro — determina quais métodos de dobra são matematicamente viáveis e quais inevitavelmente gerarão refugo. Não se “escolhe” fazer dobra por contato total num travão mecânico antigo; é a própria máquina que toma essa decisão.
Compreender esta matriz de compatibilidade é o que separa uma produção lucrativa de um contentor cheio de retrabalho. Quando um método de dobra é imposto a uma máquina que não possui o controlo de tonelagem ou a repetibilidade necessária, não está apenas a lutar contra o material — está a lutar contra os próprios limites mecânicos do êmbolo.
A principal razão pela qual travões de prensa mecânicos vintage têm dificuldade em executar de forma fiável a dobra no ar é a fraca sincronização do êmbolo. Ao contrário das máquinas CNC modernas que utilizam feedback servo para monitorizar e corrigir continuamente a posição, os travões mecânicos antigos dependem de um mecanismo de roda de inércia e embraiagem. Este design permite, por natureza, que o êmbolo “flutue”, resultando num desvio do eixo Y1/Y2 de até 0,05 mm a cada curso.
Na dobra no ar — onde o ângulo final é controlado apenas pela profundidade de penetração do punção — uma variação de 0,05 mm é desastrosa. Numa produção em grande volume com aço macio de 3 mm, este nível de desvio é suficiente para alterar ângulos de dobra muito além da tolerância, elevando as taxas de refugo para a faixa dos 25–40 %. Nenhum nível de habilidade de programação pode compensar este tipo de inconsistência mecânica.
Como resultado, estas máquinas obrigam efetivamente os operadores a dobra por contato total. Ao empurrar completamente o punção para dentro da matriz em V, a profundidade do êmbolo deixa de ser uma variável — a própria matriz torna‑se o limite mecânico fixo. O material é forçado a conformar‑se independentemente de onde o êmbolo se detivesse de outra forma. Embora esta abordagem estabilize o ângulo de dobra, acarreta um custo elevado: as exigências de tonelagem normalmente aumentam de 2 a 3 vezes em relação à dobra no ar. Este método de força bruta reduz a variação de ângulo, mas acelera drasticamente o desgaste, reduzindo a vida útil das ferramentas em até 50 % quando se trabalha com materiais abrasivos, como o aço inoxidável.
Prevenção de Desastres: Verifique o paralelismo do êmbolo todos os dias. Se a variação exceder 0,03 mm, não tente fazer dobras no ar em peças de precisão. Opte por dobra por contato total para bloquear mecanicamente o ângulo ou atualize para um sistema de sincronização hidráulica capaz de repetibilidade de 0,01 mm.
Quando são aplicadas mais de 100 toneladas de força ao longo de um comprimento de mesa superior a 2 metros, a deflexão do quadro é inevitável. O martelo flete-se para cima no centro, enquanto a mesa se desvia para baixo. Em máquinas hidráulicas sem compensação (“crowning”), esta deflexão — normalmente entre 0,02 mm e 0,1 mm por metro — faz com que o punção penetre mais profundamente nas extremidades da peça do que no centro.
O resultado é o conhecido “efeito canoa”, em que o centro de uma dobra longa fica subdobrado em 2–5° em relação às extremidades. As modernas quinadoras servoelétricas combatem este problema com estruturas ultrarrígidas, maquinadas com planicidade mesa‑martelo de ≤0,02 mm, mantendo tolerâncias angulares rigorosas ao longo de 4 metros sem necessidade de ajuste. As quinadoras hidráulicas padrão, no entanto, não têm essa rigidez estrutural intrínseca e precisam recorrer à compensação (“crowning”) para alcançar resultados comparáveis.
Sem um sistema hidráulico de compensação CNC — que ajusta automaticamente os segmentos do martelo em zonas de 50–100 mm —, os operadores de máquinas mais antigas ficam limitados a soluções rudimentares. Ou calçam as ferramentas, ou recorrem a cunhagem. A cunhagem aplica uma tonelagem extrema para afinar o material e forçar uma deformação plástica completa, superando eficazmente a deflexão da estrutura. O preço é elevado: o tempo de preparação triplica, as necessidades de tonelagem disparam e o desgaste das ferramentas acelera. Em contrapartida, as oficinas que instalam cilindros de compensação ligados a sistemas de controlo CNC reduzem rotineiramente o desperdício por “efeito canoa” de cerca de 15% para aproximadamente 2% ao dobrar chapa de aço de 12 mm.
Prevenção de Desastres: Para qualquer peça mais longa que 1,5× a distância entre as colunas laterais, confirme que o curso de compensação disponível corresponde à tonelagem necessária. Operar uma quinadora antiga sem compensação é praticamente uma garantia de “efeito canoa” em até 70% das peças longas — a menos que recorra à cunhagem.
A precisão da dobra por “air bending” depende do controlo do retorno elástico — a tendência do metal para relaxar e voltar parcialmente à sua forma original após a libertação da pressão. O aço inoxidável geralmente apresenta um retorno de 3–5°, enquanto o aço macio relaxa apenas 1–2°. Para obter um verdadeiro ângulo de 90°, a máquina deve dobrar ligeiramente em excesso (por exemplo, até 86° ou 88°) e manter o martelo no ponto morto inferior durante uma pausa controlada que alivie as tensões internas.
