

Bir abkant pres ruh hâlini okumaz, uyarı vermez veya iki kez düşünmez—programlanmış strokunu, istisnasız uygular; zımba altında sertleştirilmiş çelik olsun ya da insan eli, fark etmez. Bu gerçek, yeni başlayanları sarsabilir, ancak onları hareketsizliğe sürüklememelidir. Amaç, belirsiz endişeyi bilgili saygıyla değiştirmektir: makinenin tam olarak nasıl davrandığını, neden bu şekilde davrandığını anlamak ve fiziği öngörülebilir—ve güvenli—tutan çalışma alışkanlıkları geliştirmek. Silindirin “tanıdığı” şeyi kavradığınızda, aksilikler rastgele olmaktan çıkar ve bunun yerine prosedürde veya güvenlik sistemlerinde önlenebilir aksaklıklara dönüşür.
Bir hidrolik abkant pres, dikey ve hassas bir strokta 40 ila 300 ton arasında kuvvet ileten, hidrolik gücü en ufak tavize yer bırakmayan rijit takım setleri aracılığıyla dönüştüren bir sistemdir. Onu yüksek hassasiyetli bir ceviz kıracağı olarak düşünün—hiç ıskalamayan, duraksamayan ve merhamet seçmeyen bir ceviz kıracağı.
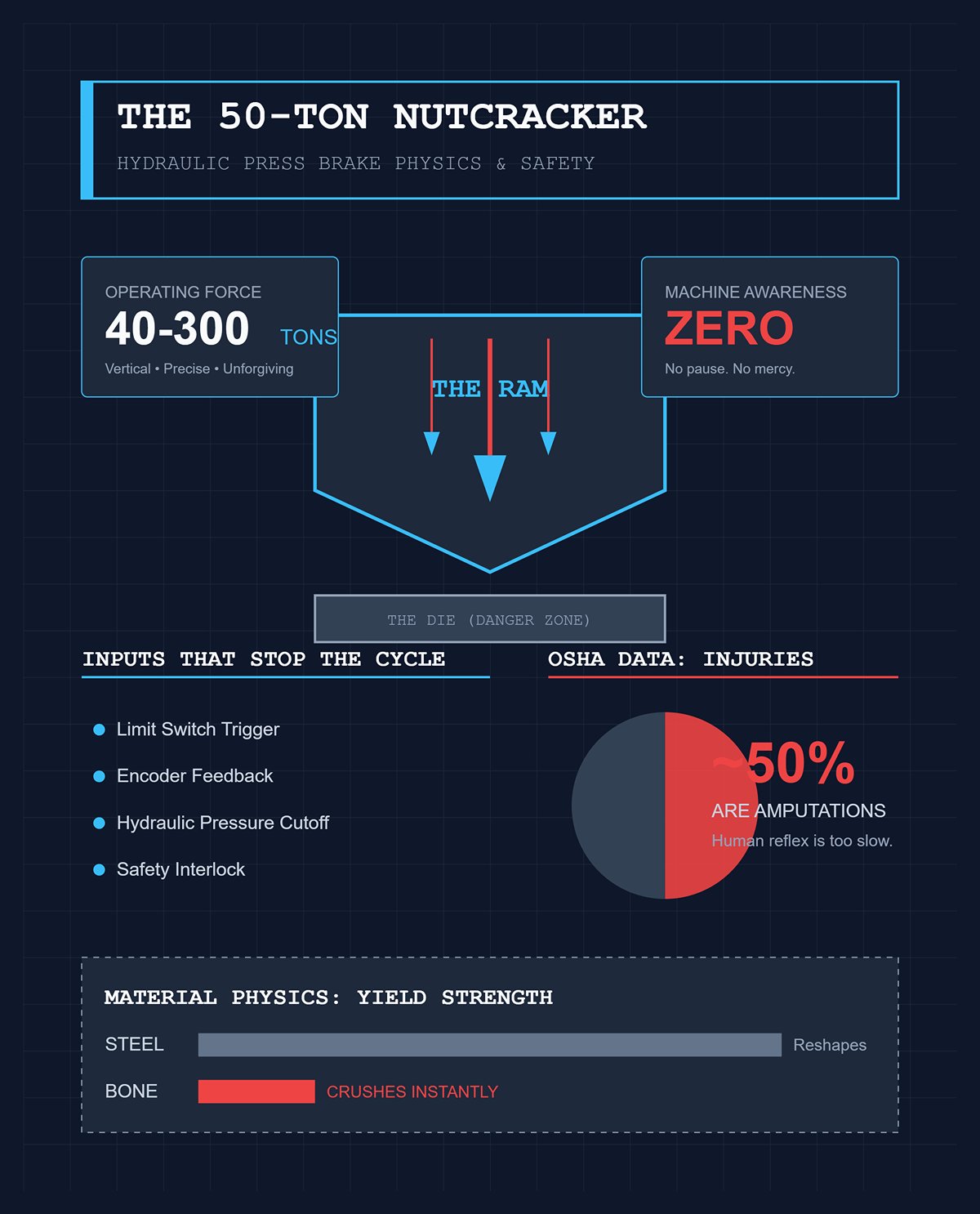
Silindirin hareketi insani farkındalıktan yoksundur. Bir kez devreye girdiğinde, önceden ayarlanmış mesafeye, kuvvet limitine veya programlanmış bükme açısına kadar çalışır. Yalnızca limit anahtarı tetiklemesi, enkoder geri bildirimi, hidrolik basınç kesme veya bir güvenlik kilidi gibi bir giriş onu durdurabilir veya yavaşlatabilir. Böyle bir müdahale olmadan, çevrim bitene kadar tam kuvvet uygular. Çelik bu basınç altında şekil değiştirir; kemik ise çok daha düşük akma dayanımına sahip başka bir malzeme olarak duraksamadan deforme edilir.
