

Mides el ángulo final en una pieza de acero inoxidable 304: 88 grados. El plano indica 90. Intentas doblarla de nuevo… y la pestaña se agrieta. Esa única pieza desechada acaba de consumir $500 en materiales y mano de obra, sin mencionar el verdadero daño: una fecha de envío incumplida. Se culpa al operador. Se culpa a la hidráulica envejecida. Pero la causa real es más difícil de ver. La diferencia entre una producción rentable y un carrito lleno de chatarra rara vez es la tonelada o la habilidad del operador—es una falta de comprensión fundamental sobre qué método de doblado requiere realmente el material.
Cuando las tasas de desperdicio aumentan, la mayoría de los gerentes de fabricación comienzan a buscar equipos nuevos, asumiendo que un hardware mejor solucionará un problema físico. Comparan accionamientos eléctricos frente a hidráulicos, examinan tablas de tonelaje y cuentan ejes. Sin embargo, los datos muestran de manera constante lo siguiente: el “tipo de prensa plegadora” más costoso es el que se combina con el método de doblado incorrecto.
Cuando una pieza falla en la inspección, el instinto es interrogar a la máquina. ¿Hubo deriva en el eje Y? ¿Una pérdida de presión por hidráulica desgastada? Aunque las prensas hidráulicas antiguas—a menudo sistemas básicos que comienzan alrededor de $50,000—son conocidas por las pérdidas de energía y el alto mantenimiento, rara vez son la causa raíz de las pestañas agrietadas o los ángulos poco profundos. Más a menudo, el fallo proviene de pedirle a una prensa diseñada para doblado por acuñado que entregue precisión de doblado al aire, o de forzar a una configuración de doblado al aire a comportarse como una herramienta de acuñado.
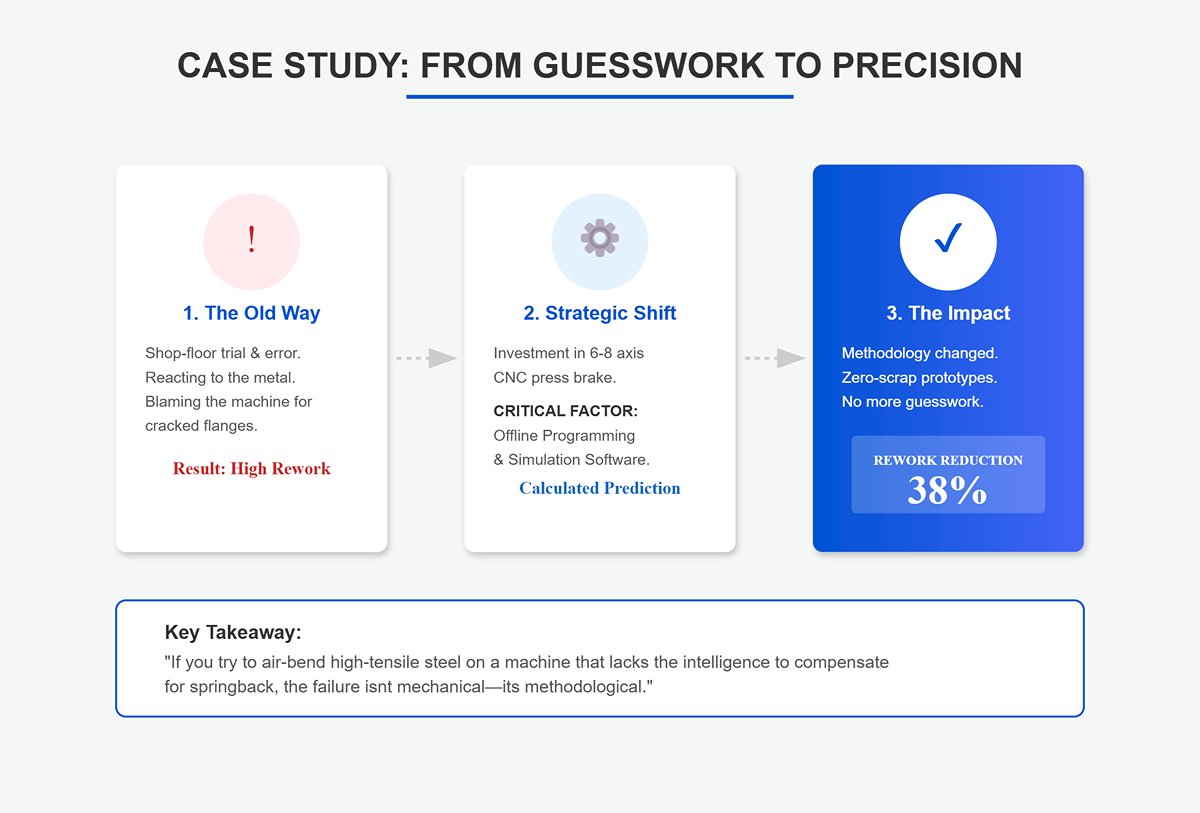
Un ejemplo reciente proviene de una planta de fabricación en Corea del Sur que invirtió en una prensa plegadora CNC de 6–8 ejes. La máquina en sí era de última generación, pero el cambio decisivo no fue el hardware. Las verdaderas mejoras provinieron del software de programación y simulación fuera de línea que la acompañaba. Al pasar el método de doblado de la prueba y error en el taller a la predicción digital, la planta redujo el retrabajo en 38% en solo tres meses.
