

Eine Abkantpresse liest keine Stimmungen, gibt keine Warnungen aus und überlegt nicht zweimal – sie führt den programmierten Hub ohne Ausnahme aus, egal ob sich unter dem Stempel gehärteter Stahl oder eine menschliche Hand befindet. Diese Tatsache kann Neulinge erschrecken, sollte sie aber nicht zur Untätigkeit erstarren lassen. Das Ziel ist es, vage Sorgen durch informierten Respekt zu ersetzen: genau zu verstehen, wie die Maschine sich verhält, warum sie sich so verhält und Arbeitsgewohnheiten zu entwickeln, damit die Physik vorhersehbar – und sicher – bleibt. Sobald man versteht, was der Stößel “erkennt”, hören Missgeschicke auf, zufällig zu wirken, und werden stattdessen zu vermeidbaren Ausfällen in Verfahren oder Sicherheitssystemen.
Eine hydraulische Abkantpresse leitet zwischen 40 und 300 Tonnen Kraft in einem vertikalen, präzisen Hub, wobei hydraulische Energie durch starres Werkzeug umgesetzt wird, das keinen Spielraum für Kompromisse lässt. Man kann sie sich wie einen hochpräzisen Nussknacker vorstellen – einen, der niemals verfehlt, niemals pausiert und niemals Gnade wählt.
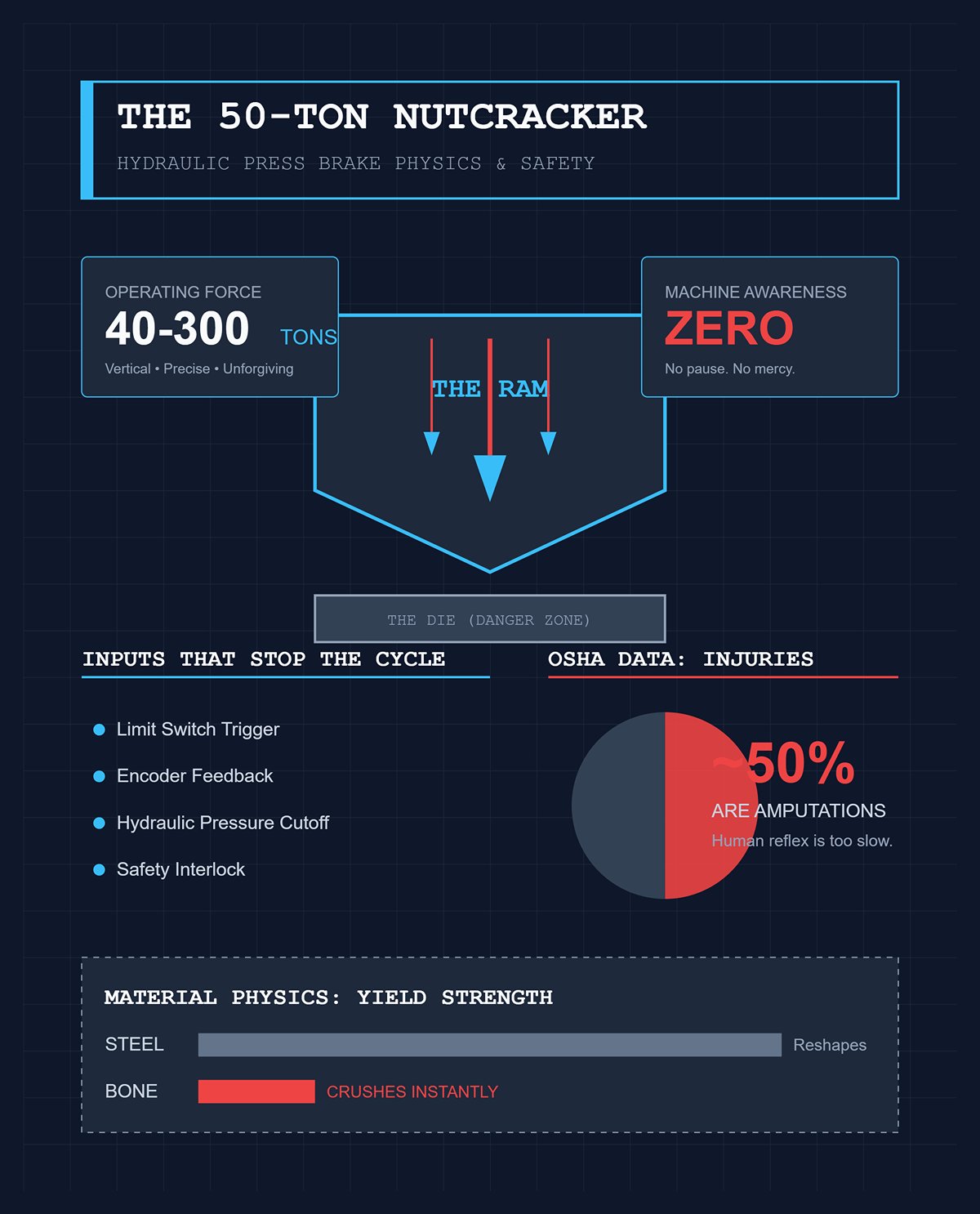
Die Bewegung des Stößels ist frei von menschlichem Bewusstsein. Sobald er aktiviert ist, arbeitet er bis zu seiner voreingestellten Distanz, Kraftgrenze oder programmierten Biegewinkel. Nur ein Signal wie das Auslösen eines Endschalters, Rückmeldung eines Encoders, hydraulische Druckabschaltung oder ein Sicherheitsverriegelungssystem kann ihn anhalten oder verlangsamen. Ohne eine solche Intervention liefert er die volle Kraft, bis der Zyklus abgeschlossen ist. Stahl gibt unter diesem Druck nach und formt sich um; Knochen mit seiner deutlich geringeren Streckgrenze ist einfach ein weiteres Material, das er ohne Pause verformen kann.
Vorhersehbarkeit wirkt in beide Richtungen. OSHA-Aufzeichnungen bestätigen, dass etwa die Hälfte aller Verletzungen mit hydraulischen Pressen und Abkantpressen Amputationen sind. Diese Vorfälle treten meist im Arbeitsbereich auf – dort, wo Stempel auf Matrize trifft – genau weil der Stößel sich exakt wie konstruiert verhält und nicht innerhalb der Sekundenbruchteile umkehren kann, die ein menschlicher Reflex benötigen würde. Dies anzuerkennen bedeutet nicht, Angst zu erzeugen; es geht darum, ein mentales Gerüst zu schaffen, das stark genug ist, um kritische Positionierung zu leiten und Schutzmaßnahmen anzuwenden, bevor der Fuß überhaupt das Pedal berührt.
