

Вы измеряете готовый угол на детали из нержавеющей стали 304: 88 градусов. По чертежу нужно 90. Вы пытаетесь подогнуть ещё раз — и отбортовка трескается. Этот единственный бракованный элемент обошёлся в $500 материалов и труда, не говоря уже о реальном ущербе: сорванный срок отгрузки. Виноват оператор. Виновата старая гидравлика. Но истинную причину трудно заметить. Разница между прибыльной партией и тележкой, полной брака, редко заключается в тоннаже или квалификации оператора — дело в фундаментальном непонимании того, какой метод гибки на самом деле требует данный материал.
Когда уровень брака начинает увеличиваться, большинство менеджеров по производству начинают подыскивать новое оборудование, предполагая, что более качественная техника решит физическую проблему. Они сравнивают электрические и гидравлические приводы, тщательно изучают таблицы тоннажа и считают количество осей. Однако данные неизменно показывают: самый дорогой “тип листогибочного пресса” — это тот, который используется с неправильным методом гибки.
Когда деталь не проходит проверку, инстинктивно начинают искать причину в станке. Был ли дрейф по оси Y? Потеря давления из‑за изношенной гидравлики? Хотя старые гидравлические прессы — часто начальные системы стоимостью около $50,000 — известны потерями энергии и сложным обслуживанием, они редко становятся корнем трещин на отбортовке или недогнутых углов. Чаще проблема возникает от попытки заставить пресс, рассчитанный на осаживание, работать с точной воздушной гибкой, или наоборот — попытки заставить оснастку для воздушной гибки вести себя как инструмент для осаживания.
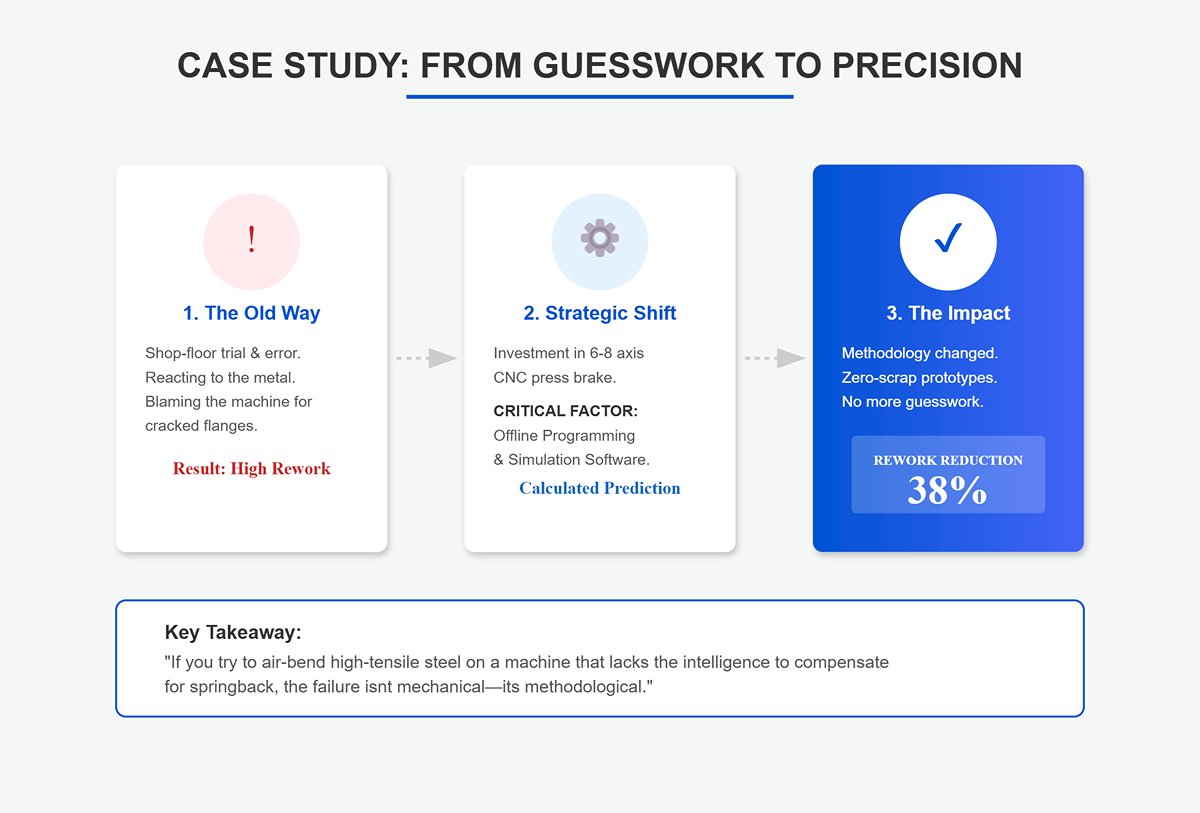
Недавний пример — фабрика в Южной Корее, которая инвестировала в 6–8‑осевой ЧПУ‑листогиб. Сам станок был ультрасовременным, но оборудование не стало ключевым моментом. Реальные выгоды принесло программное обеспечение для офлайн‑программирования и симуляции, поставляемое вместе с ним. Переведя метод гибки с проб и ошибок на заводском полу на цифровое прогнозирование, предприятие сократило переделки на 38% всего за три месяца.