Öngörülebilirlik iki taraflıdır. OSHA kayıtları, hidrolik presler ve abkant presler ile ilgili yaralanmaların yaklaşık yarısının ampütasyon olduğunu doğrulamaktadır. Bu olaylar çoğunlukla iş bölgesinde—zımba ile kalıbın birleştiği noktada—meydana gelir; tam da silindirin tasarlandığı şekilde davrandığı ve insan refleksinin gerektirdiği saniyenin kesirleri içinde geri dönüş yapamadığı için. Bunu kabul etmek, korku yaratmakla ilgili değil; kritik konumlandırmayı yönlendirecek ve ayağınız pedala daha değmeden önce güvenlik önlemlerini uygulayacak sağlam bir zihinsel çerçeve inşa etmekle ilgilidir.
Silindirin kontrol sistemi basit bir varsayımla çalışır: zımba ile kalıp arasındaki her şey, amaçlanan iş parçasıdır. Sertlik farkları, eldiven kullanımı hatta insan derisi bile işlemeye devam etme kararını etkilemez. Hidrolik devre, çevrim tamamlanana kadar programlanan kuvveti uygular. Sesler, ani hareket veya yakınlık fark yaratmaz—bir güvenlik ışını kesilmedikçe veya koruma rölesi tetiklenmedikçe.
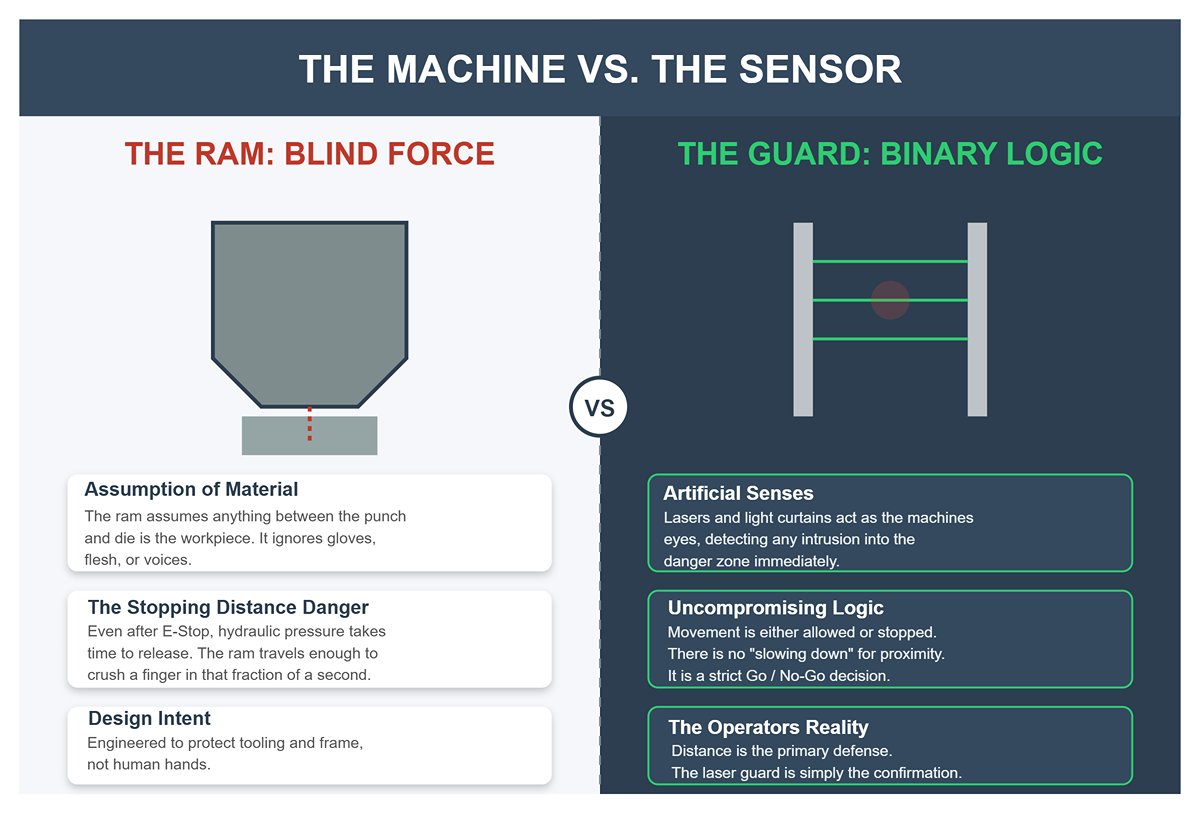
Bu hassasiyet eksikliği, durma mesafeleri düşünüldüğünde dikkat çekicidir. Acil durdurmaya bastıktan sonra bile, silindir hidrolik basıncı boşaltmak zorundadır, bu da kritik bir saniye kesri boyunca hareketine devam eder—insan parmağının kalınlığını fazlasıyla ezmeye yetecek kadar. Kontrol sistemi, takımı ve makine gövdesini aşırı yükten koruyacak şekilde tasarlanmıştır, beklenmedik bir el varlığına tepki vermek için değil.
Güvenlik mekanizmaları, aksi halde tavizsiz olan bir makineye bir miktar farkındalık kazandırır. Lazer korumalar, ışık perdeleri ve “B-gate” sistemleri yapay duyu organları gibi çalışarak tehlike bölgesine bir giriş algılar ve işlemi derhal durdurur veya başlamasını engeller. Mantıkları silindirinki kadar tavizsizdir: hareket ya izin verilir ya durdurulur—“yakın” olduğu için asla yavaşlatılmaz. Bu gerçeği kavrayan operatörler, takımdan tam olarak uzak durmanın en iyi savunma olduğunu anlar; lazer koruma ise sadece teyit mekanizmasıdır.
Günün başında, abkant pres kurulumunu en önemli güvenlik fırsatınız olarak değerlendirin. Silindir hareket etmeye başladığında, güvenli üretim ile yaralanma arasındaki tek engeller koruma sistemleri ve sizin dikkatinizdir.
