

Anda mengukur sudut akhir pada bagian baja tahan karat 304: 88 derajat. Gambar kerja meminta 90 derajat. Anda mencoba menekuk lagi—dan flensnya retak. Satu bagian yang dibuang itu saja menghabiskan $500 untuk material dan tenaga kerja, belum lagi kerugian sebenarnya: pengiriman yang tertunda. Operator disalahkan. Hidrolik yang sudah tua disalahkan. Tetapi penyebab sebenarnya lebih sulit dilihat. Perbedaan antara produksi yang menguntungkan dan keranjang penuh limbah jarang disebabkan oleh tonase atau keterampilan operator—melainkan kesalahpahaman mendasar tentang metode penekukan apa yang sebenarnya dibutuhkan oleh material.
Ketika tingkat limbah meningkat, sebagian besar manajer fabrikasi mulai berbelanja peralatan baru, dengan asumsi perangkat keras yang lebih baik akan memperbaiki masalah fisika. Mereka membandingkan penggerak listrik versus hidrolik, meneliti grafik tonase, dan menghitung jumlah sumbu. Namun, data secara konsisten menunjukkan hal ini: “jenis press brake” yang paling mahal adalah yang dipasangkan dengan metode penekukan yang salah.
Ketika sebuah bagian gagal dalam inspeksi, nalurinya adalah menyelidiki mesinnya. Apakah ada pergeseran sumbu-Y? Kehilangan tekanan akibat hidrolik yang lemah? Meskipun press brake hidrolik yang lebih tua—sering kali sistem awal dengan harga sekitar $50.000—dikenal karena kehilangan energi dan waktu kerja yang banyak membutuhkan perawatan, jarang sekali menjadi penyebab utama dari flens retak atau sudut yang dangkal. Lebih sering, kegagalan terjadi karena meminta mesin yang dirancang untuk bottoming menghasilkan ketepatan air bending, atau memaksa pengaturan air bending bekerja seperti perkakas bottoming.
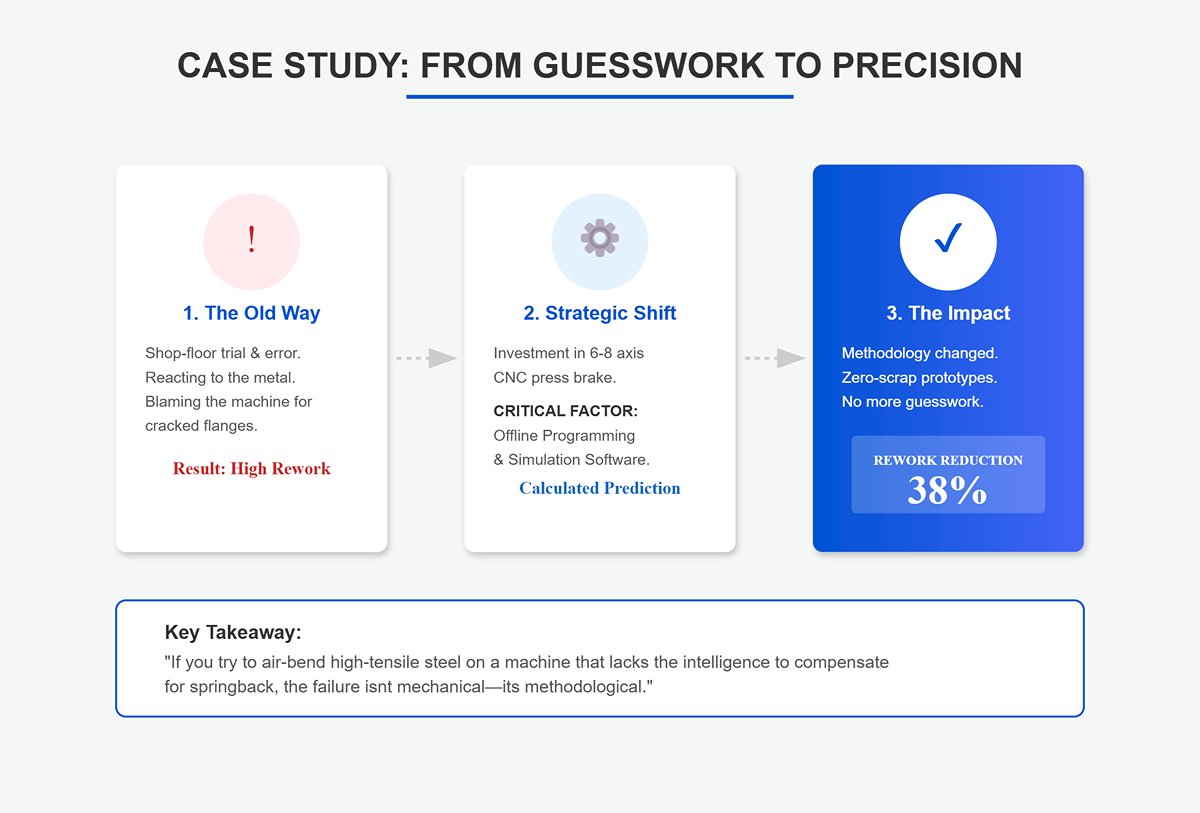
Contoh terbaru datang dari pabrik fabrikasi di Korea Selatan yang berinvestasi pada press brake CNC 6–8 sumbu. Mesin itu sendiri adalah teknologi mutakhir, tetapi perangkat kerasnya bukanlah titik baliknya. Keuntungan nyata datang dari perangkat lunak pemrograman dan simulasi offline yang menyertainya. Dengan mengubah metode penekukan dari coba-coba di bengkel menjadi prediksi digital, pabrik itu mengurangi pengerjaan ulang sebesar 38% hanya dalam tiga bulan.