Завод инвестировал не просто в лучшую машину; он переопределил подход к гибке. Вместо реакции на металл команда начала рассматривать каждый изгиб как рассчитанное прогнозирование. Компании, гонящиеся за так называемой “магией ЧПУ”, часто упускают этот нюанс. Если попытаться выполнить воздушную гибку высокопрочной стали на станке, который не обладает достаточной жёсткостью или софтверным интеллектом для компенсации сильного упругого возврата, проблема будет не механической, а методологической. Сокращение переделок на 38% было достигнуто за счёт визуализации гибов в офлайн‑режиме и превращения догадок оператора в безотходные прототипы — что вполне возможно даже на среднеуровневых синхро‑гидравлических системах, когда метод выбрана правильно.
Существует прямая математическая зависимость между уровнем брака и валовой прибылью, но многие цеха не согласовывают выбор станка с источниками материала. При обычной штамповке и лазерной резке листового металла уровень брака обычно достигает 15,9% и выше. Когда этот лист поступает на листогиб, вы уже начинаете с дефицита выработки материала.
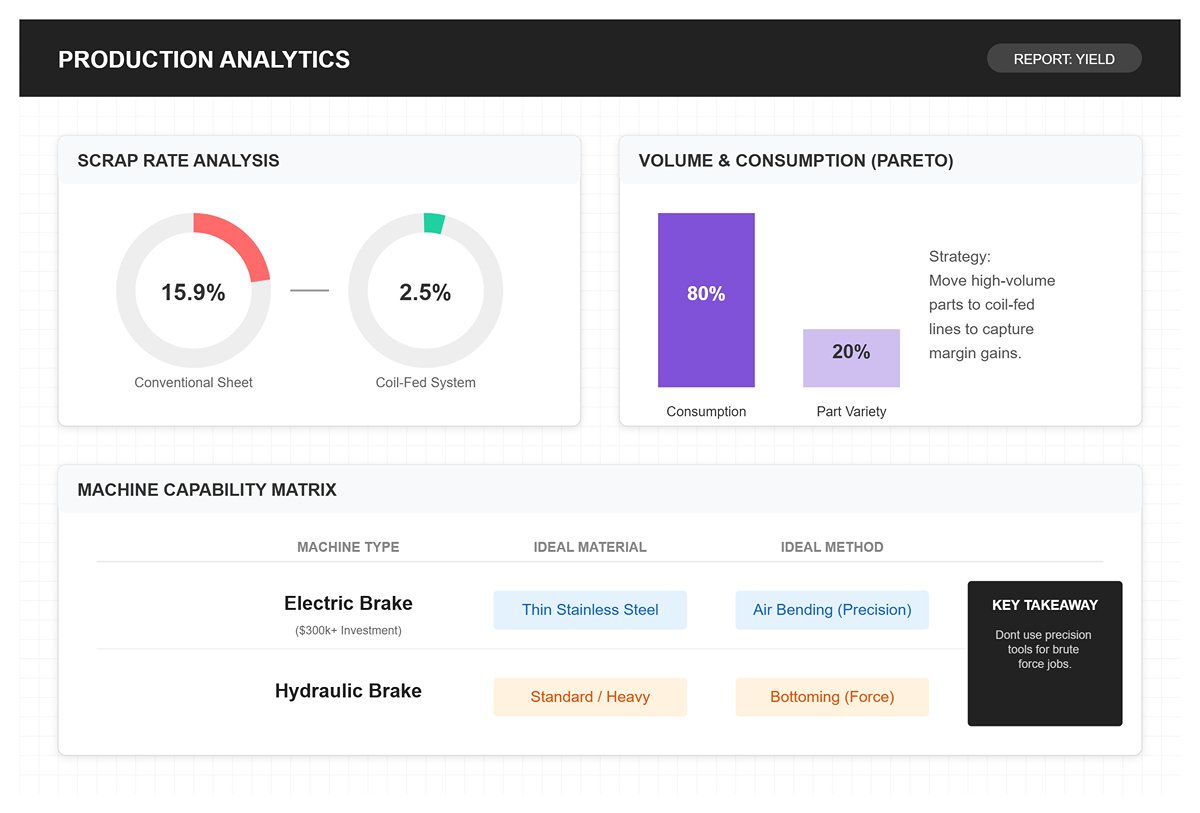
“Скрытая связь” заключается в том, что способ подачи материала напрямую определяет, какой тип пресса будет наиболее эффективен. Перевод массовых деталей — которые по анализу Парето обычно составляют 80% от общего потребления материала — на линии листогиба с подачей из рулона может снизить брак до всего 2–3%. Возвращённый материал напрямую преобразуется в прирост маржи, который невозможно достичь только обучением операторов.