Das Steuerungssystem des Stößels arbeitet mit einer einfachen Annahme: Alles, was zwischen Stempel und Matrize liegt, ist das beabsichtigte Werkstück. Unterschiede in der Härte, das Tragen von Handschuhen oder sogar menschliches Gewebe beeinflussen seine Entscheidung, fortzufahren, nicht. Der hydraulische Kreislauf wird die programmierte Kraft anwenden, bis der Zyklus abgeschlossen ist. Stimmen, plötzliche Bewegungen oder bloße Nähe machen keinen Unterschied – es sei denn, sie unterbrechen einen Sicherheitsstrahl oder lösen ein Schutzrelais aus.
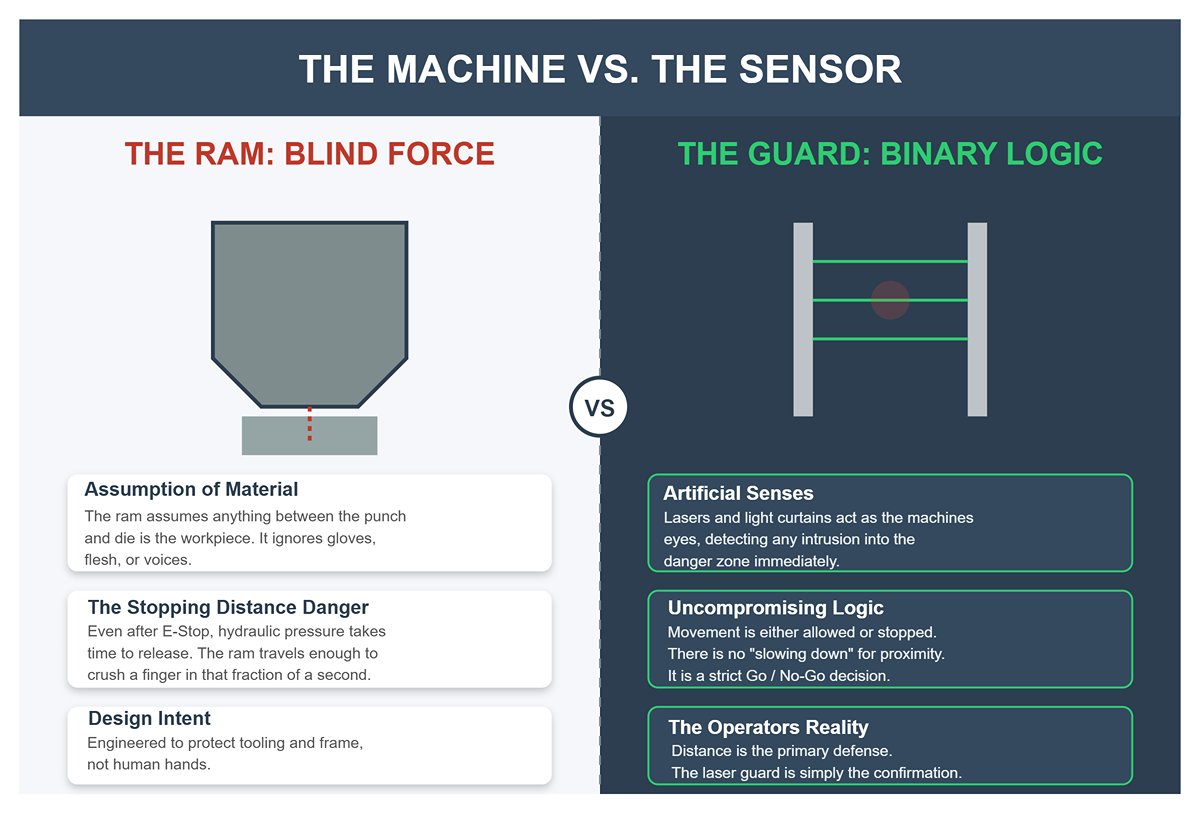
Diese fehlende Sensibilität ist besonders auffällig, wenn man die Bremswege bedenkt. Selbst nach Betätigung des Not-Aus muss der Stößel den hydraulischen Druck abbauen und bewegt sich dabei noch einen entscheidenden Sekundenbruchteil weiter – genug, um weit über die Dicke eines menschlichen Fingers hinaus zu zerquetschen. Das Steuerungssystem ist darauf ausgelegt, Werkzeug und Maschinenrahmen vor Überlastung zu schützen, nicht auf die unerwartete Anwesenheit einer Hand zu reagieren.
Sicherheitsmechanismen bringen ein gewisses Maß an “Bewusstsein” in eine ansonsten kompromisslose Maschine. Laser-Schutzvorrichtungen, Lichtvorhänge und “B-Gates” dienen als künstliche Sinne, die ein Eindringen in die Gefahrenzone erkennen und den Betrieb sofort stoppen oder verhindern. Ihre Logik ist ebenso kompromisslos wie die des Stößels: Bewegung wird entweder erlaubt oder gestoppt – niemals verlangsamt, weil etwas „nah“ ist. Bediener, die diese Realität verstehen, wissen, dass vollständiger Abstand zum Werkzeug ihre beste Verteidigung ist; die Laser-Schutzvorrichtung ist lediglich die Bestätigung.
Behandeln Sie den Aufbau der Abkantpresse zu Tagesbeginn als Ihre wichtigste Sicherheitschance. Sobald der Stößel sich bewegt, sind die einzigen Barrieren zwischen sicherer Produktion und Verletzung die Schutzsysteme – und Ihre eigene Wachsamkeit.