La planta no solo invirtió en una mejor máquina; redefinió la forma de abordar el doblado. En lugar de reaccionar ante el metal, el equipo comenzó a tratar cada doblez como una predicción calculada. Los talleres que persiguen la llamada “magia CNC” a menudo pasan por alto este matiz. Si intentas doblar al aire acero de alta resistencia en una máquina que carece de la rigidez o inteligencia de software para compensar el gran retorno elástico, el fallo no es mecánico: es metodológico. La reducción de retrabajo del 38% provino de visualizar los dobleces fuera de línea y convertir las conjeturas del operador en prototipos sin desperdicio, algo totalmente alcanzable incluso en sistemas sincrónicos hidráulicos de gama media cuando el método es fundamentalmente sólido.
Existe una relación matemática directa entre la tasa de desperdicio y el margen bruto, pero muchos talleres no logran alinear sus elecciones de máquina con sus fuentes de material. El punzonado convencional y el corte láser de chapa metálica generan habitualmente tasas de desperdicio de 15.9% o más. Para cuando esa lámina llega a la prensa plegadora, ya estás partiendo de un déficit en el rendimiento del material.
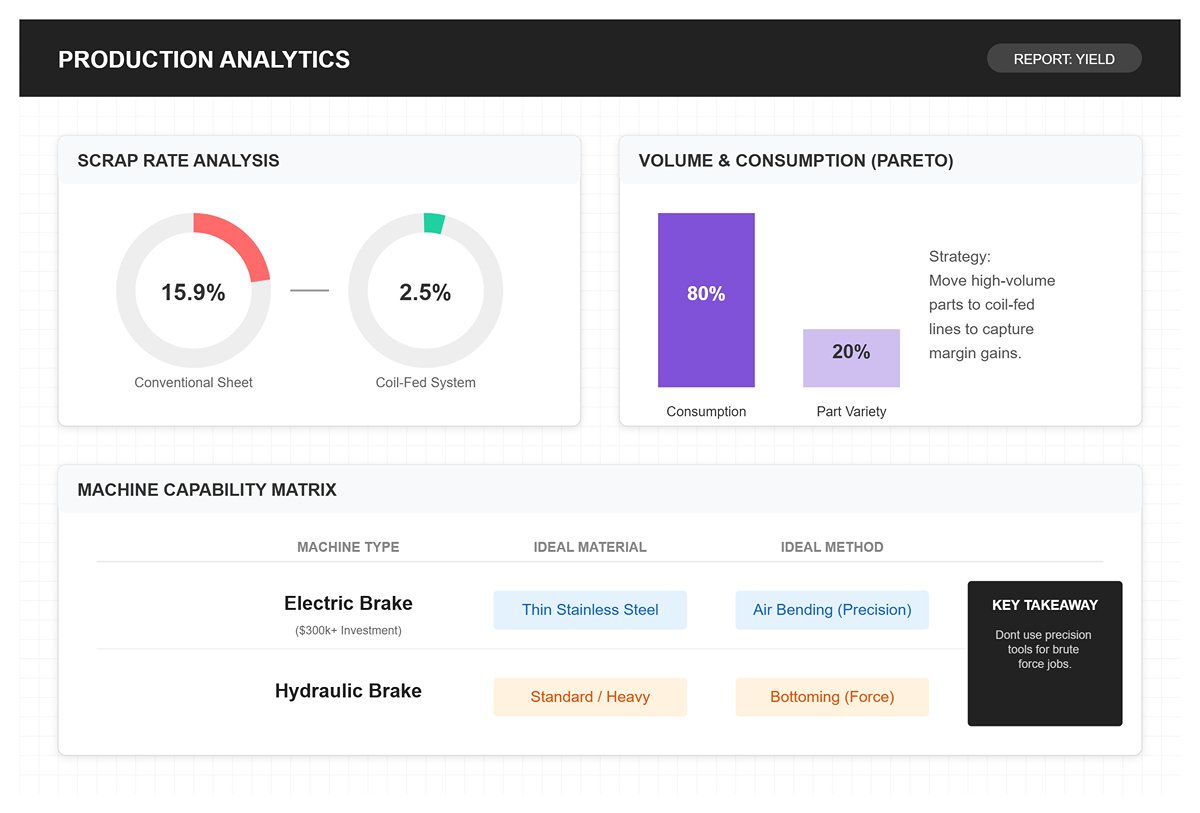
El “vínculo oculto” es que el método de suministro del material determina directamente qué tipo de prensa es más eficiente. Mover las piezas de alto volumen—que, según el análisis de Pareto, suelen representar el 80% del consumo total de material—a líneas de prensas plegadoras alimentadas por bobinas puede reducir el desperdicio a solo 2–3%. Ese material recuperado se traduce directamente en ganancias de margen que ningún nivel de capacitación de operador podría igualar.
Lograr esto, sin embargo, requiere una comprensión clara de las limitaciones de la máquina. Una prensa plegadora eléctrica, que a menudo supera los $300,000, ofrece la precisión necesaria para el doblado al aire de acero inoxidable delgado—donde los sistemas hidráulicos podrían aplicar fuerza desigual y causar grietas en los bordes. Pero asignar un trabajo de acuñado de alto tonelaje a esa misma máquina eléctrica es un uso ineficiente del capital. El error más costoso no es una equivocación de herramienta de $500; es tratar un tipo de prensa como una solución universal. Cada reducción del 1% en desperdicio mejora directamente la rentabilidad de la prensa plegadora, pero esa mejora solo ocurre cuando el tipo de máquina (eléctrica vs. hidráulica), la forma del material (lámina vs. bobina) y el método de doblado (al aire vs. por acuñado) están alineados intencionalmente.