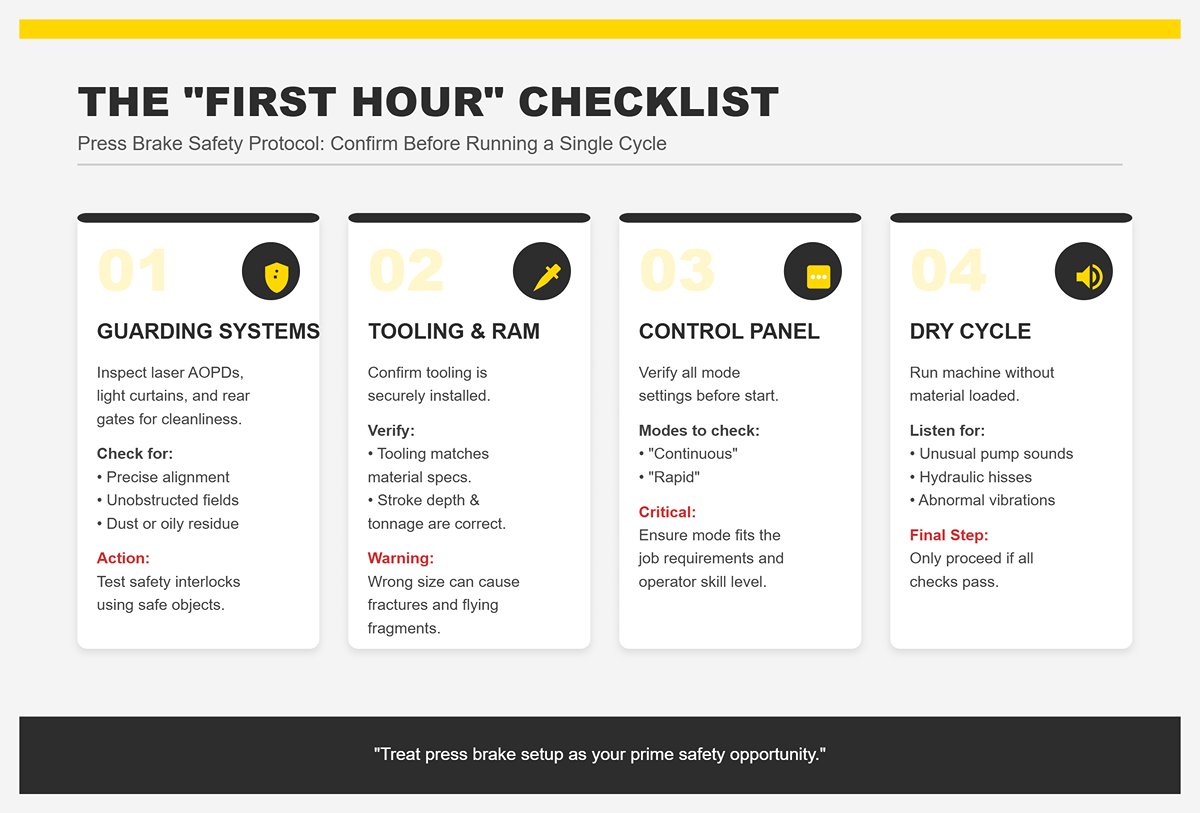
Tüm koruma donanımını—lazer AOPD’ler, ışık perdeleri ve arka kapılar—temizlik, hassas hizalama ve algılama alanının engellenmemesi açısından inceleyin. Toz, yağlı kalıntı veya kaymış montajlar performanslarını zayıflatabilir veya yanlış olarak temiz sinyaller gönderebilir. Güvenlik kilitlerini güvenli nesnelerle test ederek doğru tepki verdiklerinden emin olun.
Tüm takımların sağlam bir şekilde monte edildiğini ve günün malzeme özelliklerine uygun olduğunu doğrulayın. Yanlış boyda bir zımba veya kalıp, malzemenin öngörülemez şekilde kırılmasına ve keskin parçacıkların fırlamasına sebep olabilir. Silindirin programlı strok derinliğinin ve tonajının, malzemenin kalınlığı ve çekme dayanımı ile doğru şekilde eşleştiğini kontrol edin.
Kontrol panelinin mod ayarlarını doğrulayın. “Sürekli” veya “hızlı” gibi bazı modlar, bir şey ters gittiğinde müdahale etmek için mevcut süreyi önemli ölçüde kısaltır. Seçilen modun hem iş gerekliliklerine hem de görevdeki herkesin beceri seviyesine uygun olduğundan emin olun.
Gerçek üretime başlamadan önce, makineyi malzeme yüklemeden kuru bir çevrimden geçirin ve çalışma alanından tamamen uzak durun. Pompadan gelen alışılmadık seslere, hidrolikten gelen tıslama sesine veya anormal titreşimlere dikkat edin; bunlar hem doğruluğu hem de güvenliği tehdit eden sorunların sinyalini verebilir. Tüm kontrollerden geçtikten sonra malzemeyi yerleştirip pedala basabilir ve silindirin çalışmasına izin verebilirsiniz. Bu tutarlı disiplin, ekipmana saygıyı besler: endişeyi, hem makinenin güvenilirliğine hem de kendi becerinize olan güvene dönüştüren bir hazırlık rutinidir.
İmalat çizimleri boyutlar, toleranslar, malzeme türleri ve yüzey işlemi notları gibi detaylarla doludur—ancak hidrolik bir abkant pres sadece bunların belirli bir kısmından etkilenir. Operatör olarak ilk sorumluluğunuz, çizimi bükmeyi etkileyen unsurlara indirgemektir: malzeme türü ve kalınlığı, bükme açıları, gerekli iç yarıçaplar, flanş uzunlukları ve bükme sırası. Bu temel değerler, hangi takımı kullanacağınızı, tonajı nasıl hesaplayacağınızı ve arka dayanağı nereye yerleştireceğinizi belirler.
