

Vous mesurez l’angle fini sur une pièce en acier inoxydable 304 : 88 degrés. Le plan indique 90. Vous essayez de lui donner un coup supplémentaire—et le rebord se fissure. Cette seule pièce mise au rebut vient de coûter $500 en matériau et main-d’œuvre, sans parler du véritable dommage : une date d’expédition manquée. L’opérateur est blâmé. Les systèmes hydrauliques vieillissants sont blâmés. Mais la cause réelle est plus difficile à voir. La différence entre une production rentable et un chariot rempli de rebut réside rarement dans le tonnage ou la compétence de l’opérateur — c’est une incompréhension fondamentale du procédé de pliage que le matériau exige réellement.
Lorsque les taux de rebut augmentent, la plupart des responsables de fabrication commencent à acheter de nouveaux équipements, supposant que du meilleur matériel résoudra un problème de physique. Ils comparent les entraînements électriques et hydrauliques, examinent les tableaux de tonnage et comptent les axes. Ce que montrent systématiquement les données, cependant, c’est ceci : le “type de presse plieuse” le plus coûteux est celui associé à une mauvaise méthode de pliage.
Lorsqu’une pièce échoue à l’inspection, le réflexe est de questionner la machine. Y avait-il une dérive de l’axe Y ? Une perte de pression provenant d’un système hydraulique fatigué ? Bien que les presses hydrauliques plus anciennes — souvent des systèmes d’entrée de gamme à partir de $50 000 — soient connues pour leurs pertes d’énergie et leur maintenance exigeante, elles sont rarement la cause principale des rebords fissurés ou des angles trop faibles. Le plus souvent, la défaillance provient du fait de demander à une presse conçue pour le matriçage de fournir un pliage par air de précision, ou de forcer un montage de pliage par air à fonctionner comme un outil de matriçage.
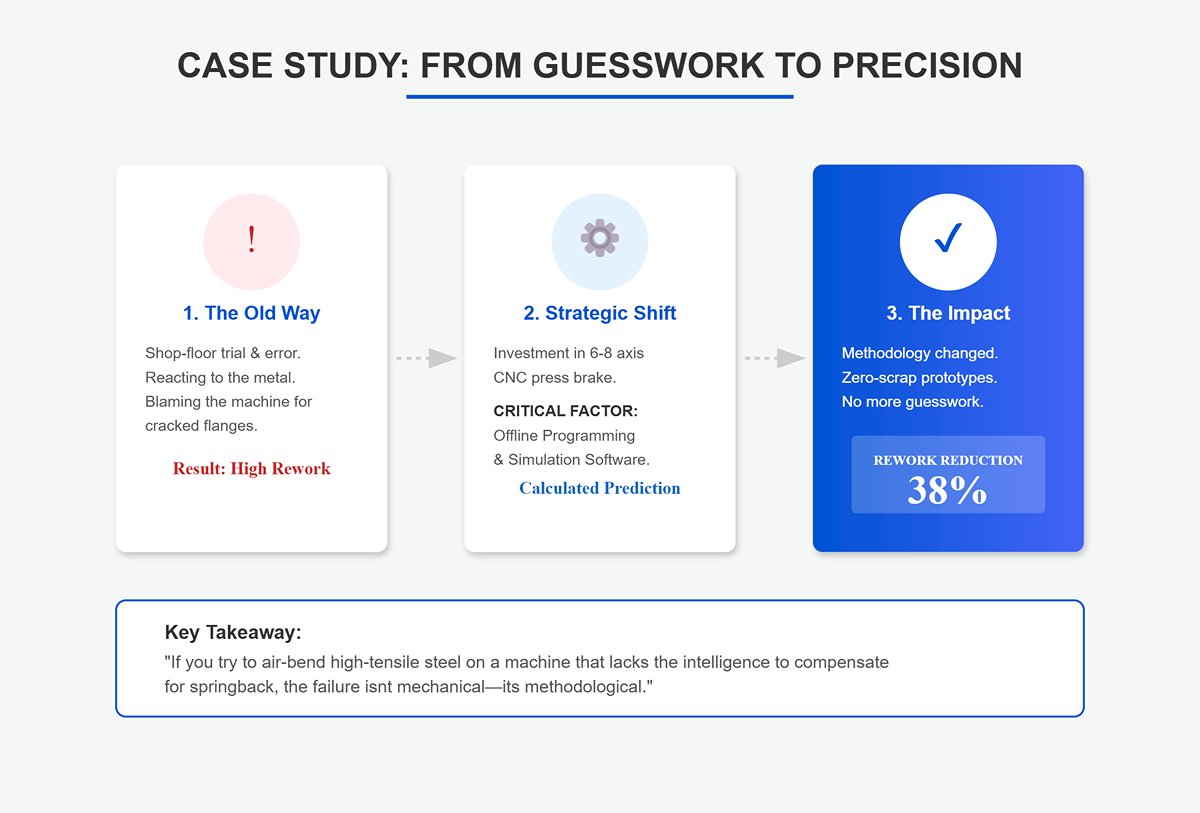
Un exemple récent vient d’une usine de fabrication sud‑coréenne qui a investi dans une presse plieuse CNC à 6–8 axes. La machine elle-même était à la pointe de la technologie, mais le matériel n’a pas été le facteur décisif. Les véritables bénéfices sont venus du logiciel de programmation et de simulation hors‑ligne qui l’accompagnait. En déplaçant la méthode de pliage du tâtonnement sur le plancher de production vers la prédiction numérique, l’usine a réduit les reprises de 38% en seulement trois mois.
