

304ステンレス部品の完成角度を測定すると、88度だった。図面では90度と指示されている。再度曲げて修正しようとすると、フランジが破損した。その1枚のスクラップが材料と労務費で$500を無駄にし、さらに深刻な損害は納期の遅延だ。オペレーターが非難され、老朽化した油圧機が非難される。しかし真の原因はもっと見えにくい。利益の出る作業とスクラップの山との違いは、トン数やオペレーターの腕ではなく、その材料に本来必要な曲げ方式を根本的に誤解していることがほとんどだ。.
スクラップ率がじわじわ上がると、多くの製造マネージャーは物理的な問題を新しい装置で解消できると考え、機械探しを始める。電動か油圧かを比較し、トン数表を精査し、軸の数を数える。しかしデータが一貫して示すことはこうだ:最も高価な「プレスブレーキのタイプ」とは、間違った曲げ方式と組み合わされたものだ。.
部品が検査に不合格になると、まず機械を疑う。Y軸のズレがあったのか?油圧の低下が老朽化によって起きたのか?確かに古い油圧式ブレーキ―多くは$50,000程度からの入門機―はエネルギー損失やメンテナンス負荷で知られているが、フランジ破損や角度不足の根本原因であることは稀だ。多くの場合、ボトミング向けに設計されたブレーキで精密なエアベンディングをしようとしたり、エアベンディング用の設定をボトミング工具のように使おうとすることが失敗の原因になる。.
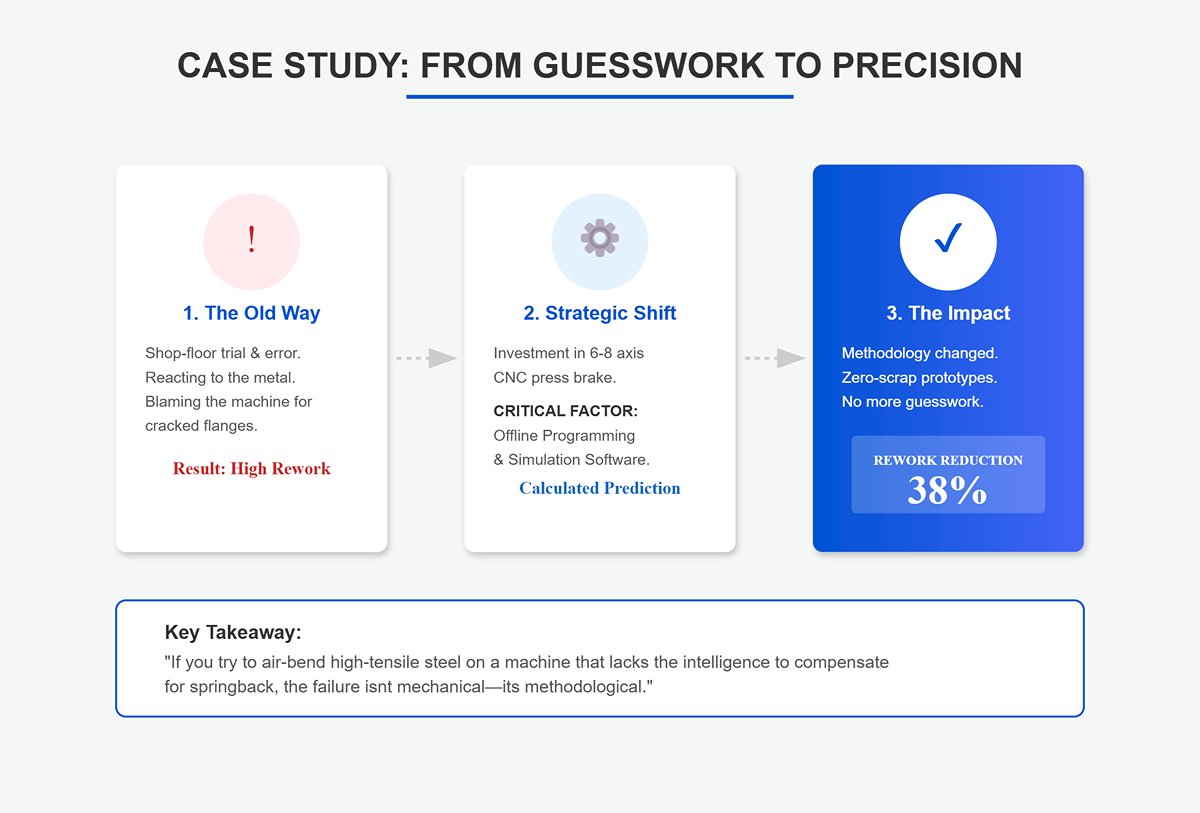
最近の例として、韓国のある製造工場が6〜8軸のCNCプレスブレーキを導入した。機械自体は最先端だったが、真の改善点はハードウェアではなく、それに付随したオフラインのプログラミングとシミュレーションソフトだった。曲げ方式を現場での試行錯誤からデジタル予測へと移行させることで、この工場はわずか3か月でリワークを38%削減した。.