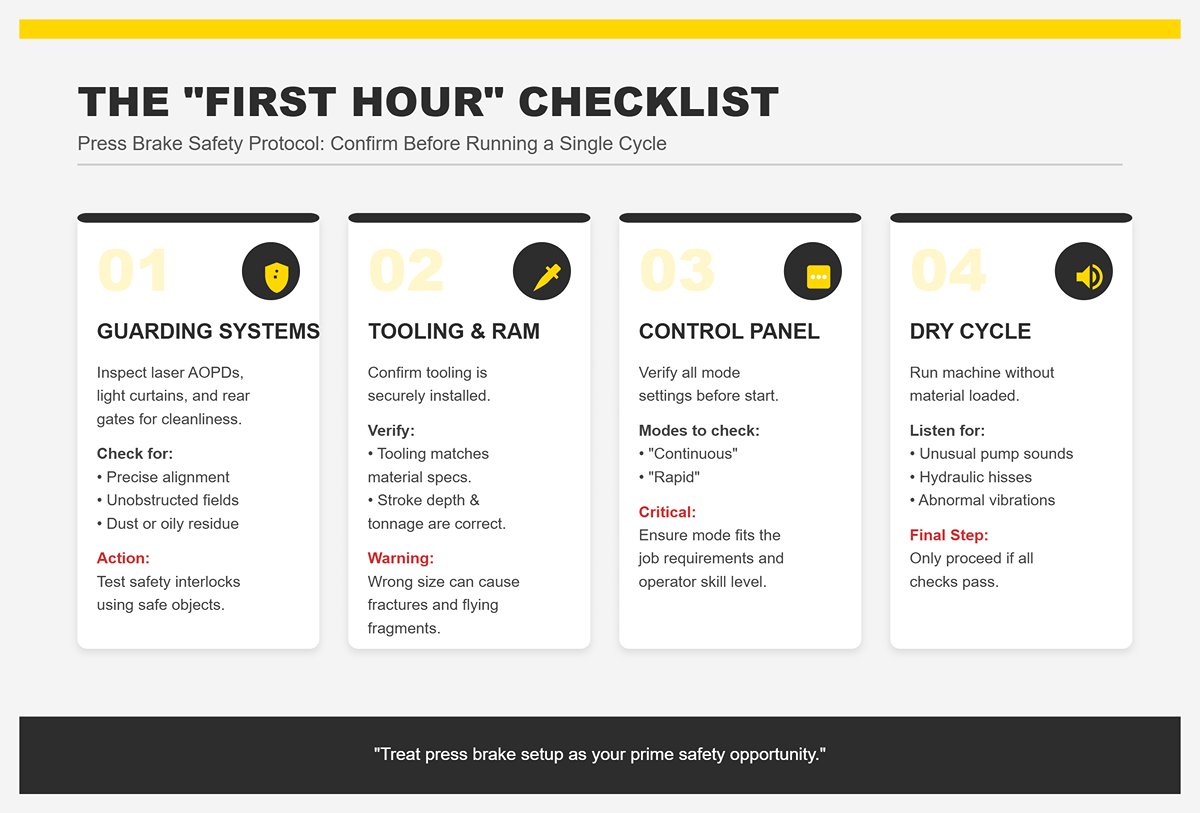
Überprüfen Sie alle Schutzeinrichtungen – Laser-AOPDs, Lichtvorhänge und hintere Tore – auf Sauberkeit, präzise Ausrichtung und ungehinderte Erfassungsfelder. Staub, ölige Rückstände oder verschobene Halterungen können ihre Leistung beeinträchtigen oder fälschlicherweise klare Signale geben. Testen Sie Sicherheitsverriegelungen mit sicheren Objekten, um sicherzustellen, dass sie korrekt reagieren.
Stellen Sie sicher, dass alle Werkzeuge sicher installiert und für die Materialvorgaben des Tages geeignet sind. Ein Stempel oder eine Matrize in falscher Größe kann dazu führen, dass das Material unvorhersehbar bricht und möglicherweise scharfe Splitter umherfliegen. Prüfen Sie, ob die programmierte Hubtiefe und Tonnage des Stößels korrekt zur Materialdicke und Zugfestigkeit passen.
Überprüfen Sie die Moduseinstellungen am Bedienfeld. Bestimmte Modi wie “kontinuierlich” oder “schnell” verkürzen die Zeit für ein Eingreifen erheblich, falls etwas schiefgeht. Stellen Sie sicher, dass der gewählte Modus sowohl für die Arbeitsanforderungen als auch für das Können aller Beteiligten geeignet ist.
Führen Sie vor Beginn der eigentlichen Produktion einen Trockenlauf durch – ohne eingelegtes Material – und halten Sie sich weit vom Arbeitsbereich fern. Achten Sie genau auf ungewöhnliche Geräusche der Pumpe, ein Zischen der Hydraulik oder abnormale Vibrationen, da diese auf Probleme hinweisen können, die sowohl Genauigkeit als auch Sicherheit gefährden. Erst wenn alle Prüfungen bestanden sind, sollten Sie das Material einlegen, das Fußpedal betätigen und den Stößel arbeiten lassen. Diese konsequente Disziplin fördert den Respekt vor der Ausrüstung: eine Vorbereitungsroutine, die Besorgnis in Vertrauen sowohl in die Zuverlässigkeit der Maschine als auch in das eigene Können verwandelt.
Fertigungszeichnungen sind voller Details – Maße, Toleranzen, Materialarten und Oberflächenhinweise – aber eine hydraulische Abkantpresse wird nur von einer Auswahl dieser beeinflusst. Ihre erste Verantwortung als Bediener besteht darin, die Zeichnung auf die Elemente zu reduzieren, die das Biegen beeinflussen: Materialart und -dicke, Biegewinkel, erforderliche Innenradien, Schenkellängen und die Biegereihenfolge. Diese Kernwerte bestimmen, welches Werkzeug zu verwenden ist, wie die Tonnage zu berechnen ist und wo der Hinteranschlag zu positionieren ist.
Das Fehlinterpretieren oder Übersehen dieser entscheidenden Details kann eine Kette von Fehlern auslösen. Eine falsche Materialstärke führt zu falschen Tonnage-Einstellungen; eine falsch gelesene Biegenreihenfolge kann dazu führen, dass das Werkstück nach einer ersten Biegung mit dem Werkzeug kollidiert, was einen erneuten Durchlauf erzwingt. Einige Fehler lassen sich während des Laufs durch Programmierkorrekturen beheben, aber schlechte Werkzeugwahl oder falsche Tonnageberechnungen können zu Ausschussteilen oder Schäden am Stößel und an den Lagern führen. Präzision in dieser Phase schützt sowohl Ihr Werkstück als auch das Hydrauliksystem, das enorme Kräfte mit null Toleranz für Näherungswerte liefert.
Nehmen wir eine Zeichnung, die Edelstahl mit einer Stärke von 1,0 mm und einem engen Innenradius angibt – dies erfordert anderes Werkzeug als ein Aluminiumblech mit identischer Stärke. Edelstahl hat eine stärkere Rückfederung, daher muss die Tonnagetabelle entsprechend interpretiert werden. Aus diesem Grund nehmen sich erfahrene Bediener gezielt Zeit, um eine Zeichnung sowohl mechanisch als auch geometrisch zu lesen: Ziel ist es, visuelle Spezifikationen in die Betriebssprache der Abkantpresse zu übersetzen.
Bei Biegearbeiten formt der Stempel die Oberseite der Biegung, die Matrize die Unterseite, und der Abstand zwischen den Schultern der Matrize – die sogenannte Matrizenöffnung – bestimmt, wie das Blech auf den Druck reagiert. Eine verlässliche Richtlinie ist die “8x-Regel”: Für Standard-Luftbiegen wählen Sie eine Matrizenöffnung, die etwa das Achtfache der Materialstärke beträgt. Eine schmalere Öffnung kann bis zu einem gewissen Punkt höhere Präzision liefern, erfordert jedoch deutlich mehr Tonnage und erhöht das Risiko einer Überlastung. Umgekehrt senkt eine breitere Öffnung die Tonnage, beeinträchtigt jedoch die Biegegenauigkeit und kann einen zu großen Biegeradius erzeugen.