L’usine n’a pas simplement investi dans une meilleure machine ; elle a redéfini la manière d’aborder le pliage. Au lieu de réagir au métal, l’équipe a commencé à considérer chaque pli comme une prédiction calculée. Les ateliers qui courent après la “magie CNC” manquent souvent cette nuance. Si vous essayez de plier par air de l’acier à haute résistance sur une machine qui manque de rigidité ou d’intelligence logicielle pour compenser le fort retour élastique, la défaillance n’est pas mécanique — elle est méthodologique. La réduction de 38% des reprises découle de la visualisation des plis hors‑ligne et de la transformation des estimations de l’opérateur en prototypes sans rebut, ce qui est tout à fait réalisable même sur des systèmes synchro‑hydrauliques de milieu de gamme lorsque la méthode est fondamentalement solide.
Il existe une relation mathématique directe entre le taux de rebut et la marge brute, pourtant de nombreux ateliers ne parviennent pas à aligner leurs choix de machines sur leurs sources de matériaux. Le poinçonnage et la découpe laser conventionnels de tôles génèrent couramment des taux de rebut de 15,9% ou plus. Lorsque cette tôle arrive à la presse plieuse, vous partez déjà avec un déficit de rendement matière.
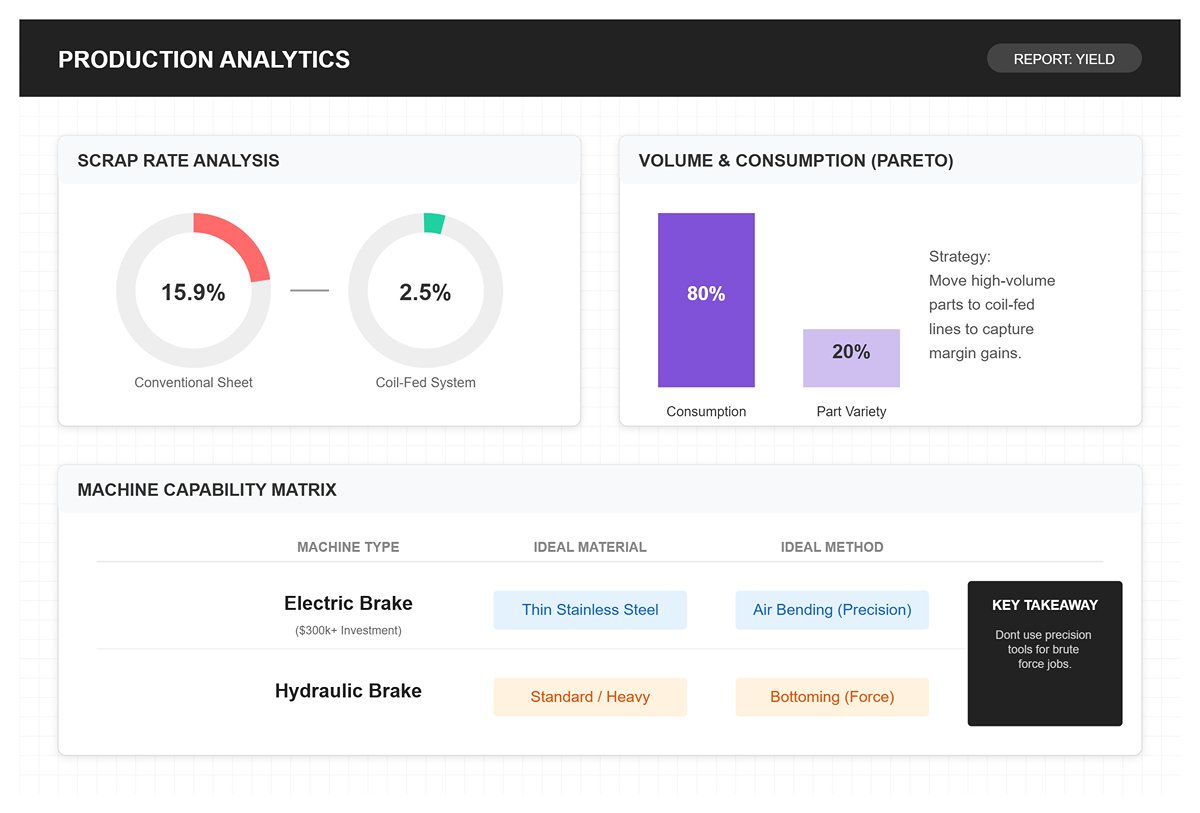
Le “lien caché” est que la méthode de fourniture du matériau détermine directement quel type de presse est le plus efficace. Le transfert de pièces à grand volume — qui, selon une analyse de Pareto, représente typiquement 80% de la consommation totale de matériau — vers des lignes de presses plieuses alimentées par bobine peut réduire le rebut à seulement 2–3%. Ce matériau récupéré se traduit directement en gains de marge qu’aucune formation d’opérateur seule ne peut égaler.
Pour y parvenir, cependant, il faut comprendre clairement les limites des machines. Une presse plieuse électrique, souvent tarifée au‑delà de $300 000, offre la précision nécessaire pour le pliage par air d’acier inoxydable mince — là où l’hydraulique peut appliquer une force inégale et provoquer des fissures sur les bords. Mais affecter un travail de matriçage à fort tonnage à cette même machine électrique constitue un usage inefficace du capital. L’erreur la plus coûteuse n’est pas un défaut d’outillage à $500 ; c’est de traiter un seul type de presse comme une solution universelle. Chaque réduction de 1% du rebut améliore directement la rentabilité d’une presse plieuse, mais cette amélioration ne se produit que lorsque le type de machine (électrique vs. hydraulique), la forme du matériau (feuille vs. bobine) et la méthode de pliage (par air vs. matriçage) sont alignés avec intention.