この工場は単により良い機械を購入したのではなく、曲げへの取り組み方を再定義した。金属の反応に合わせるのではなく、各曲げを計算された予測として扱うようにしたのだ。「CNCの魔法」を追い求めるショップはこのニュアンスを見落としがちだ。高張力鋼をエアベンディングしようとして、剛性やソフトウェアの知能が強いスプリングバックを補償できない機械を使えば、その失敗は機械的なものではなく方法論的なものだ。リワーク38%削減は、曲げをオフラインで可視化し、オペレーターの推測をスクラップゼロのプロトタイプに変えたことによるもので、これは方法が根本的に正しければ中級のシンクロ油圧機でも十分達成可能だ。.
スクラップ率と粗利益率には直接的かつ数学的な関係があるにもかかわらず、多くの工場は機械選定を材料供給源に合わせていない。従来の板金のパンチングやレーザー切断では、日常的に15.9%以上のスクラップ率が発生している。その板金がプレスブレーキに届く時点で、すでに材料歩留まりにおいて不利な条件からスタートしているのだ。.
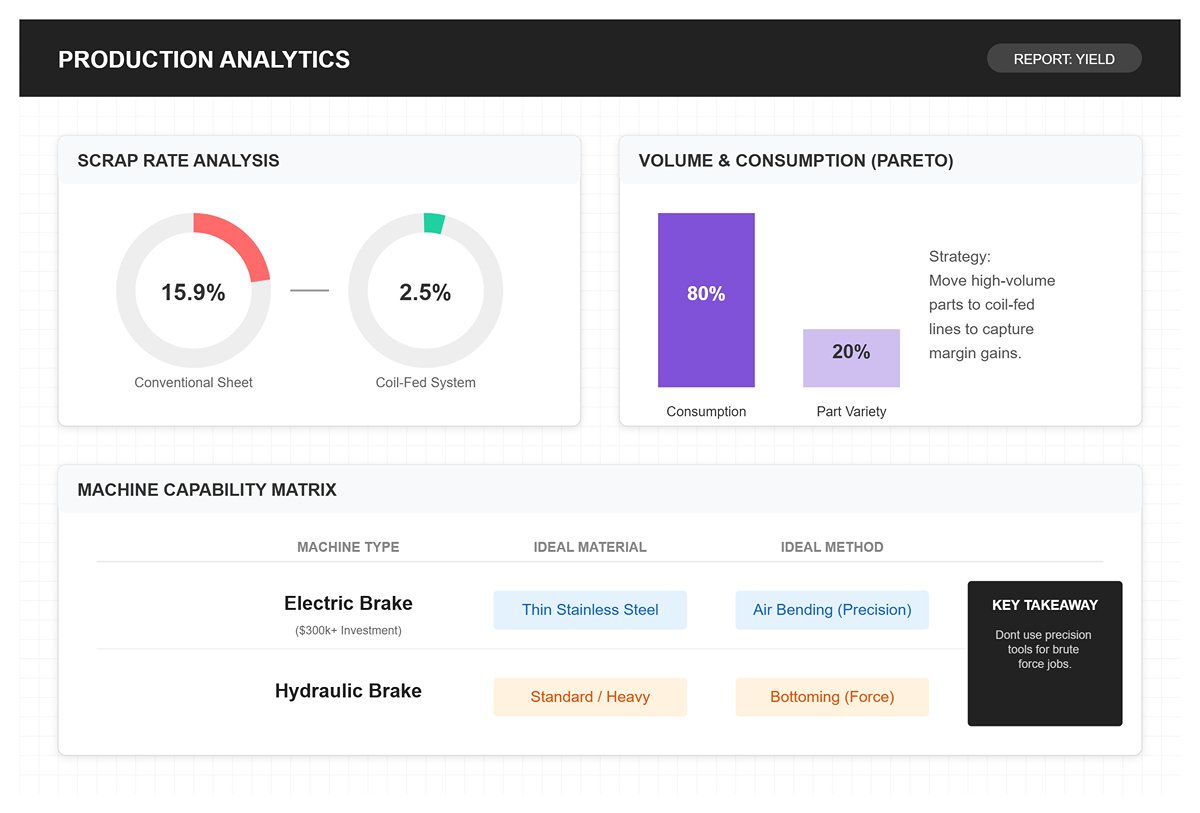
「隠れた関係」とは、材料供給方式がどのブレーキタイプを最も効率的にするかを直接決定するということだ。パレート分析では総材料消費量の80%を占めることが多い高ボリューム部品をコイル供給のプレスブレーキラインに移行すれば、スクラップ率をわずか2〜3%まで削減できる。回収された材料は、オペレーター教育だけでは絶対に得られない利益に直結する。.