Bu kritik ayrıntılardan herhangi birinin yanlış yorumlanması veya gözden kaçırılması bir dizi arızayı tetikleyebilir. Yanlış bir kalınlık, hatalı tonaj ayarlarına yol açar; yanlış okunan bir büküm sırası, ilk bükümden sonra parçanın takımla çarpışmasına ve yeniden işlemeye zorlanmasına neden olabilir. Bazı hatalar, programlama ayarlarıyla çalışma esnasında düzeltilebilir; ancak yanlış takım seçimi veya tonaj hatası, parçaların hurdaya çıkmasına ya da koç ve yataklarda hasara yol açabilir. Bu aşamadaki doğruluk, iş parçasınızı ve hiçbir tahmine tolerans tanımayan, devasa güç sağlayan hidrolik sistemi korur.
1,0 mm kalınlığında paslanmaz çelik ve dar iç yarıçap belirtilen bir çizimi ele alalım—bu, aynı kalınlıktaki bir alüminyum levhadan farklı takım seçimi gerektirir. Paslanmaz çelik daha fazla yaylanma gösterir, bu yüzden tonaj tablosu buna göre yorumlanmalıdır. Bu nedenle deneyimli operatörler, bir çizimi yalnızca geometrik değil, mekanik açıdan da okumak için özel zaman ayırırlar: amaç, görsel spesifikasyonları abkant presin çalışma diline dönüştürmektir.
Bükme işlemlerinde, panç bükümün üst kısmını şekillendirir, kalıp alt kısmı oluşturur ve kalıp omuzları arasındaki açıklık—“kalıp açıklığı” olarak bilinir—levhanın basınca nasıl tepki vereceğini belirler. Güvenilir bir kılavuz, “8x Kuralı”dır: standart hava bükmede, malzeme kalınlığınızın yaklaşık sekiz katı bir kalıp açıklığı seçin. Daha dar bir açıklık, belli bir noktaya kadar daha yüksek hassasiyet sağlayabilir ancak gereken tonajı önemli ölçüde artırır, aşırı yüklenme riskini yükseltir. Buna karşılık, geniş bir açıklık tonajı düşürür ama büküm hassasiyetini azaltır ve aşırı büyük bir büküm yarıçapı oluşturabilir.
Örneğin, 3 mm kalınlığında yumuşak çelik bir panel düşünün. 8x Kuralı'na göre, 24 mm kalıp açıklığı idealdir. Bunu 12 mm’ye (4x) düşürürseniz, gerekli tonaj yaklaşık 0–300 artabilir, koç üzerinde ekstra baskı oluşturur ve takım ömrünü kısaltır. 36 mm’ye (12x) çıkarırsanız, büküm daha düz görünür, spesifikasyonlara uymak için aşırı büküm gerekir—bu da çevrim süresini uzatır ve değişkenlik getirir.
Bu prensip rastgele bir eğitim odası tavsiyesi değildir—yük, sapma ve malzemenin akma dayanımı fiziğine dayanır. Ondan gereksiz yere sapmak, mekanik strese, hidrolik bileşenlerde erken aşınmaya ve düşük parça kalitesine davetiye çıkarır. Üretim gereklilikleri kuralın ötesine geçmeyi gerektiriyorsa—örneğin özel bir tasarım elde etmek için—bunu bilinçli bir şekilde ve makinenin nominal kapasitesinin farkında olarak yapın.
Arka dayama, malzeme için hassas konumlandırıcınızdır ve her bükümden önce her boşluğun doğru şekilde yerleştirilmesini sağlar. Onun doğruluğu, sonraki bükümlerin kusursuz hizalanmasını veya parçanın giderek bozulmasını belirler. İlk programlanmış duruş çok önemlidir—tüm diğer ofsetlerin hesaplandığı referans noktasını oluşturur. O ilk duruş yanlışsa, küçük hatalar işlem boyunca birikir.
Dört bükümlü L şeklinde bir parça ürettiğinizi hayal edin. İlk flanş, arka dayama yanlış ayarlandığı için 0,5 mm hizasız olursa, bu hata her yön değişiminde tekrarlanır ve birleşerek son flanş uzunluğunu 2–3 mm saptırabilir. Dar toleranslı projelerde bu fark, kabul edilen bir parça ile hurda arasındaki farkı belirleyebilir.
Kalibrasyon, takım hizalamasını, koç strok limitlerini ve doğru levha desteğini dikkate almalıdır. Arka dayama parmakları malzeme ile dik olarak buluşmalı, herhangi bir sapma veya dönmeden kaçınılmalıdır. Arka dayama tahrikinde gevşeklik ya da yanlış hizalanmış durak yüzleri gibi gizli hata kaynakları doğruluğu hızla aşındırabilir. Dikkatli bir operatör, üretime başlamadan önce ilk duruşu hem görsel hizalama hem de deneme oturtma ile doğrular—her bükümün güvenilir ve doğru bir referanstan başlamasını sağlar.
Hurda testi sadece temkinli davranmak değildir—kontrollü, bilinçli bir denemedir. Kusursuz kurulumla bile, malzeme tutarsızlıkları, yaylanma ve takım aşınması gibi değişkenler, büküm açılarını veya flanş uzunluklarını bozabilir. Önemsiz bir boş parça üzerinde deneme bükümü yapmak, kurulumunuzu doğrulamanıza ve potansiyel sorunları üretim parçalarını yüklemeden önce ortaya çıkarmanıza olanak tanır.
Bu adımda asla üretim parçasını riske atmayın. Bükümünüz yanlışsa hem malzemeyi hem de hazırlık çabasını boşa harcarsınız. Hurda testleri, fazla veya yetersiz büküm, burulma ve yüzey izi gibi sorunları ortaya çıkarır. Ayrıca, büküm yarıçapını etkileyen hafif aşınmış bir panç veya tekrarlanan vuruşlarda oluşan hidrolik kayma gibi daha ince sorunları da gösterebilir—bunlar statik kontrollerde fark edilmeyebilir.