Pendant des décennies, l’industrie s’est appuyée sur le “sixième sens” du maître‑opérateur — le vétéran qui savait instinctivement à quel point surplier l’acier A36 pour qu’il revienne parfaitement à 90°. Cette dépendance est désormais devenue un handicap. Les progrès de la métallurgie ont introduit des alliages à haute résistance dont le comportement au retour élastique varie non seulement selon la nuance, mais aussi selon le lot de production. Aucun niveau d’intuition ne peut prédire de façon fiable comment une tôle d’acier à haute résistance se comportera par rapport à celle pliée une heure plus tôt.
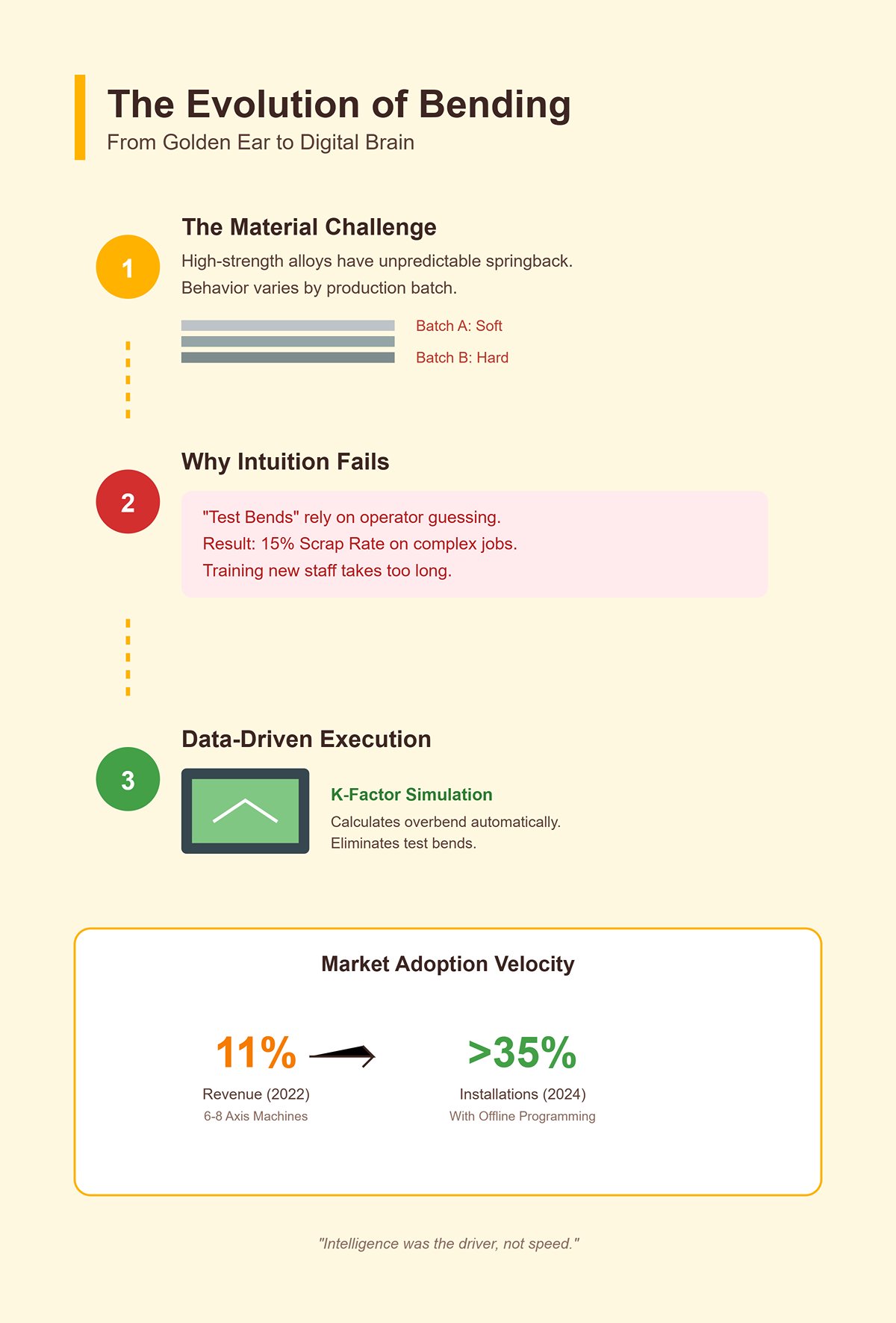
Ce changement explique pourquoi les machines à 6–8 axes ont représenté 11% du chiffre d’affaires total du marché en 2022. La vitesse n’était pas le principal moteur — c’était l’intelligence. Ces machines utilisent des logiciels de simulation pour prédire le retour élastique avant même que le coulisseau ne bouge. En 2024, plus de 35% des presses plieuses installées en Amérique du Nord étaient équipées de CNC multiaxes avec programmation hors‑ligne. L’industrie abandonne progressivement les “plis d’essai”, qui peuvent faire grimper les taux de rebut à 15% sur les travaux complexes, au profit d’une exécution fondée sur les données.