これを達成するには、機械の限界を明確に理解する必要がある。$300,000を超える価格の電動プレスブレーキは、薄いステンレス鋼のエアベンディングに必要な精度を提供する―油圧では不均一な力がかかり縁の割れを招く可能性があるためだ。しかし、その同じ電動機に高トン数のボトミング作業を割り当てることは資本の非効率な使用である。真に高くつく失敗は$500の工具ミスではなく、1種類のブレーキを万能だと扱うことだ。スクラップを1%削減するごとにプレスブレーキの収益性は直接向上するが、その改善は機械タイプ(電動か油圧か)、材料形態(板かコイルか)、曲げ方式(エアベンディングかボトミングか)が意図的に一致して初めて実現する。.
何十年もの間、この業界は熟練工の俗にいう「黄金の耳」に頼ってきた―A36鋼を完璧な90°に戻すためにどれだけ余分に曲げるべきかを本能的に知るベテランのことだ。しかし今やその依存は負債となっている。冶金学の進歩により、高強度合金が登場し、そのスプリングバックの挙動はグレードだけでなく製造ロットによっても変動するようになった。高張力鋼の1枚の挙動を、1時間前に曲げた別の1枚と比較して正確に予測できる直感など存在しない。.
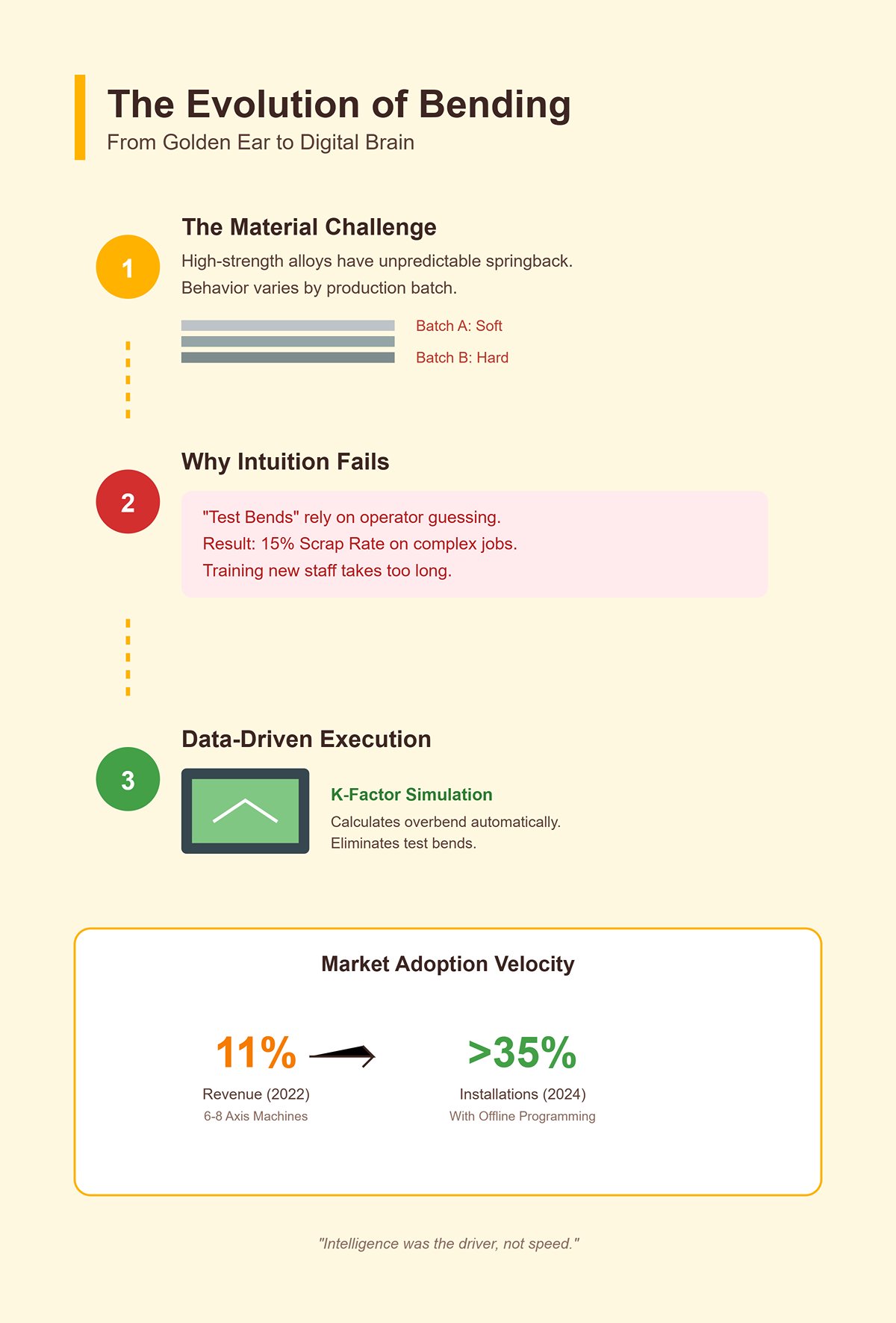
この変化が、2022年に6〜8軸機が市場収益の11%を獲得した理由だ。主な要因はスピードではなくインテリジェンスだった。これらの機械は、ラムが動く前にスプリングバックを予測するシミュレーションソフトを使用する。2024年には、北米に設置されたプレスブレーキの35%以上がオフラインプログラミング対応の多軸CNCを備えていた。業界は複雑な作業でスクラップ率を15%に押し上げる可能性のある「試し曲げ」を着実に廃止し、データ駆動の実行へ移行している。.