Nehmen wir zum Beispiel eine 3 mm starke Platte aus Baustahl. Nach der 8x-Regel ist eine Matrizenöffnung von 24 mm ideal. Reduziert man diese auf 12 mm (4x), kann die erforderliche Tonnage um etwa 200–300 % ansteigen, was zusätzliche Belastung für den Stößel bedeutet und die Werkzeuglebensdauer verkürzt. Erhöht man sie auf 36 mm (12x), wird die Biegung flacher, sodass Überbiegen nötig ist, um die Spezifikationen zu erfüllen – dies verlängert die Zykluszeit und bringt zusätzliche Schwankungen mit sich.
Dieses Prinzip ist kein willkürlicher Tipp aus dem Schulungsraum – es basiert auf der Physik von Last, Durchbiegung und Streckgrenze des Materials. Ein unnötiges Abweichen davon führt zu mechanischer Belastung, vorzeitigem Verschleiß hydraulischer Komponenten und minderwertiger Teilequalität. Wenn Produktionsanforderungen ein Überschreiten der Regel erfordern – etwa um ein spezielles Design zu erreichen – sollte dies mit bewusstem Vorgehen und Kenntnis der Nennleistung der Maschine geschehen.
Der Hinteranschlag dient als präziser Positionierer für das Material und stellt sicher, dass jedes Blech vor jeder Biegung korrekt ausgerichtet ist. Seine Genauigkeit bestimmt, ob nachfolgende Biegungen perfekt ausgerichtet sind oder das Teil allmählich verzerrt wird. Der erste programmierte Stopp ist entscheidend – er legt den Referenzpunkt fest, von dem alle weiteren Versätze berechnet werden. Wenn dieser erste Stopp falsch gesetzt wird, summieren sich kleine Fehler im gesamten Prozess.
Stellen Sie sich vor, Sie fertigen ein L-förmiges Teil mit vier Biegungen. Wenn der erste Schenkel aufgrund einer ungenauen Hinteranschlag-Einstellung um 0,5 mm versetzt ist, wiederholt und verstärkt sich dieser Fehler bei jeder Neuausrichtung, sodass die endgültige Schenkellänge um 2–3 mm abweichen kann. Bei Projekten mit engen Toleranzen kann diese Abweichung den Unterschied zwischen einem akzeptierten und einem Ausschussteil bedeuten.
Die Kalibrierung muss die Ausrichtung des Werkzeugs, die Hubbegrenzung des Stößels und die richtige Unterstützung des Blechs berücksichtigen. Die Hinteranschlagfinger sollten das Material rechtwinklig treffen, um jegliche Durchbiegung oder Verdrehung zu vermeiden. Verborgene Ungenauigkeiten wie Spiel im Hinteranschlagantrieb oder schlecht ausgerichtete Anschlagflächen können die Präzision schnell untergraben. Ein gewissenhafter Bediener überprüft den ersten Stopp sowohl durch visuelle Ausrichtung als auch durch eine Probeeinpassung, bevor die Produktion beginnt – so wird sichergestellt, dass jede Biegung von einem zuverlässigen, exakten Referenzpunkt ausgeht.
Das Testbiegen mit Ausschussmaterial ist mehr als nur Vorsicht – es ist ein gezielter, kontrollierter Versuch. Selbst bei sorgfältigem Aufbau können Variablen wie Materialunregelmäßigkeiten, Rückfederung und Werkzeugverschleiß unbemerkt Biegewinkel oder Schenkellängen verfälschen. Ein Probelauf mit einem nicht kritischen Blech ermöglicht es, die Einrichtung zu validieren und potenzielle Probleme zu erkennen, bevor Produktionsmaterial geladen wird.
Setzen Sie für diesen Schritt niemals ein Produktionsteil aufs Spiel. Wenn die Biegung falsch ist, haben Sie sowohl Material als auch Vorbereitungszeit verschwendet. Probeläufe decken Probleme wie Über- oder Unterbiegen, Verdrehung und Oberflächenmarkierungen auf. Sie können auch subtilere Probleme sichtbar machen – etwa einen leicht abgenutzten Stempel, der den Biegeradius beeinflusst, oder hydraulisches Nachlassen bei wiederholten Hüben –, die statische Prüfungen möglicherweise nicht erfassen.
Probeläufe sind besonders wertvoll beim Feinabstimmen von Programmen. Anpassungen der Stößeltiefe oder der Hinteranschlagposition nach einem Test dauern nur wenige Minuten, während das Korrigieren falsch gebogener Produktionsteile Stunden kosten und Kundenverzögerungen verursachen kann. Selbst in der Serienfertigung kann ein zweiminütiger Probelauf größere Ausfallzeiten und teure Nacharbeiten verhindern.
Die ersten fünfzehn Minuten der Einrichtung bestimmen die Genauigkeit und Effizienz jedes folgenden Zyklus. In hydraulischen Abkantpressen – bei denen Werkzeuge und Hydraulik in Sekunden über zwanzig Tonnen Kraft liefern können – ist es entscheidend, mit höchster Präzision zu starten. Fehler wie das falsche Lesen einer Zeichnung, die Werkzeugauswahl ohne Anwendung der 8x-Regel, ungenaue Hinteranschlagplatzierung oder das Überspringen von Probeläufen führen unweigerlich zu Materialverschwendung, Geräteschäden oder beidem.
Die Entwicklung verläuft hier vom bloßen Vorbereitetsein hin zu konsequenter Zuverlässigkeit. Durch konsequentes Befolgen dieser Einrichtungsschritte geht man über das reine Wissen hinaus was eine sichere Bedienung definiert – man schafft aktiv Bedingungen, unter denen jede Biegung fehlerfrei beginnt, die angegebenen Toleranzen erfüllt und die Abkantpresse optimal arbeitet. Diese fünfzehn Minuten sind keine verlorene Zeit; sie sind ein proaktiver Schutz vor allen vermeidbaren Problemen, die in der Werkstatt auftreten können.
In der modernen Arbeit mit hydraulischen Abkantpressen hat sich das Luftbiegen aus gutem Grund zur bevorzugten Technik entwickelt – Präzision kombiniert mit Effizienz. Bei dieser Methode wird der Stempel über dem Werkstück positioniert und stoppt, bevor er den Boden der Matrize berührt. Das CNC‑System berechnet die genaue Tiefe des Stößels, die erforderlich ist, um den gewünschten Winkel zu erreichen, und kompensiert automatisch den Rückfederungseffekt. Luftbiegen reduziert die Belastung von Werkzeug und Material erheblich, verlängert die Lebensdauer der Werkzeuge und liefert gleichbleibende Genauigkeit – ohne dass der Bediener ständig nachjustieren muss.