As quinadoras mecânicas antigas simplesmente não conseguem executar esta sequência. Os seus cursos acionados por embraiagem aplicam força com uma variação de ±15%. Como o martelo é impulsionado pela inércia do volante, não consegue parar a meio do curso para uma pausa controlada, nem alcançar a precisão posicional de 0,01 mm necessária para ajustar de forma consistente uma sobremedida de 4°.
A consequência é tolerância nula a variações de material. Tentar fazer dobra “air bending” em aço de alta resistência numa quinadora mecânica dos anos 1970 é pouco mais do que um exercício de tentativa e erro. Os registos de desgaste das ferramentas mostram que estas oficinas produzem cerca de 30% mais sucata do que os utilizadores de máquinas hidráulicas, principalmente devido à deflexão do punção causada pela má paralelismo entre martelo e mesa.
Prevenção de Desastres: Se estiver a operar uma quinadora mecânica antiga, limite o “air bending” a aço macio com menos de 2 mm de espessura. Qualquer material mais espesso ou mais duro exige dobra de fundo ou cunhagem. Nenhuma perícia do operador impedirá que uma dobra nominal de 90° recupere para 92° nestas máquinas.
Ao analisar um orçamento, ignore o tamanho do ecrã e concentre‑se no que as mãos do operador realmente têm de fazer. Numa máquina NC, o operador é um vigilante constante — carrega a chapa metálica e ajusta manualmente ângulos, dimensões e alinhamentos após cada poucas dobras. A profundidade do curso é definida “a olho”, e não por feedback, o que frequentemente produz variações de ±1°–3°. Em trabalhos com inox ou aço de alta resistência, essa imprecisão pode levar ao desperdício de 20–30% da produção.
O CNC transforma o papel de vigilante em supervisor. A verdadeira melhoria não é o ecrã tátil — são os eixos Y1 e Y2 sincronizados. Os recuos (backgauges) NC podem mover‑se a 100 mm/s, mas cargas descentralizadas ainda exigem manivelas manuais, deformando lentamente a barra de torção mecânica após algumas centenas de ciclos. Uma quinadora CNC utiliza codificadores lineares para corrigir o paralelismo em tempo real, operando a 200–400 mm/s sem deformações. O resultado: um único operador pode executar protótipos complexos que sobrecarregariam uma equipa NC de duas pessoas, reduzindo o tempo de preparação de 30 minutos para cerca de cinco.
Os comerciais adoram referir a tonelagem máxima — “100 toneladas” — como se estivesse sempre disponível. Não está. O que realmente importa é a tonelagem efetiva: a força que realmente se obtém no ponto médio da dobra. Em máquinas NC, a barra de torção mecânica pode perder 15–20% da sua força devido à flexão sob cargas parciais, como um desfasamento de 60% numa peça de 10 pés. Os operadores compensam aplicando força em excesso, o que quebra as matrizes e deforma permanentemente a barra de torção.
Os sistemas CNC resolvem isto com válvulas proporcionais que fornecem precisamente a tonelagem necessária, em tempo real. Introduza uma resistência de escoamento do material—digamos, 50 ksi para inox—e o controlo limita a força a 80% para evitar desvios no eixo Y. Essa é a essência de um fluxo de trabalho “configurar e esquecer”, algo que o NC simplesmente não consegue oferecer. Comprar apenas com base na tonelagem de pico significa pagar por potência que não pode ser usada em segurança sem destruir a ferramenta.
Uma CNC hidráulica de $150k não vai resolver o retorno elástico em dobragem no ar de aço 4140 se a sua equipa continuar a fazer encosto total sem um correto bloqueio da matriz em V. A precisão vem do cálculo, não do investimento em capital. A resistência de escoamento do material determina os 2–5° de sobredobra necessários—não a potência do êmbolo. Operadores sem formação fazem suposições, gastando dez dobragens de teste por configuração e chamando a isso “ajustar”.”
Uma prensa dobradeira CNC pode armazenar 1.000 programas, mas se a sua estratégia de dobragem ignorar o fator K—tipicamente 0,33–0,50 para aço macio e cerca de 0,45 para inox—está apenas a automatizar a produção de sucata. Oficinas que realmente registam os seus dados de conformação descobrem consistentemente que quase 80% das chamadas “falhas da máquina” são na verdade incompatibilidades de estratégia. Sem formação adequada na prevenção de cargas parciais, mesmo uma máquina topo de gama produzirá torção de barra e peças rejeitadas.
Não precisa de uma nova ordem de compra para melhorar a precisão até amanhã. Comece na oficina classificando os trabalhos de acordo com a física das máquinas que já possui. Se está a utilizar uma prensa hidráulica NC, pare de exigir que faça dobragem no ar de alta precisão em chapa grossa—é simplesmente a aplicação errada.
Reserve a dobragem no ar para alumínio com menos de 0,125 pol., onde uma sobredobra controlada de 3° e um punção flutuante são manejáveis. Passe para encosto total em qualquer chapa com mais de 0,25 pol. Esta abordagem evita a penalidade de tonelagem tripla da cunhagem, que pode destruir a ferramenta em apenas 200 ciclos. A “deriva” de que os operadores se queixam raramente é um problema hidráulico; normalmente resulta de pedir a um sistema de barra de torção para atuar como um codificador linear. Corrija o método e o desempenho da máquina seguirá.


















