

تقيس الزاوية النهائية لقطعة من الفولاذ المقاوم للصدأ 304: 88 درجة. المخطط يتطلب 90. تحاول إعادة الثني مرة أخرى — فينكسر الحافة. تلك القطعة المهدورة وحدها أحرقت $500 في المواد والعمالة، ناهيك عن الضرر الحقيقي: تأخر في موعد الشحن. يتم إلقاء اللوم على المشغل. ويتم إلقاء اللوم على النظام الهيدروليكي القديم. لكن السبب الحقيقي أصعب في الرؤية. الفرق بين تشغيل مربح وعربة مليئة بالخردة نادرًا ما يكون في الحمولة أو مهارة المشغل — بل هو سوء فهم جوهري للطريقة التي تتطلبها المادة فعليًا للثني.
عندما تبدأ معدلات الفاقد بالارتفاع، يبدأ معظم مديري التصنيع بشراء معدات جديدة، بافتراض أن الأجهزة الأفضل ستحل مشكلة فيزيائية. يقارنون بين المحركات الكهربائية والهيدروليكية، ويدققون في جداول الحمولة، ويحسبون المحاور. ومع ذلك، تُظهر البيانات باستمرار ما يلي: أغلى “نوع مكبح ضغط” هو ذلك المقترن بطريقة الثني الخاطئة.
عندما تفشل قطعة في الفحص، يكون الدافع هو التحقيق في الآلة. هل كان هناك انحراف في محور Y؟ فقدان ضغط بسبب الهيدروليكا المتعبة؟ رغم أن مكابح الضغط الهيدروليكية القديمة — وغالبًا الأنظمة الابتدائية التي تبدأ بسعر يقارب $50,000 — معروفة بفقدان الطاقة وكثرة الحاجة إلى الصيانة، إلا أنها نادرًا ما تكون السبب الجذري لتشقق الحواف أو الزوايا الضحلة. غالبًا ما يحدث الفشل نتيجة مطالبة مكبح مصمم للثني السفلي بأن يقدم دقة ثني هوائي، أو إجبار إعداد ثني هوائي على التصرف كأداة ثني سفلية.
يأتي مثال حديث من مصنع تصنيع كوري جنوبي استثمر في مكبح ضغط CNC ذو 6–8 محاور. كانت الآلة بحد ذاتها من أحدث الطرازات، لكن العتاد لم يكن نقطة التحول. المكاسب الحقيقية جاءت من برنامج المحاكاة والبرمجة الخارجية المرافق للآلة. من خلال تحويل طريقة الثني من التجربة والخطأ في أرض الورشة إلى التنبؤ الرقمي، قلل المصنع من إعادة العمل بنسبة 38% في غضون ثلاثة أشهر فقط.
لم يستثمر المصنع ببساطة في آلة أفضل؛ بل أعاد تعريف كيفية التعامل مع عملية الثني. بدلاً من التفاعل مع المعدن، بدأ الفريق بمعاملة كل عملية ثني كتوقع محسوب. الورش التي تطارد ما يسمى “السحر الرقمي لـ CNC” غالبًا ما تفوّت هذا التفصيل الدقيق. إذا حاولت الثني الهوائي للفولاذ عالي الشد على آلة تفتقر إلى الصلابة أو الذكاء البرمجي للتعويض عن الارتداد المرن الحاد، فالفشل ليس ميكانيكيًا — بل هو منهجي. جاء انخفاض إعادة العمل بنسبة 38% من تصور الثنيات مسبقًا وتحويل تخمين المشغل إلى نماذج أولية خالية من الفاقد، وهو أمر يمكن تحقيقه تمامًا حتى على أنظمة هيدروليكية متزامنة متوسطة المستوى عندما يكون الأسلوب قائمًا على منهج سليم.
هناك علاقة رياضية مباشرة بين معدل الفاقد والهامش الإجمالي، ومع ذلك تفشل العديد من الورش في مواءمة اختيارات الآلات مع مصادر المواد. ينتج عن الثقب التقليدي والقطع بالليزر للصفائح المعدنية معدلات فاقد تبلغ عادة 15.9% أو أكثر. وبمجرد أن تصل تلك الصفيحة إلى مكبح الضغط، تكون قد بدأت بالفعل من عجز في إنتاجية المادة.
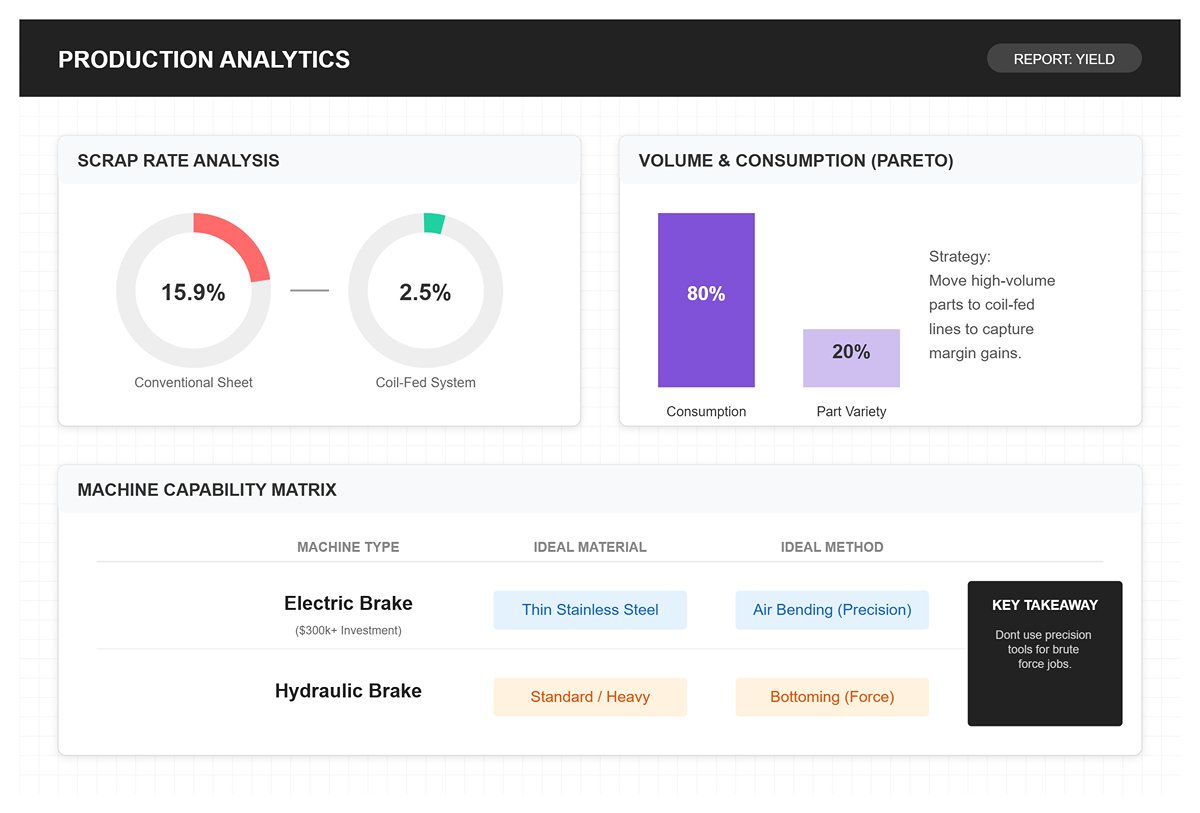
“الرابط الخفي” هو أن طريقة تسليم المادة تحدد مباشرة أي نوع من مكابح الضغط هو الأكثر كفاءة. نقل الأجزاء ذات الحجم الكبير — التي تمثل عادةً 80% من إجمالي استهلاك المواد وفقًا لتحليل باريتو — إلى خطوط مكابح ضغط تغذى باللفائف يمكن أن يقلل الفاقد إلى 2–3% فقط. هذه المواد المستعادة تتحول مباشرة إلى زيادات في الهامش لا يمكن لأي قدر من تدريب المشغلين وحده أن يحققها.