Чтобы добиться этого, необходимо ясно понимать ограничения станка. Электрический листогиб, зачастую стоящий более $300,000, обеспечивает точность, необходимую для воздушной гибки тонкой нержавейки — там, где гидравлика может приложить неравномерное усилие и вызвать трещины по краю. Но отдавать высокотоннажную работу по осаживанию на тот же электрический станок — неэффективное вложение капитала. Самая дорогая ошибка — это не ошибка оснастки на $500, а попытка использовать один тип листогиба как универсальное решение. Каждый 1% сокращения брака напрямую увеличивает прибыльность работы листогиба, но это происходит только тогда, когда тип станка (электрический vs. гидравлический), форма материала (лист vs. рулон) и метод гибки (воздушная vs. осаживание) согласованы с намерением.
Десятилетиями отрасль полагалась на так называемое “золотое ухо” мастера‑оператора — ветерана, который на интуитивном уровне знал, насколько нужно перегнуть сталь A36, чтобы она вернулась ровно в 90°. Сейчас эта зависимость стала обузой. Развитие металлургии привело к появлению высокопрочных сплавов, чьё поведение при упругом возврате меняется не только по марке, но и по партии производства. Никакая интуиция не способна надёжно предсказать, как поведёт себя один лист высокопрочной стали по сравнению с другим, согнутым часом ранее.
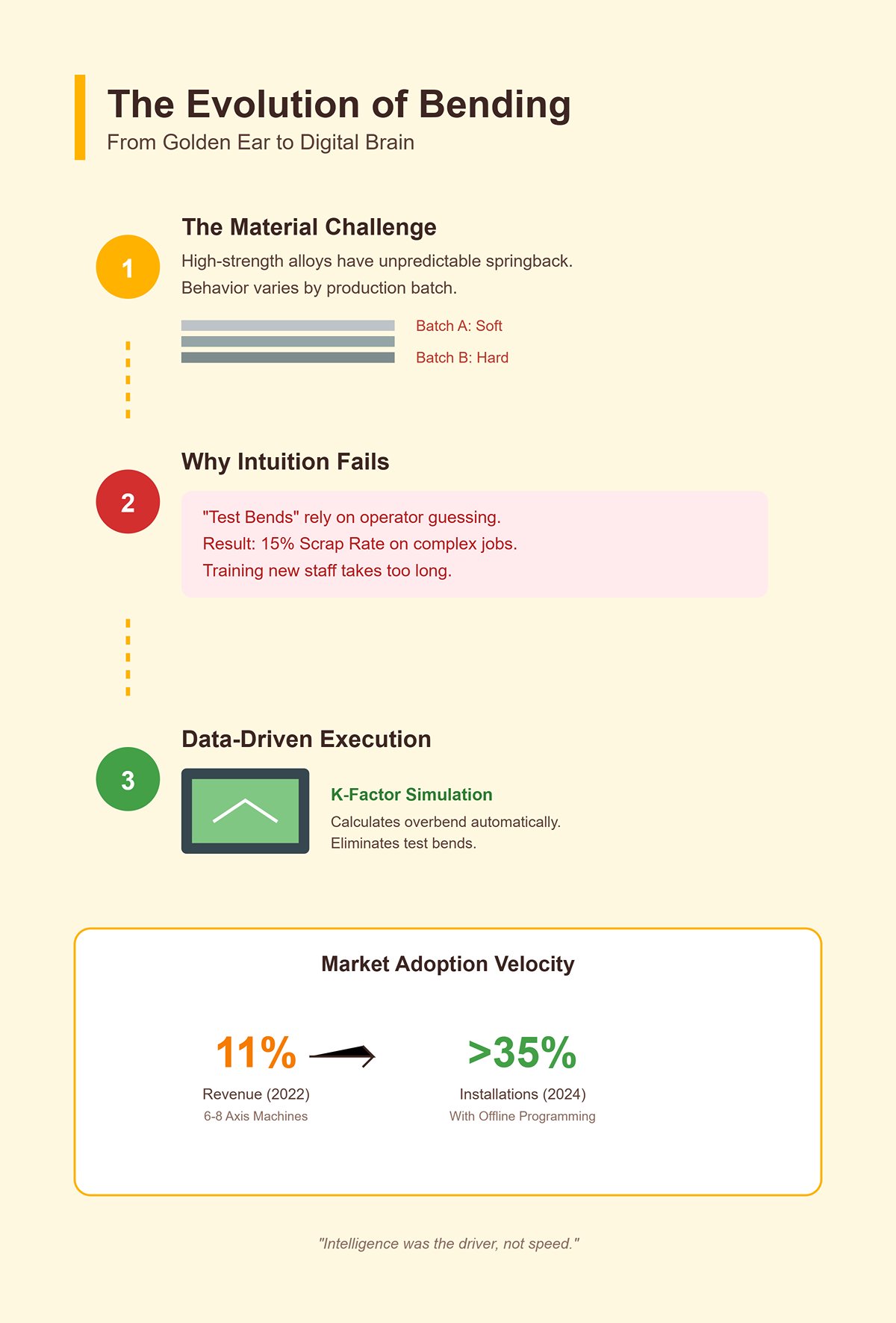
Это изменение объясняет, почему 6–8‑осевые машины заняли 11% совокупной выручки рынка в 2022 году. Главным драйвером была не скорость, а интеллект. Эти машины используют программную симуляцию для прогнозирования упругого возврата ещё до того, как траверса начнёт движение. К 2024 году более 35% установленных в Северной Америке листогибов имели многоосевой ЧПУ с офлайн‑программированием. Отрасль постепенно уходит от “пробных гибов”, которые на сложных работах могут увеличивать брак до 15%, в пользу выполнения, основанного на данных.
