

Misuri l’angolo finale su un pezzo in acciaio inox 304: 88 gradi. Il disegno richiede 90. Provi a rilanciarlo ancora—e la flangia si spacca. Quel singolo pezzo scartato ha appena bruciato $500 in materiale e manodopera, senza contare il vero danno: una data di spedizione mancata. Si incolpa l’operatore. Si incolpa l’idraulica ormai vecchia. Ma la vera causa è più difficile da vedere. La differenza tra una produzione redditizia e un carrello pieno di scarti raramente è la tonnellata o l’abilità dell’operatore—è una incomprensione fondamentale di quale metodo di piegatura richiede effettivamente il materiale.
Quando i tassi di scarto aumentano, la maggior parte dei responsabili di produzione inizia a cercare nuove attrezzature, dando per scontato che un hardware migliore risolverà un problema di fisica. Confrontano le trasmissioni elettriche contro quelle idrauliche, esaminano le tabelle di tonnellaggio e contano gli assi. Quello che i dati mostrano costantemente, tuttavia, è questo: il “tipo di pressa piegatrice” più costoso è quello abbinato al metodo di piegatura sbagliato.
Quando un pezzo non supera l’ispezione, l’istinto è interrogare la macchina. C’era una deriva sull’asse Y? Una perdita di pressione dovuta a idraulica usurata? Sebbene le vecchie presse piegatrici idrauliche—spesso sistemi base che partono da circa $50.000—siano note per perdite di energia e tempi operativi con manutenzione intensa, raramente sono la causa principale di flange spaccate o angoli poco profondi. Più spesso, il fallimento deriva dal chiedere a una pressa progettata per lo stampaggio a fondo di eseguire una piegatura in aria di precisione o dal forzare un’impostazione di piegatura in aria a comportarsi come uno stampo a fondo.
Un esempio recente proviene da un impianto di produzione sudcoreano che ha investito in una pressa piegatrice CNC a 6–8 assi. La macchina stessa era all’avanguardia, ma l’hardware non fu il punto di svolta. I veri miglioramenti derivarono dal software di programmazione e simulazione offline che la accompagnava. Passando dal metodo di piegatura basato su tentativi ed errori sul pavimento alla previsione digitale, l’impianto ridusse i rifacimenti del 38% in soli tre mesi.
L’impianto non ha semplicemente investito in una macchina migliore; ha ridefinito il modo in cui affrontava la piegatura. Invece di reagire al metallo, il team ha iniziato a trattare ogni piega come una previsione calcolata. Le officine che inseguono la cosiddetta “magia CNC” spesso non colgono questa sfumatura. Se si tenta di eseguire una piegatura in aria di acciaio ad alta resistenza su una macchina che non ha la rigidità o l’intelligenza software per compensare un forte ritorno elastico, l’errore non è meccanico—è metodologico. La riduzione del 38% dei rifacimenti derivava dalla visualizzazione delle pieghe offline e dalla conversione delle supposizioni dell’operatore in prototipi a scarto zero, qualcosa di completamente fattibile anche su sistemi sincrono-idraulici di fascia media quando il metodo è fondamentalmente corretto.