Durante décadas, la industria dependió del llamado “oído de oro” del operador maestro: el veterano que instintivamente sabía cuánto sobre‑doblar el acero A36 para que regresara a un ángulo perfecto de 90°. Esa dependencia ahora se ha convertido en una desventaja. Los avances en metalurgia han introducido aleaciones de alta resistencia cuyo comportamiento de retorno elástico varía no solo por grado, sino por lote de producción. Ningún nivel de intuición puede predecir de manera confiable cómo se comportará una lámina de acero de alta tensión comparada con la que se dobló una hora antes.
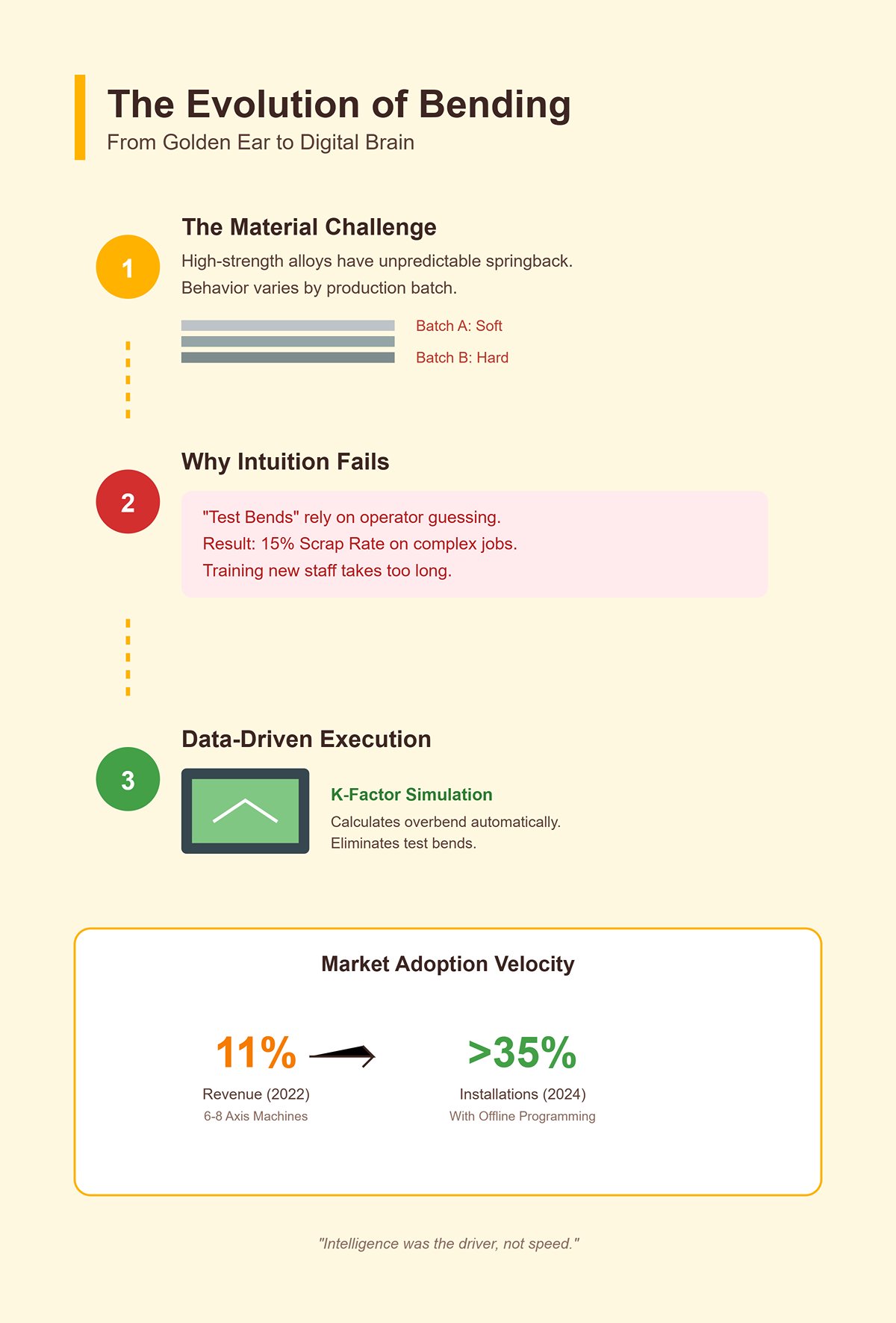
Este cambio explica por qué las máquinas de 6–8 ejes captaron el 11% del ingreso total del mercado en 2022. La velocidad no fue el principal impulsor: fue la inteligencia. Estas máquinas usan software de simulación para predecir el retorno elástico antes de que el ariete se mueva. Para 2024, más del 35% de las prensas plegadoras instaladas en América del Norte presentaban CNC multieje con programación fuera de línea. La industria está abandonando gradualmente los “doblados de prueba”, que pueden elevar las tasas de desperdicio hasta el 15% en trabajos complejos, en favor de una ejecución basada en datos.