В современной металлообработке реальным инструментом “предотвращения катастроф” является уже не опытная рука, а точная симуляция коэффициента K. Одна фабрика полностью отказалась от пробных гибов, включив в программы до начала производства параметры пластичности сплава. Программное обеспечение автоматически вычисляло требуемое перегибание, делая интуицию оператора неактуальной. В условиях, когда время на обучение новых операторов нужно сокращать вдвое, просто чтобы укомплектовать смену, попытка заставить человека компенсировать законы физики оказывается куда дороже, чем инвестиция в лучшее ПО.
Воздушная гибка — это стандартный метод в современной точной металлообработке, ценящийся за возможность формировать широкий диапазон углов с одним комплектом оснастки. Однако такая гибкость полностью зависит от способности станка контролировать и компенсировать естественное сопротивление материала.
При воздушной гибке пуансон опускается в V‑матрицу, не доводя лист до дна инструмента. Материал касается только трёх точек: вершины пуансона и двух плеч матрицы. Поскольку пуансон проникает лишь на 30–50% глубины V‑матрицы, металл сохраняет значительную упругую память, что и является основной причиной упругого возврата.
Когда гидропресс возвращается в исходное положение, металл естественным образом стремится расслабиться и вернуться к своей первоначальной плоской форме. В случае мягкой стали запрограммированный изгиб на 90° стабильно «отпружинивает» до примерно 92°. Чтобы компенсировать это, операторы намеренно перегибают деталь — обычно на 2–5°, в зависимости от предела текучести материала. Эта задача становится гораздо более сложной при работе с нержавеющей сталью, где упругий возврат может изменяться на 1–2° при каждом изменении толщины на 0,001 дюйма. В результате операторы вынуждены рассчитывать углы перегиба с высокой точностью, а не полагаться на номинальную настройку глубины станка.
Главное преимущество гибки ’в воздухе» — использование одного V‑штампа с углом 85° для получения углов от 90° до 140° — одновременно и её уязвимое место. Конечный угол изгиба полностью определяется глубиной хода ползуна (ось Y). Чтобы удерживать угол стабильно, ползун должен повторять своё положение с точностью ±0,01 мм.
Старые гидравлические NC‑системы часто не справляются с этим. По мере нагрева гидравлической жидкости положение ползуна может смещаться настолько, что угол изгиба изменяется до 0,5°. Это смещение заставляет операторов выполнять три и более пробных гиба на каждую настройку, чтобы точно вывести угол. Современная гибка «в воздухе», напротив, опирается на передовые ЧПУ‑системы с оптическими датчиками или лазерными системами измерения угла, которые автоматически корректируют изгиб в реальном времени, сокращая объём брака и доработок до 60 % по сравнению с ручной регулировкой.
Для высокопрочных материалов, таких как сталь 4140 или AR500 (предел текучести выше 60 ksi), гибка “в воздухе” часто является единственным практичным вариантом. Принудительное прожимание этих сплавов до дна штампа грозит повреждением инструмента или катастрофическим разрушением материала. Вместо этого операторы используют метод «плавающего пуансона», останавливая ползун на 0,5–1 мм выше теоретической глубины для заданного угла. Это распределяет напряжение более равномерно вдоль радиуса изгиба, а не концентрирует его на кончике пуансона. Хотя эта техника устраняет трещины по краю, встречающиеся примерно в 70 % жёстких установок, она требует высокоточной сервоэлектрической системы, на которую старые гидравлические прессы просто не способны.
Гибку в дне часто ошибочно считают просто “гибкой в воздухе с большей силой”. На практике это принципиально другой процесс — углы изгиба задаются геометрическим соответствием штампу, а не точным контролем глубины.
Если при гибке «в воздухе» материал лишь частично проникает в штамп, то при гибке в дне лист жёстко прижимается к плечам V‑штампа. Обычно это требует примерно вдвое большего усилия, чем гибка «в воздухе», однако цель здесь — не глубина проникновения, а механическое замыкание. Заставляя лист полностью принять угол штампа, гибка в дне сжимает упругую зону изгиба. Это геометрическое ограничение снижает упругий возврат до предсказуемого ±0,5°, обеспечивая постоянство углов без сложных расчётов глубины, как в случае гибки «в воздухе».
Успешная гибка в дне зависит от так называемого “правила V‑штампа”. Для мягкой стали толщиной менее 1/4″ оптимальное раскрытие V‑штампа составляет восемь толщин материала. Такое соотношение обеспечивает достаточный зазор для формирования изгиба и одновременно позволяет жёстко зафиксировать лист в плечах штампа в нижней точке хода. Уменьшение раскрытия до 6× толщины увеличивает потребную силу и повышает риск повреждения поверхности. Увеличение до 12× часто требуется для алюминия, чтобы предотвратить трещины, но дополнительный зазор создаёт больше упругого возврата, который приходится компенсировать более глубоким ходом.