Esiste una relazione diretta e matematica tra tasso di scarto e margine lordo, eppure molte officine non riescono ad allineare le scelte delle macchine con le fonti di materiale. La punzonatura convenzionale e il taglio laser della lamiera generano regolarmente tassi di scarto pari o superiori al 15,9%. Quando quel foglio arriva alla pressa piegatrice, si parte già con un deficit nel rendimento del materiale.
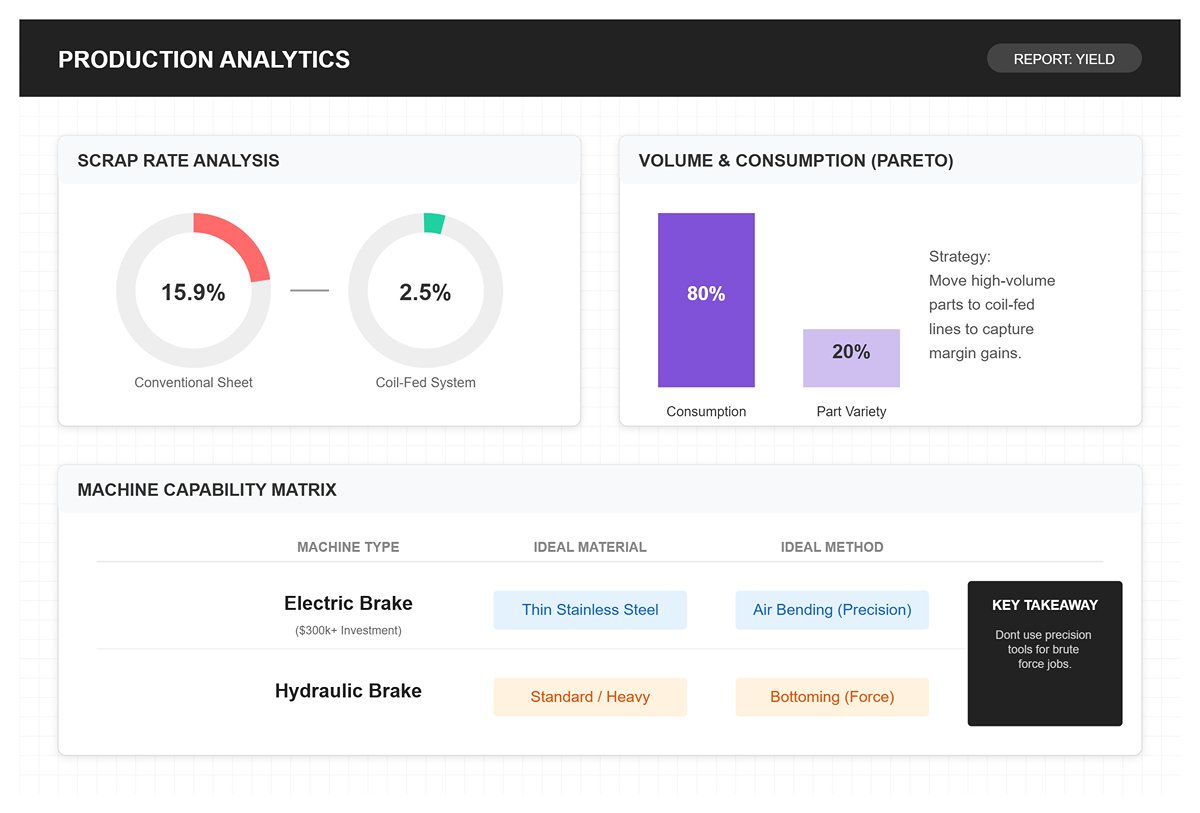
Il “collegamento nascosto” è che il metodo di consegna del materiale determina direttamente quale tipo di pressa piegatrice sia più efficiente. Spostare pezzi ad alto volume—che, secondo l’analisi di Pareto, rappresentano tipicamente l’80% del consumo totale di materiale—su linee di presse piegatrici alimentate a bobina può ridurre lo scarto al solo 2–3%. Quel materiale recuperato si traduce direttamente in guadagni di margine che nessuna formazione dell’operatore da sola può eguagliare.
Per ottenere questo, tuttavia, serve una chiara comprensione dei limiti della macchina. Una pressa piegatrice elettrica, spesso prezzata oltre $300.000, offre la precisione necessaria per la piegatura in aria dell’acciaio inox sottile—dove l’idraulica può applicare forza irregolare e causare crepe sui bordi. Ma assegnare un lavoro a forte tonnellaggio di stampaggio a fondo a quella stessa macchina elettrica è un uso inefficiente del capitale. Il vero errore più costoso non è un errore di attrezzaggio da $500; è trattare un tipo di pressa come soluzione universale. Ogni riduzione dell’1% dello scarto migliora direttamente la redditività della pressa piegatrice, ma tale miglioramento avviene solo quando tipo di macchina (elettrica vs. idraulica), forma del materiale (lamiera vs. bobina) e metodo di piegatura (aria vs. fondo) sono allineati con intenzione.
Per decenni, il settore si è affidato al cosiddetto “orecchio d’oro” del maestro operatore—il veterano che sapeva istintivamente di quanto sovrapiegare l’acciaio A36 affinché tornasse a un perfetto 90°. Tale dipendenza è ora diventata una responsabilità. I progressi della metallurgia hanno introdotto leghe ad alta resistenza il cui comportamento di ritorno elastico varia non solo per grado, ma per lotto di produzione. Nessun livello di intuizione può prevedere in modo affidabile come si comporterà un foglio di acciaio ad alta resistenza rispetto a quello piegato un’ora prima.
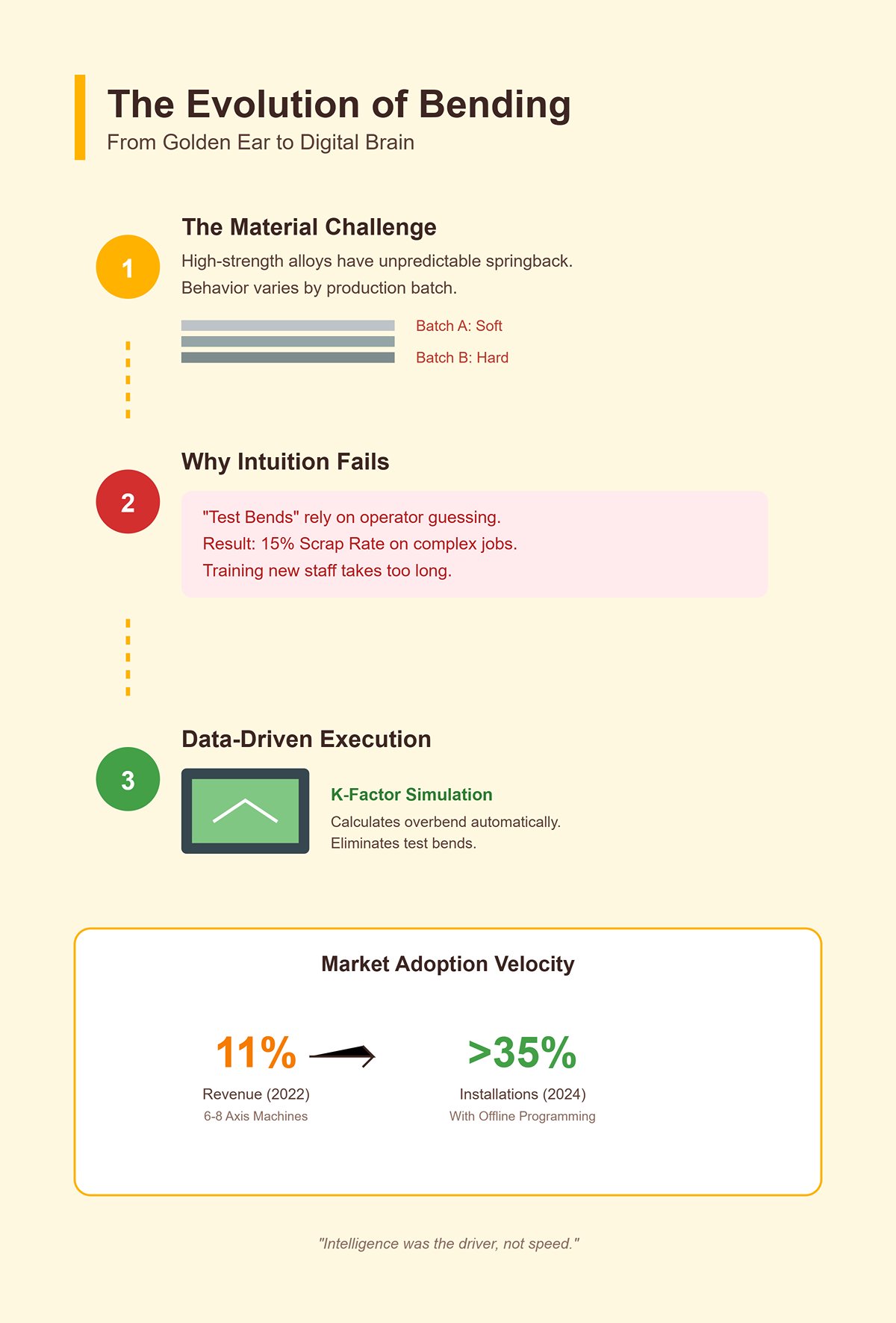