Pabrik tersebut tidak sekadar berinvestasi pada mesin yang lebih baik; mereka mendefinisikan ulang cara penekukan dilakukan. Alih-alih bereaksi terhadap logam, tim mulai memperlakukan setiap tekukan sebagai prediksi yang terhitung. Bengkel yang mengejar apa yang disebut “keajaiban CNC” sering melewatkan nuansa ini. Jika Anda mencoba melakukan air bending pada baja tarik tinggi menggunakan mesin yang tidak memiliki kekakuan atau kecerdasan perangkat lunak untuk mengimbangi springback yang parah, kegagalannya bukan mekanis—melainkan metodologis. Pengurangan pengerjaan ulang sebesar 38% berasal dari visualisasi tekukan secara offline dan mengubah perkiraan operator menjadi prototipe tanpa limbah, sesuatu yang sepenuhnya dapat dicapai bahkan pada sistem sinkro-hidrolik kelas menengah ketika metodenya secara fundamental benar.
Ada hubungan matematis langsung antara tingkat limbah dan margin kotor, namun banyak bengkel gagal menyelaraskan pilihan mesin mereka dengan sumber material mereka. Proses punching dan pemotongan laser konvensional pada lembaran logam secara rutin menghasilkan tingkat limbah sebesar 15,9% atau lebih. Pada saat lembaran tersebut mencapai press brake, Anda sudah memulai dengan defisit hasil material.
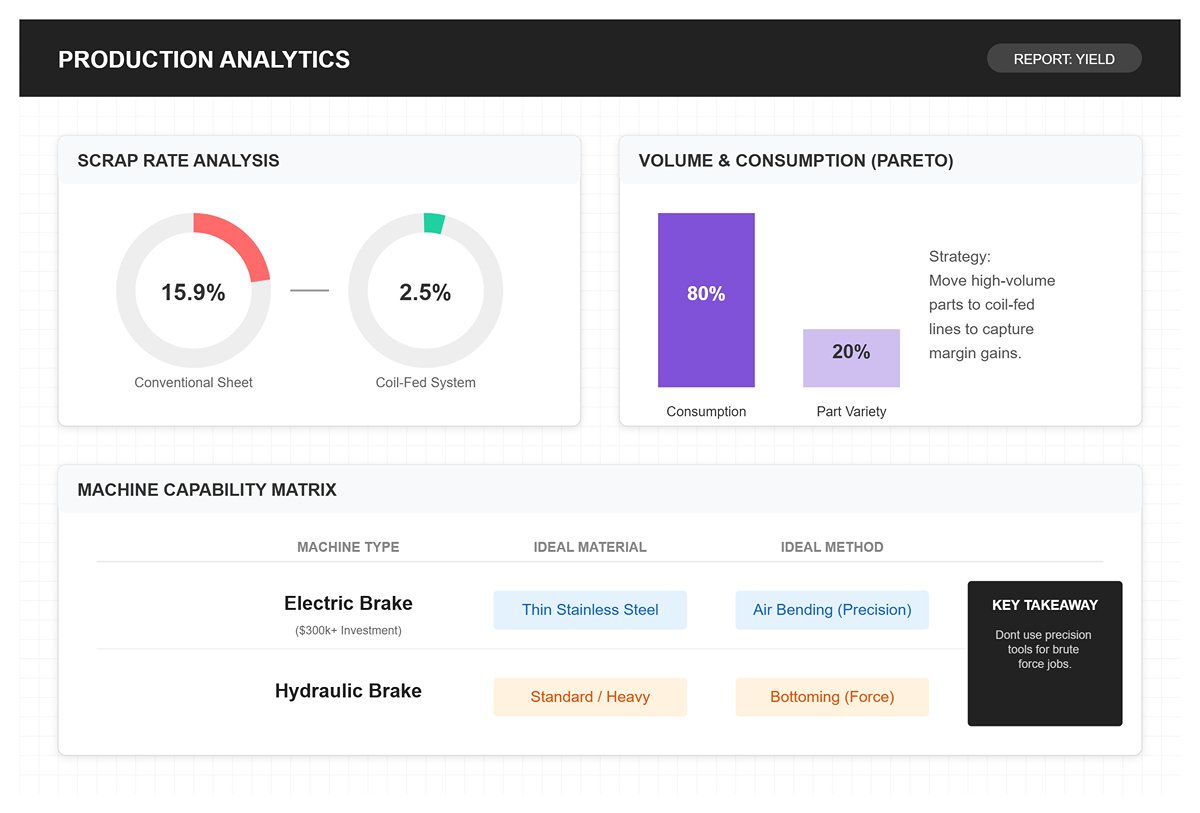
“Keterkaitan tersembunyi” itu adalah bahwa metode penyediaan material secara langsung menentukan jenis press brake mana yang paling efisien. Memindahkan bagian volume tinggi—yang, berdasarkan analisis Pareto, biasanya menyumbang 80% dari total konsumsi material—ke lini press brake yang diberi makan oleh gulungan dapat mengurangi limbah menjadi hanya 2–3%. Material yang dipulihkan itu secara langsung diterjemahkan menjadi peningkatan margin yang tidak dapat dicapai hanya dengan pelatihan operator.
Namun, untuk mencapainya, dibutuhkan pemahaman yang jelas tentang keterbatasan mesin. Press brake listrik, yang sering kali berharga lebih dari $300.000, memberikan presisi yang dibutuhkan untuk air bending pada baja tahan karat tipis—di mana hidrolik bisa memberikan tekanan tidak merata dan menyebabkan tepi retak. Tetapi menugaskan pekerjaan bottoming bertonase tinggi ke mesin listrik yang sama adalah penggunaan modal yang tidak efisien. Kesalahan paling mahal sebenarnya bukan kesalahan perkakas $500; melainkan memperlakukan satu jenis press brake sebagai solusi universal. Setiap pengurangan limbah sebesar 1% secara langsung meningkatkan profitabilitas press brake, tetapi peningkatan itu hanya terjadi ketika jenis mesin (listrik vs hidrolik), bentuk material (lembaran vs gulungan), dan metode penekukan (air bending vs bottoming) diselaraskan dengan niat yang tepat.