Dans la fabrication moderne, le véritable outil de “prévention des désastres” n’est plus une main experte, mais une simulation précise du facteur K. Un site a éliminé complètement les plis d’essai en intégrant la ductilité de l’alliage dans ses programmes avant le début de la production. Le logiciel calculait automatiquement le surpli nécessaire, rendant le ressenti de l’opérateur sans importance. À une époque où le temps de formation des nouveaux opérateurs doit être réduit de moitié simplement pour assurer les équipes, demander à des humains de compenser la physique coûte bien plus cher que d’investir dans de meilleurs logiciels.
Le pliage par air est l’approche par défaut dans la fabrication de précision moderne, appréciée pour sa capacité à produire un large éventail d’angles avec un seul montage d’outillage. Cette flexibilité dépend toutefois entièrement de la capacité de la machine à contrôler et à compenser la résistance naturelle du matériau.
Dans le pliage par air, le poinçon descend dans la matrice en V sans forcer la tôle jusqu’au fond de l’outil. Le matériau ne touche que trois points : la pointe du poinçon et les deux épaules de la matrice. Comme le poinçon pénètre seulement de 30–50% de la profondeur de la matrice en V, le métal conserve une forte mémoire élastique, qui est la cause première du retour élastique.
Lorsque le vérin se rétracte, le métal essaie naturellement de se détendre pour retrouver sa forme plate d’origine. Dans l’acier doux, un pli programmé à 90° rebondira de manière fiable jusqu’à environ 92°. Pour compenser, les opérateurs plient volontairement au-delà—généralement de 2 à 5°, selon la limite d’élasticité du matériau. Ce défi devient bien plus prononcé avec l’acier inoxydable, où le retour élastique peut varier de 1 à 2° pour chaque variation de 0,001 po d’épaisseur. Par conséquent, les opérateurs sont contraints de calculer avec précision les angles de surpliage plutôt que de se fier au réglage nominal de profondeur de la machine.
Le plus grand avantage du pliage à l’air—utiliser une seule matrice en V à 85° pour produire des angles de pliage allant de 90° à 140°—est aussi son talon d’Achille. L’angle final du pli est entièrement déterminé par la pénétration du vérin (axe Y). Pour maintenir des angles constants, le vérin doit répéter sa position avec une précision de ±0,01 mm.
Les anciens systèmes hydrauliques à CN sont souvent insuffisants. Lorsque le fluide hydraulique chauffe, la position du vérin peut dériver suffisamment pour modifier l’angle de pliage jusqu’à 0,5°. Cette dérive oblige les opérateurs à réaliser trois plis d’essai ou plus par réglage afin d’ajuster l’angle. Le pliage à l’air moderne, en revanche, repose sur des commandes CNC avancées équipées de capteurs optiques ou de systèmes de mesure d’angle au laser qui corrigent automatiquement le pli en temps réel—réduisant les rebuts et les retouches jusqu’à 60% par rapport aux réglages manuels.
Pour les matériaux à haute résistance, tels que l’acier 4140 ou l’AR500 (limite d’élasticité supérieure à 60 ksi), le pliage à l’air est souvent la seule option pratique. Forcer ces alliages au fond d’une matrice risque d’endommager l’outil ou de provoquer une défaillance catastrophique du matériau. Les opérateurs adoptent plutôt une approche de “poinçon flottant”, arrêtant le vérin 0,5 à 1 mm au-dessus de la profondeur théorique pour l’angle désiré. Cela répartit la contrainte plus uniformément le long du rayon de pliage plutôt que de la concentrer sur la pointe du poinçon. Bien que cette technique élimine les fissures en bordure courantes dans environ 70% des configurations rigides, elle nécessite une précision servo-électrique que les anciennes presses hydrauliques ne peuvent tout simplement pas atteindre.
Le pliage en fond est souvent pris pour du “pliage à l’air avec plus de tonnage”. En réalité, c’est un procédé fondamentalement différent—il fixe l’angle de pliage par conformité géométrique avec la matrice plutôt que par contrôle précis de la profondeur.
Alors que le pliage à l’air ne pénètre que partiellement le matériau, le pliage en fond pousse la tôle fermement contre les épaules de la matrice en V. Il nécessite généralement environ deux fois le tonnage du pliage à l’air, mais le but n’est pas la pénétration—c’est le verrouillage mécanique. En obligeant la tôle à épouser complètement l’angle de la matrice, le pliage en fond comprime la zone élastique du pli. Cette contrainte géométrique réduit le retour élastique à un ±0,5° prévisible, offrant des angles constants sans les calculs complexes de profondeur que requiert le pliage à l’air.
Un pliage en fond réussi repose sur la soi-disant “règle de la matrice en V”. Pour l’acier doux de moins de 1/4″ d’épaisseur, l’ouverture idéale de la matrice en V est huit fois l’épaisseur du matériau. Ce rapport offre suffisamment de dégagement pour former le pli tout en permettant à la tôle de se verrouiller fermement contre les épaules de la matrice en bas de course. Réduire l’ouverture à 6× l’épaisseur augmente les besoins en tonnage et le risque d’endommager la surface. L’augmenter à 12× est souvent nécessaire pour l’aluminium afin d’éviter les fissures, mais le dégagement accru introduit davantage de retour élastique, qui doit être compensé par une course plus profonde.
Le pliage en fond excelle dans les productions moyennes à grandes séries (500 pièces ou plus) utilisant des matériaux homogènes tels que l’acier galvanisé de 10–20 gauge. Comme l’angle final est dicté par la géométrie de l’outil et non par la profondeur du vérin, la mise en place est plus rapide et élimine les surpliages par essai‑erreur. Bien que le pliage à l’air offre une flexibilité, sa variabilité peut augmenter le taux de rebuts jusqu’à 15% sur de longues séries. Le pliage en fond produit un procédé stable et répétable qui évite les charges de pointe extrêmes du matriçage, prolonge la durée de vie des outils et peut réduire le coût total des travaux de 20 à 30% lorsqu’il est appliqué aux bonnes utilisations.