En la fabricación moderna, la verdadera herramienta de “prevención de desastres” ya no es una mano hábil, sino una simulación precisa del factor K. Una instalación eliminó por completo los doblados de prueba al incorporar la ductilidad de la aleación en sus programas antes de que comenzara la producción. El software calculaba automáticamente el sobre‑doblado necesario, volviendo irrelevante el tacto del operador. En un entorno donde el tiempo de capacitación de nuevos operadores debe reducirse a la mitad solo para cubrir los turnos, pedir a los humanos que compensen la física resulta mucho más costoso que invertir en un mejor software.
El doblado al aire es el enfoque predeterminado en la fabricación de precisión moderna, valorado por su capacidad de producir una amplia gama de ángulos con una sola configuración de herramienta. Sin embargo, esa flexibilidad depende por completo de la capacidad de la máquina para controlar y compensar la resistencia natural del material.
En el doblado al aire, el punzón desciende en la matriz en V sin forzar la lámina hasta el fondo de la herramienta. El material solo hace contacto en tres puntos: la punta del punzón y los dos hombros de la matriz. Debido a que el punzón penetra solo entre el 30 y el 50 % de la profundidad de la matriz en V, el metal conserva una memoria elástica significativa, que es la causa principal del retroceso elástico.
Cuando el carro se retrae, el metal naturalmente intenta volver a su forma plana original. En acero dulce, un doblado programado de 90° normalmente retrocede hasta aproximadamente 92°. Para compensarlo, los operadores doblan intencionalmente un poco más—por lo general entre 2 y 5°, dependiendo de la resistencia a la tracción del material. Este desafío se vuelve mucho más pronunciado en acero inoxidable, donde el retroceso elástico puede variar entre 1 y 2° por cada 0,001 in de cambio en el espesor. Como resultado, los operadores se ven obligados a calcular con precisión los ángulos de sobre-doblado en lugar de confiar en la configuración nominal de profundidad de la máquina.
La mayor ventaja del doblado al aire—utilizar una sola matriz en V de 85° para producir ángulos de doblado de 90° a 140°—es también su talón de Aquiles. El ángulo final de doblado depende completamente de la penetración del carro (eje Y). Para mantener ángulos constantes, el carro debe repetir su posición dentro de ±0,01 mm.
Los sistemas hidráulicos NC más antiguos suelen quedarse cortos. A medida que el fluido hidráulico se calienta, la posición del carro puede desviarse lo suficiente como para cambiar el ángulo de doblado hasta en 0,5°. Esta desviación obliga a los operadores a realizar tres o más pruebas de doblado por configuración solo para ajustar el ángulo. El doblado al aire moderno, en contraste, depende de controles CNC avanzados equipados con sensores ópticos o sistemas de medición de ángulo por láser que corrigen automáticamente el doblado en tiempo real, reduciendo el desperdicio y el retrabajo hasta en un 60 % en comparación con el ajuste manual.
Para materiales de alta resistencia como el acero 4140 o el AR500 (resistencia a la tracción superior a 60 ksi), el doblado al aire suele ser la única opción práctica. Forzar estas aleaciones hasta el fondo de una matriz implica riesgo de daño en la herramienta o fallas catastróficas en el material. En su lugar, los operadores confían en un método de “punzón flotante”, deteniendo el carro entre 0,5 y 1 mm por encima de la profundidad teórica para el ángulo objetivo. Esto distribuye el esfuerzo de manera más uniforme a lo largo del radio de doblado en lugar de concentrarlo en la punta del punzón. Aunque esta técnica elimina las grietas en el borde que son comunes en aproximadamente el 70 % de las configuraciones rígidas, requiere una precisión servo-eléctrica que las prensas hidráulicas más antiguas simplemente no pueden lograr.
El doblado en fondo a menudo se confunde con “doblado al aire con más tonelaje”. En la práctica, es un proceso fundamentalmente diferente, uno que define el ángulo de doblado mediante la conformidad geométrica con la matriz, más que mediante un control preciso de la profundidad.
Mientras que el doblado al aire solo penetra parcialmente en el material, el doblado en fondo empuja la lámina firmemente contra los hombros de la matriz en V. Normalmente requiere aproximadamente el doble de tonelaje que el doblado al aire, pero el objetivo no es la penetración del material, sino el bloqueo mecánico. Al forzar la lámina a ajustarse completamente al ángulo de la matriz, el doblado en fondo comprime la zona elástica del doblez. Esta restricción geométrica reduce el retroceso a un ±0,5° predecible, consiguiendo ángulos constantes sin los complicados cálculos de profundidad que exige el doblado al aire.
El éxito del doblado en fondo depende de la llamada “regla de la matriz en V”. Para acero dulce de menos de 1/4″ de espesor, la abertura ideal de la matriz en V es ocho veces el espesor del material. Esta proporción proporciona el espacio suficiente para que se forme el doblez y aún así permite que la lámina se bloquee firmemente contra los hombros de la matriz al final del recorrido. Reducir la matriz a 6× el espesor aumenta las demandas de tonelaje y el riesgo de daños superficiales. Ampliarla a 12× suele ser necesario para el aluminio para evitar grietas, pero la mayor holgura introduce más retroceso, lo que debe compensarse con un recorrido más profundo.