Questo cambiamento spiega perché le macchine a 6–8 assi hanno catturato l“11% del fatturato totale del mercato nel 2022. La velocità non è stata il principale motore—lo è stata l’intelligenza. Queste macchine utilizzano software di simulazione per prevedere il ritorno elastico prima che il martinetto si muova. Entro il 2024, più del 35% delle presse piegatrici installate in Nord America presentava CNC multi-asse con programmazione offline. Il settore sta progressivamente abbandonando le ”pieghe di prova”, che possono portare i tassi di scarto al 15% nei lavori complessi, a favore di un’esecuzione basata sui dati.
Nella fabbricazione moderna, il vero strumento di “prevenzione disastri” non è più una mano abile, ma una simulazione accurata del fattore K. Un impianto ha eliminato del tutto le pieghe di prova incorporando la duttilità della lega nei suoi programmi prima dell’avvio della produzione. Il software calcolava automaticamente la sovrapiegatura necessaria, rendendo irrilevante il tatto dell’operatore. In un contesto in cui il tempo di formazione per i nuovi operatori deve essere dimezzato solo per coprire i turni, chiedere agli esseri umani di compensare la fisica è molto più costoso che investire in software migliori.
La piegatura in aria è l’approccio predefinito nella fabbricazione di precisione moderna, apprezzato per la sua capacità di produrre un’ampia gamma di angoli con un singolo set di utensili. Tale flessibilità, tuttavia, dipende interamente dalla capacità della macchina di controllare e compensare la resistenza naturale del materiale.
Nella piegatura in aria, il punzone scende nella matrice a V senza forzare la lamiera fino al fondo dell’attrezzatura. Il materiale tocca solo tre punti: la punta del punzone e le due spalle della matrice. Poiché il punzone penetra solo dal 30 al 50% della profondità della matrice a V, il metallo conserva una memoria elastica significativa, che è la causa principale del ritorno elastico (springback).
Quando il montante si ritrae, il metallo cerca naturalmente di rilassarsi e tornare verso la sua forma piatta originale. Nell’acciaio dolce, una piega programmata a 90° rimbalzerà in modo affidabile fino a circa 92°. Per compensare, gli operatori piegano intenzionalmente oltre il necessario—di solito di 2–5°, a seconda del carico di snervamento del materiale. Questa sfida diventa molto più marcata con l’acciaio inox, dove il ritorno elastico può variare di 1–2° per ogni variazione di spessore di 0,001 pollici. Di conseguenza, gli operatori sono costretti a calcolare con precisione gli angoli di sovrapiega invece di affidarsi all’impostazione nominale di profondità della macchina.
Il più grande vantaggio della piegatura in aria—utilizzare una singola matrice a V da 85° per produrre angoli di piega da 90° a 140°—è anche il suo tallone d’Achille. L’angolo finale di piega è determinato interamente dalla penetrazione del montante (asse Y). Per mantenere angoli costanti, il montante deve ripetere la sua posizione entro ±0,01 mm.