Beim Vollbiegen hingegen werden Stempel und Material fest in die Matrize gedrückt, bis der Winkel vollständig geformt ist. Obwohl diese Methode ihren Platz hat – etwa bei dicken Materialien oder extrem kurzen Schenkeln – erhöht sie den benötigten Pressdruck drastisch und beschleunigt den Verschleiß. Viele Bediener biegen Teile fälschlicherweise vollständig, um die Rückfederung zu verhindern, doch die eigentliche Lösung liegt in der Wahl des richtigen Werkzeugs – zum Beispiel die Verwendung eines 88‑Grad‑Stempels statt eines 85‑Grad‑Stempels, um die Rückfederung zu kontrollieren – anstatt das Material mit Gewalt zu überformen.
Mit servogesteuerten Stößelsystemen halten heutige Maschinen die Positioniergenauigkeit innerhalb von ±0,01 mm. In der Praxis bedeutet das, dass sie bereits exakte Winkel liefern; der Versuch, das Material vollständig flach zu pressen, birgt das Risiko, Werkstück oder Werkzeug zu beschädigen. Die Aufgabe des Bedieners besteht weniger darin, Winkel nach Gefühl anzupassen, sondern vielmehr darin, sicherzustellen, dass das Material genau gegen den Hinteranschlag positioniert ist und dass das Werkzeug korrekt auf die Aufgabe abgestimmt ist.
| Aspekt | Luftbiegen | Bodenbiegen |
|---|---|---|
| Technik | Stempel stoppt über dem Werkstück, ohne den Matrizenboden zu berühren; CNC berechnet präzise Stößeltiefe und kompensiert Rückfederung | Stempel und Material werden fest in die Matrize gedrückt, bis der Winkel vollständig geformt ist |
| Präzision & Genauigkeit | Hohe Präzision mit CNC‑ und Servosteuerung; hält ±0,01 mm Positioniergenauigkeit | Kann präzise sein, wird jedoch oft genutzt, um Rückfederung durch Kraft statt durch Werkzeugwahl zu kompensieren |
| Werkzeug- & Materialbelastung | Geringere Belastung, verlängert Werkzeuglebensdauer, gleichbleibende Genauigkeit ohne ständiges Nachjustieren | Hohe Belastung, erhöhter Verschleiß an Werkzeug und Material |
| Presskraftbedarf | Geringerer Pressdruck erforderlich | Deutlich höherer Pressdruck erforderlich |
| Rückfederungsmanagement | CNC‑Kompensation oder korrektes Werkzeug (z. B. 88°‑Stempel) zur Kontrolle der Rückfederung | Wird oft fälschlich genutzt, um Rückfederung mit Gewalt zu beseitigen, statt das richtige Werkzeug zu wählen |
| Rolle des Bedieners | Sicherstellen, dass das richtige Werkzeug verwendet wird und das Material korrekt gegen den Hinteranschlag sitzt | Kann mehr manuelle Winkelanpassungen erfordern; Risiko, das Werkstück oder Werkzeug zu beschädigen, wenn es vollständig flach gedrückt wird |
| Ideale Einsatzfälle | Allgemeines Präzisionsbiegen; Effizienz bei unterschiedlichen Materialien | Dicke Materialien oder extrem kurze Schenkel |
Bei älteren Abkantpressen konnte ein schnelles Absenken des Stößels dazu führen, dass die freie Kante des Blechs ruckartig nach oben schnappte – eine Bewegung, die als “Whip-up” bekannt ist – und sowohl ein Sicherheitsrisiko darstellte als auch potenziell das Material beschädigte. Um Verletzungen zu vermeiden, hielten sich Bediener weit fern und stützten das Blech nur aus der Distanz. Im Gegensatz dazu regeln moderne Hydrauliksysteme die Beschleunigung und Verzögerung des Stößels sorgfältig, wodurch dieser Effekt stark verringert wird. Fortschrittliche Funktionen wie automatische Biegesequenzen und kontrollierte Annäherungsgeschwindigkeiten minimieren zudem unerwartete Bewegungen.
Auch wenn diese Weiterentwicklung Gefahren reduziert, bleibt die Handplatzierung wichtig – jedoch aus einem anderen Grund. Statt sich gegen die Bewegung des Blechs zu stemmen, zielt der Bediener darauf ab, Stabilität und genaue Ausrichtung zu gewährleisten. Die Hände sollten von allen Quetschstellen fern bleiben und leicht auf dem Blech liegen, um seitliches Verrutschen zu verhindern, ohne gegen die geführte Bewegung der Maschine zu arbeiten. Eine Position mit Blick auf den Hinteranschlag bietet klare Sicht auf das Anlegen der Kante und den Fortschritt der Biegung, während Arme und Oberkörper sicher außerhalb des Werkzeugbereichs bleiben.
Diese Methode ist ebenso eine Frage der Einstellung wie der Mechanik – sie zeigt den Bediener vielmehr als Führer denn als Gegenkraft. Die Maschine den Biegevorgang ausführen zu lassen, eliminiert unnötige körperliche Belastung und hält die Aufmerksamkeit auf kritische Faktoren wie korrekten Anschlagkontakt, Materialsauberkeit und sicherzustellen, dass nichts den programmierten Weg des Stößels blockiert.
Früher hing die Geschwindigkeit des Bedieners oft davon ab, wie geschickt er das Fußpedal betätigte – vorsichtiges Antippen zum Beschleunigen des Stößelvorschubs, dann Verlangsamen, sobald die gewünschte Biegetiefe erreicht war. Moderne Abkantpressen bauen schnelle Vorschubgeschwindigkeiten – bis zu 260 mm/s – direkt in ihre Bewegungsprofile ein und leiten den präzisen Langsamgang während des Biegens automatisch ein. Da die Maschine das Timing übernimmt, birgt der Versuch, die Pedaleingaben zu beschleunigen, nur das Risiko, Sicherheitsverriegelungen zu umgehen oder die Sequenz zu stören.
Heute bedeutet “schnell” vor allem “konstant”. Die produktivsten Bediener verwenden das Pedal als einfache An-Aus-Steuerung – drücken, halten, loslassen – und konzentrieren sich darauf, das Material zwischen den Biegungen zügig und präzise zu bewegen und am Hinteranschlag auszurichten. Zeitersparnisse entstehen durch sichere Aufstellungen, schnelle und genaue Ausrichtung zum Hinteranschlag und das Vermeiden zeitaufwendiger Korrekturen aufgrund von Fehlstellungen oder Biegefehlern.