تحقيق ذلك يتطلب، مع ذلك، فهمًا واضحًا لحدود الآلة. مكبح الضغط الكهربائي، الذي غالبًا ما يزيد سعره عن $300,000، يوفر الدقة المطلوبة للثني الهوائي للفولاذ المقاوم للصدأ الرقيق — حيث يمكن للهيدروليكا أن تطبق قوة غير متساوية وتسبب تشقق الحواف. ولكن تكليف نفس الآلة الكهربائية عالية التكلفة بعمل ثني سفلية عالية الحمولة هو استخدام غير فعال لرأس المال. الخطأ الأغلى ليس خطأ الأدوات بقيمة $500؛ بل هو التعامل مع نوع واحد من المكابح على أنه حل شامل. كل انخفاض بنسبة 1% في الفاقد يحسّن مباشرة ربحية مكبح الضغط، لكن هذا التحسن لا يحدث إلا عندما يتوافق نوع الآلة (كهربائي مقابل هيدروليكي)، شكل المادة (صفيحة مقابل لفة)، وطريقة الثني (هوائي مقابل سفلي) مع نية واضحة.
لعقود، اعتمدت الصناعة على ما يسمى “الأذن الذهبية” للمشغل المخضرم — ذلك الذي يعرف بالفطرة مدى زاوية الثني الزائدة لفولاذ A36 بحيث يعود للاسترخاء إلى زاوية مثالية قدرها 90°. لقد تحول هذا الاعتماد الآن إلى عبء. فقد أدت التطورات في علم المعادن إلى ظهور سبائك عالية القوة يتفاوت سلوكها في الارتداد المرن ليس فقط حسب الدرجة، بل حسب دفعة الإنتاج. لا يمكن لأي مستوى من الحدس أن يتنبأ بشكل موثوق بكيفية تصرف صفيحة فولاذية عالية الشد مقارنة بتلك التي تم ثنيها قبل ساعة واحدة فقط.
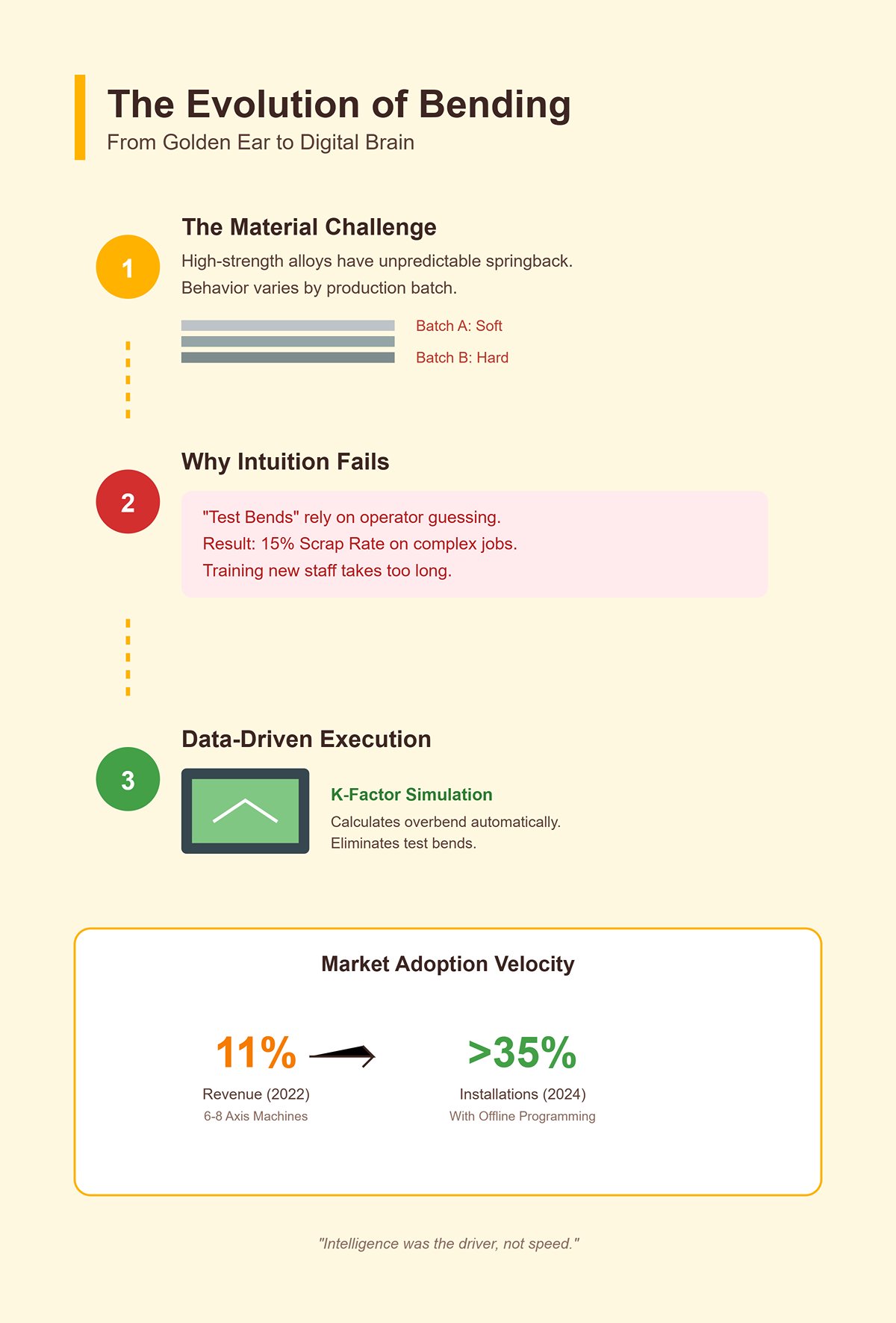
هذا التحول يفسر لماذا استحوذت الآلات ذات 6–8 محاور على 11% من إجمالي إيرادات السوق في عام 2022. لم تكن السرعة هي الدافع الأساسي — بل الذكاء. تستخدم هذه الآلات برامج محاكاة للتنبؤ بالارتداد المرن قبل أن يتحرك الكباس. وبحلول عام 2024، كانت أكثر من 35% من مكابح الضغط المثبتة في أميركا الشمالية مزودة بتحكم CNC متعدد المحاور مع برمجة خارجية. الصناعة تتخلى تدريجيًا عن “ثنيات الاختبار”، التي يمكن أن ترفع معدل الفاقد إلى 15% في الأعمال المعقدة، لصالح تنفيذ قائم على البيانات.
في التصنيع الحديث، لم يعد “أداة منع الكوارث” الحقيقية يدًا ماهرة، بل محاكاة دقيقة لعامل K. تمكنت منشأة واحدة من القضاء تمامًا على ثنيات الاختبار من خلال تضمين قابلية تمدد السبائك في برامجها قبل بدء الإنتاج. حسب البرنامج تلقائيًا مقدار الثني الزائد المطلوب، مما جعل إحساس المشغل غير ذي صلة. في بيئة يجب فيها تقليص وقت تدريب المشغلين الجدد إلى النصف لمجرد تغطية الورديات، يصبح مطالبة البشر بالتعويض عن الفيزياء أكثر تكلفة بكثير من الاستثمار في برامج أفضل.