I vecchi sistemi idraulici NC spesso non sono all’altezza. Quando il fluido idraulico si riscalda, la posizione del montante può deviare abbastanza da modificare l’angolo di piega fino a 0,5°. Questa deriva costringe gli operatori a eseguire tre o più pieghe di prova per ogni setup solo per regolare l’angolo. La piegatura in aria moderna, al contrario, dipende da controlli CNC avanzati dotati di sensori ottici o sistemi di misurazione dell’angolo laser che correggono automaticamente la piega in tempo reale—riducendo scarti e rilavorazioni fino al 60% rispetto alla regolazione manuale.
Per materiali ad alta resistenza come l’acciaio 4140 o l’AR500 (carico di snervamento superiore a 60 ksi), la piegatura in aria è spesso l’unica opzione pratica. Forzare queste leghe fino al fondo di una matrice rischia di danneggiare l’attrezzatura o causare un guasto catastrofico del materiale. Invece, gli operatori si affidano a un approccio con “punzone flottante”, fermando il montante 0,5–1 mm sopra la profondità teorica per l’angolo desiderato. Questo distribuisce le sollecitazioni in modo più uniforme lungo il raggio di piega invece di concentrarle sulla punta del punzone. Sebbene questa tecnica elimini le fratture ai bordi comuni a circa il 70% delle configurazioni rigide, richiede una precisione servo‑elettrica che le vecchie presse idrauliche semplicemente non possono raggiungere.
La piegatura a fondo corsa è spesso scambiata per nient’altro che “piegatura in aria con più tonnellaggio.” In realtà, è un processo fondamentalmente diverso—che stabilisce l’angolo di piega attraverso la conformità geometrica alla matrice piuttosto che il controllo preciso della profondità.
Mentre la piegatura in aria penetra solo parzialmente nel materiale, la piegatura a fondo spinge la lamiera saldamente contro le spalle della matrice a V. Tipicamente richiede circa il doppio del tonnellaggio della piegatura in aria, ma l’obiettivo non è penetrare nel materiale—è il bloccaggio meccanico. Forzando la lamiera a conformarsi completamente all’angolo della matrice, la piegatura a fondo comprime la zona elastica della piega. Questa costrizione geometrica riduce il ritorno elastico a un prevedibile ±0,5°, garantendo angoli costanti senza i calcoli intricati di profondità richiesti dalla piegatura in aria.
La riuscita della piegatura a fondo corsa dipende dalla cosiddetta “regola della matrice a V.” Per l’acciaio dolce con spessore inferiore a 1/4″, l’apertura ideale della matrice è otto volte lo spessore del materiale. Questa proporzione fornisce sufficiente spazio per formare la piega consentendo comunque alla lamiera di bloccarsi saldamente contro le spalle della matrice al fondo corsa. Stringere la matrice a 6× lo spessore aumenta il fabbisogno di tonnellaggio e il rischio di danni alla superficie. Allargarla a 12× è spesso necessario per l’alluminio per evitare fratture, ma lo spazio extra introduce più ritorno elastico, che deve essere compensato con una corsa più profonda.
La piegatura a fondo eccelle nelle produzioni di medio-alto volume (oltre 500 pezzi) con materiali uniformi come l’acciaio zincato da 10–20 gauge. Poiché l’angolo finale è determinato dalla geometria dell’attrezzatura piuttosto che dalla profondità del montante, il setup è più veloce ed elimina la sovrapiega a tentativi. Sebbene la piegatura in aria offra flessibilità, la sua variabilità può aumentare i tassi di scarto fino al 15% nei cicli lunghi. La piegatura a fondo garantisce un processo stabile e ripetibile che evita i carichi di picco estremi della coining, prolunga la vita dell’attrezzatura e può ridurre i costi complessivi del lavoro dal 20 al 30% quando applicata alle giuste lavorazioni.
La coining è il più antico—e più aggressivo—metodo di piegatura della lamiera. Elimina completamente il ritorno elastico modificando permanentemente la struttura interna del metallo, ma questa precisione ha un costo elevato in termini di carico macchina e usura dell’attrezzatura.
La coining non si limita a piegare il metallo—lo imprime. Il punzone penetra forzatamente il materiale, spingendo la lamiera dal 10 al 15% oltre l’asse neutro e comprimendo il raggio di piega fino a ridurlo a circa 0,3× del suo spessore originale. Questo carico estremo—tipicamente da tre a cinque volte il tonnellaggio richiesto per la piegatura in aria—indurisce notevolmente la struttura cristallina nella zona piegata. Il carico di snervamento nella zona interessata aumenta del 20–30%, mentre la duttilità si riduce di circa il 40%. In pratica, la memoria elastica del metallo viene cancellata, producendo una piega con praticamente zero ritorno elastico.