Selama beberapa dekade, industri bergantung pada apa yang disebut “telinga emas” operator ahli—veteran yang secara naluriah tahu seberapa jauh harus menekuk lebih pada baja A36 agar kembali menjadi sudut sempurna 90°. Ketergantungan ini kini menjadi beban. Kemajuan dalam metalurgi telah memperkenalkan paduan kekuatan tinggi yang perilaku springback-nya bervariasi tidak hanya menurut grade, tetapi juga menurut batch produksi. Tidak ada tingkat intuisi pun yang dapat secara andal memprediksi bagaimana satu lembar baja tarik tinggi akan berperilaku dibandingkan dengan yang ditekuk satu jam sebelumnya.
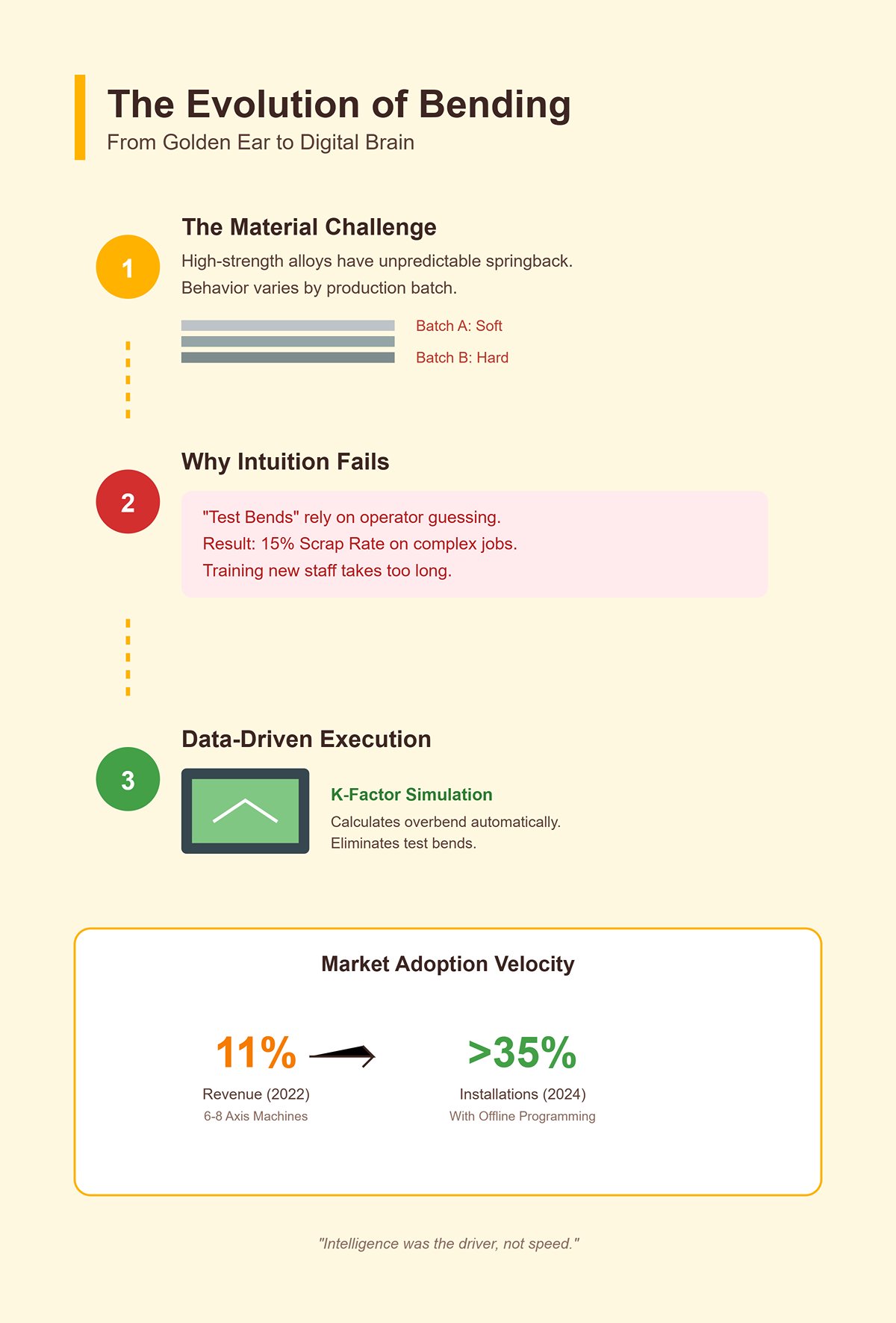
Perubahan ini menjelaskan mengapa mesin 6–8 sumbu merebut 11% dari total pendapatan pasar pada tahun 2022. Kecepatan bukanlah pendorong utama—melainkan kecerdasannya. Mesin-mesin ini menggunakan perangkat lunak simulasi untuk memprediksi springback sebelum ram bergerak. Pada tahun 2024, lebih dari 35% press brake yang dipasang di Amerika Utara dilengkapi dengan CNC multi-sumbu dengan pemrograman offline. Industri ini secara bertahap meninggalkan “uji tekuk,” yang dapat mendorong tingkat limbah hingga 15% pada pekerjaan kompleks, demi eksekusi berbasis data.
Dalam fabrikasi modern, alat “pencegah bencana” yang sebenarnya bukan lagi tangan terampil, melainkan simulasi K-factor yang akurat. Satu fasilitas menghilangkan seluruh uji tekuk dengan memasukkan keuletan paduan ke dalam program sebelum produksi dimulai. Perangkat lunak menghitung kebutuhan penekukan lebih secara otomatis, membuat perasaan operator menjadi tidak relevan. Dalam kondisi di mana waktu pelatihan untuk operator baru harus dikurangi setengahnya hanya untuk memenuhi jadwal kerja, meminta manusia mengimbangi hukum fisika jauh lebih mahal dibandingkan berinvestasi pada perangkat lunak yang lebih baik.