Le matriçage est la méthode de pliage de tôle la plus ancienne—et la plus agressive. Il élimine complètement le retour élastique en modifiant définitivement la structure interne du métal, mais cette précision a un coût élevé en charge machine et en usure d’outillage.
Le matriçage ne se contente pas de plier le métal—il l’imprime. Le poinçon pénètre de force dans le matériau, poussant la tôle de 10 à 15% au‑delà de l’axe neutre et comprimant le rayon de pliage jusqu’à ce qu’il s’amincisse à environ 0,3× son épaisseur initiale. Cette charge extrême—typiquement trois à cinq fois le tonnage requis pour le pliage à l’air—durcit fortement la structure granulaire au pli. La limite d’élasticité dans la zone affectée augmente de 20 à 30%, tandis que la ductilité est réduite d’environ 40%. En pratique, la mémoire élastique du métal est effacée, produisant un pli avec quasiment zéro retour élastique.
La plupart de l’industrie s’est éloignée du matriçage car le pliage à l’air CNC moderne offre une précision suffisante sans recourir à la force brute. Le coût du matriçage se manifeste rapidement par l’usure de l’outillage : les pointes de poinçon peuvent se déformer et perdre leur précision en à peine 1 000 frappes sur de l’acier de 1/4″, s’usant jusqu’à cinq fois plus vite que les outils de pliage à l’air. Cela dit, le matriçage conserve sa place dans des applications de niche—comme les composants aéronautiques avec bordages critiques, ou le formage de titane où le retour élastique dépasse 3° et sort de la plage de prédiction fiable des algorithmes de compensation CNC.
Choisir le matriçage, c’est, en pratique, choisir d’échanger la durée de vie de l’outillage contre la certitude dimensionnelle. Un pli nécessitant 100 tonnes en pliage à l’air peut exiger 400 à 500 tonnes en matriçage. À ce niveau de force, même de petites erreurs de calcul peuvent enfoncer définitivement le poinçon dans la matrice. Sur des matériaux plus durs que l’aluminium 6061-T6 de 0,187″, le matriçage marque et détruit rapidement les matrices. Bien qu’il puisse corriger une déviation de tolérance de 0,1°, le coût réel entraîne souvent le remplacement de $2,000 jeux d’outils tous les 5,000 cycles — un compromis que peu d’ateliers peuvent se permettre.
On suppose souvent que les freins hydrauliques sont des machines statiques et rigides — assez lourdes pour que la précision soit automatique. En réalité, un frein hydraulique se comporte davantage comme un système dynamique, changeant subtilement de forme pendant son fonctionnement. Bien qu’ils restent la solution de référence de l’industrie pour la fabrication générale, maintenir la précision durant tout un poste exige un contrôle actif et intentionnel.
Le véritable ennemi des performances hydrauliques n’est pas la puissance insuffisante — c’est la chaleur. En production à haut volume, la dérive de l’axe Y devient la plus prononcée lorsque les vérins synchronisés perdent progressivement leur parallélisme après environ 500 cycles. La pression continue augmente la température de l’huile et, à mesure que le fluide hydraulique s’amincit et que le vérin se dilate, la répétabilité peut se dégrader d’une tolérance serrée de ±0,01 mm à une tolérance bien moins acceptable de ±0,05 mm.
Sur une pièce de 3 mètres de long, cette dérive peut se traduire par des erreurs d’angle de 0,5 mm à 1 mm si le vérin n’est pas ajusté à temps. Un réglage parfait à 8h00 peut commencer silencieusement à produire des rebuts vers 10h30. Les machines synchro-hydrauliques tentent de compenser grâce à des contrôles numériques maintenant plusieurs vérins en synchronisation, mais elles ne peuvent échapper à la physique de l’expansion thermique. Les ateliers expérimentés ripostent en insérant des temps de maintien de 10 secondes entre les cycles pour dissiper la chaleur, ou en passant à des conceptions à butée à écrou. Celles-ci ajoutent des butées mécaniques qui éliminent la dérive sur les travaux complexes, au prix d’une certaine flexibilité lorsque le tonnage variable est nécessaire pour les plaques épaisses.
Même avec la nécessité de gérer la chaleur, les freins hydrauliques dominent encore la fabrication de plaques lourdes pour une raison majeure : l’évolutivité. Aucune autre technologie ne peut raisonnablement atteindre 3,000 tonnes sur une table de 50 pieds. Lors du pliage de titane ou de matériaux non ferreux épais, les configurations hydrauliques en tandem peuvent relier plusieurs machines afin de doubler efficacement la capacité de pliage — sans la flexion du vérin qui limite d’autres systèmes d’entraînement.
Les vérins hydrauliques offrent également le contrôle de vitesse variable et la rétraction maîtrisée nécessaires pour des applications de 100 à 300 tonnes qui détruiraient rapidement des composants à entraînement électrique. Qu’ils soient configurés en machines à action ascendante ou descendante — sacrifiant une certaine constance de course pour gagner un dégagement sur la table pour des plaques de plus de 0,25 pouce — le frein hydraulique reste le seul choix pratique lorsque le travail exige une force brute soutenue sur une surface de grande dimension.