La maggior parte dell’industria si è allontanata dalla coniatura perché la piegatura ad aria CNC moderna offre una precisione sufficiente senza ricorrere alla forza bruta. Il costo della coniatura si manifesta rapidamente nell’usura degli utensili: le punte dei punzoni possono deformarsi e perdere precisione in appena 1.000 colpi su acciaio da 1/4″, usurandosi fino a cinque volte più velocemente rispetto agli utensili da piegatura ad aria. Detto ciò, la coniatura ha ancora un posto in applicazioni di nicchia—come componenti aerospaziali con bordi critici, o la formatura del titanio dove il ritorno elastico supera i 3° e rientra fuori dal campo di previsione affidabile degli algoritmi di compensazione CNC.
Scegliere di coniare significa, in pratica, scegliere di scambiare la durata degli utensili per la certezza dimensionale. Una piega che richiede 100 tonnellate in piegatura ad aria può necessitare di 400–500 tonnellate quando coniata. A questo livello di forza, anche piccoli errori di calcolo possono spingere il punzone permanentemente dentro la matrice. Su materiali più duri di 0,187″ di alluminio 6061-T6, la coniatura segna e distrugge rapidamente le matrici. Pur potendo recuperare una deviazione di tolleranza di 0,1°, il costo reale spesso significa sostituire $2.000 serie di utensili ogni 5.000 cicli—un compromesso che poche officine possono permettersi.
Le presse piegatrici idrauliche sono spesso considerate macchine statiche e inflessibili—abbastanza pesanti da garantire automaticamente la precisione. In realtà, una pressa idraulica si comporta più come un sistema dinamico, cambiando forma in modo sottile durante il funzionamento. Sebbene rimangano la soluzione di riferimento del settore per la fabbricazione generale, mantenere la precisione per un intero turno richiede un controllo deliberato e attivo.
Il vero nemico delle prestazioni idrauliche non è la potenza insufficiente—è il calore. Nella produzione ad alto volume, la deriva dell’asse Y diventa più evidente quando i cilindri sincronizzati perdono gradualmente il parallelismo dopo circa 500 cicli. La pressione continua aumenta la temperatura dell’olio e, man mano che il fluido idraulico si assottiglia e il montante si espande, la ripetibilità può deteriorarsi da un preciso ±0,01 mm a un meno accettabile ±0,05 mm.
Su un pezzo lungo 3 metri, questa deriva può tradursi in errori angolari di 0,5 mm fino a 1 mm se il montante non viene regolato in tempo. Un setup perfetto alle 8:00 del mattino può tranquillamente iniziare a produrre scarti alle 10:30. Le macchine sincrono-idrauliche tentano di compensare con controlli digitali che mantengono sincronizzati più cilindri, ma non possono sfuggire alle leggi fondamentali della dilatazione termica. Le officine esperte contrastano questo fenomeno inserendo tempi di pausa di 10 secondi tra i cicli per disperdere il calore, o passando a design con arresto a dado, che aggiungono arresti meccanici eliminando la deriva nei lavori complessi, sebbene a costo di flessibilità quando è necessario un tonnellaggio variabile per lastre spesse.
Anche con la necessità di gestire il calore, le presse piegatrici idrauliche dominano ancora la fabbricazione di lamiere pesanti per un motivo fondamentale: la scalabilità. Nessun’altra tecnologia può realisticamente arrivare a 3.000 tonnellate su un banco lungo 50 piedi. Quando si piega titanio o materiali non ferrosi spessi, configurazioni idrauliche in tandem possono collegare più macchine per raddoppiare efficacemente la capacità di piegatura—senza la flessione del montante che limita altri sistemi di azionamento.
I cilindri idraulici offrono inoltre il controllo della velocità variabile e il rientro controllato richiesto per applicazioni da 100 a 300 tonnellate che distruggerebbero rapidamente i componenti a trasmissione elettrica. Sia configurate come macchine ad azione ascendente che discendente—sacrificando parte della consistenza della corsa per ottenere spazio sul banco per lastre oltre 0,25 pollici—le presse piegatrici idrauliche restano l’unica scelta praticabile quando il lavoro richiede forza bruta sostenuta su una superficie enorme.
Se l’idraulica è il martello, le macchine servo-elettriche sono il bisturi. Rinunciano al tonnellaggio illimitato in cambio di velocità, precisione ed efficienza operativa. Basandosi su motori servo che restano inattivi invece di funzionare continuamente, queste presse piegatrici possono ridurre il consumo di energia del 30–40% rispetto ai sistemi idraulici in lavori sotto le 50 tonnellate.
Eliminare l’olio idraulico rimuove completamente il rischio di perdite, insieme al peso della manutenzione continua di filtri, guarnizioni e gestione dei fluidi. Al suo posto, montanti azionati a vite a sfere offrono forza con una ripetibilità di ±0,005 mm e possono operare a velocità fino a dieci volte superiori all’idraulica su corse corte. Questa combinazione rende le presse piegatrici servo-elettriche la scelta ovvia per le officine ad alta varietà e basso volume, dove tempo di ciclo, precisione e un ambiente di lavoro pulito sono irrinunciabili.
Le trasmissioni elettriche hanno trasformato la piegatura ad aria di precisione risolvendo il ritorno elastico in modo dinamico anziché con tentativi ed errori. Il feedback servo ad anello chiuso consente alla macchina di percepire la resistenza del materiale in tempo reale e compensare automaticamente—spesso piegando oltre di 2–3° sui materiali ad alta resistenza senza bisogno di colpi di prova o regolazioni manuali.