Hurda testi, programların ince ayarını yaparken özellikle değerlidir. Test sonrası koç derinliği veya arka dayama konumunda yapılan ayarlamalar sadece birkaç dakika alır, oysa yanlış bükülen üretim parçalarını düzeltmek saatler sürebilir ve müşteri teslimatlarını geciktirebilir. Yüksek hacimli üretimde bile, iki dakikalık bir hurda bükümüne yatırım yapmak, büyük duruş sürelerini ve maliyetli yeniden işlemleri önleyebilir.
Kurulumun ilk on beş dakikası, sonraki her çevrimin doğruluğunu ve verimliliğini belirler. Takımların ve hidrolik sistemin saniyeler içinde yirmi tonun üzerinde kuvvet uygulayabildiği hidrolik abkant pres işlemlerinde, kusursuz bir hassasiyetle başlamak esastır. Çizimin yanlış okunması, 8x Kuralı uygulanmadan takım seçimi, özensiz arka dayama yerleştirmesi veya hurda testinin atlanması gibi hatalar, kaçınılmaz olarak malzeme israfına, ekipman hasarına veya her ikisine birden yol açar.
Buradaki ilerleme, sadece hazırlıklı olmaktan tutarlı güvenilirliğe ulaşmaya doğrudur. Bu kurulum uygulamalarını titizlikle izleyerek, neyin güvenli bir operasyonu tanımladığını bilmenin ötesine geçersiniz—her bükümün kusursuz başlamasını, belirtilen toleranslara uymasını ve abkant presin en iyi performansını korumasını sağlayan koşulları aktif olarak yaratırsınız. O on beş dakika boşa geçen zaman değildir; atölyede karşılaşabileceğiniz tüm önlenebilir sorunlara karşı proaktif bir güvenlik önlemidir.
Modern hidrolik abkant pres işlerinde, hava bükme iyi bir nedenle tercih edilen teknik haline gelmiştir—hassasiyet ve verimliliğin birleşimi. Bu yöntemde, zımba iş parçasının üzerinde konumlandırılır ve kalıbın tabanına temas etmeden durur. CNC sistemi, istenilen açıyı elde etmek için gerekli olan hassas koç derinliğini hesaplar ve geri esnemeyi otomatik olarak telafi eder. Hava bükme, hem takım hem de malzeme üzerindeki gerilimi büyük ölçüde azaltır, takım ömrünü uzatır ve operatörün sürekli ince ayar yapmasına gerek kalmadan tutarlı doğruluk sağlar.
Alttan bükmede ise, zımba ve malzeme açı tamamen oluşana kadar kalıp içine sıkıca bastırılır. Kalın malzemelerde veya çok kısa flanşlarda yeri olsa da, gereken tonajı dramatik şekilde artırır ve aşınmayı hızlandırır. Pek çok operatör geri esnemeyi önlemek için parçaları yanlışlıkla alttan büker; ancak gerçek çözüm, malzemeyi zorlamak yerine doğru takımı seçmektir—örneğin bükülme geri kazanımını kontrol etmek için 85 derecelik zımba yerine 88 derecelik zımba kullanmak gibi.
Servo tahrikli koç sistemleri sayesinde, günümüz makineleri ±0.01 mm içinde konumlama hassasiyetini korur. Pratikte bu, zaten tam açılar elde edildiği anlamına gelir; malzemeyi tamamen düzleştirmeye zorlamak iş parçasına veya takıma zarar verme riski taşır. Operatörün görevi artık açıyı hisle ayarlamaktan çok, malzemenin arka dayamaya doğru şekilde oturduğundan ve takımın işe uygun şekilde eşleştirildiğinden emin olmaktır.
| Boyut | Hava Bükme | Alt Bükme |
|---|---|---|
| Teknik | Zımba, kalıp tabanına temas etmeden iş parçasının üzerinde durur; CNC hassas koç derinliğini hesaplar ve geri esnemeyi telafi eder | Zımba ve malzeme, açı tamamen oluşana kadar kalıp içine sıkıca bastırılır |
| Hassasiyet ve Doğruluk | CNC ve servo kontrol ile yüksek hassasiyet; ±0.01 mm konumlama doğruluğu sağlar | Hassas olabilir ancak genellikle doğru takım seçimi yerine kuvvet kullanılarak geri esneme dengelenmeye çalışılır |
| Takım ve Malzeme Gerilimi | Azaltılmış gerilim, uzatılmış takım ömrü, sürekli ince ayara gerek kalmadan tutarlı doğruluk | Yüksek gerilim, takım ve malzeme üzerinde artan aşınma |
| Tonaj Gereksinimi | Daha az tonaj gerekir | Çok daha yüksek tonaj gerekir |
| Geri Esneme Yönetimi | Bükülme geri kazanımını kontrol etmek için CNC telafisi veya doğru takım (örneğin 88° zımba) | Genellikle uygun takım seçimi yerine geri esnemeyi zorla ortadan kaldırmak için yanlış kullanılır |
| Operatörün Rolü | Doğru takımı ve malzemenin arka dayamaya uygun şekilde oturduğundan emin olun | Daha fazla manuel açı ayarı gerekebilir; tamamen düzleştirilmeye zorlanırsa iş parçası veya takım zarar görebilir |
| İdeal Kullanım Durumları | Genel hassas bükme; çeşitli malzemelerde verimlilik | Kalın malzemeler veya son derece kısa flanşlar |
Eski pres frenlerde, koçun (ram) ani düşüşü, sacın serbest kenarının yukarı doğru ani bir ivmeyle kalkmasına neden olabilirdi — “kamçılanma” olarak bilinen bu hareket hem güvenlik riski hem de malzeme için potansiyel hasar oluştururdu. Yaralanmayı önlemek için operatörler uzaktan durur ve sacı mesafeden desteklerdi. Buna karşılık, modern hidrolik sistemler koçun hızlanma ve yavaşlamasını dikkatle düzenleyerek bu etkiyi büyük ölçüde azaltır. Otomatik büküm sıralaması ve kontrollü yaklaşma hızları gibi gelişmiş özellikler de beklenmedik hareketleri en aza indirir.