Si l’hydraulique est le marteau, les machines servo-électriques sont le scalpel. Elles abandonnent le tonnage illimité au profit de la vitesse, de la précision et de l’efficacité opérationnelle. En s’appuyant sur des servomoteurs qui fonctionnent à vide au lieu de tourner en continu, ces freins peuvent réduire la consommation d’énergie de 30 à 40% par rapport aux systèmes hydrauliques pour des travaux de moins de 50 tonnes.
La suppression de l’huile hydraulique élimine totalement le risque de fuites, ainsi que les contraintes d’entretien constantes liées aux filtres, aux joints et à la gestion des fluides. À la place, les vérins à vis à billes délivrent une force avec une répétabilité de ±0,005 mm et peuvent fonctionner à des vitesses jusqu’à dix fois supérieures à celles des systèmes hydrauliques sur de courtes courses. Cette combinaison fait des freins servo-électriques le choix évident pour les ateliers à production variée et faible volume, où le temps de cycle, la précision et un environnement de travail propre sont des impératifs.
Les entraînements électriques ont transformé le pliage à l’air de précision en résolvant le retour élastique de manière dynamique plutôt que par essais et erreurs. La rétroaction en boucle fermée des servos permet à la machine de détecter la résistance du matériau en temps réel et d’ajuster automatiquement — souvent en surgonflant de 2 à 3° sur des matériaux à haute résistance, sans besoin d’essais préalables ni de réglage manuel.
Cet avantage se manifeste surtout sur les tôles fines (moins de 0,25 pouce), où le pliage à l’air repose sur des poinçons flottants. Les échelles vernier ou les règles CNC intégrées au vérin synchronisent le positionnement à ±0,1°, permettant aux freins électriques de surpasser considérablement les systèmes hydrauliques pour les prototypes et les petites séries, où le temps de configuration — et non la vitesse de pliage — constitue la principale contrainte.
Cela dit, la technologie servo-électrique possède une limite supérieure bien définie. L’acier inoxydable épais — en particulier les calibres supérieurs à 0,187 pouce (4,7 mm) — est le point où ces systèmes commencent à rencontrer des difficultés. Le couple du servo atteint généralement un maximum d’environ 300 tonnes ; aller au-delà de ce seuil risque la surchauffe du moteur et le blocage de la pénétration du poinçon.
Sur de l’acier inoxydable 304 ou 316 d’une épaisseur supérieure à 10 mm, la force continue nécessaire pour compléter le pliage peut surcharger les entraînements électriques, entraînant une déformation du matériau, des fissures sur les bords et des formes incomplètes. Les ateliers qui tentent de forcer des presses plieuses servo-électriques dans cette plage voient souvent leurs taux de rebut grimper de 15 à 20 % sur les pliages structurels. Dans les applications d’inox de forte épaisseur, l’efficacité propre aux entraînements électriques devient un inconvénient, et la puissance brute et continue de l’hydraulique demeure la seule solution viable.
Les presses plieuses hybrides se situent à l’intersection de la précision servo et de la force hydraulique. En combinant un mouvement à commande servo avec des amplificateurs hydrauliques qui génèrent de la pression uniquement à la demande, ces systèmes réduisent la génération de chaleur d’environ 80 % et diminuent considérablement le volume d’huile par rapport aux machines hydrauliques conventionnelles, tout en fournissant la force de pressage requise pour les applications exigeantes.
Les pompes servo ne s’activent que lorsque le coulisseau est en mouvement, offrant la finesse des machines électriques — faible consommation d’énergie et fonctionnement propre — tout en fournissant la force brute nécessaire pour les travaux de tôlerie de plus de 1 000 tonnes. Bien que l’investissement initial soit plus élevé, les systèmes hybrides équilibrent la productivité sur une large gamme de matériaux et permettent des changements d’outillage jusqu’à 25 % plus rapides grâce au serrage automatique. Le résultat : une véritable puissance hydraulique sans l’entretien chronique et les désagréments liés aux fuites d’huile.
À l’extrémité opposée du spectre se trouve la presse plieuse mécanique. Actionnées par un volant d’inertie et un embrayage, ces machines offrent une vitesse fulgurante — jusqu’à 500 coups par minute — ce qui les rend efficaces pour les tâches à répétition élevée telles que le poinçonnage ou le matriçage simple. Mais cette vitesse a un prix : les presses mécaniques ne tolèrent pas les techniques de fabrication modernes.
Les presses mécaniques fonctionnent avec une course fixe, ignorant complètement le retour élastique. Cela contraint les opérateurs à pratiquer le pliage en fond de matrice, une méthode qui peut briser les outils lorsqu’elle est confrontée aux différentes résistances à la traction des alliages modernes. Une fois engagé, le volant d’inertie verrouille la configuration — idéal pour les aciers doux à grand volume, mais intrinsèquement dangereux pour les procédés pilotés par CNC. Sans la possibilité d’effectuer des micro-ajustements pour la correction d’angle, même une dérive d’un degré peut entraîner la mise au rebut d’un lot entier. Pour aggraver le problème, de nombreuses machines anciennes sont dépourvues de systèmes de compensation (crowning), ce qui provoque l’effet de “ pirogue ” ou une flexion de la pièce au centre. Dans l’atelier moderne axé sur la précision, la presse mécanique est moins une bête de somme qu’une relique dangereuse.
Une grande partie du secteur considère le choix de la machine et la méthode de pliage comme des décisions indépendantes — comme si matériel et technique pouvaient être combinés à volonté. C’est là une méprise fondamentale. La physique propre à la machine — en particulier son système d’entraînement et la rigidité de son bâti — détermine quelles méthodes de pliage sont mathématiquement viables et lesquelles généreront inévitablement du rebut. On ne choisit pas de plier en fond de matrice sur une presse mécanique ancienne ; c’est la machine qui impose ce choix.