Гибка в дне особенно эффективна при среднесерийных и крупносерийных заказах (500+ деталей) с однородным материалом, таким как оцинкованная сталь толщиной 10–20 гейдж. Так как итоговый угол определяется геометрией инструмента, а не глубиной хода ползуна, подготовка идёт быстрее и без проб‑и‑ошибок перегиба. Хотя гибка «в воздухе» даёт больше гибкости, её изменчивость может увеличить объём брака на 15 % при длительных сериях. Гибка в дне обеспечивает стабильный, повторяемый процесс, избегает экстремальных нагрузок, типичных для чеканки, продлевает срок службы инструмента и способна сократить общие затраты на заказ на 20–30 % при правильном применении.
Чеканка — самый старый и наиболее агрессивный метод гибки листового металла. Она полностью устраняет упругий возврат, навсегда изменяя внутреннюю структуру металла, но эта точность обходится дорого в плане нагрузки на станок и износа инструмента.
Чеканка не просто гнёт металл — она оставляет отпечаток. Пуансон принудительно проникает в материал, продвигая лист на 10–15 % за предел нейтральной оси и сжимая радиус изгиба до примерно 0,3× от исходной толщины. Такая экстремальная нагрузка — обычно в три‑пять раз больше, чем требуется для гибки «в воздухе» — резко наклёпывает зернистую структуру изгиба. Предел текучести в зоне воздействия возрастает на 20–30 %, а пластичность падает примерно на 40 %. Фактически «упругая память» металла стирается, создавая изгиб с практически нулевым упругим возвратом.
Большинство отрасли ушло от чеканки, поскольку современная ЧПУ‑гибка «в воздухе» обеспечивает достаточную точность без применения грубой силы. Высокая стоимость чеканки быстро проявляется в износе инструмента: наконечники пуансонов могут расплющиться и потерять точность уже после 1 000 ударов по стали толщиной 1/4″, изнашиваясь до пяти раз быстрее, чем инструменты для гибки «в воздухе». Тем не менее, чеканка всё ещё применяется в узкоспециализированных областях — например, при изготовлении авиационных компонентов с критическими кромками, или при формовке титана, где упругий возврат превышает 3° и выходит за пределы достоверного прогнозирования алгоритмов компенсации ЧПУ.
Выбор чеканки на практике означает обмен срока службы инструмента на размерную точность. Гибка, требующая 100 тонн при гибке «в воздухе», может потребовать 400–500 тонн при чеканке. При таком уровне нагрузки даже небольшие ошибки могут навсегда вдавить пуансон в матрицу. На материалах тверже алюминия 6061-T6 толщиной 0,187″ чеканка быстро повреждает и выводит из строя матрицы. Хотя она может компенсировать отклонение в 0,1°, реальная цена часто означает замену $2 000 комплектов инструмента каждые 5 000 циклов — компромисс, который мало какое предприятие может себе позволить.
Гидравлические листогибочные прессы часто считают статичными, непоколебимыми машинами — достаточно тяжёлыми, чтобы обеспечивать точность автоматически. На деле гидравлический пресс ведёт себя скорее как динамическая система, которая слегка меняет форму в процессе работы. Хотя они по-прежнему являются основным решением в промышленности для общего изготовления, поддержание точности в течение всей смены требует осознанного, активного контроля.
Истинный враг гидравлической эффективности — это не недостаток мощности, а перегрев. В условиях крупносерийного производства дрейф по оси Y становится наиболее заметным, когда синхронизированные цилиндры постепенно теряют параллельность примерно после 500 циклов. Постоянное давление повышает температуру масла, и по мере истончения гидравлической жидкости и расширения ползуна повторяемость может снизиться с точности ±0,01 мм до гораздо менее приемлемых ±0,05 мм.
На детали длиной 3 метра этот дрейф может привести к ошибкам угла от 0,5 до 1 мм, если своевременно не подкорректировать ползун. Настройка, идеально работающая в 8:00 утра, может незаметно начать производить брак уже к 10:30. Синхро-гидравлические машины пытаются компенсировать это цифровыми системами управления, поддерживающими синхронность нескольких цилиндров, но они не могут преодолеть фундаментальные законы теплового расширения. Опытные цеха борются с этим, внедряя 10-секундные паузы между циклами для отвода тепла или переходя на конструкции с механической «гайкой-стопором». Те устраняют дрейф при выполнении сложных операций, но снижают гибкость, когда требуется переменный тоннаж для толстых плит.
Несмотря на необходимость управления температурой, гидравлические листогибочные прессы по-прежнему доминируют в изготовлении тяжёлых плит по одной главной причине — масштабируемости. Ни одна другая технология не может реально достичь 3 000 тонн на рабочем столе длиной 50 футов. При гибке титана или толстых цветных металлов сдвоенные гидравлические установки могут соединять несколько машин, эффективно удваивая ёмкость гибки — без прогиба ползуна, который ограничивает другие приводы.