Air bending adalah pendekatan default dalam fabrikasi presisi modern, dihargai karena kemampuannya menghasilkan berbagai sudut dengan satu set perkakas. Fleksibilitas itu, bagaimanapun, sepenuhnya bergantung pada kemampuan mesin untuk mengontrol dan mengimbangi resistansi alami material.
Dalam air bending, punch turun ke dalam V-die tanpa memaksa lembaran logam hingga ke dasar alat. Material hanya menyentuh tiga titik: ujung punch dan dua bahu die. Karena punch hanya menembus sekitar 30–50% dari kedalaman V-die, logam mempertahankan memori elastis yang signifikan, yang menjadi penyebab utama dari springback.
Ketika ram menarik kembali, logam secara alami berusaha kembali ke bentuk datarnya semula. Pada baja lunak, sebuah tekukan yang diprogram sebesar 90° akan secara konsisten kembali ke sekitar 92°. Untuk mengimbanginya, operator dengan sengaja membengkokkan berlebih—biasanya sebesar 2–5°, tergantung pada kekuatan luluh material. Tantangan ini menjadi jauh lebih nyata pada baja tahan karat, di mana springback dapat bervariasi sebesar 1–2° untuk setiap perubahan ketebalan 0,001 inci. Akibatnya, operator harus menghitung sudut tekuk berlebih dengan presisi tinggi, bukan hanya mengandalkan pengaturan kedalaman nominal mesin.
Keunggulan terbesar air bending—menggunakan satu V-die 85° untuk menghasilkan sudut tekuk antara 90° hingga 140°—juga merupakan kelemahannya. Sudut akhir tekukan sepenuhnya diatur oleh penetrasi ram (sumbu Y). Untuk menjaga konsistensi sudut, ram harus mengulangi posisinya dalam toleransi ±0,01 mm.
Sistem hidrolik NC lama sering kali tidak mampu mencapainya. Ketika fluida hidrolik memanas, posisi ram dapat bergeser cukup banyak untuk mengubah sudut tekuk hingga 0,5°. Pergeseran ini memaksa operator melakukan tiga atau lebih uji tekuk per pengaturan hanya untuk menyelaraskan sudut. Sebaliknya, air bending modern bergantung pada kontrol CNC canggih yang dilengkapi sensor optik atau sistem pengukuran sudut laser yang secara otomatis mengoreksi tekukan secara real time—mengurangi limbah dan pengerjaan ulang hingga 60% dibandingkan dengan penyesuaian manual.
Untuk material berkekuatan tarik tinggi seperti baja 4140 atau AR500 (kekuatan luluh di atas 60 ksi), air bending sering kali menjadi satu-satunya pilihan praktis. Memaksa paduan-paduan ini ke dasar die berisiko merusak alat atau menyebabkan kegagalan material yang parah. Sebagai gantinya, operator menggunakan pendekatan “floating punch”, menghentikan ram 0,5–1 mm di atas kedalaman teoritis untuk sudut target. Hal ini menyebarkan tegangan secara lebih merata di sepanjang radius tekukan, bukan memusatkannya di ujung punch. Meskipun teknik ini menghilangkan retak tepi yang umum terjadi pada sekitar 70% pengaturan kaku, metode ini memerlukan akurasi servo-elektrik yang tidak dapat dicapai oleh press hidrolik lama.
Bottom bending sering disalahartikan hanya sebagai “air bending dengan tenaga ekstra.” Padahal, ini adalah proses yang secara fundamental berbeda—yang menetapkan sudut tekuk melalui kesesuaian geometris dengan die, bukan melalui kontrol kedalaman yang presisi.
Jika air bending hanya sebagian menembus material, bottoming menekan lembaran logam dengan kuat ke bahu V-die. Biasanya membutuhkan sekitar dua kali gaya daripada air bending, tetapi tujuannya bukan penetrasi material—melainkan penguncian mekanis. Dengan memaksa lembaran untuk sepenuhnya mengikuti sudut die, bottoming mengompresi zona elastis pada tekukan. Batasan geometris ini mengurangi springback menjadi ±0,5° yang dapat diprediksi, menghasilkan sudut yang konsisten tanpa perhitungan kedalaman rumit seperti yang dibutuhkan dalam air bending.
Keberhasilan bottom bending bergantung pada apa yang disebut “Aturan V-Die.” Untuk baja lunak dengan ketebalan di bawah 1/4″, bukaan V yang ideal adalah delapan kali ketebalan material. Proporsi ini memberikan kelonggaran yang cukup untuk pembentukan tekukan sambil tetap memungkinkan lembaran terkunci kuat ke bahu die di dasar langkah tekuk. Mengetatkan die menjadi 6x ketebalan meningkatkan kebutuhan tenaga dan risiko kerusakan permukaan. Memperbesarnya hingga 12x sering kali diperlukan untuk aluminium demi mencegah retak, tetapi kelonggaran tambahan ini memperkenalkan lebih banyak springback yang harus dikompensasi dengan langkah yang lebih dalam.
Bottoming unggul dalam produksi menengah hingga tinggi (500+ bagian) menggunakan material yang konsisten seperti baja galvanis 10–20 gauge. Karena sudut akhir ditentukan oleh geometri alat, bukan oleh kedalaman ram, pengaturannya lebih cepat dan menghilangkan percobaan serta overbending. Meskipun air bending menawarkan fleksibilitas, variasinya dapat meningkatkan tingkat limbah hingga 15% dalam jangka panjang. Bottoming memberikan proses yang stabil dan konsisten, menghindari beban puncak ekstrem seperti pada coining, memperpanjang umur alat, dan dapat mengurangi biaya pekerjaan keseluruhan sebesar 20–30% bila diterapkan pada aplikasi yang tepat.