Questo vantaggio è più evidente su lamiere sottili (inferiori a 0,25 pollici), dove la piegatura ad aria si basa su punzoni flottanti. Scale vernier o righelli CNC integrati nel montante sincronizzano il posizionamento entro ±0,1°, consentendo alle presse piegatrici elettriche di superare nettamente le idrauliche nei lavori di prototipazione e a breve serie, dove il tempo di setup—non la velocità di formatura—è il vincolo principale.
Detto ciò, la tecnologia servo-elettrica ha un limite superiore ben definito. L’acciaio inox spesso—soprattutto spessori superiori a 0,187 pollici (4,7 mm)—è il punto in cui questi sistemi iniziano a faticare. La coppia del servo normalmente si ferma intorno alle 300 tonnellate; spingersi oltre tale soglia rischia il surriscaldamento del motore e il blocco della penetrazione del punzone.
Su inox 304 o 316 con spessore superiore a 10 mm, la forza sostenuta necessaria per completare la piega può sopraffare gli azionamenti elettrici, causando deformazioni del materiale, bordi fratturati e forme incomplete. Le officine che cercano di spingere le presse piegatrici servo-elettriche in questo ambito spesso vedono i tassi di scarto aumentare dal 15% al 20% sui piegamenti strutturali. Nelle applicazioni su inox di grosso spessore, l’efficienza che definisce gli azionamenti elettrici diventa un punto debole, e la potenza continua e bruta dell’idraulica è l’unica soluzione praticabile.
Le presse piegatrici ibride si collocano all’intersezione tra la precisione del servo e la forza dell’idraulica. Combinando il movimento controllato da servo con amplificatori idraulici che generano pressione solo quando necessario, questi sistemi riducono la generazione di calore di circa l’80% e diminuiscono drasticamente il volume d’olio rispetto alle macchine idrauliche convenzionali, pur fornendo la tonnellaggio richiesto per applicazioni impegnative.
Le pompe servo si attivano solo quando la traversa è in movimento, offrendo la finezza delle macchine elettriche—basso consumo energetico e funzionamento pulito—pur garantendo la forza bruta necessaria per lavorazioni di piastre da oltre 1.000 tonnellate. Sebbene l’investimento iniziale sia maggiore, i sistemi ibridi bilanciano la produttività su un’ampia gamma di materiali e permettono cambi formato fino al 25% più veloci grazie al bloccaggio automatico. Il risultato è una vera potenza idraulica senza la manutenzione cronica e il fastidio delle perdite d’olio.
All’estremo opposto dello spettro si trova la pressa piegatrice meccanica. Alimentate da un volano e da una frizione, queste macchine erogano una velocità impressionante—fino a 500 colpi al minuto—rendendole efficaci per compiti ad alta ripetizione come la punzonatura o la coniatura semplice. Ma quella velocità comporta un costo: le presse meccaniche mostrano tolleranza zero per le tecniche di fabbricazione moderne.
Le presse meccaniche lavorano su corsa fissa, ignorando completamente il ritorno elastico. Ciò costringe gli operatori alla piegatura di fondo, una pratica che può distruggere gli utensili quando incontra le variabili resistenze alla trazione delle leghe moderne. Una volta attivato, il volano blocca la regolazione—ideale per produzioni ad alto volume su acciaio dolce, ma intrinsecamente pericoloso per processi gestiti da CNC. Senza la possibilità di fare micro-regolazioni per la correzione dell’angolo, anche una deriva di 1° può rovinare un intero lotto. Peggiorando la situazione, molte macchine vintage non hanno sistemi di bombatura, causando la deformazione centrale (“effetto canoa”) nei pezzi lunghi. Nella moderna officina orientata alla precisione, la pressa meccanica è meno un cavallo da lavoro e più un relitto pericoloso.
Gran parte del settore tratta la scelta della macchina e il metodo di piegatura come decisioni indipendenti—come se hardware e tecnica potessero essere mescolati liberamente. Questo è un errore fondamentale. La fisica della macchina—nello specifico il suo sistema di azionamento e la rigidità del telaio—determinano quali metodi di piegatura sono matematicamente fattibili e quali inevitabilmente genereranno scarti. Non si sceglie di piegare di fondo su una pressa meccanica vintage; è la macchina stessa a prendere questa decisione.
Comprendere questa matrice di compatibilità è la linea di demarcazione tra una produzione redditizia e un cassone pieno di rilavorazioni. Quando si forza un metodo di piegatura su una macchina che non ha il controllo di tonnellaggio o la ripetibilità necessari, non si sta solo combattendo contro il materiale—si sta andando contro i limiti meccanici fondamentali della traversa stessa.
La ragione fondamentale per cui le presse piegatrici meccaniche vintage hanno difficoltà con la piegatura in aria affidabile è la scarsa sincronizzazione della traversa. A differenza delle macchine CNC moderne che utilizzano il feedback servo per monitorare e correggere continuamente la posizione, le presse meccaniche più vecchie si basano su un meccanismo a volano e frizione. Questo design consente intrinsecamente alla traversa di “fluttuare”, causando una deriva sugli assi Y1/Y2 fino a 0,05 mm ad ogni corsa.