يعد الثني الهوائي الطريقة الافتراضية في التصنيع الدقيق الحديث، ويُقدّر لقدراته على إنتاج مجموعة واسعة من الزوايا باستخدام إعداد أدوات واحد فقط. ومع ذلك، فإن تلك المرونة تعتمد كليًا على قدرة الآلة على التحكم والتعويض عن المقاومة الطبيعية للمادة.
في الثني الهوائي، ينزل المكبس إلى القالب بشكل V دون أن يُجبر الصفيحة على ملامسة قاع الأداة. تلامس المادة ثلاث نقاط فقط: طرف المكبس وكتفي القالب. نظرًا لأن المكبس يخترق فقط بنسبة 30–50% من عمق القالب، تحتفظ المادة بقدر كبير من الذاكرة المرنة، وهو السبب الجذري للارتداد المرن.
عندما يتراجع الكباس، يحاول المعدن طبيعيًا أن يعود إلى شكله المسطح الأصلي. في الفولاذ منخفض الكربون، يعود الانحناء المبرمج بزاوية 90° بثبات إلى حوالي 92°. للتعويض عن ذلك، يقوم المشغلون بانحناء زائد متعمد—عادة بمقدار 2 إلى 5 درجات، وذلك حسب مقاومة الخضوع للمادة. تصبح هذه المشكلة أكثر وضوحًا مع الفولاذ المقاوم للصدأ، حيث يمكن أن يتغير مقدار الارتداد المرن من 1 إلى 2 درجة لكل تغير بمقدار 0.001 بوصة في السماكة. ونتيجة لذلك، يُضطر المشغلون إلى حساب زوايا الانحناء الزائد بدقة بدل الاعتماد على إعداد عمق الماكينة الاسمي.
الميزة الكبرى للانحناء بالهواء—استخدام قالب V بزاوية 85° واحدة لإنتاج زوايا انحناء تتراوح من 90° إلى 140°—هي أيضًا نقطة ضعفه الأساسية. فالزاوية النهائية للانحناء تعتمد بالكامل على تغلغل الكباس (المحور Y). للحفاظ على الزوايا بشكل ثابت، يجب أن يعيد الكباس موضعه بدقة في حدود ±0.01 ملم.
غالبًا ما تعجز أنظمة التحكم الهيدروليكية القديمة NC عن تحقيق ذلك. مع ارتفاع حرارة السائل الهيدروليكي، يمكن أن ينحرف موضع الكباس بدرجة كافية لتغيير زاوية الانحناء بما يصل إلى 0.5°. هذا الانحراف يجبر المشغلين على إجراء ثلاث أو أكثر من محاولات الانحناء الاختبارية في كل إعداد فقط لضبط الزاوية. في المقابل، يعتمد الانحناء الهوائي الحديث على أنظمة تحكم CNC متقدمة مزودة بحساسات بصرية أو أنظمة قياس زاوية بالليزر تقوم بتصحيح الانحناء تلقائيًا في الوقت الفعلي—مما يقلل من الفاقد وإعادة العمل بنسبة تصل إلى 60٪ مقارنة بالضبط اليدوي.