El doblado en fondo destaca en producciones de volumen medio a alto (más de 500 piezas) usando materiales consistentes como acero galvanizado calibre 10–20. Dado que el ángulo final está dictado por la geometría de la herramienta y no por la profundidad del carro, la configuración es más rápida y elimina el ajuste por prueba y error del sobre-doblado. Aunque el doblado al aire ofrece flexibilidad, su variabilidad puede aumentar la tasa de desperdicio hasta en un 15 % en largas series. El doblado en fondo proporciona un proceso estable y repetible que evita las cargas máximas extremas del acuñado, prolonga la vida de la herramienta y puede reducir los costes totales del trabajo entre un 20 y un 30 % cuando se aplica en las aplicaciones adecuadas.
El acuñado es el método más antiguo—y más agresivo—de doblado de chapa metálica. Elimina por completo el retroceso elástico al cambiar permanentemente la estructura interna del metal, pero esta precisión tiene un alto coste en carga de máquina y desgaste de herramientas.
El acuñado no solo dobla el metal: lo imprime. El punzón penetra con fuerza en el material, empujando la lámina entre un 10 y un 15 % más allá del eje neutro y comprimiendo el radio de doblado hasta que se adelgaza aproximadamente a 0,3× de su espesor original. Esta carga extrema—típicamente de tres a cinco veces el tonelaje requerido para el doblado al aire—endurece severamente la estructura de grano en la zona del doblez. La resistencia a la tracción en la zona afectada aumenta entre un 20 y un 30 %, mientras que la ductilidad se reduce aproximadamente un 40 %. En efecto, se borra la memoria elástica del metal, produciendo un doblez con prácticamente cero retroceso elástico.
La mayor parte de la industria ha dejado de usar el acuñado porque el doblado al aire CNC moderno ofrece suficiente precisión sin recurrir a la fuerza bruta. El costo del acuñado se evidencia rápidamente en el desgaste de las herramientas: las puntas de las punzonas pueden deformarse y perder precisión en apenas 1,000 impactos sobre acero de 1/4″, desgastándose hasta cinco veces más rápido que las herramientas de doblado al aire. Dicho esto, el acuñado aún tiene cabida en aplicaciones especializadas—como componentes aeroespaciales con dobleces críticos, o el formado de titanio donde el retroceso elástico supera los 3° y queda fuera del rango de predicción confiable de los algoritmos de compensación CNC.
Optar por acuñar es, en la práctica, elegir sacrificar la vida útil de las herramientas por seguridad dimensional. Un doblez que requiere 100 toneladas en doblado al aire puede demandar 400–500 toneladas al acuñar. A ese nivel de fuerza, incluso pequeñas imprecisiones pueden empujar permanentemente la punzona dentro de la matriz. En materiales más duros que el aluminio 6061-T6 de 0.187″, el acuñado rápidamente marca y destruye las matrices. Aunque puede recuperar una desviación de tolerancia de 0.1°, el costo real suele implicar reemplazar conjuntos de herramientas $2,000 cada 5,000 ciclos—una concesión que pocos talleres pueden permitirse.
Las prensas hidráulicas a menudo se asumen como máquinas estáticas e inquebrantables, lo suficientemente pesadas como para que la precisión sea automática. En realidad, una prensa hidráulica se comporta más como un sistema dinámico, cambiando sutilmente su forma mientras opera. Aunque siguen siendo la solución preferida de la industria para la fabricación general, mantener la precisión durante un turno completo requiere un control activo y deliberado.
El verdadero enemigo del rendimiento hidráulico no es la falta de potencia, sino el calor. En producción de alto volumen, la deriva del eje Y se hace más pronunciada a medida que los cilindros sincronizados pierden paralelismo gradualmente después de aproximadamente 500 ciclos. La presión continua eleva la temperatura del aceite, y a medida que el fluido hidráulico se adelgaza y el ariete se expande, la repetibilidad puede deteriorarse de un ajustado ±0.01 mm a un mucho menos aceptable ±0.05 mm.
En una pieza de 3 metros de largo, esta deriva puede traducirse en errores de ángulo de 0.5 mm a 1 mm si el ariete no se ajusta a tiempo. Una configuración impecable a las 8:00 a.m. puede empezar silenciosamente a producir desperdicio a las 10:30. Las máquinas sincrónicas hidráulicas intentan compensar con controles digitales que mantienen sincronizados varios cilindros, pero no pueden escapar de la física básica de la expansión térmica. Los talleres experimentados combaten esto insertando pausas de 10 segundos entre ciclos para disipar el calor, o cambiando a diseños con tope de tuerca. Estos añaden topes mecánicos que eliminan la deriva en trabajos intrincados, aunque a costa de flexibilidad cuando se necesita tonelaje variable para placas gruesas.
Incluso con la necesidad de gestión térmica, las prensas hidráulicas siguen dominando la fabricación de placas pesadas por una razón principal: escalabilidad. Ninguna otra tecnología puede escalar de manera realista a 3,000 toneladas en una cama de 50 pies. Al doblar titanio o materiales no ferrosos gruesos, las configuraciones hidráulicas en tándem pueden vincular varias máquinas para duplicar efectivamente la capacidad de doblado—sin la deflexión del ariete que limita otros sistemas de accionamiento.
Los cilindros hidráulicos también ofrecen el control de velocidad variable y la retracción controlada necesaria para aplicaciones de 100 a 300 toneladas que destruirían rápidamente los componentes de accionamiento eléctrico. Ya sea configuradas como máquinas de acción ascendente o descendente—sacrificando algo de consistencia de carrera para ganar espacio en la cama para placas de más de 0.25 pulgadas—la prensa hidráulica sigue siendo la única opción práctica cuando el trabajo requiere fuerza bruta sostenida en una enorme superficie.