Nella piegatura in aria—dove l’angolo finale è controllato esclusivamente dalla profondità di penetrazione del punzone—una variazione di 0,05 mm è disastrosa. In una produzione ad alto volume con acciaio dolce da 3 mm, tale livello di deriva è sufficiente a portare gli angoli di piega ben fuori tolleranza, portando i tassi di scarto nella gamma del 25–40%. Nessuna quantità di finezza nella programmazione può compensare un’inconsistenza meccanica di questo tipo.
Di conseguenza, queste macchine costringono di fatto gli operatori alla piegatura di fondo. Spingendo il punzone completamente all’interno della matrice a V, la profondità della traversa non è più una variabile—la matrice stessa diventa il fermo meccanico rigido. Il materiale è costretto a conformarsi indipendentemente da dove la traversa si fermerebbe altrimenti. Sebbene questo approccio stabilizzi l’angolo di piega, ha un costo elevato: i requisiti di tonnellaggio tipicamente aumentano da 2 a 3 volte rispetto alla piegatura in aria. Questo metodo a forza bruta riduce la variazione dell’angolo ma accelera notevolmente l’usura, riducendo la vita dell’utensile fino al 50% quando si lavora con materiali abrasivi come l’acciaio inox.
Evitare il disastro: Controllare il parallelismo della traversa ogni giorno. Se la variazione supera 0,03 mm, non tentare la piegatura in aria di pezzi di precisione. Passare invece alla piegatura di fondo per bloccare meccanicamente l’angolo, o aggiornare a un sistema di sincronizzazione idraulico con ripetibilità di 0,01 mm.
Quando vengono applicate più di 100 tonnellate di forza su una lunghezza del piano superiore a 2 metri, la flessione del telaio è inevitabile. Il martello (ram) si flette verso l’alto al centro mentre il letto si flette verso il basso. Sulle macchine idrauliche senza compensazione (crowning), questa flessione—che normalmente varia da 0,02 mm a 0,1 mm per metro—fa sì che il punzone penetri più in profondità alle estremità del pezzo rispetto al centro.
Il risultato è il ben noto “effetto canoa”, in cui il centro di una piega lunga è sottopiegato di 2–5° rispetto alle estremità. Le presse piegatrici servo‑elettriche moderne contrastano questo problema con telai ultra‑rigidi, lavorati con una planarità tavola‑ram ≤0,02 mm, mantenendo tolleranze angolari strette su lunghezze di 4 metri senza regolazione. Le presse idrauliche standard, tuttavia, non possiedono questa rigidità strutturale intrinseca e devono fare affidamento sulla compensazione per ottenere risultati comparabili.
Senza un sistema di crowning idraulico CNC—che regola automaticamente i segmenti del martello in zone da 50–100 mm—gli operatori su macchine datate si affidano a soluzioni rudimentali. Utilizzano spessori sul utensile oppure passano alla calandratura a penetrazione totale (coining). La calandratura a penetrazione totale applica una tonnellata estrema per assottigliare il materiale e forzarne la piena deformazione plastica, di fatto neutralizzando la flessione del telaio. Il compromesso è notevole: il tempo di setup triplica, le esigenze di tonnellaggio aumentano vertiginosamente e l’usura degli utensili si accelera. Al contrario, le officine che installano cilindri di compensazione collegati a sistemi di feedback CNC riducono regolarmente lo scarto da “effetto canoa” da circa 15% a circa 2% quando piegano lamiera di acciaio spessa 12 mm.
Evitare il disastro: Per qualsiasi pezzo più lungo di 1,5× la distanza tra i telai laterali, assicurarsi che la corsa di compensazione disponibile corrisponda al tonnellaggio richiesto. Utilizzare una pressa piegatrice vintage senza compensazione garantisce quasi sicuramente l’effetto canoa su fino al 70% dei pezzi lunghi—a meno che non si ricorra alla calandratura a penetrazione totale.
La piegatura in aria accurata dipende dal controllo dello springback—la tendenza del metallo a tornare verso la sua forma originale una volta rilasciata la pressione. L’acciaio inox di solito recupera 3–5°, mentre l’acciaio dolce si rilassa solo di 1–2°. Per ottenere un vero 90°, la macchina deve piegare oltre l’angolo desiderato di un valore preciso (per esempio fino a 86° o 88°) e mantenere il martello al punto morto inferiore per un tempo controllato, così da alleviare le tensioni interne.
Le piegatrici meccaniche vintage semplicemente non possono eseguire questa sequenza. I loro colpi azionati da frizione erogano forza con una variazione di ±15%. Poiché il martello è spinto dall’inerzia del volano, non può fermarsi a metà corsa per un tempo di pausa controllato, né raggiungere la precisione di posizionamento di 0,01 mm necessaria per impostare costantemente un sovra‑piegatura precisa di 4°.
La conseguenza è una tolleranza nulla alla variazione del materiale. Cercare di piegare in aria acciaio ad alta resistenza su una piegatrice meccanica degli anni ’70 è poco più di un tentativo alla cieca. I registri di usura degli utensili mostrano che queste officine scartano circa 30% di pezzi in più rispetto agli utilizzatori di macchine idrauliche, soprattutto a causa della flessione del punzone provocata dalla scarsa parallelità tra martello e banco.