Гидравлические цилиндры также обеспечивают переменное управление скоростью и контролируемый обратный ход, необходимые для приложений с нагрузкой 100–300 тонн, которые быстро разрушили бы электроприводы. Будь они выполнены с верхним или нижним действием — жертвуя немного последовательностью хода ради увеличенного пространства под крупные заготовки толщиной более 0,25 дюйма — гидравлический листогибочный пресс остаётся единственным практичным выбором, когда задание требует длительной, грубой силы на обширной площади.
Если гидравлика — это кувалда, то сервопривод — скальпель. Они жертвуют неограниченным тоннажем ради скорости, точности и эффективности. Используя серводвигатели, которые находятся в режиме ожидания, а не работают постоянно, эти прессы могут снизить энергопотребление на 30–40% по сравнению с гидравлическими системами при операциях до 50 тонн.
Отсутствие гидравлического масла полностью исключает риск утечек, а также убирает необходимость постоянного обслуживания фильтров, уплотнений и системы управления жидкостью. Вместо этого плунжеры, приводимые в движение шарико-винтовыми передачами, обеспечивают усилие с повторяемостью ±0,005 мм и могут работать со скоростью до десяти раз быстрее гидравлики при коротких ходах. Такая комбинация делает сервопресс идеальным выбором для производств с большим разнообразием изделий и малым объёмом партий, где решающими становятся время цикла, точность и чистая рабочая среда.
Электроприводы преобразили процесс точной гибки с воздушным зазором, решая проблему пружинящего восстановления динамически, а не методом проб и ошибок. Замкнутая система обратной связи с сервоприводом позволяет машине в реальном времени ощущать сопротивление материала и автоматически компенсировать его — зачастую осуществляя «перегиб» на 2–3° при работе с высокопрочными материалами без необходимости пробных ударов или ручной регулировки.
Это преимущество наиболее заметно при работе с тонкими листами (менее 0,25 дюйма), где гибка с воздушным зазором выполняется «плавающими» пуансонами. Встроенные в ползун нониусы или ЧПУ-линейки синхронизируют позиционирование с точностью до ±0,1°, позволяя электрическим листогибочным прессам значительно превосходить гидравлические при изготовлении прототипов и малых серий, где основное ограничение — время настройки, а не скорость формовки.
Тем не менее у сервоприводных технологий есть твёрдая верхняя граница. Толстая нержавеющая сталь — особенно толщиной свыше 0,187 дюйма (4,7 мм) — именно то место, где эти системы начинают испытывать трудности. Крутящий момент сервоприводов обычно ограничивается примерно 300 тоннами; попытка превысить этот порог грозит перегревом двигателя и остановкой проникновения пуансона.
На нержавеющей стали 304 или 316 толщиной более 10 мм постоянное усилие, необходимое для завершения гиба, может перегрузить электрические приводы, что приводит к деформации материала, трещинам по краям и незавершённым формам. Мастерские, которые пытаются насильно использовать серво-электрические прессы в этом диапазоне, часто сталкиваются с ростом отходов на 15–20 % при структурных гибах. В случае с нержавеющей сталью большого сечения та эффективность, которая определяет электрические приводы, становится недостатком, и единственным жизнеспособным решением остаётся грубая, непрерывная мощь гидравлики.
Гибридные листогибы находятся на пересечении серво-точности и гидравлической мощности. Комбинируя сервоуправляемое движение с гидравлическими бустерами, создающими давление только по запросу, эти системы сокращают выделение тепла примерно на 80 % и значительно уменьшают объём масла по сравнению с традиционными гидравлическими машинами, при этом предоставляя необходимое усилие для сложных задач.
Серво-насосы включаются только тогда, когда ползун в движении, обеспечивая изящество электрических машин — низкое энергопотребление и чистую работу — и одновременно предоставляя грубую силу, необходимую для работ с плитами весом более 1 000 тонн. Хотя первоначальные затраты выше, гибридные системы обеспечивают равномерную производительность на широком спектре материалов и позволяют ускорить переналадку на 25 % за счёт автоматического зажима. В результате вы получаете настоящую гидравлическую мощь без хронического обслуживания и неприятностей с масляными подтёками.
На противоположном конце спектра находится механический листогиб. Приводимый маховиком и муфтой сцепления, этот тип машины обеспечивает молниеносную скорость — до 500 ходов в минуту — что делает его эффективным для задач с высокой повторяемостью, таких как пробивка или простое чеканение. Но эта скорость имеет свою цену: механические листогибы абсолютно не терпят современных технологий обработки.
Механические прессы работают с фиксированным ходом, полностью игнорируя эффект обратного пружинения. Это вынуждает операторов выполнять гиб “в упор”, что может разрушить инструмент при работе с современными сплавами с разным пределом прочности. После начала цикла маховик блокирует установку — это идеально для массовой обработки мягкой стали, но крайне опасно для процессов под управлением ЧПУ. Без возможности микрорегулировок для корректировки угла даже 1° отклонения может отправить всю партию в брак. Проблему усугубляет то, что многие старые машины лишены систем компенсации прогиба, что приводит к «лодочному» изгибу длинных деталей. В современном цехе, ориентированном на точность, механический листогиб — это скорее опасный раритет, чем рабочая лошадка.