現代の製造現場で、真の「災害予防」ツールはもはや熟練の手ではなく、正確なKファクターシミュレーションだ。ある施設では生産開始前に合金の延性をプログラムに組み込むことで試し曲げを完全に排除した。ソフトウェアが必要な余分な曲げ量を自動計算し、オペレーターの感覚は無意味になった。新しいオペレーターの訓練時間を半分にしなければシフトを組めないという現状では、人間に物理的補償をさせることは、優れたソフトウェアへの投資よりもはるかに高くつく。.
エアベンディングは現代の精密製造における標準的な手法であり、1つの工具セットアップで広範な角度を作れる能力が評価されている。しかしその柔軟性は、材料の自然な抵抗を制御・補償する機械の能力に完全に依存している。.
エアベンディングでは、パンチがVダイの底までシートを押し込むことなく降下する。材料は、パンチ先端とVダイの両肩の3か所だけに接触する。パンチがVダイの深さの30〜50%しか侵入しないため、金属は大きな弾性記憶を保持し、これがスプリングバックの主な原因となる。.
ラムが戻ると、金属は自然に元の平らな形状に戻ろうとします。軟鋼の場合、90° に設定された曲げはおおよそ 92° に反発します。これを補うため、オペレーターは意図的に過剰に曲げます—通常、材料の降伏強度に応じて 2~5°。この問題はステンレス鋼ではさらに顕著になり、板厚が 0.001 インチ変化するごとにばね戻りが 1~2° 変わることがあります。その結果、オペレーターは機械の標準の深さ設定を信頼するのではなく、正確に過曲げ角度を計算しなければならなくなります。.
エアベンディングの最大の利点—単一の 85° Vダイで 90° から 140° の曲げ角度を生成できること—は、そのアキレス腱でもあります。最終的な曲げ角度は完全にラムの押し込み量(Y軸)によって決まります。角度を安定して維持するためには、ラムは ±0.01 mm の範囲で位置を再現しなければなりません。.
古いNC油圧システムはしばしばこれに届きません。油圧オイルが加熱されると、ラム位置がずれて曲げ角度が最大 0.5° も変化することがあります。このずれにより、オペレーターは角度を適正化するために 1 回のセットアップにつき3回以上の試し曲げを行わざるを得ません。それに対して現代のエアベンディングは、光学センサーやレーザー角度測定システムを備えた高度なCNC制御に依存しており、リアルタイムで曲げを自動補正します—これにより手動調整に比べてスクラップと再加工を最大60%削減できます。.
4140鋼やAR500(降伏強度60 ksi以上)などの高張力材料では、エアベンディングが実質的に唯一の実用的な方法となることが多いです。これらの合金をダイの底まで押し込むと、工具の損傷や致命的な材料破断の危険があります。その代わりに、オペレーターは「フローティングパンチ」方式を採用し、目的の角度に対する理論的な深さの0.5~1 mm上でラムを停止します。これにより応力がパンチ先端ではなく曲げ半径全体に均等に分散されます。この技法は剛性の高いセットアップで一般的に見られる縁割れの約70%を排除しますが、古い油圧プレスでは達成できないサーボ電動式の精度が必要となります。.
ボトムベンディングはしばしば「エアベンディングをより大きなトン数で行うだけ」と誤解されます。実際には、これは根本的に異なるプロセスであり、正確な深さ制御ではなく、ダイ形状への幾何学的整合によって曲げ角度を設定する方法です。.
エアベンディングでは材料に部分的にのみ侵入しますが、ボトミングではシートをVダイの肩までしっかり押し付けます。この方法は通常、エアベンディングの約2倍のトン数を必要としますが、目的は材料侵入ではなく機械的固定です。シートをダイ角度に完全に一致させることで、曲げ部の弾性ゾーンを圧縮します。この幾何学的拘束により、ばね戻りが予測可能な±0.5°にまで減少し、エアベンディングのような複雑な深さ計算なしで安定した角度を得られます。.