Evitare il disastro: Se si utilizza una piegatrice meccanica vintage, limitare la piegatura in aria ad acciaio dolce di spessore inferiore ai 2 mm. Qualsiasi materiale più spesso o duro richiede piegatura a fondo corsa o calandratura a penetrazione totale. Nessuna perizia dell’operatore impedirà a una piega nominale di 90° in aria di recuperare fino a 92° su queste macchine.
Quando si esamina un preventivo, ignorare la dimensione dello schermo e guardare invece cosa deve realmente fare l’operatore. Su una macchina NC, l’operatore è un controllore costante—carica la lamiera, quindi regola manualmente angoli, dimensioni e allineamento dopo ogni pochi pieghe. La profondità di corsa è impostata “a sensazione”, non tramite feedback, il che produce regolarmente variazioni di ±1°–3°. Su lavori in inox o ad alta resistenza, questa approssimazione può far scartare dal 20 al 30% della produzione.
Il CNC trasforma il ruolo da controllore a supervisore. Il vero miglioramento non è il touchscreen—ma gli assi Y1 e Y2 sincronizzati. I riscontri posteriori NC possono muoversi a 100 mm/s, ma i carichi fuori centro richiedono comunque regolazioni manuali, deformando lentamente la barra di torsione meccanica dopo alcune centinaia di cicli. Una pressa piegatrice CNC utilizza encoder lineari per correggere la parallelità in tempo reale, lavorando a 200–400 mm/s senza deformazioni. Il risultato: un solo operatore può gestire prototipi complessi che sopraffarebbero un team NC di due persone, riducendo il tempo di setup da 30 minuti a circa cinque.
I venditori amano citare il tonnellaggio di picco—“100 tonnellate”—come se fosse sempre disponibile. Non lo è. Quello che conta è tonnellaggio effettivo: la forza effettiva che ottieni al punto medio della piegatura. Nelle macchine NC, la barra di torsione meccanica può perdere dal 15 al 20 % della sua forza a causa della flessione sotto carichi parziali, come uno sfasamento del 60 % su un pezzo di 10 piedi. Gli operatori compensano con una corsa eccessiva, che porta a crepe nelle matrici e a deformazioni permanenti della barra di torsione.
I sistemi CNC affrontano questo problema con valvole proporzionali che forniscono precisamente la tonnellata necessaria, in tempo reale. Inserisci un valore di resistenza allo snervamento del materiale—ad esempio, 50 ksi per l’acciaio inox—e il controllo limita la forza all“80 % per prevenire la deriva lungo l’asse Y. Questa è l’essenza del flusso di lavoro ”imposta e dimentica”, qualcosa che l’NC semplicemente non può offrire. Se acquisti basandoti solo sulla tonnellata di picco, stai pagando per una potenza che non puoi usare in sicurezza senza distruggere gli utensili.
Una pressa piegatrice idraulica CNC da 150 t non risolverà il ritorno elastico nella piegatura in aria di acciaio 4140 se il tuo team continua a lavorare a fondo senza il corretto bloccaggio della matrice V. La precisione deriva dal calcolo, non dalla spesa in capitale. La resistenza allo snervamento del materiale determina i 2–5° di sovrapiegatura richiesti, non la potenza del punzone. Gli operatori non addestrati procedono a tentativi, consumando dieci pieghe di prova per ogni configurazione e definendolo “regolazione fine”.”
Una pressa piegatrice CNC può memorizzare 1.000 programmi, ma se la tua strategia di piegatura ignora il fattore K—tipicamente 0,33–0,50 per l’acciaio dolce e circa 0,45 per l’inox—stai solo automatizzando la produzione di scarti. Le officine che effettivamente tracciano in modo costante i propri dati di formatura scoprono che quasi l“80 % dei cosiddetti ”guasti macchina” sono in realtà errori di strategia. Senza una corretta formazione sull’evitare carichi parziali, anche una macchina di fascia alta produrrà torsione della barra e pezzi scartati.
Non serve un nuovo ordine di acquisto per migliorare la precisione entro domani. Inizia nell’officina suddividendo i lavori in base alla fisica delle macchine che già possiedi. Se stai usando una pressa piegatrice idraulica NC, smetti di costringerla a eseguire piegature in aria ad alta precisione su lamiere spesse: è semplicemente l’applicazione sbagliata.
Riserva la piegatura in aria per l’alluminio con spessore inferiore a 0,125 pollici, dove una sovrapiegatura controllata di 3° e un punzone flottante sono gestibili. Passa alla piegatura a fondo per qualsiasi lamiera più spessa di 0,25 pollici. Questo approccio evita la penalità di tonnellaggio tripla della coniatura, che può distruggere gli utensili in appena 200 cicli. Il “drift” di cui si lamentano gli operatori raramente è un problema idraulico; di solito è il risultato di chiedere a un sistema a barra di torsione di funzionare come un encoder lineare. Correggi il metodo e le prestazioni della macchina seguiranno.


