Bu ilerleme tehlikeleri azaltsa da el konumlandırması hâlâ önemlidir—yalnızca farklı bir nedenle. Sacın hareketine karşı durmak yerine, operatörün amacı stabiliteyi ve hassas hizalamayı korumaktır. Eller olası sıkışma noktalarından uzak tutulmalı ve sac üzerinde hafifçe durmalıdır; böylece makinenin yönlendirilmiş hareketine karşı koymadan yanlamasına kaymayı önler. Arka dayamayı yüz görecek şekilde durmak, hem kenarın oturuşunu hem de büküm ilerlemesini net biçimde izlemeyi sağlar ve operatörün kolları ile gövdesini takım alanının dışında tutar.
Bu yöntem, mekanikten olduğu kadar zihniyetten de ibarettir—operatörün rolünü bir karşı kuvvetten çok bir rehber olarak tanımlar. Makinenin bükümü gerçekleştirmesine izin vermek, gereksiz fiziksel zorlanmayı ortadan kaldırır ve dikkatin, doğru dayama teması, malzeme temizliği ve koçun programlı yoluna hiçbir şeyin engel olmaması gibi kritik faktörlere odaklanmasını sağlar.
Eskiden operatörün hızı, pedalın ne kadar ustaca kullanıldığıyla ilişkilendirilirdi—koçun yaklaşma hareketini hızlandırmak için pedalı dikkatlice bastırmak, ardından hedef büküm derinliğine yaklaşırken yavaşlatmak gerekirdi. Modern pres frenler, hareket profillerine yerleşik olarak 260 mm/s’ye kadar hızlı yaklaşma hızları içerir; büküm sırasında hassas yavaşlamayı otomatik olarak başlatır. Zamanlamanın makine tarafından yönetilmesiyle, pedal girişlerini hızlandırmaya çalışmak yalnızca güvenlik kilitlerini atlama veya sırayı bozma riskini taşır.
Günümüzde “hızlı” tanımı “tutarlı” anlamına gelir. En verimli operatörler pedalı basit bir aç-kapa kontrolü olarak kullanır—bas, tut, bırak—ve bükümler arasında malzemeyi hızlı ve doğru şekilde hareket ettirmeye odaklanır. Zaman tasarrufu, emin kurulumlardan, arka dayamaya hızlı ve doğru hizalamadan ve hizasızlık veya büküm hatalarına bağlı düzeltmelerden kaçınmaktan gelir.
Pedal devreye girdiğinde, hidrolik sistemin programlanmış mantığı tamamen kontrolü ele alır. Makineye “yardım etme” dürtüsüne direnmek, operatörün bir sonraki büküme odaklanmasına, büküm doğruluğunu kontrol etmesine ve etiketlerin veya belgelerin üretim akışıyla hizalı kaldığını teyit etmesine olanak tanır. Yüksek hacimli üretimde, bu disiplinli yaklaşım toplam çevrim süresini kısaltır—mekanik hızlanma yoluyla değil, operatörün eylemlerini düzenleyerek.
Büküm sırası kişisel tercihle ilgili değildir—tolerans birikimini önlemek ve iş akışı sorunlarını engellemek için kritiktir. Her büküm bir sonrakinin geometrisini etkiler ve açısal doğruluk mükemmel olsa bile flanş uzunluğundaki küçük farklılıklar birikebilir. Bükümler yanlış sırayla yapılırsa, bu sapmalar son flanşta birikir ve yeniden işleme olmadan düzeltilemez hale gelir.
Deneyimli operatörler, sıralamayı doğrudan teknik resimden planlayarak bükümleri, küçük boyutsal farklılıkların parça boyunca dağılacağı şekilde düzenler. Bu çoğu zaman en büyük flanşlarla başlamayı veya iş parçasını mümkün olduğunca uzun süre arka dayamaya sıkıca bastıracak şekilde bükümleri organize etmeyi içerir. Dayama ile kararlı temas sağlamak, parça geometrisi karmaşıklaşmadan önce her bükümün tutarlı şekilde konumlandırılmasını garanti eder.
Gelişmiş kavis ayarlama (crowning) ve otomatik telafi sistemleri olsa bile, büküm sırası yine de parçanın montajda uyup uymayacağını belirler. Bir bileşen açısal olarak doğru olabilir ama biriken hatalar delik konumunu, sekme uzunluklarını veya birleşme açılarını kaydırırsa yine de başarısız olur. Burada, operatörün nihai ürünü kavrayışı doğrudan süreç başarısını belirler.
Birçok eğitim programı hâlâ manuel beceriyi vurgular—elle bükümü yönlendirmek ve pedal hızını ayarlamak—sanki makinenin ikna edilmesi gerekiyormuş gibi. Ancak günümüzün servo kontrollü sistemlerinde bu düşünce biçimi, kontrolden çok hata getirebilir. Başlamanın daha iyi yolu, otomasyonun büküm döngüsünün tam olarak hangi anında devreye girdiğini belirlemek ve bilinçli bir şekilde müdahale etmemeye çalışmaktır.
Yaylanmayı (springback) yönetmek için tasarlanmış takımları seçin, tonajı zorla artırarak kalıplama (bottoming) yapmayın. Ellerinizi sıkışma bölgesinden uzak tutun ki farkında olmadan direnç eklemeyin, ayak pedalını amacına uygun şekilde kullanın ve hızını manuel olarak değiştirmeyin, büküm sırasını toleransları akıllıca yayacak şekilde planlayın. Özünde, makineyle iş birliği yapın, ona karşı çalışmayın. Bu yaklaşımı benimseyen operatörler, mekanik “düzeltmelerden” yönlendirilmiş hassasiyete geçerek üretkenliği artırır, takım ömrünü uzatır ve sürekli doğru parçalar üretir—eski alışkanlıkların yorgunluğu veya güvenlik riskleri olmadan.