بالنسبة للمواد عالية المقاومة للشد مثل فولاذ 4140 أو AR500 (مقاومة خضوع تتجاوز 60 ksi)، غالبًا ما يكون الانحناء بالهواء هو الخيار العملي الوحيد. إجبار هذه السبائك على دخول قاع القالب يعرض الأدوات لخطر التلف أو يؤدي إلى فشل مادي كارثي. وبدلاً من ذلك، يعتمد المشغلون على أسلوب “القالب العائم”، حيث يتوقف الكباس على ارتفاع يتراوح بين 0.5 و1 ملم فوق العمق النظري للزاوية المستهدفة. يوزع هذا الإجهاد بشكل أكثر توازنًا على طول نصف قطر الانحناء بدل تركيزه عند رأس القالب. وبينما تقضي هذه التقنية على التشققات الحافية الشائعة في حوالي 70٪ من الإعدادات الصلبة، فإنها تتطلب دقة حركة مؤازرة كهربائية لا تستطيع مكابس هيدروليكية قديمة تحقيقها.
يُخطئ الكثيرون في الاعتقاد بأن الانحناء السفلي هو مجرد “انحناء هوائي مع قوة إضافية”. في الواقع، هو عملية مختلفة جذريًا—تُحدد زاوية الانحناء من خلال التوافق الهندسي مع القالب وليس عن طريق التحكم الدقيق في العمق.
بينما يخترق الانحناء الهوائي المادة جزئيًا فقط، يدفع الانحناء السفلي الصفيحة بإحكام ضد أكتاف قالب الـV. ويتطلب عادة ضعف طاقة الضغط اللازمة للانحناء الهوائي، لكن الهدف ليس اختراق المادة بل تحقيق قفل ميكانيكي. من خلال إجبار الصفيحة على التوافق الكامل مع زاوية القالب، يُقلل الانحناء السفلي من المنطقة المرنة للانحناء. هذا القيد الهندسي يقلل الارتداد المرن إلى ±0.5° بشكل متوقع، مما ينتج زوايا متناسقة دون الحسابات الدقيقة للعمق التي يتطلبها الانحناء الهوائي.
يعتمد نجاح الانحناء السفلي على ما يسمى “قاعدة القالب V”. بالنسبة للفولاذ منخفض الكربون الذي يقل سمكه عن 1/4 بوصة، يكون الفتحة المثالية للقالب مساوية لثمانية أضعاف سماكة المادة. توفر هذه النسبة فراغًا كافيًا لتكوين الانحناء مع السماح للصفيحة بأن تُغلق بإحكام على أكتاف القالب عند نهاية الشوط. تقليص القالب إلى 6× السماكة يزيد متطلبات القوة ويزيد خطر تلف السطح. أما زيادته إلى 12× فتُستخدم غالبًا للألمنيوم لمنع التشقق، لكن الفتحة الإضافية تُدخل مزيدًا من الارتداد المرن الذي يجب تعويضه بضربة أعمق.
يتألق الانحناء السفلي في عمليات الإنتاج المتوسطة إلى عالية الحجم (500 قطعة فأكثر) باستخدام مواد متجانسة مثل الفولاذ المجلفن بسمك من 10 إلى 20 قياسًا. لأن الزاوية النهائية تحددها هندسة الأداة بدلاً من عمق الكباس، يكون الإعداد أسرع ويلغي الحاجة إلى تجارب الانحناء الزائد. بينما يوفر الانحناء الهوائي مرونة أكبر، إلا أن تباينه قد يرفع معدل الفاقد بنسبة تصل إلى 15٪ في الإنتاج الطويل. يقدم الانحناء السفلي عملية مستقرة وقابلة للتكرار تتجنب الأحمال القصوى الشديدة لعملية التسكين (coining)، وتطيل عمر الأدوات، ويمكنها خفض التكلفة الإجمالية للعمل بنسبة تتراوح بين 20 و30٪ عند تطبيقها بشكل مناسب.
التسكين هو أقدم—وأشد—طرق تشكيل الصفائح المعدنية. فهو يلغي الارتداد المرن بالكامل من خلال تغيير البنية الداخلية للمعدن بشكل دائم، لكن هذه الدقة تأتي بتكلفة عالية من حيث قوة التحميل وتآكل الأدوات.
لا يقوم التسكين بثني المعدن فحسب—بل يقوم بطبعه. يخترق القالب المعدن قسرًا، دافعًا الصفيحة بنسبة 10 إلى 15٪ أبعد من المحور المحايد، ويضغط نصف قطر الانحناء حتى يصبح رقيقًا ليصل إلى نحو 0.3× من سماكته الأصلية. هذا التحميل الشديد—الذي يتطلب عادة ثلاث إلى خمس مرات طاقة الانحناء الهوائي—يُقسي بنية الحبيبات في منطقة الانحناء بشكل كبير. تزداد مقاومة الخضوع في المنطقة المتأثرة بنسبة 20 إلى 30٪، بينما تنخفض الليونة بنحو 40٪. وعمليًا، تُمحى الذاكرة المرنة للمعدن، مما ينتج انحناءً بلا أي ارتداد تقريبًا.
تخلت معظم الصناعة عن التسكين لأن الانحناء الهوائي عبر أنظمة CNC الحديثة يوفر دقة كافية دون اللجوء إلى القوة المفرطة. تظهر تكلفة التسكين بسرعة في تآكل الأدوات: إذ يمكن أن تنتفخ رؤوس القوالب وتفقد دقتها في أقل من 1000 ضربة على فولاذ بسماكة 1/4 بوصة، مما يؤدي إلى تآكل أسرع بمقدار خمسة أضعاف مقارنة بأدوات الانحناء الهوائي. ومع ذلك، لا يزال للتسكين مكانه في التطبيقات المتخصصة—مثل مكونات الطيران ذات الطيات الدقيقة، أو تشكيل التيتانيوم حيث يتجاوز الارتداد المرن 3° ويقع خارج نطاق التنبؤ الموثوق لخوارزميات التعويض في أنظمة CNC.
اختيار عملية التشكيل بالضغط الكامل يعني عمليًا اختيار مقايضة عمر الأدوات مقابل دقة الأبعاد. فالثني الذي يتطلب 100 طن في الثني الهوائي قد يحتاج إلى 400–500 طن عند التشكيل الكامل. عند هذا المستوى من القوة، يمكن أن تؤدي حتى الأخطاء الطفيفة إلى دفع القالب بشكل دائم داخل القاعدة. على المواد الأكثر صلابة من ألمنيوم 6061-T6 بسماكة 0.187 بوصة، يؤدي التشكيل الكامل بسرعة إلى خدش وتدمير القوالب. وبينما قد يستعيد انحراف تسامح قدره 0.1°، فإن التكلفة الحقيقية غالبًا ما تكون استبدال مجموعات الأدوات التي تبلغ قيمتها $2,000 كل 5,000 دورة—وهو تنازل لا تستطيع معظم الورش تحمله.