ボトムベンディングを成功させる鍵は、いわゆる「Vダイルール」にあります。1/4インチ未満の軟鋼では、理想的なV開口は材料厚さの8倍です。この比率は、曲げ形成に十分なクリアランスを保ちながら、ストローク終端でシートをダイの肩にしっかり固定できるバランスを実現します。ダイを厚さの6倍に狭めると、必要トン数が増加し、表面損傷のリスクも高まります。一方、アルミニウムの場合は割れ防止のために12倍が必要になることがありますが、クリアランスが広がることでばね戻りが増えるため、より深いストロークで補正する必要があります。.
ボトミングは、10~20ゲージの亜鉛メッキ鋼など、均一な材料を使う中・大ロット生産(500個以上)でその強みを発揮します。最終角度がラムの深さではなく工具の形状によって決まるため、セットアップが迅速で試行錯誤的な過曲げを排除できます。エアベンディングは柔軟性に優れていますが、長期生産ではスクラップ率が最大15%増加することもあります。ボトミングは安定して再現性の高いプロセスを提供し、コイニングほどの極端なピーク負荷を避けて工具寿命を延ばし、適切な用途であれば全体の作業コストを20~30%削減できます。.
コイニングは最も古く、かつ最も強力な板金曲げ法です。金属の内部構造を永久的に変化させることでばね戻りを完全に排除しますが、その精度の代償として機械負荷と工具摩耗が大きくなります。.
コイニングは単に金属を曲げるだけではなく、刻印します。パンチが材料に強制的に食い込み、シートを中立軸より10~15%押し込み、曲げ半径を押しつぶして元の厚さの約0.3倍にまで薄くします。この極端な荷重—エアベンディングの3~5倍のトン数—により、曲げ部の結晶構造が著しく加工硬化します。影響範囲内の降伏強度は20~30%増加し、延性は約40%低下します。実質的に金属の弾性記憶が消失し、ばね戻りがほぼゼロの曲げが得られます。.
多くの業界がコイニングをやめたのは、現代のCNCエアベンディングが過剰な力を使わずとも十分な精度を達成できるためです。コイニングのコストは工具摩耗にすぐ現れます:1/4インチ鋼の場合、パンチ先端はわずか1,000打撃で潰れて精度を失い、エアベンディング工具の5倍の早さで摩耗します。とはいえ、コイニングにはまだ特定用途での価値があります—たとえば、精密なヘムが要求される航空宇宙部品や、ばね戻りが3°を超えてCNC補正アルゴリズムの信頼範囲外に出るチタン成形などです。.
コイニングを選ぶということは、実際には工具の寿命を寸法精度と引き換えにすることを意味します。エアベンディングで100トン必要な曲げ加工は、コイニングでは400~500トンを要求する場合があります。そのような力のレベルでは、わずかな計算ミスでさえパンチが永久的にダイに食い込む原因となり得ます。0.187インチ以上の6061-T6アルミニウムのような硬い材料では、コイニングによってダイが急速に損傷・破壊されます。0.1°の公差逸脱を補正できるかもしれませんが、実際のコストはしばしば5,000サイクルごとに2,000セットの$工具を交換する必要に直結します—多くの作業工場がとても許容できる妥協ではありません。.
油圧プレスブレーキはしばしば静的で揺るぎない機械であると考えられます—重量があるため、精度が自動的に保証されるはずだと。しかし実際には、油圧ブレーキは作動中に微妙に形状を変える動的システムのように振る舞います。一般的な製造用途において業界の標準的な解決策であり続けますが、全シフトにわたり精度を維持するには意図的で積極的な制御が必要です。.
油圧性能の真の敵は、パワー不足ではなく熱です。大量生産においては、同期シリンダーが約500サイクル後に平行性を徐々に失うことでY軸ドリフトが最も顕著になります。連続した圧力はオイル温度を上げ、油圧液が薄くなってラムが膨張すると、繰り返し精度は±0.01 mmの範囲から許容しがたい±0.05 mmへと悪化していきます。.
3メートルの長さの部品では、このドリフトがラムの調整が遅れた場合に0.5 mmから1 mmの角度誤差につながることがあります。午前8時に完璧なセットアップだったものが、午前10時30分には静かに不良品を生み出し始める可能性があります。シンクロ油圧マシンは複数のシリンダーを同期させるデジタル制御で補償を試みますが、熱膨張という基本的な物理法則から逃れることはできません。熟練工場では、サイクル間に10秒の停止時間を設けて熱を逃がしたり、ナットストップ設計に切り替えたりして対抗します。ナットストップは精密加工でドリフトを排除しますが、厚板で可変トン数が必要な場合には柔軟性が犠牲となります。.
熱管理の必要性があるにもかかわらず、油圧プレスブレーキが重板加工の王者であり続けるのは、圧倒的な理由—スケーラビリティ—があるからです。他の技術では、50フィートのベッド全体で3,000トンに現実的にスケールすることはできません。チタンや厚い非鉄材料を曲げる際、タンデム油圧システムは複数の機械をリンクさせ、効果的に曲げ能力を倍増させることが可能です—他の駆動方式を制限するラムのたわみなしに。.