Sobald das Pedal betätigt ist, übernimmt die programmierte Logik des Hydrauliksystems vollständig. Der Versuchung zu widerstehen, der Maschine “zu helfen”, ermöglicht es dem Bediener, sich auf den nächsten Biegevorgang zu konzentrieren, die Biegegenauigkeit zu überprüfen und sicherzustellen, dass Etiketten oder Dokumente im Produktionsfluss korrekt bleiben. In der Serienfertigung verkürzt dieser disziplinierte Ansatz die Gesamtbearbeitungszeit – nicht durch eine mechanische Beschleunigung, sondern durch die Optimierung der Bedienerhandlungen.
Die Biegesequenz ist keine Frage der persönlichen Vorliebe – sie ist entscheidend, um Toleranzaufbau zu verhindern und Probleme im Arbeitsablauf zu vermeiden. Jede Biegung beeinflusst die Geometrie der nächsten, und selbst wenn die Winkelgenauigkeit perfekt ist, können sich kleine Abweichungen in der Schenkellänge summieren. Sind die Biegungen schlecht sequenziert, können diese Abweichungen auf den letzten Schenkel fallen, wo eine Korrektur ohne Nacharbeit unmöglich ist.
Erfahrene Bediener planen die Reihenfolge direkt anhand der Zeichnung und ordnen die Biegungen so, dass kleinere Maßabweichungen über das Teil verteilt werden. Oft bedeutet das, mit den größten Schenkeln zu beginnen oder die Biegungen so zu organisieren, dass das Werkstück so lange wie möglich fest am Hinteranschlag verbleibt. Ständiger, stabiler Kontakt mit dem Hinteranschlag stellt sicher, dass jede Biegung konsistent positioniert wird, bevor die Geometrie des Teils komplexer wird.
Selbst mit fortschrittlicher Bombierung und automatischer Kompensation bestimmt die Biegereihenfolge immer noch, ob ein Teil in der Montage passt. Ein Bauteil kann präzise Winkel haben und dennoch fehlschlagen, wenn sich durch kumulativen Fehler die Lochpositionen, Laschenlängen oder Passwinkel verschieben. Hier beeinflusst das Verständnis des Bedieners für das fertige Produkt direkt den Prozesserfolg.
Viele Ausbildungsprogramme betonen immer noch manuelle Feinfühligkeit – den Biegevorgang mit Handbewegungen zu führen und die Pedalgeschwindigkeit zu modulieren – als müsste die Maschine „überredet“ werden. Bei modernen servogesteuerten Systemen kann diese Einstellung jedoch mehr Fehler als Kontrolle bringen. Besser ist es, genau zu erkennen, wann im Biegezyklus die Automatisierung übernimmt – und bewusst darauf zu verzichten, einzugreifen.
Wählen Sie Werkzeuge, die dafür ausgelegt sind, Rückfederung zu steuern, anstatt durch zusätzliches Tonnengewicht ein vollständiges Biegen zu erzwingen. Halten Sie Ihre Hände von der Quetschzone fern, um nicht unbeabsichtigt Widerstand hinzuzufügen, bedienen Sie das Fußpedal wie vorgesehen, ohne die Geschwindigkeit manuell zu variieren, und planen Sie Ihre Biegesequenz so, dass Toleranzen gezielt verteilt werden. Im Wesentlichen: arbeiten Sie mit der Maschine zusammen, nicht gegen sie. Bediener, die diesen Wechsel von mechanischen “Korrekturen” zu geführter Präzision vollziehen, steigern oft den Durchsatz, verlängern die Werkzeuglebensdauer und liefern durchgehend präzise Teile – ohne Ermüdung oder Sicherheitsrisiken alter Gewohnheiten.
Rückfederung – die Tendenz von Metall, nach dem Biegen elastisch in seine ursprüngliche Form zurückzukehren – ist eine Hauptursache für Winkelabweichungen. Wenn ein Flansch über die Toleranz hinaus zurückfedert, muss der Bediener dies erkennen, bevor der Durchlauf weitergeht. Wenn der Controller beispielsweise 90° ansteuert, der freie Flansch jedoch 92–93° misst, ist das die Elastizität von Baustahl in Aktion. In vielen Produktionsumgebungen ist es üblich, niedrigkohlenstoffhaltigen Stahl absichtlich um etwa 2–3° zu überbiegen, während hochfeste Materialien eine entsprechend größere Überbiegung erfordern. Bestimmte hochfeste Legierungen können je nach Querschnitt und verwendeter Matrize 4–6° benötigen.
Materialschwankungen sind eine weitere häufige Ursache. Identische Maschineneinstellungen können unterschiedliche Winkel ergeben, wenn eine neue Coil oder Charge vom Lieferanten verwendet wird. Änderungen der Streckgrenze von Charge zu Charge können das Rückfederungsverhalten plötzlich verändern; selbst innerhalb der Spezifikation können geringfügige Verschiebungen der Zugfestigkeit spürbare Winkeländerungen verursachen. Behandeln Sie jede neue Materialcharge wie einen neuen Aufbau – verwenden Sie Ausschuss aus dieser Charge für Tests, bevor Sie Ihr gutes Material in die Produktion geben.
Die Breite der Matrize spielt eine entscheidende Rolle bei der Kontrolle der Rückfederung. Eine V‑Matrize, die deutlich breiter ist als empfohlen, vergrößert den Biegeradius und die elastische Rückstellung, was eine Winkelkorrektur allein über die Programmierung erschwert. Eine Verringerung der Matrizenöffnung von etwa dem 12‑fachen der Materialdicke auf das 8‑fache kann die Rückfederung um bis zu 40 % reduzieren. Wenn Sie trotz programmierter Überbiegung anhaltende Unterbiegungen feststellen, sollten Sie Ihre Werkzeugauswahl überdenken, bevor Sie die Maschine verantwortlich machen.
Der Zustand Ihres Werkzeugs ist ebenso wichtig wie seine Abmessungen. Ein Stempel mit abgenutzter Spitze oder eine V‑Matrizenschulter mit Kerben oder Beschädigungen verändert die Art und Weise, wie das Metall mit den Werkzeugen in Kontakt kommt, was zu sichtbaren Winkelunterschieden entlang einer ansonsten gleichmäßigen Biegung führen kann. Wenn nur ein Abschnitt konstant um ein oder zwei Grad abweicht, während der Rest innerhalb der Spezifikation liegt, liegt dies wahrscheinlich an Verschleiß oder Beschädigung. In solchen Fällen ist es besser, die fehlerhafte Matrize zu reparieren oder zu ersetzen, anstatt zu versuchen, über CNC‑Offset‑Anpassungen zu kompensieren.