غالبًا ما يُفترض أن مكابح الضغط الهيدروليكية آلات ثابتة غير قابلة للتشوه—ثقيلة بما يكفي لجعل الدقة أمرًا تلقائيًا. لكن في الواقع، يتصرف المكبح الهيدروليكي كنظام ديناميكي يغيّر شكله بشكل طفيف أثناء التشغيل. وعلى الرغم من أنها تظل الحل الأساسي في الصناعة لأعمال التصنيع العامة، فإن الحفاظ على الدقة طوال فترة العمل يتطلب تحكمًا نشطًا ومقصودًا.
العدو الحقيقي لأداء النظام الهيدروليكي ليس نقص القوة—بل الحرارة. ففي الإنتاج عالي الكثافة، يصبح انحراف المحور Y أكثر وضوحًا حين تفقد الأسطوانات المتزامنة التوازي تدريجيًا بعد حوالي 500 دورة. يؤدي الضغط المستمر إلى رفع درجة حرارة الزيت، ومع ترقق السائل الهيدروليكي وتمدد المكبس، يمكن أن تتدهور قابلية التكرار من ±0.01 مم الدقيقة إلى ±0.05 مم غير المقبولة.
في قطعة يبلغ طولها 3 أمتار، يمكن أن يتحول هذا الانحراف إلى أخطاء في الزاوية تتراوح بين 0.5 مم إلى 1 مم إذا لم يُعدل المكبس في الوقت المناسب. قد تكون الإعدادات مثالية عند الساعة 8:00 صباحًا، لكنها تبدأ بإنتاج نفايات بهدوء بحلول الساعة 10:30. تحاول الآلات المتزامنة الهيدروليكية التعويض عبر أنظمة تحكم رقمية تُبقي الأسطوانات في حالة تزامن، لكنها لا تستطيع الإفلات من فيزياء التمدد الحراري. وتكافح الورش المحترفة ذلك بإدخال فترات توقف قدرها 10 ثوانٍ بين الدورات لتبديد الحرارة، أو بالتحول إلى تصميمات التوقف باللولب. هذه تضيف توقفات ميكانيكية تمنع الانحراف في الأعمال الدقيقة، رغم أنها تقلل من المرونة عند الحاجة إلى أحمال متغيرة للألواح السميكة.
حتى مع الحاجة إلى إدارة الحرارة، تظل مكابح الضغط الهيدروليكية السائدة في تصنيع الصفائح الثقيلة لسبب رئيسي واحد: القابلية للتوسع. فلا توجد تقنية أخرى يمكن أن تتوسع واقعيًا إلى 3,000 طن عبر قاعدة بطول 50 قدمًا. عند ثني التيتانيوم أو المواد غير الحديدية السميكة، يمكن لتكوينات الهيدروليك المزدوجة ربط عدة آلات لمضاعفة القدرة الفعلية على الانحناء—من دون انحناء المكبس الذي يحد الأنظمة الأخرى.
توفر الأسطوانات الهيدروليكية أيضًا التحكم في السرعة المتغيرة والانكماش المحسوب المطلوب لتطبيقات من 100 إلى 300 طن، والتي من شأنها أن تدمر بسرعة مكونات المحرك الكهربائي. سواء كانت مُهيأة كآلات تعمل بالمكبس من الأعلى أو من الأسفل—مع التضحية ببعض تناسق الشوط مقابل كسب مساحة أسفل القاعدة للألواح التي تفوق 0.25 بوصة—فإن مكبح الضغط الهيدروليكي يظل الخيار العملي الوحيد عندما يتطلب العمل قوة مستمرة هائلة على مساحة سطح ضخمة.
إذا كانت الأنظمة الهيدروليكية كالمطرقة الثقيلة، فإن الآلات المؤازرة الكهربائية كالمشرط الدقيق. فهي تتنازل عن القدرة على تحمل الحمولة المطلقة مقابل السرعة والدقة وكفاءة التشغيل. ومن خلال الاعتماد على محركات مؤازرة تعمل بالتوقف عند الخمول بدل التشغيل المتواصل، يمكن لهذه المكابح تقليل استهلاك الطاقة بنسبة 30–40% مقارنة بالأنظمة الهيدروليكية في الأعمال التي تقل عن 50 طنًا.
إن إزالة الزيت الهيدروليكي تقضي تمامًا على خطر التسرب، إلى جانب عبء الصيانة المستمر للفلاتر والأختام وإدارة السوائل. وفي المقابل، توفر المكابس المدفوعة باللولب الكروي قوة بتكرار ±0.005 مم ويمكنها العمل بسرعات تصل إلى عشرة أضعاف سرعة الأنظمة الهيدروليكية في الأشواط القصيرة. هذا المزيج يجعل مكابح الضغط الكهربائية المؤازرة الخيار الأمثل للورش ذات الإنتاج المتنوع منخفض الحجم، حيث يُعد وقت الدورة والدقة ونظافة بيئة العمل أمورًا لا يمكن التنازل عنها.
لقد أحدثت أنظمة الدفع الكهربائية تحولًا في الثني الهوائي الدقيق من خلال حل مشكلة الارتداد المرن ديناميكيًا بدلًا من التجربة والخطأ. إذ يسمح نظام التغذية الراجعة المغلق للمؤازر للآلة باستشعار مقاومة المادة في الوقت الحقيقي والتعويض تلقائيًا—غالبًا عبر الثني الزائد بمقدار 2–3° في المواد عالية الشد دون الحاجة إلى اختبارات مبدئية أو ضبط يدوي.
تظهر هذه الميزة بشكل أوضح في الصفائح المعدنية الرقيقة (أقل من 0.25 بوصة)، حيث يعتمد الثني الهوائي على مكابس عائمة. تتيح المقاييس الدقيقة أو المساطر CNC المدمجة في المكبس تزامن الوضعية بدقة ±0.1°، مما يمكّن مكابح الضغط الكهربائية من التفوق بشكل كبير على الأنظمة الهيدروليكية في أعمال النماذج والإنتاج القصير، حيث يكون وقت الإعداد—not سرعة التشكيل—هو القيد الأساسي.