油圧シリンダーはまた、100~300トンの用途に必要な可変速度制御と制御されたラムの後退を提供します。これらの用途では、電動駆動部品がすぐに破損してしまう恐れがあります。上昇動作型または下降動作型の構成にすることで—ストロークの一貫性を多少犠牲にしても、0.25インチ以上のスラブに対応するベッドクリアランスを確保できます—油圧プレスブレーキは、広大な表面で持続的で強力な力を必要とする作業において唯一の実用的な選択肢です。.
油圧がハンマーだとすれば、サーボ電動機械はメスのようなものです。無制限のトン数を捨てて、速度、精度、運転効率を手に入れます。サーボモーターが常時稼働せずアイドル状態にできるため、これらのプレスブレーキは50トン未満の作業では油圧システムに比べてエネルギー消費を30~40%削減することができます。.
油圧オイルを排除することで、漏れのリスクが完全に除去され、フィルター、シール、流体管理といった定期的なメンテナンス負担もなくなります。その代わりに、ボールねじ駆動のラムが±0.005 mmの再現性で力を伝達し、短ストロークでは油圧の最大10倍の速度で動作します。この組み合わせにより、サーボ電動ブレーキはサイクルタイム、精度、清潔な作業環境が絶対条件となる少量多品種の工場に最適な選択肢となります。.
電動駆動技術は、試行錯誤ではなく動的にスプリングバックを補正することで精密エアベンディングを変革しました。閉ループサーボフィードバックにより、機械は材料の抵抗をリアルタイムで検知し、自動的に補正します—高張力材料では試し打ちや手動調整なしに2~3°のオーバーベンドを行うこともあります。.
この利点は特に0.25インチ以下の薄板金の場合に顕著です。エアベンディングではフローティングパンチを使用するため、ラムに統合されたバーニアスケールやCNCルーラーが±0.1°の範囲で位置を同期させます。その結果、試作や短期ロット作業では油圧機よりも圧倒的に高い性能を発揮し、成形速度ではなくセットアップ時間が主要な制約となる場面で真価を発揮します。.
とはいえ、サーボ電動技術には明確な上限があります。厚いステンレス鋼、特に0.187インチ(4.7 mm)を超えるゲージでは、このシステムは苦戦し始めます。サーボトルクの最大は通常300トン程度で、その閾値を超えるとモーターの過熱やパンチの貫通停止が発生するリスクがあります。.
304または316ステンレスで厚さが10mmを超える場合、曲げを完了するために必要な持続的な力が電動駆動を圧倒し、材料の変形、エッジの亀裂、不完全な成形を引き起こす可能性があります。サーボ電動ブレーキをこの範囲で無理に使おうとする工場では、構造曲げ時の廃棄率が15~20%まで急増することがよくあります。重板ステンレスの用途では、電動駆動が持つ効率性が逆に弱点となり、油圧の圧倒的かつ持続的な力だけが実用的な解決策となります。.
ハイブリッド・プレスブレーキは、サーボの精密さと油圧の力の交点に位置します。サーボ制御の動作と、必要な時だけ圧力を発生させる油圧ブースターを組み合わせることで、これらのシステムは従来の油圧機に比べて熱の発生を約80%削減し、油の使用量を劇的に低減しながら、要求の厳しい用途に必要なトン数を確保します。.
サーボポンプはラムが動いている時だけ作動し、電動機の繊細さ—低エネルギー消費とクリーンな動作—を実現しつつ、1,000トン以上の板材加工に必要な圧倒的な力も提供します。初期投資は高くなりますが、ハイブリッドシステムは幅広い材料に対してスループットのバランスを取り、最大25%の高速段取り替えを自動クランプによって可能にします。その結果、慢性的なメンテナンスや油漏れの悩みを伴わない真の油圧の筋力を実現します。.
スペクトルの反対側に位置するのがメカニカル・プレスブレーキです。フライホイールとクラッチによって駆動されるこれらの機械は、毎分500ストロークに達するほどの圧倒的な速度を発揮し、パンチングや単純なコイニングのような高頻度の作業に適しています。しかし、その速度には代償があります。メカニカルブレーキは現代的な加工技法にはまったく寛容ではありません。.
メカニカルブレーキは固定ストロークで動作し、スプリングバックを完全に無視します。これにより、オペレーターは「ボトム曲げ」に頼ることになり、現代合金の多様な引張強度に直面すると工具が破損するおそれがあります。一度フライホイールが作動すると設定が固定され、軟鋼の大量生産には理想的ですが、CNC駆動プロセスには本質的に危険です。角度補正のための微調整ができないため、わずか1°のずれでもバッチ全体を廃棄せざるを得ない状況になります。さらに多くの古い機械にはクラウニングシステムがなく、長い部品が中央で「カヌー状」または弓なりになる問題を引き起こします。今日の精度重視の工場では、メカニカルブレーキはもはや働き馬ではなく危険な遺物に近い存在です。.