Si las hidráulicas son el martillo, las servo-eléctricas son el bisturí. Renuncian al tonelaje ilimitado a cambio de velocidad, precisión y eficiencia operativa. Al confiar en servomotores que permanecen en reposo en lugar de funcionar continuamente, estas prensas pueden reducir el consumo de energía en un 30–40% en comparación con los sistemas hidráulicos en trabajos menores de 50 toneladas.
Eliminar el aceite hidráulico elimina por completo el riesgo de fugas, junto con la carga de mantenimiento constante de filtros, sellos y gestión de fluidos. En su lugar, los arietes accionados por husillo de bolas entregan fuerza con repetibilidad de ±0.005 mm y pueden trabajar a velocidades hasta diez veces más rápidas que las hidráulicas en carreras cortas. Esta combinación convierte a las prensas servo-eléctricas en la elección clara para talleres de alta mezcla y bajo volumen en los que el tiempo de ciclo, la precisión y un entorno de trabajo limpio son innegociables.
Los accionamientos eléctricos han transformado el doblado al aire de precisión al resolver el retroceso elástico de manera dinámica en lugar de mediante prueba y error. La retroalimentación de servocontrol en lazo cerrado permite que la máquina detecte la resistencia del material en tiempo real y compense automáticamente—a menudo sobredoblando entre 2–3° en materiales de alta resistencia sin necesidad de golpes de prueba o ajustes manuales.
Esta ventaja es más pronunciada en chapa metálica delgada (menos de 0.25 pulgadas), donde el doblado al aire depende de punzones flotantes. Las escalas vernier o reglas CNC integradas en el ariete sincronizan la posición con una precisión de ±0.1°, permitiendo que las prensas eléctricas superen dramáticamente a las hidráulicas en trabajos de prototipo y de corto plazo, donde el tiempo de configuración—y no la velocidad de formado—es la limitante principal.
Dicho esto, la tecnología servoeléctrica tiene un límite superior firme. El acero inoxidable grueso, especialmente los calibres superiores a 0,187 pulgadas (4,7 mm), es donde estos sistemas comienzan a tener dificultades. El par de los servos generalmente alcanza un máximo de unas 300 toneladas; superar ese umbral arriesga el sobrecalentamiento del motor y la penetración atascada del punzón.
En acero inoxidable 304 o 316 de más de 10 mm de espesor, la fuerza sostenida necesaria para completar la plegadura puede sobrepasar la capacidad de los accionamientos eléctricos, provocando deformación del material, bordes quebrados y formas incompletas. Los talleres que intentan forzar el uso de frenos servoeléctricos en este rango suelen ver que las tasas de desperdicio aumentan entre un 15–20 % en plegaduras estructurales. En aplicaciones con acero inoxidable de calibre pesado, la eficiencia que define a los accionamientos eléctricos se convierte en una desventaja, y la potencia bruta y continua de la hidráulica es la única solución viable.
Los frenos de prensa híbridos se encuentran en la intersección de la precisión servo y la fuerza hidráulica. Al combinar movimiento controlado por servo con potenciadores hidráulicos que generan presión solo bajo demanda, estos sistemas reducen la generación de calor en aproximadamente un 80 % y disminuyen drásticamente el volumen de aceite en comparación con las máquinas hidráulicas convencionales, mientras siguen entregando el tonelaje necesario para aplicaciones exigentes.
Las bombas servo se activan únicamente cuando el carro está en movimiento, ofreciendo el refinamiento de las máquinas eléctricas—bajo consumo de energía y funcionamiento limpio—pero aún proporcionando la fuerza bruta necesaria para trabajos de placas de más de 1.000 toneladas. Aunque la inversión inicial es mayor, los sistemas híbridos equilibran el rendimiento en una amplia gama de materiales y permiten cambios hasta un 25 % más rápidos gracias al ajuste automático. El resultado es un verdadero músculo hidráulico sin el mantenimiento crónico ni los dolores de cabeza por derrames de aceite.
En el extremo opuesto del espectro se encuentra el freno de prensa mecánico. Impulsadas por un volante y un embrague, estas máquinas ofrecen una velocidad impresionante—hasta 500 golpes por minuto—lo que las hace efectivas para tareas de alta repetición como punzonado o acuñado simple. Pero esa velocidad tiene un costo: los frenos mecánicos muestran tolerancia cero hacia las técnicas de fabricación modernas.
Los frenos mecánicos funcionan con una carrera fija, ignorando completamente el retroceso. Esto obliga a los operadores a realizar plegado en fondo, una práctica que puede destrozar las herramientas cuando se enfrenta a las diversas resistencias a la tracción de las aleaciones modernas. Una vez activado, el volante bloquea la configuración en su lugar—ideal para grandes volúmenes de acero dulce, pero inherentemente peligroso para procesos controlados por CNC. Sin la capacidad de hacer microajustes para corrección de ángulo, incluso una desviación de 1° puede arruinar un lote entero. Para agravar el problema, muchas máquinas antiguas carecen de sistemas de compensación, causando que las piezas largas se “arqueen” o se doblen hacia arriba en el centro. En el taller moderno enfocado en la precisión, el freno mecánico es menos un caballo de batalla y más una reliquia peligrosa.