Большая часть отрасли считает, что выбор машины и метода гибки — это независимые решения, как будто оборудование и техника могут сочетаться произвольно. Это фундаментальное заблуждение. Физические характеристики машины — в частности, её привод и жёсткость рамы — определяют, какие методы гибки математически возможны, а какие неизбежно приведут к браку. Вы не выбираете гиб "в упор" на старом механическом листогибе; машина принимает это решение за вас.
Понимание этой матрицы совместимости — это граница между прибыльной серией и контейнером, полным переделки. Когда метод гибки навязывается машине, у которой нет необходимого контроля усилия или повторяемости, вы боретесь не только с материалом, но и с фундаментальными механическими ограничениями самого ползуна.
Основная причина, по которой старые механические листогибы испытывают трудности с надёжной воздушной гибкой, — плохая синхронизация ползуна. В отличие от современных ЧПУ-машин, где серво-приводы с обратной связью постоянно контролируют и корректируют положение, старые механические прессы работают на маховике и муфте сцепления. Эта конструкция изначально допускает “плавание” ползуна, вызывая смещение осей Y1/Y2 до 0,05 мм на каждом ходе.
В воздушной гибке, где конечный угол контролируется исключительно глубиной проникновения пуансона, отклонение в 0,05 мм губительно. На крупносерийном производстве с использованием мягкой стали 3 мм такое смещение достаточно, чтобы углы гиба вышли далеко за допуски, поднимая уровень брака до 25–40 %. Никакое мастерство программирования не способно компенсировать такую механическую нестабильность.
В результате эти машины фактически вынуждают операторов выполнять гиб "в упор". При полном вдавливании пуансона в V-образное отверстие глубина ползуна перестаёт быть переменной — упор штампа становится жёстким механическим ограничителем. Материал принуждён принять форму независимо от того, где иначе остановился бы ползун. Хотя этот подход стабилизирует угол гиба, цена высока: требования к усилию обычно возрастают в 2–3 раза по сравнению с воздушной гибкой. Этот метод «в лоб» уменьшает вариацию угла, но резко ускоряет износ, сокращая срок службы инструмента до 50 % при работе с абразивными материалами, такими как нержавеющая сталь.
Предотвращение катастроф: Проверяйте параллельность ползуна каждый день. Если отклонение превышает 0,03 мм, не пытайтесь выполнять воздушную гибку точных деталей. Либо переключитесь на гибку "в упор", чтобы механически зафиксировать угол, либо модернизируйте систему до гидравлической синхронизации с точностью 0,01 мм.
Когда на длину стола более 2 метров прикладывается сила свыше 100 тонн, прогиб рамы неизбежен. Ползун изгибается вверх в центре, в то время как станина прогибается вниз. На гидравлических машинах без компенсации (crowning) этот прогиб — обычно от 0,02 мм до 0,1 мм на метр — приводит к тому, что пуансон проникает глубже на концах детали, чем в центре.
Результат — хорошо известный “эффект каноэ”, когда центр длинного гиба недогнут на 2–5° по сравнению с концами. Современные сервоприводные электро-гибочные прессы решают эту проблему с помощью сверхжёстких рам, обработанных до плоскостности ≤0,02 мм между столом и ползуном, что позволяет удерживать жёсткие угловые допуски на длине 4 метра без корректировок. Обычные гидравлические прессы, однако, не имеют такой врождённой структурной жёсткости и вынуждены полагаться на компенсацию, чтобы достигать сопоставимых результатов.
Без системы ЧПУ‑компенсации, автоматически регулирующей сегменты ползуна в зонах по 50–100 мм, операторы на устаревших машинах вынуждены прибегать к грубым ухищрениям. Либо подкладывать прокладки под инструмент, либо переходить на продавливание (coining). При продавливании прикладывается экстремальное давление, чтобы истончить материал и вызвать полную пластическую деформацию, фактически компенсируя прогиб рамы. Цена этого метода высока: время наладки утрояется, потребная сила резко возрастает, а износ инструмента ускоряется. В то время как цехи, модернизировавшие прессы установкой цилиндров компенсации, связанных с контуром обратной связи ЧПУ, обычно снижают брак по “эффекту каноэ” с 15% примерно до 2% при гибке стальных листов толщиной 12 мм.
Предотвращение катастроф: Для любой детали длиннее, чем 1,5× расстояние между боковыми стойками, убедитесь, что доступный ход компенсации соответствует требуемому усилию. Эксплуатация старого гибочного пресса без компенсации почти гарантирует проявление «эффекта каноэ» у до 70% длинных деталей — если только вы не прибегнете к продавливанию.
Точная воздушная гибка зависит от контроля упругого возврата — стремления металла вернуться к исходной форме после снятия давления. Нержавеющая сталь обычно возвращается на 3–5°, а мягкая сталь — лишь на 1–2°. Чтобы получить ровно 90°, машина должна точно перегнуть заготовку (например, до 86° или 88°) и удерживать ползун в нижней мёртвой точке с контролируемой выдержкой для снятия внутренних напряжений.