Geri yaylanma—metalin büküldükten sonra elastik olarak eski formuna dönme eğilimi—açı farklarının başlıca nedenlerinden biridir. Eğer bir flanş toleransın ötesinde geri sekme yaparsa, operatör bunun seriyi ilerletmeden önce farkına varmalıdır. Örneğin, kontrolör hedefi 90° olarak ayarladığında ancak serbest flanş 92–93° ölçülüyorsa, bu yumuşak çeliğin elastikiyetinden kaynaklanır. Birçok üretim ortamında, düşük karbonlu çeliğin kasıtlı olarak yaklaşık 2–3° fazla bükülmesi standarttır; yüksek mukavemetli malzemeler ise orantılı olarak daha fazla aşırı bükme gerektirir. Bazı yüksek mukavemetli alaşımlar, kesit alanına ve kullanılan kalıba bağlı olarak 4–6° aşırı bükme isteyebilir.
Malzeme değişkenliği diğer yaygın nedenlerden biridir. Aynı makine ayarları, yeni bir bobin veya tedarikçi partisinde farklı açılar verebilir. Parti parti akma dayanımındaki değişiklikler geri yaylanma davranışını aniden değiştirebilir; spesifikasyon içinde olsa bile, çekme özelliklerindeki ufak kaymalar belirgin açı değişikliklerine yol açabilir. Her yeni malzeme partisini yeni bir kurulum gibi değerlendirin—iyi stoğunuzu üretime sokmadan önce o partiden hurda kullanarak testler yapın.
Kalıp genişliği, geri yaylanma kontrolünde kritik rol oynar. Tavsiye edilenin çok üzerinde genişliğe sahip bir V‑kalıp, bükme yarıçapını ve elastik geri dönüşü artırır, bu da yalnızca programlama ile açı düzeltmeyi zorlaştırır. Kalıp açıklığını malzeme kalınlığının yaklaşık 12×’inden 8×’ine düşürmek, geri yaylanmayı ’a kadar azaltabilir. Programlanmış aşırı bükmeye rağmen sürekli olarak eksik bükme yaşıyorsanız, makinenin arızalı olduğunu düşünmeden önce takım seçiminizi yeniden gözden geçirin.
Takımınızın durumu, boyutları kadar önemlidir. Burnu aşınmış bir zımba veya omzu çizilmiş ya da hasar görmüş bir V‑kalıp, metalin takıma temas şeklini değiştirir ve bu da aksi halde düzgün bir bükme boyunca belirgin açı farklarına yol açabilir. Sadece bir bölüm sürekli olarak bir veya iki derece sapma gösterirken diğerleri tolerans içinde ise, muhtemelen aşınma veya hasardan kaynaklanıyordur. Bu gibi durumlarda, CNC ofset ayarları ile telafi etmeye çalışmak yerine kusurlu kalıbı onarmak veya değiştirmek daha iyidir.
Kalın veya yüksek mukavemetli malzemelerde tonajın yanlış hesaplanması, daha az belirgin ancak aynı derecede sorunlu bir hataya neden olabilir: bükme hiçbir zaman tam olarak plastik deformasyon aşamasına girmez. Yeterli kuvvet olmadan iş parçası, kaç tekrar darbesi uygularsanız uygulayın, programlanan açıya ulaşamaz. Bunu önlemek için, malzemenin çekme mukavemetini, kalınlığını ve seçilen kalıp genişliğini dikkate alarak tonajı doğru şekilde hesaplayın.
Birkaç hızlı teşhis kontrolü, bir operatörün sorun giderme hızını önemli ölçüde artırabilir:
Taçlama — pres bükme makinesinin yük altında sehim etkisini dengeleme kabiliyeti — yüksek tonaj altında uzun, düzgün bükmeler üretmek için gereklidir. Doğru telafi olmadan, bükme sırasında tabla ve travers hafifçe zıt yönlerde şekil değiştirir: tabla çökerken travers yukarı doğru kemerleşir. Bu, ortada uçlara göre daha az derinlik sağlar ve bükmenin ortasını planlanandan daha açık bırakır.
Basit bir test taçlama sorunlarını doğrulayabilir. Soldan 50–100 mm, tam ortadan ve sağdan 50–100 mm mesafe ile açıyı ölçün. Uçlar doğru ancak orta açık ise, taçlama yetersizdir. Uçlar doğru ancak orta fazla sıkı ise, taçlama çok yüksektir. Bir ucu diğerinden farklıysa, temel neden genellikle travers hizasızlığı veya hatalı takım oturmasıdır.
“Çevirme testi” sorunun kaynağını bulmaya yardımcı olabilir. Bir flanşı bükün ve hangi tarafın hatalı olduğunu not edin. Ardından iş parçasını uçtan uca çevirin ve başka bir flanş bükün. Eğer pres bükme makinesinin aynı tarafı hatayı üretiyorsa, sorun o taraftaki makine veya takımda demektir. Parçanın aynı tarafı çevirme sonrası hatalıysa, stok malzemenin kendisi eşit olmayan kalınlık veya sertlik farklılıklarından dolayı hatalıdır.
Doğru taçlama ayarı, iş parçasının tüm uzunluğu boyunca tutarlı bükme açılarını korumak için anahtardır. Mekanik veya hidrolik taçlama kullanıyor olun, sistem belirli malzeme, iş parçası uzunluğu ve tonaj gereksinimlerine uygun şekilde ince ayar yapılmalıdır. Uzun parçalar üzerinde bu adım atlanırsa, ortada açı sapmaları neredeyse kaçınılmazdır.