Gran parte de la industria trata la selección de la máquina y el método de plegado como elecciones independientes—como si el hardware y la técnica pudieran mezclarse y combinarse a voluntad. Esto es una idea equivocada fundamental. La física de la máquina—específicamente su sistema de accionamiento y rigidez del bastidor—determinan qué métodos de plegado son matemáticamente viables y cuáles inevitablemente generarán desperdicio. No se elige doblar en fondo en un freno mecánico antiguo; la máquina toma esa decisión por ti.
Entender esta matriz de compatibilidad marca la diferencia entre una producción rentable y un contenedor lleno de retrabajos. Cuando se fuerza un método de plegado en una máquina que carece del control de tonelaje necesario o de repetibilidad, no solo se está luchando contra el material, sino contra los límites mecánicos fundamentales del propio carro.
La razón fundamental por la que los frenos de prensa mecánicos antiguos tienen problemas con el plegado al aire confiable es la pobre sincronización del carro. A diferencia de las máquinas CNC modernas que utilizan retroalimentación servo para monitorizar y corregir continuamente la posición, los frenos mecánicos antiguos dependen de un mecanismo de volante y embrague. Este diseño permite inherentemente que el carro “flote”, provocando una deriva en el eje Y1/Y2 de hasta 0,05 mm en cada golpe.
En el plegado al aire—donde el ángulo final se controla únicamente por la profundidad de penetración del punzón—una variación de 0,05 mm es desastrosa. En una producción de gran volumen utilizando acero suave de 3 mm, este nivel de deriva es suficiente para cambiar los ángulos de plegado fuera de tolerancia, llevando las tasas de desperdicio al rango del 25–40 %. Ninguna cantidad de programación precisa puede compensar este tipo de inconsistencia mecánica.
Como resultado, estas máquinas efectivamente obligan a los operadores a doblar en fondo. Al empujar el punzón completamente dentro de la matriz en V, la profundidad del carro deja de ser una variable—la propia matriz se convierte en el tope mecánico rígido. El material se ve obligado a conformarse independientemente de dónde se detendría el carro. Aunque este enfoque estabiliza el ángulo de plegado, tiene un costo elevado: los requisitos de tonelaje suelen aumentar a 2–3 veces los del plegado al aire. Este método de fuerza bruta reduce la variación del ángulo pero acelera dramáticamente el desgaste, acortando la vida útil de las herramientas hasta en un 50 % cuando se trabaja con materiales abrasivos como el acero inoxidable.
Evitar desastres: Verifique el paralelismo del carro cada día. Si la variación supera los 0,03 mm, no intente doblar al aire piezas de precisión. Cambie al doblado en fondo para bloquear mecánicamente el ángulo o actualice a un sistema de sincronización hidráulico capaz de una repetibilidad de 0,01 mm.
Cuando se aplican más de 100 toneladas de fuerza a lo largo de una cama de más de 2 metros de longitud, la deflexión del bastidor es inevitable. El pisón se flexiona hacia arriba en el centro mientras que la cama se desvía hacia abajo. En las máquinas hidráulicas sin coronación, esta deflexión—que suele variar entre 0,02 mm y 0,1 mm por metro—provoca que el punzón penetre más en los extremos de la pieza que en el centro.
El resultado es el conocido “efecto canoa”, donde el centro de una curva larga queda subdoblado entre 2–5° en comparación con los extremos. Las prensas plegadoras servo‑eléctricas modernas contrarrestan este problema con bastidores ultra‑rígidos mecanizados con una planitud cama‑pisón de ≤0,02 mm, manteniendo tolerancias angulares precisas en longitudes de hasta 4 metros sin ajuste. Las plegadoras hidráulicas estándar, sin embargo, carecen de esta rigidez estructural inherente y deben depender de la coronación para lograr resultados comparables.
Sin un sistema de coronación hidráulico CNC—que ajusta automáticamente los segmentos del pisón en zonas de 50–100 mm—los operarios de máquinas antiguas se quedan con soluciones rudimentarias. O bien calzan las herramientas o bien recurren al acuñado. El acuñado aplica una tonelada extrema para adelgazar el material y forzar una deformación plástica completa, superando efectivamente la deflexión del bastidor. El coste es elevado: el tiempo de preparación se triplica, los requisitos de tonelaje se disparan y el desgaste de las herramientas se acelera. En cambio, los talleres que incorporan cilindros de coronación conectados a bucles de retroalimentación CNC reducen rutinariamente las piezas desechadas por “efecto canoa” de aproximadamente 15% a cerca de 2% al doblar placas de acero de 12 mm.
Evitar desastres: Para cualquier pieza más larga que 1,5× la distancia entre los bastidores laterales, confirme que la carrera de coronación disponible coincida con el tonelaje requerido. Usar una prensa plegadora antigua sin coronación casi garantiza el “efecto canoa” en hasta el 70% de las piezas largas—salvo que se recurra al acuñado.
La precisión del doblado al aire depende de controlar el “springback”—la tendencia del metal a volver hacia su forma original una vez liberada la presión. El acero inoxidable normalmente retrocede entre 3–5°, mientras que el acero dulce solo se relaja 1–2°. Para lograr un verdadero 90°, la máquina debe sobredoblar una cantidad precisa (por ejemplo, a 86° o 88°) y mantener el pisón en el punto muerto inferior durante un tiempo controlado para aliviar las tensiones internas.