Coining adalah metode pembengkokan lembaran logam tertua—dan paling agresif. Ia sepenuhnya menghilangkan springback dengan secara permanen mengubah struktur internal logam, namun presisi ini datang dengan biaya tinggi berupa beban mesin dan keausan alat.
Coining tidak hanya membengkokkan logam—tetapi juga mencetaknya. Punch menembus material secara paksa, mendorong lembaran 10–15% melampaui sumbu netral dan menekan radius tekukan hingga menipis menjadi sekitar 0,3× ketebalan aslinya. Pembebanan ekstrem ini—biasanya tiga hingga lima kali gaya yang diperlukan untuk air bending—mengeraskan struktur butir di area tekukan secara signifikan. Kekuatan luluh di zona terdampak meningkat sebesar 20–30%, sedangkan keuletan berkurang sekitar 40%. Pada dasarnya, memori elastis logam dihapus, menghasilkan tekukan dengan hampir nol springback.
Sebagian besar industri telah meninggalkan coining karena air bending CNC modern memberikan presisi yang cukup tanpa menggunakan gaya berlebihan. Biaya coining terlihat jelas pada keausan alat: ujung punch dapat melebar (“mushrooming”) dan kehilangan akurasi hanya setelah 1.000 penekanan pada baja 1/4″, aus hingga lima kali lebih cepat dibandingkan alat air bending. Meskipun demikian, coining masih memiliki tempat pada aplikasi khusus—seperti komponen dirgantara dengan lipatan kritis, atau pembentukan titanium di mana springback melebihi 3° dan berada di luar jangkauan prediksi algoritma kompensasi CNC yang andal.
Memilih untuk melakukan coining pada dasarnya berarti memilih untuk menukar umur pakai perkakas dengan kepastian dimensi. Sebuah penekukan yang membutuhkan 100 ton pada pembengkokan udara dapat memerlukan 400–500 ton saat dilakukan coining. Pada tingkat gaya sebesar itu, bahkan kesalahan kecil sekalipun dapat secara permanen menanamkan punch ke dalam die. Pada material yang lebih keras dari aluminium 6061-T6 0,187″, proses coining dengan cepat menggores dan menghancurkan die. Meskipun mungkin dapat memulihkan deviasi toleransi 0,1°, biaya sebenarnya sering kali berarti harus mengganti 1 hingga 2.000 set perkakas setiap 5.000 siklus—sebuah kompromi yang jarang mampu ditanggung oleh bengkel umum.
Press brake hidrolik sering kali diasumsikan sebagai mesin yang statis dan kaku—cukup berat sehingga akurasi seharusnya otomatis tercapai. Pada kenyataannya, rem hidrolik berperilaku lebih seperti sistem dinamis, secara halus berubah bentuk saat beroperasi. Meskipun tetap menjadi solusi utama industri untuk fabrikasi umum, menjaga presisi selama satu shift penuh memerlukan kontrol aktif yang disengaja.
Musuh sejati kinerja hidrolik bukanlah kekurangan tenaga—melainkan panas. Dalam produksi berkapasitas tinggi, drift sumbu Y menjadi paling nyata ketika silinder sinkron secara bertahap kehilangan kesejajaran setelah sekitar 500 siklus. Tekanan yang terus-menerus meningkatkan suhu oli, dan saat cairan hidrolik menipis serta ram memuai, pengulangan dapat memburuk dari ±0,01 mm yang ketat menjadi ±0,05 mm yang jauh kurang dapat diterima.
Pada bagian sepanjang 3 meter, drift ini dapat berubah menjadi kesalahan sudut sebesar 0,5 mm hingga 1 mm jika ram tidak disesuaikan tepat waktu. Pengaturan yang sempurna pada pukul 8:00 pagi dapat diam-diam mulai menghasilkan limbah pada pukul 10:30. Mesin sinkro-hidrolik berusaha mengompensasi hal ini dengan kontrol digital yang menjaga beberapa silinder tetap sinkron, namun mereka tidak dapat menghindari hukum dasar ekspansi termal. Bengkel berpengalaman melawan hal ini dengan menambahkan waktu jeda 10 detik antar siklus untuk melepaskan panas, atau dengan beralih ke desain penahan mur. Desain ini menambahkan penahan mekanis yang menghilangkan drift pada pekerjaan rumit, meskipun dengan mengorbankan fleksibilitas saat dibutuhkan tonase variabel untuk pelat tebal.
Meskipun membutuhkan manajemen termal, press brake hidrolik tetap menguasai fabrikasi pelat tugas berat karena satu alasan utama: skalabilitas. Tidak ada teknologi lain yang secara realistis dapat mencapai 3.000 ton pada meja sepanjang 50 kaki. Saat membengkokkan titanium atau material non-ferrous tebal, sistem hidrolik tandem dapat menghubungkan beberapa mesin untuk secara efektif menggandakan kapasitas pembengkokan—tanpa defleksi ram yang membatasi sistem penggerak lain.
Silinder hidrolik juga memberikan kontrol kecepatan variabel dan penarikan terkontrol yang diperlukan untuk aplikasi 100 hingga 300 ton yang akan dengan cepat merusak komponen penggerak listrik. Baik dikonfigurasi sebagai mesin up-acting maupun down-acting—mengorbankan sebagian konsistensi stroke untuk mendapatkan ruang meja bagi pelat di atas 0,25 inci—press brake hidrolik tetap menjadi satu-satunya pilihan praktis saat pekerjaan menuntut kekuatan besar yang berkelanjutan di area permukaan yang luas.
Jika hidrolik adalah godam, maka mesin servo-elektrik adalah pisau bedah. Mereka mengorbankan tonase tak terbatas demi kecepatan, presisi, dan efisiensi operasional. Dengan mengandalkan motor servo yang menganggur alih-alih beroperasi terus-menerus, press brake ini dapat memangkas konsumsi energi sebesar 30–40% dibandingkan sistem hidrolik pada pekerjaan di bawah 50 ton.