مع ذلك، تمتلك تقنية المؤازر الكهربائي حدًا علويًا واضحًا. فالفولاذ المقاوم للصدأ السميك—خصوصًا المقاسات التي تتجاوز 0.187 بوصة (4.7 مم)—هو المجال الذي تبدأ فيه هذه الأنظمة بالتعثر. إذ يتوقف عزم المؤازر عادة عند حوالي 300 طن؛ وتجاوز هذا الحد يعرض المحرك لخطر السخونة الزائدة وتوقف تغلغل القالب.
على الفولاذ المقاوم للصدأ من نوع 304 أو 316 بسمك يزيد عن 10 مم، يمكن أن تؤدي القوة المستمرة المطلوبة لإكمال الانحناء إلى إنهاك المحركات الكهربائية، مما يؤدي إلى تشوه المادة، وتشقق الحواف، وعدم اكتمال الأشكال. الورش التي تحاول إجبار المكابح الكهربائية المؤازرة للعمل في هذا النطاق غالبًا ما ترى معدلات الهدر ترتفع بنسبة تتراوح بين 15–20% في الانحناءات الهيكلية. في تطبيقات الفولاذ المقاوم للصدأ السميك، تصبح الكفاءة التي تميز المحركات الكهربائية نقطة ضعف، وتكون القوة المستمرة الهائلة للهيدروليك الحل العملي الوحيد.
تجلس مكابح الضغط الهجينة عند تقاطع الدقة المؤازرة مع القوة الهيدروليكية. من خلال الجمع بين الحركة التي يتم التحكم بها بواسطة السيرفو ومعززات هيدروليكية تولد الضغط عند الطلب فقط، تعمل هذه الأنظمة على تقليل توليد الحرارة بنسبة تقارب 80% وتقليل حجم الزيت بشكل كبير مقارنة بالآلات الهيدروليكية التقليدية، مع الاستمرار في تقديم القدرة المطلوبة للتطبيقات الصعبة.
تعمل المضخات المؤازرة فقط عندما يكون الكباس في حركة، مما يوفر دقة الآلات الكهربائية—استهلاك منخفض للطاقة وتشغيل نظيف—مع توفير القوة الهائلة المطلوبة لأعمال الصفائح التي تزيد عن 1,000 طن. على الرغم من أن الاستثمار الأولي أعلى، إلا أن الأنظمة الهجينة توازن الإنتاج عبر نطاق واسع من المواد وتمكّن من تغييرات أسرع بنسبة تصل إلى 25% من خلال التثبيت التلقائي. النتيجة هي قوة هيدروليكية حقيقية دون صيانة مزمنة وصداع تجمعات الزيت.
على الطرف الآخر من الطيف يقع مكبح الضغط الميكانيكي. يتم تشغيل هذه الآلات بواسطة دولاب الموازنة والقابض، وتقدم سرعة مذهلة—تصل إلى 500 ضربة في الدقيقة—مما يجعلها فعالة في مهام التكرار العالي مثل التثقيب أو النقش البسيط. لكن هذه السرعة تأتي بثمن: المكابح الميكانيكية ليس لديها أي تسامح مع تقنيات التصنيع الحديثة.
تعمل المكابح الميكانيكية بضربة ثابتة، متجاهلة تمامًا الارتداد المرن. هذا يجبر المشغلين على الانحناء حتى النهاية، وهي ممارسة قد تكسر الأدوات عند مواجهة مقاومات الشد المتفاوتة في السبائك الحديثة. بمجرد التشغيل، يقفل دولاب الموازنة الإعداد في مكانه—وهو مثالي للفولاذ منخفض الكربون بكميات كبيرة، ولكن بطبيعته خطير على العمليات التي يقودها الـ CNC. دون القدرة على إجراء تعديلات دقيقة لتصحيح الزاوية، يمكن حتى لانحراف بقدر 1° أن يتسبب في إهدار دفعة كاملة. وتتفاقم المشكلة في أن العديد من الآلات القديمة تفتقر إلى أنظمة التتويج، مما يسبب تقوس الأجزاء الطويلة في المنتصف. في الورش التي تركز على الدقة اليوم، يعد المكبح الميكانيكي أقل من حصان عمل وأكثر من كونه أثرًا خطيرًا.
يتعامل الكثير من الصناعة مع اختيار الآلة وطريقة الانحناء كخيارات مستقلة—كما لو أن العتاد والتقنية يمكن مزجهما وتوفيقهما كيفما كان. هذا تصور خاطئ أساسي. الفيزياء الخاصة بالآلة—وتحديدًا نظام الدفع وصلابة الإطار—تحدد أي طرق الانحناء قابلة للتطبيق حسابيًا وأيها سيؤدي بشكل حتمي إلى الهدر. لا تختار الانحناء حتى النهاية على مكبح ميكانيكي قديم؛ الآلة هي من تتخذ هذا القرار عنك.
فهم هذه المصفوفة التوافقية هو الخط الفاصل بين تشغيل إنتاج مربح وحاوية نفايات مليئة بإعادة العمل. عندما يتم فرض طريقة انحناء على آلة تفتقر إلى التحكم في القدرة أو إمكانية التكرار المطلوبة، فأنت لا تقاتل المادة فقط—أنت تقاتل الحدود الميكانيكية الأساسية للكبس نفسه.
السبب الأساسي في أن مكابح الضغط الميكانيكية القديمة تعاني في الانحناء الهوائي الموثوق هو ضعف تزامن الكباس. على عكس آلات CNC الحديثة التي تستخدم ردود فعل مؤازرة لمراقبة وتصحيح الموقع باستمرار، تعتمد المكابح الميكانيكية القديمة على آلية دولاب الموازنة والقابض. هذا التصميم يسمح بطبيعة الحال للكبس بالتحرك الطفيف، مما ينتج عنه انحراف محور Y1/Y2 يصل إلى 0.05 مم في كل ضربة.