Comprendre cette matrice de compatibilité fait la différence entre une production rentable et une benne pleine de reprises. Lorsqu’une méthode de pliage est imposée à une machine dépourvue du contrôle de tonnage ou de la répétabilité nécessaire, on ne lutte pas seulement contre le matériau : on se heurte aux limites mécaniques fondamentales du coulisseau lui-même.
La raison fondamentale pour laquelle les anciennes presses plieuses mécaniques peinent à réaliser un pliage à air fiable est la mauvaise synchronisation du coulisseau. Contrairement aux machines CNC modernes qui utilisent un retour d’information servo pour surveiller et corriger en continu la position, les presses mécaniques plus anciennes dépendent d’un mécanisme de volant d’inertie et d’embrayage. Cette conception permet intrinsèquement au coulisseau de “ flotter ”, provoquant une dérive des axes Y1/Y2 jusqu’à 0,05 mm à chaque cycle.
En pliage à air — où l’angle final est contrôlé uniquement par la profondeur de pénétration du poinçon — une variation de 0,05 mm est catastrophique. Lors d’une production en série utilisant de l’acier doux de 3 mm, ce niveau de dérive suffit à faire sortir les angles de pliage des tolérances, faisant grimper les taux de rebut dans la plage de 25 à 40 %. Aucun raffinement de programmation ne peut compenser une telle incohérence mécanique.
En conséquence, ces machines obligent effectivement les opérateurs à recourir au pliage en fond de matrice. En poussant complètement le poinçon dans la matrice en V, la profondeur du coulisseau n’est plus une variable — la matrice elle-même devient la butée mécanique rigide. Le matériau est contraint de se conformer à la forme, quel que soit l’endroit où le coulisseau s’arrêterait autrement. Bien que cette approche stabilise l’angle de pliage, elle a un coût élevé : les besoins en tonnage augmentent généralement de 2 à 3 fois par rapport au pliage à l’air. Cette méthode de force brute réduit la variation d’angle mais accélère considérablement l’usure, diminuant la durée de vie des outils jusqu’à 50 % lorsqu’on travaille des matériaux abrasifs comme l’acier inoxydable.
Prévention des catastrophes : Vérifiez le parallélisme du coulisseau chaque jour. Si l’écart dépasse 0,03 mm, n’essayez pas de réaliser de pliages à l’air de précision. Passez soit au pliage en fond de matrice pour verrouiller mécaniquement l’angle, soit à un système hydraulique synchronisé capable d’une répétabilité de 0,01 mm.
Lorsque plus de 100 tonnes de force sont appliquées sur une longueur de table supérieure à 2 mètres, la déflexion du bâti est inévitable. Le coulisseau se cambre vers le haut au centre tandis que la table fléchit vers le bas. Sur les machines hydrauliques sans bombage, cette déflexion—généralement comprise entre 0,02 mm et 0,1 mm par mètre—provoque une pénétration plus profonde du poinçon aux extrémités de la pièce qu’au centre.
Il en résulte le fameux “ effet canoë ”, où le centre d'un long pli est moins plié de 2 à 5° par rapport aux extrémités. Les presses plieuses servo‑électriques modernes contournent ce problème grâce à des bâtis ultra‑rigides usinés à une planéité table‑coulisseau ≤ 0,02 mm, maintenant des tolérances angulaires serrées sur des longueurs de 4 mètres sans réglage. Les presses hydrauliques standards, en revanche, manquent de cette rigidité structurelle intrinsèque et doivent compter sur le bombage pour obtenir des résultats comparables.
Sans système de bombage hydraulique CNC—qui ajuste automatiquement les segments de coulisseau sur des zones de 50 à 100 mm—les opérateurs de machines anciennes n'ont que des solutions de fortune. Ils calent l’outillage ou passent au matriçage. Le matriçage applique une force extrême pour amincir le matériau et provoquer une déformation plastique complète, annulant ainsi la déflexion du bâti. La contrepartie est lourde : le temps de réglage est triplé, les exigences de tonnage explosent et l’usure de l’outillage s’accélère. En revanche, les ateliers qui équipent leurs machines de vérins de bombage reliés à des boucles de retour CNC réduisent couramment les rebuts dus à l“” effet canoë » de 15% à environ 2% lors du pliage de tôle d’acier de 12 mm.
Prévention des catastrophes : Pour toute pièce dont la longueur dépasse 1,5× la distance entre les montants latéraux, vérifiez que la course de bombage disponible correspond au tonnage requis. Utiliser une presse plieuse ancienne sans bombage garantit presque l’apparition de l’effet canoë sur jusqu’à 70% de pièces longues—sauf si vous recourez au matriçage.
Un pliage à l’air précis dépend du contrôle du retour élastique—la tendance du métal à revenir vers sa forme initiale une fois la pression relâchée. L’acier inoxydable revient généralement de 3 à 5°, tandis que l’acier doux ne se détend que de 1 à 2°. Pour obtenir un vrai 90°, la machine doit plier au‑delà de l’angle final de manière précise (par exemple à 86° ou 88°) et maintenir le coulisseau au point mort bas pendant une temporisation contrôlée afin de soulager les contraintes internes.
Les presses mécaniques anciennes ne peuvent tout simplement pas exécuter cette séquence. Leurs frappes entraînées par embrayage délivrent une force avec une variation de ±15%. Comme le coulisseau est propulsé par l’inertie du volant, il ne peut pas s’arrêter en milieu de course pour une temporisation contrôlée, ni atteindre la précision de positionnement de 0,01 mm nécessaire pour régler de façon répétée un sur‑pliage précis de 4°.