Menghilangkan oli hidrolik meniadakan risiko kebocoran sepenuhnya, sekaligus menghapus beban perawatan berkelanjutan pada filter, segel, dan pengelolaan cairan. Sebagai gantinya, ram yang digerakkan oleh ballscrew memberikan gaya dengan pengulangan ±0,005 mm dan dapat beroperasi dengan kecepatan hingga sepuluh kali lebih cepat daripada hidrolik pada langkah pendek. Kombinasi ini menjadikan press brake servo-elektrik sebagai pilihan paling tepat bagi bengkel dengan variasi tinggi namun volume rendah, di mana waktu siklus, presisi, dan lingkungan kerja bersih bukanlah hal yang bisa ditawar.
Penggerak listrik telah merevolusi pembengkokan udara presisi dengan menyelesaikan springback secara dinamis alih-alih melalui coba-coba. Umpan balik servo loop tertutup memungkinkan mesin merasakan resistensi material secara waktu nyata dan secara otomatis mengompensasi—sering kali dengan membengkokkan berlebih 2–3° pada material bermutu tarik tinggi tanpa perlu percobaan atau penyesuaian manual.
Keunggulan ini paling terasa pada pelat logam tipis (di bawah 0,25 inci), di mana pembengkokan udara bergantung pada punch yang melayang. Skala vernier atau penggaris CNC yang terintegrasi ke dalam ram menyinkronkan posisi hingga ±0,1°, memungkinkan press brake listrik mengungguli hidrolik secara signifikan pada pekerjaan prototipe dan produksi jangka pendek, di mana waktu pengaturan—bukan kecepatan pembentukan—menjadi kendala utama.
Meski begitu, teknologi servo-elektrik memiliki batas atas yang tegas. Baja tahan karat tebal—terutama dengan ketebalan di atas 0,187 inci (4,7 mm)—adalah area di mana sistem ini mulai kesulitan. Torsi servo biasanya mencapai puncak sekitar 300 ton; mendorong melampaui ambang batas tersebut berisiko menyebabkan motor terlalu panas dan punch gagal menembus material.
Pada stainless steel 304 atau 316 yang lebih tebal dari 10 mm, gaya berkelanjutan yang diperlukan untuk menyelesaikan tekukan dapat membebani penggerak listrik, menyebabkan deformasi material, pinggiran retak, dan bentuk yang tidak lengkap. Bengkel yang mencoba memaksa rem tekan servo-elektrik ke kisaran ini sering melihat tingkat limbah melonjak sebesar 15–20% pada tekukan struktural. Dalam aplikasi stainless gauge berat, efisiensi yang menjadi ciri penggerak listrik berubah menjadi kelemahan, dan kekuatan terus-menerus dari hidrolik adalah satu-satunya solusi yang layak.
Rem tekan hibrida berada di persimpangan presisi servo dan tenaga hidrolik. Dengan menggabungkan gerakan yang dikontrol servo dengan pendorong hidrolik yang menghasilkan tekanan hanya saat dibutuhkan, sistem ini mengurangi produksi panas sekitar 80% dan secara drastis mengurangi volume oli dibandingkan dengan mesin hidrolik konvensional, sambil tetap memberikan tonase yang diperlukan untuk aplikasi yang menuntut.
Pompa servo bekerja hanya ketika ram bergerak, memberikan kelembutan mesin listrik—daya tarik energi yang rendah dan operasi yang bersih—sementara tetap menyediakan kekuatan besar yang diperlukan untuk pekerjaan pelat 1.000+ ton. Meskipun investasi awalnya lebih tinggi, sistem hibrida menyeimbangkan throughput di berbagai jenis material dan memungkinkan hingga 25% pergantian lebih cepat melalui penjepitan otomatis. Hasilnya adalah otot hidrolik sejati tanpa perawatan kronis dan masalah tumpahan oli.
Di ujung spektrum yang berlawanan terdapat rem tekan mekanis. Digerakkan oleh roda gila dan kopling, mesin ini memberikan kecepatan sangat tinggi—hingga 500 hentakan per menit—membuatnya efektif untuk tugas dengan repetisi tinggi seperti pelubangan atau coining sederhana. Namun kecepatan ini datang dengan harga: rem mekanis tidak memiliki toleransi terhadap teknik fabrikasi modern.
Rem mekanis beroperasi dengan panjang langkah tetap, sepenuhnya mengabaikan springback. Hal ini memaksa operator untuk melakukan bottom bending, sebuah praktik yang dapat menghancurkan perkakas ketika berhadapan dengan kekuatan tarik bervariasi dari paduan modern. Setelah diaktifkan, roda gila mengunci pengaturan di tempat—ideal untuk baja ringan dengan volume tinggi, tetapi secara inheren berbahaya untuk proses CNC. Tanpa kemampuan melakukan penyesuaian mikro untuk koreksi sudut, bahkan perbedaan 1° dapat membuat seluruh batch menjadi limbah. Masalah diperparah karena banyak mesin vintage yang tidak memiliki sistem crowning, menyebabkan bagian panjang “membentuk kano” atau melengkung di tengah. Di bengkel yang berfokus pada presisi masa kini, rem mekanis lebih merupakan peninggalan berbahaya daripada kuda kerja.
Banyak industri memperlakukan pemilihan mesin dan metode pembengkokan sebagai pilihan independen—seolah-olah perangkat keras dan teknik dapat dicampur dan disesuaikan sesuka hati. Ini adalah kesalahpahaman mendasar. Fisika mesin—khususnya sistem penggerak dan kekakuan rangkanya—menentukan metode pembengkokan mana yang secara matematis layak dan mana yang pada akhirnya akan menghasilkan limbah. Anda tidak memilih untuk melakukan bottom bend pada rem tekan mekanis vintage; mesinnya yang membuat keputusan itu untuk Anda.