多くの業界では、機械選定と曲げ方法を独立した選択として扱っています—つまり、ハードウェアと技術を自由に組み合わせられると考えています。これは根本的な誤解です。機械の物理特性—特に駆動システムとフレーム剛性—が、どの曲げ方法が数学的に実行可能か、そしてどの方法が必然的に廃棄を生むかを決定します。古いメカニカルブレーキでボトム曲げを「選ぶ」わけではなく、その機械自体がその選択を強制するのです。.
この互換性マトリックスを理解することが、利益の出る生産ラインと再加工の山に分かれる分岐点です。必要なトン数制御や再現性を欠いた機械に不適切な曲げ方法を強制すれば、材料と戦うだけではなく、ラムの基本的な機構的限界と戦うことになります。.
古いメカニカル・プレスブレーキが安定したエア曲げに苦労する根本原因は、ラムの同期不良にあります。サーボ駆動のフィードバックで位置を継続的に監視・補正する現代のCNC機とは異なり、古いメカニカルブレーキはフライホイールとクラッチに依存しています。この設計によりラムが「浮く」ことが避けられず、Y1/Y2軸が各ストロークごとに最大0.05mmずれることになります。.
エア曲げでは、最終角度がパンチの押し込み深さだけで決まるため、0.05mmの変動は致命的です。3mmの軟鋼を使用した大量生産では、このレベルのずれにより曲げ角が許容範囲を大きく逸脱し、廃棄率が25~40%に達します。このような機械的な不安定性をプログラムの工夫で補うことは不可能です。.
その結果、これらの機械は実質的にオペレーターに ボトム曲げ. を強制します。パンチをVダイに完全に押し込むことで、ラムの深さが変数ではなくなり、ダイ自体が堅固な機械的ストップとなります。材料はラムの位置に関係なく強制的に成形されます。この方法は角度の安定性を確保しますが、その代償は大きく、トン数要求がエア曲げの2~3倍に達することが一般的です。この力任せの方法は角度のばらつきを減らしますが、摩耗を急激に促進し、ステンレスなどの研磨性材料では工具寿命を最大50%短縮します。.
災害回避法: ラムの平行度を毎日チェックしてください。もし偏差が0.03mmを超える場合は、精密部品のエア曲げを行わないでください。角度を機械的に固定できるボトム曲げに切り替えるか、または0.01mmの再現性がある油圧同期システムへアップグレードすることを推奨します。.
100トンを超える力がベッド長2メートル以上にかけられると、フレームのたわみは避けられません。ラムは中央で上方向に曲がり、ベッドは下方向にたわみます。クラウニングのない油圧式マシンでは、このたわみ(一般的に1メートル当たり0.02mm〜0.1mmの範囲)は、中央よりも部品の端でパンチが深く侵入する原因となります。.
その結果としてよく知られている「カヌー効果」が発生します。長い曲げの中央が端よりも2〜5°不足曲げになる現象です。最新のサーボ電動プレスブレーキは、テーブルとラム間の平坦度を≤0.02 mmに加工した超高剛性フレームによってこの問題を防ぎ、4メートルの長さでも調整なしで厳密な角度公差を維持します。しかし、標準的な油圧ブレーキにはこの構造剛性がなく、同等の結果を得るにはクラウニングに頼らざるを得ません。.
CNC油圧クラウニングシステム(50〜100mmゾーンでラムセグメントを自動調整するシステム)がなければ、旧式機械のオペレーターは原始的な対策に頼ることになります。彼らは工具をシムで調整するか、もしくは コイニング. に切り替えます。コイニングは極端なトン数で材料を薄くし、完全な塑性変形を強制することで、フレームのたわみを力づくで克服します。その代償は大きく、段取り時間は3倍に、トン数要求は急増、工具の摩耗も加速します。対照的に、CNCフィードバックループにリンクしたクラウニングシリンダーを後付けした工場では、12mm鋼板を曲げる場合、“カヌー効果”による廃棄を15%から約2%に削減しています。.
災害回避法: サイドフレーム間距離の1.5倍以上の長さがある部品に対しては、クラウニングストロークが必要トン数に一致するかを確認してください。クラウニングなしで旧式プレスブレーキを稼働させると、長尺部品の最大70%までカヌー効果がほぼ確実に発生します—コイニングに頼らない限り。.
正確なエアベンドは、スプリングバック(金属が圧力解放後に元の形状に戻ろうとする傾向)の制御にかかっています。ステンレス鋼は通常3〜5°のスプリングバックを示し、軟鋼は1〜2°しか戻りません。真の90°を得るには、例えば86°や88°まで正確に過曲げし、内部応力を緩和するためにラムを下死点で制御された時間保持する必要があります。.