في الانحناء الهوائي—حيث يتم التحكم في الزاوية النهائية فقط بواسطة عمق تغلغل القالب—يكون الانحراف بمقدار 0.05 مم كارثيًا. في تشغيل إنتاجي بكميات كبيرة باستخدام فولاذ منخفض الكربون بسمك 3 مم، يكفي هذا الانحراف لتغيير زوايا الانحناء خارج حدود التسامح، مما يدفع معدلات الهدر إلى نطاق 25–40%. ولا يمكن لأي مقدار من براعة البرمجة أن يعوض هذا النوع من عدم الاتساق الميكانيكي.
نتيجة لذلك، تجبر هذه الآلات فعليًا المشغلين على الانحناء حتى النهاية. من خلال دفع القالب بالكامل إلى قالب الـ V، لم يعد عمق الكباس متغيرًا—يصبح القالب نفسه نقطة توقف ميكانيكية صلبة. تُجبر المادة على الانحناء بغض النظر عن الموضع الذي قد يستقر فيه الكباس. بينما يعمل هذا الأسلوب على استقرار زاوية الانحناء، فإنه يأتي بتكلفة حادة: تتطلب القدرة عادة قفزة بمقدار 2–3 أضعاف تلك الخاصة بالانحناء الهوائي. يقلل هذا الأسلوب القوي من تباين الزوايا ولكنه يسرع بشكل كبير من التآكل، مما يقلل عمر الأدوات بنسبة تصل إلى 50% عند العمل مع المواد الكاشطة مثل الفولاذ المقاوم للصدأ.
تجنب الكوارث: تحقق من توازي الكباس يوميًا. إذا تجاوز الانحراف 0.03 مم، لا تحاول الانحناء الهوائي للأجزاء الدقيقة. إما أن تتحول إلى الانحناء حتى النهاية لتثبيت الزاوية ميكانيكيًا، أو قم بالترقية إلى نظام تزامن هيدروليكي قادر على تكرار بمقدار 0.01 مم.
عندما يتم تطبيق أكثر من 100 طن من القوة على طول سرير يزيد عن مترين، يصبح انحراف الإطار أمرًا لا مفر منه. ينحني الكباس للأعلى في المركز بينما ينحني السرير للأسفل. في المكابس الهيدروليكية التي لا تحتوي على نظام تعويج (Crowning)، يؤدي هذا الانحراف—الذي يتراوح عادة بين 0.02 مم و0.1 مم لكل متر—إلى تغلغل أعمق لللكمة عند أطراف القطعة مقارنة بالمركز.
النتيجة هي ما يُعرف بتأثير “القارب”، حيث يكون مركز الانحناء الطويل أقل انحناءً بمقدار 2–5° مقارنة بالطرفين. تعالج مكابح الضغط المؤازرة الكهربائية الحديثة هذه المشكلة من خلال هياكل فائقة الصلابة مصنوعة بدقة إلى ≤0.02 مم لتساوي السطح بين الطاولة والكباس، ما يضمن الحفاظ على تحملات زاوية دقيقة على طول 4 أمتار دون الحاجة إلى ضبط. أما المكابح الهيدروليكية القياسية، فإنها تفتقر إلى هذا الصلابة الهيكلية المتأصلة ويجب أن تعتمد على نظام التعويج لتحقيق نتائج مماثلة.
من دون نظام تعويج هيدروليكي متحكم به عبر الحاسوب CNC—الذي يضبط مقاطع الكباس تلقائيًا في مناطق من 50–100 مم—يجد المشغلون في الآلات القديمة أنفسهم مضطرين لاستخدام حلول بدائية. فهم إما يضعون ألواح دعم (Shims) تحت الأدوات أو يتحولون إلى السكّ (Coining). يطبق السكّ قوة ضغط هائلة لترقيق المادة وإجبارها على التشوه البلاستيكي الكامل، متغلبًا فعليًا على انحراف الإطار. لكن المقابل كبير: يتضاعف وقت الإعداد ثلاث مرات، وتتضاعف متطلبات القوة بشكل كبير، ويتسارع تآكل الأدوات. في المقابل، الورش التي تقوم بتحديث مكابسها بأسطوانات تعويج مرتبطة بحلقات تغذية راجعة من نظام CNC تقلل عادة من خردة “تأثير القارب” من حوالي 15% إلى نحو 2% عند ثني صفائح فولاذية بسماكة 12 مم.
تجنب الكوارث: بالنسبة لأي قطعة أطول من 1.5× المسافة بين الإطارين الجانبيين، تحقق من أن مسافة تعويج الكباس المتاحة تتوافق مع القوة المطلوبة. تشغيل مكبس ضغط قديم دون تعويج يكاد يضمن حدوث تأثير القارب لما يصل إلى 70% من القطع الطويلة—إلا إذا لجأت إلى عملية السكّ.
يعتمد الثني بالهواء بدقة على التحكم في الارتداد المرن—وهو ميل المعدن إلى الرجوع إلى شكله الأصلي بمجرد إزالة الضغط. عادة ما يرتد الفولاذ المقاوم للصدأ بمقدار 3–5°، بينما يرتاح الفولاذ الطري بمقدار 1–2° فقط. للحصول على زاوية 90° حقيقية، يجب على الآلة أن تثني أكثر بمقدار محدد (على سبيل المثال إلى 86° أو 88°) وأن تثبت الكباس في أدنى نقطة له (Bottom Dead Center) لفترة محددة لتخفيف الإجهادات الداخلية.
لا يمكن للمكابح الميكانيكية القديمة تنفيذ هذه العملية. فحركاتها المعتمدة على القابض توفر قوة بتفاوت ±15%. وبما أن الكباس يُدفع بعزم عجلة طاقة، فلا يمكنه التوقف في منتصف الضربة لوقت الثبات المحدد، كما لا يمكنه تحقيق دقة موضعية تبلغ 0.01 مم اللازمة لضبط انحناء زائد دقيق بمقدار 4° باستمرار.
النتيجة هي انعدام التسامح تجاه اختلاف المواد. محاولة الثني بالهواء للفولاذ عالي الشد على مكبس ميكانيكي من السبعينيات ليست سوى عملية تخمين مدروسة. سجلات تآكل الأدوات تُظهر أن هذه الورش تتلف نحو 30% من القطع أكثر من مستخدمي المكابس الهيدروليكية، ويرجع ذلك أساسًا إلى انحراف اللكمة الناتج عن سوء التوازي بين الكباس والسرير.