La conséquence est l’absence totale de tolérance vis‑à‑vis des variations de matériau. Essayer de plier à l’air de l’acier à haute résistance sur une presse mécanique des années 1970 revient à faire des suppositions éclairées. Les relevés d’usure de l’outillage montrent que ces ateliers mettent au rebut environ 30% de pièces supplémentaires par rapport aux utilisateurs d’hydrauliques, principalement à cause de la déflexion du poinçon induite par un mauvais parallélisme coulisseau‑table.
Prévention des catastrophes : Si vous utilisez une presse mécanique ancienne, limitez le pliage à l’air à l’acier doux de moins de 2 mm d’épaisseur. Toute épaisseur ou dureté supérieure impose un pliage en fond de matrice ou un matriçage. Aucune dextérité opérateur ne pourra empêcher un pliage à l’air nominal de 90° de revenir à 92° sur ces machines.
Lors de l’examen d’un devis, ignorez la taille de l’écran et regardez plutôt ce que les mains de votre opérateur doivent réellement faire. Sur une machine NC, l’opérateur joue les surveillants permanents—chargeant la tôle, puis ajustant manuellement angles, dimensions et alignement après quelques pliages. La profondeur de course est réglée “ au feeling ”, sans retour d’information, ce qui génère régulièrement une variation de ±1° à 3°. Sur des travaux en inox ou en acier à haute résistance, ces approximations peuvent mettre au rebut 20 à 30% de la production.
Le CNC change le rôle de surveillant à superviseur. Le véritable progrès n’est pas l’écran tactile—ce sont les axes Y1 et Y2 synchronisés. Les butées arrière NC peuvent se déplacer à 100 mm/s, mais les charges décentrées imposent encore un réglage manuel, déformant lentement la barre de torsion mécanique après quelques centaines de cycles. Une presse plieuse CNC utilise des codeurs linéaires pour corriger le parallélisme en temps réel, fonctionnant à 200–400 mm/s sans déformation. Résultat : un seul opérateur peut réaliser des prototypes complexes qui submergeraient une équipe NC de deux personnes, réduisant le temps de réglage de 30 minutes à environ cinq.
Les commerciaux aiment citer le tonnage de pointe—“ 100 tonnes ”—comme s’il était toujours disponible. Ce n’est pas le cas. Ce qui compte, c’est le tonnage effectif: la force réellement obtenue au milieu du pli. Sur les machines NC, la barre de torsion mécanique peut perdre 15 à 20% de sa force par flexion sous des charges partielles, comme un décalage de 60% sur une pièce de 10 pieds. Les opérateurs compensent en sur‑enfonçant, ce qui fissure les matrices et déforme de façon permanente la barre de torsion.
Les systèmes CNC répondent à ce besoin grâce à des valves proportionnelles qui délivrent avec précision le tonnage requis, en temps réel. Entrez une limite d’élasticité du matériau — disons 50 ksi pour l’acier inoxydable — et le contrôle limite la force à 80% pour empêcher toute dérive de l’axe Y. C’est l’essence même du flux de travail “ configurer et oublier ”, quelque chose que les systèmes NC ne peuvent tout simplement pas offrir. Acheter uniquement sur la base du tonnage maximal revient à payer pour une puissance que vous ne pouvez pas utiliser en toute sécurité sans endommager vos outils.
Une CNC hydraulique de $150k ne résoudra pas le retour élastique en pliage à l’air sur l’acier 4140 si votre équipe continue le matriçage sans verrouillage approprié de la matrice en V. La précision vient du calcul, pas des dépenses en capital. La limite d’élasticité du matériau détermine les 2 à 5° de surpliage requis — pas la puissance du vérin. Les opérateurs non formés devinent, brûlant dix essais de pliage par configuration et appellent cela “ réglage ”.”
Une presse plieuse CNC peut stocker 1 000 programmes, mais si votre stratégie de pliage ignore le facteur K — généralement de 0,33 à 0,50 pour l’acier doux et autour de 0,45 pour l’inox — vous ne faites qu’automatiser la production de rebuts. Les ateliers qui suivent réellement leurs données de formage découvrent systématiquement que près de 80% des soi‑disant “ pannes machine ” sont en réalité des inadéquations de stratégie. Sans formation adéquate sur l’évitement des charges partielles, même une machine haut de gamme produira des torsions de barres et des pièces rejetées.
Vous n’avez pas besoin d’un nouveau bon de commande pour améliorer la précision dès demain. Commencez sur le plancher de production en classant les travaux selon la physique des machines que vous possédez déjà. Si vous utilisez une presse plieuse hydraulique NC, cessez de lui demander un pliage à l’air de haute précision sur de la tôle épaisse : c’est simplement la mauvaise application.
Réservez le pliage à l’air pour l’aluminium de moins de 0,125 po, où un surpliage contrôlé de 3° et un poinçon flottant restent gérables. Passez au matriçage pour toute plaque de plus de 0,25 po. Cette approche évite la pénalité de tonnage triple du “ coinage ”, qui peut détruire les outils en aussi peu que 200 cycles. La « dérive » dont se plaignent les opérateurs n’est généralement pas un problème hydraulique ; il s’agit plutôt de demander à un système à barre de torsion d’agir comme un encodeur linéaire. Corrigez la méthode, et la performance de la machine suivra.


