Bei dickeren oder hochfesten Materialien kann eine falsche Berechnung der Presskraft zu einem weniger offensichtlichen, aber ebenso problematischen Fehler führen: Die Biegung erreicht nie vollständig den Bereich der plastischen Verformung. Ohne ausreichende Kraft wird das Werkstück den programmierten Winkel niemals erreichen, egal wie oft Sie bei gleicher Tiefe nachsetzen. Um dies zu vermeiden, berechnen Sie die Presskraft genau, indem Sie die Zugfestigkeit des Materials, seine Dicke und die gewählte Matrizenbreite berücksichtigen.
Einige schnelle Diagnoseprüfungen können die Fehlersuche für den Bediener deutlich beschleunigen:
Crowning – die Fähigkeit der Abkantpresse, Durchbiegung unter Last auszugleichen – ist entscheidend für gleichmäßige lange Biegungen unter hoher Presskraft. Ohne richtigen Ausgleich verformen sich Stößel und Bett beim Biegen leicht in entgegengesetzter Richtung: das Bett hängt durch, während der Stößel sich nach oben wölbt. Dies verringert die Eindringtiefe in der Mitte im Vergleich zu den Enden und lässt die Mitte der Biegung offener als vorgesehen.
Ein einfacher Test kann Crowning‑Probleme bestätigen. Messen Sie den Winkel 50–100 mm vom linken Ende, genau in der Mitte und 50–100 mm vom rechten Ende. Wenn die Enden korrekt sind, die Mitte jedoch offen ist, ist das Crowning unzureichend. Wenn die Enden korrekt sind, die Mitte jedoch zu eng ist, ist das Crowning zu hoch eingestellt. Wenn ein Ende vom anderen abweicht, liegt die Ursache oft in einer Fehljustierung des Stößels oder einer falschen Werkzeugaufnahme.
Der “Flip‑Test” kann helfen, die Ursache zu ermitteln. Biegen Sie einen Flansch und notieren Sie, welche Seite den Fehler zeigt. Drehen Sie dann das Werkstück um und biegen Sie einen weiteren Flansch. Wenn dieselbe Seite der Abkantpresse den Fehler erzeugt, liegt das Problem in der Maschine oder im Werkzeug auf dieser Seite. Wenn nach dem Drehen dieselbe Seite des Teils fehlerhaft ist, liegt der Fehler im Material selbst, aufgrund ungleichmäßiger Dicke oder Härteschwankungen.
Eine präzise Crowning‑Einstellung ist entscheidend, um über die gesamte Länge eines Werkstücks gleichmäßige Biegewinkel zu gewährleisten. Ob mechanisches oder hydraulisches Crowning – das System muss genau auf das spezifische Material, die Werkstücklänge und die Anforderungen an die Presskraft abgestimmt werden. Wird dieser Schritt bei längeren Teilen ausgelassen, führt dies fast zwangsläufig zu Winkelabweichungen in der Mitte.
Oberflächenfehler werden oft als unvermeidlich abgetan, doch die meisten haben klare, behebbare Ursachen. Markierungen entlang der Biegelinie entstehen typischerweise durch abgenutzte Matrizen-Schultern, in den Werkzeugen eingebetteten Schmutz oder zu kleine Stempelradien, die die Kraft auf begrenzte Kontaktflächen konzentrieren. Selbst kleinste Grate oder Dellen am Werkzeug können sichtbare Spuren auf dem fertigen Werkstück hinterlassen.
Regelmäßige Wartung von Matrize und Stempel bietet eine einfache Lösung: Stellen Sie sicher, dass alle Kontaktflächen sauber und frei von Schmutz sind. Jedes Partikel zwischen Werkstück und Matrize kann unter Druck einen Abdruck hinterlassen. Die Verwendung von weichen Überzügen – wie Polyurethanfolie oder dünnen Opferschichten – kann empfindliche Oberflächen schützen, ohne die Biegewinkel wesentlich zu beeinflussen, sofern Sie diese in Ihren Aufbau einkalkulieren.
Die Wahl des Werkzeugs beeinflusst auch die Oberflächenqualität. Matrizen mit größeren Schulterradien verteilen die Kontaktkraft über eine größere Fläche, wodurch die Wahrscheinlichkeit von Falten oder Glanzstellen verringert wird, insbesondere bei weicheren Metallen. Bei beschichteten oder spiegelpolierten Blechen reicht es oft aus, auf polierte Werkzeuge umzusteigen oder eine zwischengeschaltete Schutzschicht aufzubringen, um das Erscheinungsbild zu bewahren.
Kratzer, die über die Biegezone hinaus verlaufen, entstehen meist durch Schleifen während des Platzierens oder Entfernens. Stellen Sie sicher, dass die Flächen des Hinteranschlags und die Stützarme sauber, glatt und gratfrei sind. Sorgfältige Handhabung beim Be- und Entladen, kombiniert mit regelmäßigen Reinigungsroutinen, hilft, die meisten unbeabsichtigten Schäden zu vermeiden.
Risse entlang der Biegelinie deuten auf einen strukturellen Fehler hin, nicht nur auf einen Oberflächenmangel. Einer der häufigsten Faktoren ist der Zusammenhang zwischen Kornrichtung und Biegen. Beim Walzen entwickeln Blech- und Plattenmetalle eine Kornstruktur; das Biegen parallel zum Korn erhöht das Bruchrisiko, insbesondere bei gehärteten oder spröden Legierungen.
Eine schnelle Sichtprüfung kann helfen, teure Fehler zu vermeiden: Suchen Sie nach Walzspuren oder Linien, um die Kornorientierung zu bestimmen. Biegen Sie nach Möglichkeit senkrecht zum Korn, um die Spannung zu verringern, die es aufreißen kann. Wenn ein Biegen senkrecht nicht möglich ist, verringert die Vergrößerung des Biegeradius die Zugspannung an der Außenseite, oder wählen Sie eine Materialgüte mit höherer Duktilität.
Materialdicke und Härte erhöhen die Wahrscheinlichkeit von Rissen erheblich. Dickere Abschnitte konzentrieren die Spannung auf einen kleineren Bereich, während hochfeste Stähle weniger Dehnungskapazität vor dem Bruch haben. Die Wahl eines Stempelspitzenradius, der zu diesen Materialeigenschaften passt, ermöglicht eine gleichmäßigere Spannungsverteilung über die Biegung. Bei hochwertigen Bauteilen sollten vor der Bearbeitung teurer Rohlinge Testbiegungen an Ausschussmaterial aus derselben Charge durchgeführt werden, um kostspielige Fehler zu vermeiden.
Einige Brüche beginnen mikroskopisch und bleiben verborgen, bis sie sich während der Endbearbeitung oder im tatsächlichen Einsatz ausweiten. Eine sorgfältige Prüfung direkt nach dem Biegen kann frühe Warnzeichen aufdecken: winzige Oberflächenrisse oder matte Stellen, wo die Biegung einen sauberen, gleichmäßigen Glanz haben sollte. Das frühzeitige Erkennen dieser Unregelmäßigkeiten ermöglicht es, das Teil zu reparieren oder den Prozess anzupassen, bevor sich der Fehler verschlimmert.