Старые механические прессы просто не могут выполнить эту последовательность. Их ход, приводимый сцеплением, даёт силу с разбросом ±15%. Поскольку ползун движется за счёт инерции маховика, он не может остановиться на середине хода для выдержки, и не способен достичь требуемой точности позиционирования в 0,01 мм, необходимой для стабильной настройки перегиба на 4°.
В итоге отсутствует запас на колебания свойств материала. Попытка воздушного гиба высокопрочной стали на механическом прессе 1970‑х годов — не более чем обоснованное угадывание. Записи об износе инструмента показывают, что такие цеха отправляют в брак примерно на 30% больше деталей, чем пользователи гидравлических машин, в основном из‑за прогиба пуансона, вызванного плохим параллелизмом ползун‑станина.
Предотвращение катастроф: Если вы работаете на старом механическом прессе, ограничьте воздушный гиб мягкой сталью толщиной до 2 мм. Всё, что толще или твёрже, требует нижнего гиба или продавливания. Никакое мастерство оператора не предотвратит того, что номинальный воздушный гиб на 90° «отскочит» до 92° на этих машинах.
При анализе коммерческого предложения игнорируйте размер экрана и смотрите на то, что руками реально придётся делать вашему оператору. На машине с НЧПУ оператор постоянно “сторожит процесс” — загружает лист, потом вручную подправляет углы, размеры и выравнивание после каждых нескольких гибов. Глубина хода задаётся «на ощупь», а не по обратной связи, что регулярно даёт разброс ±1°–3°. На нержавейке или высокопрочных заказах такое угадывание может отправить в брак 20–30% партии.
ЧПУ меняет роль оператора с «сторожа» на «надзирателя». Настоящее улучшение — не сенсорный экран, а синхронизированные оси Y1 и Y2. НЧПУ‑задние упоры могут перемещаться со скоростью 100 мм/с, но при смещённой загрузке всё равно требуется ручная подстройка, постепенно деформирующая механическую торсионную балку после нескольких сотен циклов. Пресс с ЧПУ использует линейные энкодеры для коррекции параллелизма в реальном времени, работая на скоростях 200–400 мм/с без деформаций. Итог: один оператор может работать со сложными прототипами, которые перегрузили бы двух человек на НЧПУ, сокращая время наладки с 30 минут примерно до пяти.
Продавцы любят называть пиковое усилие — “100 тонн” — как будто оно всегда доступно. Это не так. Важно эффективное усилие: сила, которую вы реально получаете в середине гиба. На НЧПУ машинах механическая торсионная балка может терять 15–20% своего усилия из‑за прогиба при частичной загрузке, например, при 60% смещении на детали длиной 10 футов. Операторы компенсируют это чрезмерным давлением, что приводит к растрескиванию матриц и постоянной деформации торсионной балки.
Системы ЧПУ решают эту задачу с помощью пропорциональных клапанов, которые в реальном времени подают точно необходимое усилие. Введите предел текучести материала — например, 50 ksi для нержавеющей стали — и система ограничит усилие на уровне 80%, чтобы предотвратить дрейф по оси Y. Это и есть суть рабочего процесса “настроил и забыл”, чего системы NC просто не могут предложить. Покупка только по максимальному усилию означает, что вы платите за мощность, которую нельзя безопасно использовать, не разрушив инструмент.
Гидравлический ЧПУ пресс с усилием $150k не устранит обратную пружинистость при воздушной гибке стали 4140, если ваша команда всё ещё работает с упором без правильной фиксации V-матрицы. Точность исходит из расчёта, а не из капитальных вложений. Предел текучести материала определяет необходимость 2–5° дополнительного перегиба — а не мощность ползуна. Необученные операторы действуют наугад, выполняя по десять пробных гибов на каждую настройку и называя это “доводкой”.”
Пресс‑гиб ЧПУ может хранить 1000 программ, но если ваша стратегия гибки игнорирует K‑фактор — обычно 0,33–0,50 для мягкой стали и около 0,45 для нержавейки — вы всего лишь автоматизируете производство брака. Цеха, которые действительно отслеживают параметры гибки, регулярно обнаруживают, что почти 80% так называемых “поломок оборудования” на самом деле являются несоответствием стратегий. Без правильного обучения избеганию неполной нагрузки даже машина топ‑класса будет давать скручивание и брак деталей.
Чтобы повысить точность уже завтра, не нужно оформлять новый заказ на оборудование. Начните на производстве, сортируя задания по физическим возможностям станков, которые уже есть. Если вы используете гидравлический пресс‑гиб NC, перестаньте заставлять его выполнять высокоточный воздушный изгиб толстой плиты — это просто неправильная задача для него.
Оставляйте воздушную гибку для алюминия толщиной менее 0,125 дюйма, где контролируемый перегиб на 3° и плавающий пуансон легко осуществимы. Для листа толще 0,25 дюйма переходите на гибку с упором. Этот подход избегает трёхкратного штрафа по усилию при чеканке, которая может разрушить инструмент уже за 200 циклов. “Дрейф”, на который жалуются операторы, редко связан с гидравликой; чаще это результат попытки заставить систему с торсионным валом работать как линейный энкодер. Исправьте метод — и производительность машины пойдёт следом.


