Las plegadoras mecánicas antiguas simplemente no pueden realizar esta secuencia. Sus golpes accionados por embrague entregan fuerza con una variación de ±15%. Como el pisón es impulsado por la inercia del volante, no puede detenerse a mitad de carrera para una pausa controlada, ni lograr la precisión posicional de 0,01 mm necesaria para ajustar de forma consistente un sobredoblado preciso de 4°.
La consecuencia es una tolerancia cero a la variación del material. Intentar doblar al aire acero de alta resistencia en una plegadora mecánica de los años 70 es poco más que un cálculo aproximado. Los registros de desgaste de las herramientas muestran que estos talleres desechan aproximadamente un 30% más de piezas que los usuarios de sistemas hidráulicos, principalmente debido a la deflexión del punzón causada por una mala paralelidad pisón‑cama.
Evitar desastres: Si está utilizando una plegadora mecánica antigua, limite el doblado al aire a acero dulce de menos de 2 mm de espesor. Cualquier material más grueso o más duro requiere doblado por contacto o acuñado. Ninguna destreza del operario evitará que un doblez al aire nominal de 90° se recupere hasta 92° en estas máquinas.
Al revisar una cotización, ignore el tamaño de la pantalla y fíjese en lo que realmente tienen que hacer las manos del operador. En una máquina NC, el operario es un vigilante constante: carga la chapa metálica y luego ajusta manualmente ángulos, dimensiones y alineación después de cada pocos dobleces. La profundidad de la carrera se ajusta “a tacto”, sin retroalimentación, lo que produce rutinariamente variaciones de ±1°–3°. En trabajos de acero inoxidable o de alta resistencia, esa estimación puede desechar 20–30% de la producción.
El CNC cambia el papel de vigilante a supervisor. La verdadera mejora no es la pantalla táctil—son los ejes Y1 y Y2 sincronizados. Los topos‑guías NC pueden moverse a 100 mm/s, pero las cargas descentradas todavía requieren ajuste manual, deformando lentamente la barra de torsión mecánica después de unos cientos de ciclos. Una plegadora CNC utiliza codificadores lineales para corregir la paralelidad en tiempo real, funcionando a 200–400 mm/s sin deformación. El resultado: un solo operario puede ejecutar prototipos complejos que sobrecargarían a un equipo NC de dos personas, reduciendo el tiempo de preparación de 30 minutos a unos cinco.
A los representantes de ventas les encanta citar el tonelaje máximo—“100 toneladas”—como si siempre estuviera disponible. No es así. Lo que importa es tonelaje efectivo: la fuerza que realmente obtienes en el punto medio de la curva. En máquinas NC, la barra de torsión mecánica puede perder entre un 15 y un 20% de su fuerza al flexionar bajo cargas parciales, como un desplazamiento de 60% en una pieza de 10 pies. Los operadores compensan sobre‑empujando, lo que agrieta las matrices y deforma permanentemente la barra de torsión.
Los sistemas CNC solucionan esto con válvulas proporcionales que entregan exactamente la tonelada requerida, en tiempo real. Introduce una resistencia de fluencia del material—digamos, 50 ksi para acero inoxidable—y el control limita la fuerza a 80% para evitar el desplazamiento del eje Y. Esa es la esencia de un flujo de trabajo “configúralo y olvídalo”, algo que la NC simplemente no puede ofrecer. Comprar solo por la tonelada máxima significa pagar por una potencia que no puedes usar de forma segura sin destruir las herramientas.
Una CNC hidráulica de $150k no resolverá el retroceso del doblado al aire en acero 4140 si tu equipo sigue haciendo apoyo completo sin un bloqueo adecuado de la matriz en V. La precisión proviene del cálculo, no del gasto en capital. La resistencia de fluencia del material determina el sobre‑doblado requerido de 2–5°, no la potencia del ariete. Los operadores sin formación adivinan, desperdiciando diez doblados de prueba por configuración y llamándolo “ajuste fino”.”
Una prensa plegadora CNC puede almacenar 1,000 programas, pero si tu estrategia de doblado ignora el factor K—normalmente 0.33–0.50 para acero dulce y alrededor de 0.45 para inoxidable—solo estás automatizando la producción de chatarra. Los talleres que realmente registran sus datos de formado descubren de manera consistente que casi el 80% de los llamados “fallos de máquina” son en realidad desajustes de estrategia. Sin una capacitación adecuada para evitar cargas parciales, incluso una máquina de primer nivel producirá torsión en la barra y piezas rechazadas.
No necesitas una nueva orden de compra para mejorar la precisión para mañana. Comienza en el taller clasificando trabajos de acuerdo con la física de las máquinas que ya posees. Si estás utilizando una prensa plegadora hidráulica NC, deja de forzarla a realizar doblados al aire de alta precisión en placa gruesa—es simplemente la aplicación incorrecta.
Reserva el doblado al aire para aluminio de menos de 0.125 pulgadas, donde un sobre‑doblado controlado de 3° y un punzón flotante son manejables. Pasa al apoyo completo para cualquier placa más gruesa de 0.25 pulgadas. Este enfoque evita la penalización de tres veces la tonelada del acuñado, que puede destruir las herramientas en tan solo 200 ciclos. El “desplazamiento” del que se quejan los operadores rara vez es un problema hidráulico; normalmente es el resultado de pedirle a un sistema de barra de torsión que funcione como un codificador lineal. Corrige el método, y el rendimiento de la máquina seguirá.


