Memahami matriks kompatibilitas ini adalah garis pemisah antara produksi menguntungkan dan tempat sampah penuh hasil kerja ulang. Ketika metode pembengkokan dipaksakan pada mesin yang tidak memiliki kontrol tonase atau pengulangan yang diperlukan, Anda tidak hanya melawan material—Anda juga melawan batas mekanis mendasar dari ram itu sendiri.
Alasan mendasar mengapa rem tekan mekanis vintage kesulitan melakukan air bending yang andal adalah sinkronisasi ram yang buruk. Tidak seperti mesin CNC modern yang menggunakan umpan balik penggerak servo untuk memantau dan mengoreksi posisi secara terus-menerus, rem mekanis lama bergantung pada mekanisme roda gila dan kopling. Desain ini secara inheren memungkinkan ram “mengapung,” menghasilkan pergeseran sumbu Y1/Y2 hingga 0,05 mm pada setiap langkah.
Dalam air bending—di mana sudut akhir dikendalikan hanya oleh kedalaman penetrasi punch—variasi 0,05 mm merupakan bencana. Pada produksi volume tinggi menggunakan baja ringan 3 mm, tingkat pergeseran ini cukup untuk mengubah sudut tekukan jauh di luar toleransi, mendorong tingkat limbah ke kisaran 25–40%. Tidak ada kecanggihan pemrograman yang mampu mengkompensasi ketidakkonsistenan mekanis semacam ini.
Akibatnya, mesin-mesin ini pada dasarnya memaksa operator untuk melakukan bottom bending. Dengan mendorong punch sepenuhnya ke dalam V-die, kedalaman ram tidak lagi menjadi variabel—die itu sendiri menjadi penghenti mekanis yang keras. Material dipaksa untuk menyesuaikan terlepas dari di mana ram seharusnya berhenti. Meskipun pendekatan ini menstabilkan sudut tekukan, biayanya sangat tinggi: kebutuhan tonase biasanya melonjak 2–3 kali lipat dari air bending. Metode tenaga kasar ini mengurangi variasi sudut tetapi secara dramatis mempercepat keausan, memotong umur perkakas hingga 50% saat bekerja dengan material abrasif seperti stainless steel.
Pencegah Bencana: Periksa kesetaraan ram setiap hari. Jika varians melebihi 0,03 mm, jangan mencoba melakukan air bend pada bagian presisi. Beralihlah ke bottom bending untuk mengunci sudut secara mekanis, atau tingkatkan ke sistem sinkronisasi hidrolik yang mampu melakukan pengulangan 0,01 mm.
Ketika gaya lebih dari 100 ton diterapkan pada panjang meja lebih dari 2 meter, defleksi rangka tidak dapat dihindari. Ram melengkung ke atas di tengah sementara meja melengkung ke bawah. Pada mesin hidrolik tanpa sistem crowning, defleksi ini—umumnya berkisar antara 0,02 mm hingga 0,1 mm per meter—menyebabkan punch menembus lebih dalam pada ujung bagian dibandingkan di tengah.
Hasilnya adalah “efek kano” yang terkenal, di mana bagian tengah dari sebuah tekukan panjang kurang tertekuk sebesar 2–5° dibandingkan dengan ujung‑ujungnya. Press brake servo‑elektrik modern mengatasi masalah ini dengan rangka ultra‑rigid yang dikerjakan presisi dengan kelurusan meja‑ke‑ram ≤0,02 mm, mempertahankan toleransi sudut yang ketat hingga panjang 4 meter tanpa penyesuaian. Press brake hidrolik standar, bagaimanapun, tidak memiliki kekakuan struktural bawaan ini dan harus bergantung pada crowning untuk mencapai hasil setara.
Tanpa sistem crowning hidrolik CNC—yang secara otomatis menyesuaikan segmen ram pada zona 50–100 mm—operator pada mesin lama hanya memiliki solusi seadanya. Mereka bisa memasang shim pada perkakas atau beralih ke coining. Coining menerapkan tonase ekstrem untuk menipiskan material dan memaksa deformasi plastik penuh, secara efektif mengatasi defleksi rangka. Konsekuensinya sangat besar: waktu setup menjadi tiga kali lipat, kebutuhan tonase melonjak, dan keausan perkakas meningkat pesat. Sebaliknya, bengkel yang memasang silinder crowning terhubung ke loop umpan balik CNC secara rutin memangkas scrap akibat “efek kano” dari 15% menjadi sekitar 2% saat menekuk plat baja 12 mm.
Pencegah Bencana: Untuk setiap bagian yang panjangnya lebih dari 1,5× jarak antara rangka samping, pastikan langkah crowning yang tersedia sesuai dengan tonase yang dibutuhkan. Menjalankan press brake lama tanpa crowning hampir pasti akan menghasilkan efek kano pada hingga 70% bagian panjang—kecuali Anda menggunakan metode coining.
Air bending yang akurat bergantung pada pengendalian springback—kecenderungan logam untuk kembali mendekati bentuk aslinya setelah tekanan dilepaskan. Baja tahan karat biasanya memiliki springback sebesar 3–5°, sedangkan baja lunak hanya relaksasi 1–2°. Untuk mendapatkan sudut 90° sejati, mesin harus melakukan overbend dengan jumlah yang tepat (misalnya menjadi 86° atau 88°) dan menahan ram di titik bawah mati untuk waktu tertentu guna melepaskan tegangan internal.
Brake mekanis lama sama sekali tidak dapat melakukan urutan ini. Stroke yang digerakkan kopling memberikan gaya dengan variasi ±15%. Karena ram digerakkan oleh inersia roda gila, ia tidak dapat berhenti di tengah stroke untuk waktu tunggu terkontrol, juga tidak dapat mencapai akurasi posisi 0,01 mm yang dibutuhkan untuk secara konsisten mendapatkan overbend 4° secara presisi.