تجنب الكوارث: إذا كنت تستخدم مكبسًا ميكانيكيًا قديمًا، فاقتصر في الثني بالهواء على الفولاذ الطري الأقل من 2 مم سماكة. أي مادة أكثر سماكة أو صلابة تتطلب الثني السفلي أو عملية السكّ. لا يمكن لأي مهارة تشغيلية أن تمنع الانحناء الهوائي الاسمي بزاوية 90° من العودة إلى 92° على هذه الآلات.
عند مراجعة عرض السعر، تجاهل حجم الشاشة وركّز بدلًا من ذلك على ما يفعله المشغل بيديه فعليًا. في آلة NC، يكون المشغل مراقبًا دائمًا—يحمّل صفائح المعدن ثم يعدل الزوايا والأبعاد والمحاذاة يدويًا بعد كل بضع ثنيات. يتم ضبط عمق الضربة بالإحساس لا عبر التغذية الراجعة، مما يؤدي باستمرار إلى تفاوت ±1°–3°. في الأعمال المصنوعة من الفولاذ المقاوم أو عالي الشد، يمكن أن يهدر هذا التخمين ما بين 20–30% من الإنتاج.
تحوّل CNC الدور من مراقب إلى مشرف. فالترقية الحقيقية ليست في شاشة اللمس، بل في المحاور Y1 وY2 المتزامنة. تتحرك مزاوجات NC الخلفية بسرعة 100 مم/ث، لكن الأحمال غير المتمركزة لا تزال تتطلب تدويرًا يدويًا بطيئًا يشوه قضيب الالتواء الميكانيكي بعد بضع مئات من الدورات. يستخدم مكبس CNC مشفرات خطية لتصحيح التوازي في الوقت الفعلي، ويعمل بسرعة 200–400 مم/ث دون تشوه. النتيجة: يمكن لمشغل واحد تشغيل نماذج أولية معقدة كانت ستتطلب فريقًا من شخصين على NC، مما يقلل وقت الإعداد من 30 دقيقة إلى نحو خمس دقائق.
يعشق ممثلو المبيعات اقتباس القوة القصوى—“100 طن”—وكأنها متاحة دائمًا. لكنها ليست كذلك. ما يهم هو القوة الفعلية (Effective Tonnage): القوة التي تحصل عليها فعليًا عند نقطة الانحناء الوسطى. في آلات NC، يمكن أن يفقد قضيب الالتواء الميكانيكي 15–20% من قوته بسبب الانحناء تحت الأحمال الجزئية، مثل انحراف 60% على قطعة بطول 10 أقدام. يعوض المشغلون ذلك بالضغط الزائد، مما يؤدي إلى تشقق القوالب وتشوه دائم في قضيب الالتواء.
تعالج أنظمة الـCNC ذلك باستخدام صمامات تناسبية توصل بدقة القوة المطلوبة بالطن في الوقت الفعلي. أدخل مقاومة خضوع المادة—لنقل 50 كسي للفولاذ المقاوم للصدأ—ويقوم نظام التحكم بتحديد القوة عند 80% لمنع انجراف المحور Y. هذه هي جوهر عملية العمل “اضبطها وانسها”، وهي شيء لا يمكن لأنظمة الـNC تقديمه ببساطة. إذا اشتريت بناءً على القوة القصوى فقط، فأنت تدفع مقابل طاقة لا يمكنك استخدامها بأمان دون تدمير أدوات التشغيل.
لن يحل مكبس هيدروليكي CNC بقوة $150k مشكلة ارتداد الثني الهوائي في فولاذ 4140 إذا كان فريقك لا يزال يثني إلى القاع دون قفل مناسب لقالب V. الدقة تأتي من الحساب، لا من الإنفاق الرأسمالي. مقاومة خضوع المادة هي التي تحدد مقدار الثني الزائد المطلوب من 2 إلى 5 درجات—وليس قوة الكباس. المشغلون غير المدربين يخمنون، ويحرقون عشر تجارب ثني في كل إعداد ويعتبرون ذلك “ضبطاً”.”
قد يكون مكبس الـCNC قادراً على تخزين 1,000 برنامج، ولكن إذا كانت استراتيجيتك في الثني تتجاهل عامل K—الذي يكون عادة بين 0.33 إلى 0.50 للفولاذ العادي وحوالي 0.45 للفولاذ المقاوم للصدأ—فإنك فقط تؤتمت إنتاج الخردة. الورش التي تتتبّع بيانات التشكيل لديها بانتظام تكتشف أن حوالي 80% مما يسمى “فشل الآلة” هو في الواقع نتيجة لعدم التوافق في الاستراتيجية. من دون تدريب مناسب على تجنّب الحمل الجزئي، حتى الآلة من الفئة العليا ستنتج التواء في القضبان وأجزاء مرفوضة.
لست بحاجة إلى أمر شراء جديد لتحسين الدقة بحلول الغد. ابدأ في أرض الورشة بفرز الأعمال وفقاً لفيزياء الآلات التي تمتلكها بالفعل. إذا كنت تستخدم مكبس ضغط NC هيدروليكي، فتوقف عن إجباره على تنفيذ ثني هوائي عالي الدقة على الألواح السميكة—فهذا ببساطة تطبيق غير مناسب.
احجز الثني الهوائي للألمنيوم بسماكة أقل من 0.125 بوصة، حيث يمكن التحكم في ثني زائد بمقدار 3 درجات واستخدام أداة ضغط عائمة بشكل مريح. انتقل إلى الثني حتى القاع لأي صفيحة تزيد سماكتها عن 0.25 بوصة. هذا النهج يتجنب عقوبة القوة الثلاثية في عملية الصك، والتي يمكن أن تدمر الأدوات خلال ما لا يزيد عن 200 دورة. “الانجراف” الذي يشتكي منه المشغلون نادراً ما يكون مشكلة هيدروليكية؛ بل هو عادة نتيجة لمطالبة نظام العمود الالتوائي بالعمل مثل مشفّر خطي. أصلح الطريقة، وستتبعها جودة أداء الآلة.


