ヴィンテージ機械ブレーキはこのシーケンスを実行できません。クラッチ駆動ストロークは±15%の力の変動を伴います。ラムはフライホイールの慣性で動くため、ストローク途中で一時停止して制御された保持を行えず、また正確な4°過曲げを持続的に設定するために必要な0.01 mmの位置精度も達成できません。.
その結果、材料のばらつきに対する許容度はゼロになります。1970年代の機械ブレーキで高張力鋼をエアベンドするのは、ほぼ経験に基づく推測作業です。工具摩耗記録によると、こうした工場は主にラムとベッドの平行度不足によるパンチたわみのため、油圧ユーザーより約30%多くの部品を廃棄しています。.
災害回避法: ヴィンテージ機械ブレーキを使用している場合、エアベンドは厚さ2 mm未満の軟鋼に制限してください。それ以上の厚みや硬さの素材は、ボトムベンドまたはコイニングが必要です。オペレーターの熟練技術でも、この機械では名目上90°のエアベンドが92°までスプリングバックするのを防げません。.
見積もりを確認するときは、画面サイズではなく、オペレーターの手が実際に何をする必要があるかを見てください。NC機では、オペレーターは常に監視役を務め、板金をロードし、その後数回の曲げごとに角度、寸法、位置合わせを手動で微調整します。ストローク深さはフィードバックではなく“感覚”で設定されるため、±1°〜3°のばらつきが常に発生します。ステンレスや高張力鋼の作業では、その推測作業によって20〜30%の廃棄が発生することがあります。.
CNCは役割を監視者から監督者に変えます。本当のアップグレードはタッチスクリーンではなく、同期したY1とY2軸です。NCのバックゲージは100mm/sで動きますが、偏荷重では手動クランク調整が必要になり、数百サイクルで機械式トーションバーが徐々に変形します。CNCプレスブレーキはリニアエンコーダーでリアルタイムに平行度を補正し、200〜400mm/sで変形なく動作します。その結果、1人のオペレーターがNCでは2人でも難しい複雑な試作をこなし、段取り時間を30分から約5分に短縮します。.
営業担当者はピークトン数—「100トン」—を常に使えるかのように売り込みます。しかし、そうではありません。重要なのは 実効トン数です:曲げの中央で実際に得られる力のことです。NC機では、機械式トーションバーが部分荷重(例えば10フィート部品で60%のオフセット)下で15〜20%もの力を失うことがあります。オペレーターはこれを補うためにラムを過剰に押し込み、ダイスを破損し、トーションバーを永久に変形させます。.
CNCシステムは、比例制御バルブを用いてリアルタイムで必要なトン数を正確に供給することでこの課題に対応します。例えばステンレスの場合、材料の降伏強度を50ksiと入力すると、制御システムが80%で加圧を制限し、Y軸のドリフトを防止します。これが「セットして忘れる」ワークフローの本質であり、NCでは決して提供できないものです。最大トン数だけで購入すると、安全に使用できず工具を破損するような無駄なパワーに対して料金を支払うことになります。.
$150k油圧CNCでは、チームが依然として正しいVダイ固定なしでボトミングを行っている場合、4140鋼のエアベンドスプリングバックは解決できません。精度は資本投資ではなく計算から生まれます。材料の降伏強度が、必要な2〜5°のオーバーベンドを決定します—ラムのパワーではありません。訓練されていないオペレーターは推測で作業し、セットアップごとに10回の試し曲げを繰り返し、それを「調整」と呼びます。“
CNCプレスブレーキは1,000のプログラムを保存できるかもしれませんが、もしあなたの曲げ戦略がK係数(軟鋼では通常0.33〜0.50、ステンレスでは約0.45)を無視しているなら、ただ単にスクラップの生産を自動化しているだけです。成形データを実際に追跡している工場では、いわゆる「機械の故障」のほぼ80%が戦略のミスマッチであることが一貫して確認されています。部分荷重回避の適切なトレーニングなしでは、トップクラスの機械でもバーのねじれや不合格部品が発生します。.
明日までに精度を向上させるために新たな発注は必要ありません。まずは現在所有している機械の物理的特性に基づいて作業を仕分けることから始めてください。油圧NCプレスブレーキで厚板に高精度なエアベンドを強制するのはやめましょう—それは単に適用を間違っています。.
エアベンドは0.125インチ未満のアルミ用に限定し、3°の制御されたオーバーベンドと浮動パンチを管理可能な環境で行います。0.25インチ以上の板材はボトミングに移行します。このアプローチは、工具をわずか200サイクルで破損させる可能性のあるコイニングの3倍トン数ペナルティを回避します。オペレーターが不満を漏らす「ドリフト」はほとんどの場合油圧の問題ではなく、ねじり棒システムに線形エンコーダのような性能を要求することによる結果です。方法を修正すれば機械の性能は後からついてきます。.


