Konsekuensinya adalah nol toleransi terhadap variasi material. Mencoba melakukan air bend pada baja tarik tinggi menggunakan brake mekanis tahun 1970‑an hanyalah tebakan berdasar pengalaman. Catatan keausan perkakas menunjukkan bengkel‑bengkel ini menghasilkan scrap sekitar 30% lebih banyak dibandingkan pengguna hidrolik, sebagian besar karena defleksi punch yang diakibatkan oleh buruknya kesejajaran ram ke meja.
Pencegah Bencana: Jika Anda menjalankan brake mekanis lama, batasi air bending pada baja lunak dengan ketebalan di bawah 2 mm. Apa pun yang lebih tebal atau lebih keras membutuhkan bottom bending atau coining. Tidak ada keterampilan operator yang dapat mencegah tekukan nominal 90° air bend untuk kembali menjadi 92° pada mesin‑mesin ini.
Saat meninjau penawaran, abaikan ukuran layar dan perhatikan apa yang sebenarnya harus dilakukan oleh tangan operator Anda. Pada mesin NC, operator harus selalu mengawasi—memuat lembaran logam, lalu secara manual menyesuaikan sudut, dimensi, dan penyelarasan setelah setiap beberapa tekukan. Kedalaman stroke diatur berdasarkan “feeling”, bukan umpan balik, yang rutin menghasilkan variasi ±1°–3°. Pada pekerjaan stainless atau baja tarik tinggi, tebakan seperti ini dapat menghasilkan scrap sebesar 20–30% dari total pekerjaan.
CNC mengubah peran dari pengawas menjadi supervisor. Peningkatan sebenarnya bukan layar sentuhnya—melainkan sumbu Y1 dan Y2 yang sinkron. Backgauge NC mungkin bergerak 100 mm/detik, tetapi beban tidak simetris tetap memerlukan pengaturan manual dengan engkol, perlahan‑lahan membuat batang torsi mekanis berubah bentuk setelah beberapa ratus siklus. Press brake CNC menggunakan encoder linier untuk mengoreksi kesejajaran secara real‑time, beroperasi pada 200–400 mm/detik tanpa deformasi. Hasilnya: satu operator dapat menjalankan prototipe kompleks yang akan mengalahkan tim NC dua orang, memotong waktu setup dari 30 menit menjadi sekitar lima menit.
Tenaga penjual senang mengutip tonase puncak—“100 ton”—seolah‑olah selalu tersedia. Kenyataannya tidak demikian. Yang penting adalah tonase efektif: gaya yang benar‑benar Anda dapatkan di titik tengah tekukan. Pada mesin NC, batang torsi mekanis dapat kehilangan 15–20% kekuatannya karena melengkung di bawah beban parsial, misalnya beban 60% offset pada bagian sepanjang 10 kaki. Operator mengimbangi dengan over‑ramming, yang menyebabkan dies retak dan batang torsi menjadi bengkok permanen.
Sistem CNC mengatasi hal ini dengan katup proporsional yang memberikan tonase secara tepat sesuai kebutuhan, secara real time. Masukkan kekuatan luluh material—misalnya, 50 ksi untuk baja tahan karat—dan pengendali akan membatasi gaya pada 80% untuk mencegah drift sumbu‑Y. Itulah esensi dari alur kerja “atur sekali lalu lupakan”, sesuatu yang NC tidak dapat tawarkan. Jika membeli hanya berdasarkan tonase puncak, Anda sebenarnya membayar daya yang tidak bisa digunakan dengan aman tanpa merusak perkakas.
Sebuah CNC hidraulik $150k tidak akan mengatasi springback pada penekukan udara baja 4140 jika tim Anda masih melakukan bottoming tanpa penguncian V‑die yang benar. Akurasi berasal dari perhitungan, bukan dari pengeluaran modal. Kekuatan luluh material menentukan kebutuhan overbend 2–5°—bukan daya ram. Operator yang tidak terlatih hanya menebak‑nebak, membuang sepuluh tekukan uji setiap penyiapan dan menyebutnya “penyesuaian”.”
Sebuah press brake CNC mungkin dapat menyimpan 1.000 program, tetapi jika strategi penekukan Anda mengabaikan faktor K—biasanya 0,33–0,50 untuk baja lunak dan sekitar 0,45 untuk baja tahan karat—Anda hanya mengotomatiskan produksi limbah. Bengkel yang benar‑benar melacak data pembentukannya secara konsisten menemukan bahwa hampir 80% dari apa yang disebut “kegagalan mesin” sebenarnya merupakan ketidaksesuaian strategi. Tanpa pelatihan yang benar dalam menghindari beban parsial, bahkan mesin kelas atas pun akan menghasilkan puntiran batang dan bagian yang ditolak.
Anda tidak perlu surat pesanan baru untuk meningkatkan akurasi besok. Mulailah di lantai produksi dengan memilah pekerjaan sesuai dengan hukum fisika dari mesin yang sudah Anda miliki. Jika Anda mengoperasikan press brake NC hidraulik, berhentilah memaksanya untuk melakukan penekukan udara presisi tinggi pada pelat tebal—itu jelas penerapan yang salah.
Simpan penekukan udara untuk aluminium di bawah 0,125 inci, di mana overbend terkontrol 3° dan punch mengambang masih dapat diatur. Beralih ke bottoming untuk pelat apa pun yang lebih tebal dari 0,25 inci. Pendekatan ini menghindari penalti tonase tiga kali lipat dari coining, yang dapat merusak perkakas dalam kurang dari 200 siklus. “Drift” yang dikeluhkan operator jarang merupakan masalah hidraulik; biasanya hasil dari memaksa sistem batang torsi berperforma seperti encoder linear. Perbaiki metodenya, dan performa mesin pun mengikuti.


