Viele Fehlersuchhandbücher übersehen einen entscheidenden Punkt: Fehler im Biegewinkel, Abweichungen bei der Bombierung, Oberflächenfehler und Risse lassen sich oft sofort am fertigen Werkstück erkennen, nicht erst bei späteren Qualitätsprüfungen. Die wertvollste Gewohnheit für einen Abkantpressenbediener ist es, eine In-Prozess-Triagedurchzuführen – stoppen Sie nach dem ersten Teil einer Charge, prüfen Sie die Biegewinkel über die gesamte Länge, inspizieren Sie die Oberfläche und suchen Sie nach Rissen. Passen Sie Werkzeuge oder Maschineneinstellungen an, bevor Sie fortfahren. Dieser einzelne Schritt kann Dutzende Teile vor dem Ausschuss bewahren, indem mechanische, materialbedingte oder Einrichtungsprobleme sofort erkannt werden. Er spiegelt die Fähigkeit eines Bedieners wider, die Automatisierung der Maschine mit seiner eigenen scharfen Beobachtung zu verbinden, um Präzision zu gewährleisten.
Schutzvorrichtungen bieten Ihre primäre Sicherheitsschicht, sind aber kein Ersatz für allgemeines Risikobewusstsein. Von der OSHA zugelassene Systeme – wie aktive opto-elektronische Schutzvorrichtungen (AOPDs), Lichtvorhänge und Laserscanner – überwachen den Arbeitsbereich der Abkantpresse während des Abwärtslaufs des Stößels und erkennen, wenn etwas in die Gefahrenzone eindringt. Sie verhindern, dass Hände, Finger oder andere Körperteile beim Schließen des Werkzeugs eingeklemmt werden, und können auch Unfälle abfangen, die durch unbeabsichtigtes Betätigen des Fußschalters oder mechanische Defekte wie eine festsitzende Kupplung ausgelöst werden.
Diese Schutzsysteme sind jedoch keine allumfassenden Lösungen. Sie schützen nicht während des Werkzeugwechsels, wenn die Abkantpresse nicht läuft, aber Ihre Hände zwischen den Werkzeugen sind. Sie können das Risiko eines zurückschnellenden Werkstücks bei Biegungen von federndem Material nicht ausschließen und auch nicht vor Quetschgefahren am Hinteranschlag oder an den Seiten der Maschine schützen. Sie ersetzen nicht die visuelle Kontrolle der Freigängigkeit vor dem Starten des Zyklus und bieten keinen Schutz vor Einrichtungsfehlern, die dazu führen, dass das Teil unerwartet verdreht oder verrutscht.
Echte Sicherheit entsteht, wenn Schutzvorrichtungen als ein Element eines umfassenden Ansatzes genutzt werden – kombiniert mit gezielter Handplatzierung, Wachsamkeit beim Rückführen und einer Pause vor jedem Werkzeugwechsel, um die Einhaltung von Lockout/Tagout zu überprüfen. Ein Bediener, der die Grenzen der Schutzvorrichtungen kennt, vermeidet es, sich ausschließlich auf sie als Sicherheitsnetz zu verlassen. Das ist der Wandel vom Vertrauen in die Maschine hin zum Vertrauen in Können und Urteilsvermögen.
Ein makelloser Biegewinkel im Winter und ein falsch ausgerichteter Winkel im Sommer entstehen selten zufällig – der Übeltäter ist meist ausgelassene Wartung. Hydrauliksysteme erfordern Aufmerksamkeit: Die Viskosität der Flüssigkeit variiert mit der Temperatur, Dichtungen erfahren bei jedem Zyklus minimale Abnutzung, und feine Verunreinigungen sammeln sich langsam im Reservoir an. Jeder dieser Faktoren kann die Geschwindigkeit des Stößels und die Druckstabilität subtil beeinflussen, was bei Vernachlässigung zu abnehmender Winkelgenauigkeit führt.
Tägliche Routinen sind Ihr größter Schutz. Reinigen Sie die Werkzeugoberflächen und prüfen Sie auf Grate, die das Material aus der Ausrichtung bringen könnten. Bestätigen Sie die Parallelität des Stößels zu Beginn jeder Schicht mit einer Fühlerlehre, statt sich auf das Augenmaß zu verlassen. Überwachen Sie wöchentlich den Zustand der Hydraulikflüssigkeit – sowohl den Stand als auch die Klarheit – und ersetzen Sie sie früher als vom Hersteller vorgesehen, wenn eine Verunreinigung sichtbar ist. Inspizieren Sie monatlich die Leitspindeln und Linearführungen des Hinteranschlags, um zu verhindern, dass Spiel die Positioniergenauigkeit beeinträchtigt.
Für den engagierten Handwerker sind diese Inspektionen keine lästige Pflicht, sondern eine schützende Investition – sie stellen sicher, dass die Maschine heute genauso arbeitet wie vor Wochen. Absolute Präzision ist unerreichbar, aber stabile, reproduzierbare Ergebnisse sind gut möglich, wenn Verschleiß, Abweichungen und Verunreinigungen behoben werden, bevor sie unbemerkt die Leistung beeinträchtigen.
Erfahrung bedeutet nicht nur, Jahre abzusitzen – sie zeigt sich darin, wie ein Bediener über die Arbeit nachdenkt. Eine der effektivsten Methoden, echte Kompetenz zu beurteilen, ist das Stellen von drei gezielten Fragen:
Wenn ein Auszubildender diese Fragen mit Selbstvertrauen und fundierter Begründung beantworten kann, hat er den Schritt vom bloßen Befolgen von Abläufen hin zum echten Verständnis gemacht. Wenn nicht, ahmt er nur Bewegungen nach – sicher nur solange, bis das Unerwartete eintritt.
Ein Bediener kann innerhalb eines Tages mit dem Biegen von Teilen beginnen, in einer Woche grundlegende Fertigkeiten erlangen und in einem Monat volle Kompetenz erreichen. Aber der Sprung vom $36.000-Euro-im-Jahr-Knopfdrücker zum $56.000-Euro-im-Jahr-Handwerker liegt in der schmalen, bewussten Lücke zwischen dem bloßen Treten des Pedals und dem Verständnis genau warum die Maschine so reagiert, wie sie es tut. Schutzmaßnahmen sichern Ihr Leben. Wartung bewahrt Ihre Winkel. Die richtigen Fragen zu stellen hält Ihren Geist schärfer als Ihre Werkzeuge.
Vernachlässigen Sie eines davon, hängt Ihr Erfolg vom Glück ab. Beherrschen Sie alle drei, werden Präzision und Sicherheit zur Gewissheit.


