Yüzey kusurları genellikle kaçınılmaz olarak görülür, ancak çoğunun net ve çözülebilir nedenleri vardır. Bükme hattı boyunca izler, genellikle aşınmış kalıp omuzlarından, takıma gömülmüş kum taneciklerinden veya temas kuvvetini sınırlı alanlara yoğunlaştıran çok küçük zımba yarıçaplarından kaynaklanır. Takım üzerindeki küçük çapaklar veya ezikler bile bitmiş parça üzerinde görünür izler bırakabilir.
Düzenli kalıp ve zımba bakımı basit bir çözüm sunar: tüm temas yüzeylerinin temiz ve kirden arındırılmış olduğundan emin olun. İş parçası ile kalıp arasına sıkışan herhangi bir parçacık, basınç altında iz bırakabilir. Poliüretan film veya ince fedai levhalar gibi yumuşak kaplamalar kullanmak, ayarlarınıza dahil ettiğiniz sürece, hassas yüzeyleri açıları önemli ölçüde etkilemeden koruyabilir.
Takım seçimi, yüzey bitişini de etkiler. Daha büyük omuz yarıçapına sahip kalıplar, temas kuvvetini daha geniş bir alana yayarak, özellikle daha yumuşak metallerde kırışıklık veya parlama izleri oluşma olasılığını düşürür. Kaplamalı veya ayna parlaklığında cilalı levhalarda, cilalı takıma geçmek veya araya koruyucu bir ara tabaka yerleştirmek genellikle görüntüyü korumak için yeterlidir.
Bükme bölgesinin ötesine uzanan çizikler genellikle yerleştirme veya çıkarma sırasında sürtünmeden kaynaklanır. Arka dayama yüzeylerinin ve destek kollarının temiz, pürüzsüz ve çapaksız olduğundan emin olun. Yükleme ve boşaltma sırasında dikkatli kullanım, düzenli temizleme rutinleriyle birleştiğinde çoğu istenmeyen hasarı önlemeye yardımcı olur.
Bükme çizgisi boyunca oluşan çatlaklar, sadece bir yüzey kusuru değil, yapısal bir arızayı gösterir. En yaygın sebeplerden biri, tahıl yönelimi ile bükme arasındaki ilişkidir. Haddeleme sırasında sac ve plaka metalleri bir tane yapısı geliştirir; tahıla paralel bükme, özellikle sertleştirilmiş veya kırılgan alaşımlarda kırılma riskini artırır.
Pahalı hatalardan kaçınmak için hızlı bir görsel kontrol faydalı olabilir: tahıl yönelimini belirlemek için haddeleme izlerine veya fabrika (mill) çizgilerine bakın. Mümkün olduğunda, tahıla dik bükmek, onu ayırabilecek gerilimi azaltır. Eğer dik bükme mümkün değilse, bükme yarıçapını artırmak dış yüzeydeki çekme gerilimini azaltacaktır ya da daha yüksek sünekliğe sahip bir malzeme sınıfı seçilmelidir.
Malzeme kalınlığı ve sertliği çatlama olasılığını önemli ölçüde artırır. Daha kalın kesitler gerilimi daha küçük bir alana yoğunlaştırırken, yüksek sertlikteki çelikler kırılmadan önce daha az esneyebilir. Bu malzeme özelliklerine uygun bir zımba burun yarıçapı seçmek, gerilimin bükme boyunca daha eşit dağılmasını sağlar. Yüksek değerli parçalar için, pahalı levhalarla çalışmadan önce aynı partiden hurda üzerinde test bükmeleri yapmak, maliyetli hataları önlemeye yardımcı olur.
Bazı çatlaklar mikroskobik olarak başlar, bitirme veya gerçek kullanım sırasında genişleyene kadar gizli kalır. Bükme tamamlandıktan hemen sonra dikkatli bir inceleme, temiz ve düzgün parlaklıkta olması gereken bükme bölgesinde minik yüzey yırtıkları veya mat noktalar gibi erken uyarı işaretlerini ortaya çıkarabilir. Bu kusurların erken tespiti, parçayı onarmayı veya kusur kötüleşmeden süreci ayarlamayı mümkün kılar.
Birçok sorun giderme kılavuzu önemli bir noktayı atlar: bükme açısındaki hatalar, taçlanma tutarsızlıkları, yüzey kusurları ve çatlaklar, yalnızca daha sonraki kalite kontrollerinde değil, bitmiş iş parçasında hemen fark edilebilir. Bir abkant operatörü için en değerli alışkanlık proses içi ön değerlendirmeyapmaktır—bir partide ilk parçayı ürettikten sonra durmak, tüm uzunluk boyunca bükme açılarını kontrol etmek, yüzeyi incelemek ve çatlak aramak. Devam etmeden önce takımı veya makine ayarlarını düzeltin. Bu tek adım, mekanik, malzeme veya kurulum problemlerini anında yakalayarak onlarca parçanın hurdaya çıkmasını önleyebilir. Bu, makinenin otomasyonunu kendi keskin gözlemiyle birleştirerek hassasiyeti koruyan bir operatörün becerisini yansıtır.
Koruma, birincil güvenlik katmanınızı sağlar, ancak genel risk farkındalığının yerine geçmez. OSHA onaylı sistemler—Aktif Opto-Elektronik Koruyucu Cihazlar (AOPD’ler), ışık perdeleri ve lazer tarayıcılar—abı kantın koç (ram) inişi sırasında çalışma alanını izler, tehlike bölgesine bir şey girdiğinde algılar. Takım kapanırken ellerin, parmakların veya vücudun diğer bölümlerinin sıkışmasını önler ayrıca ayak pedalına istemsiz basma veya debriyajın takılması gibi mekanik arızalardan kaynaklanan kazaları da engelleyebilir.
Ancak bu koruyucu sistemler, her şeyi kapsayan çözümler değildir. Pres bükücü çalışmıyorken ama elleriniz takım arasında iken yapılan kalıp değişiklikleri sırasında sizi korumazlar. Yaylı malzemelerde bükme sırasında iş parçasının geriye sıçrama riskini ortadan kaldıramazlar, arkada dayama veya makine yanlarındaki sıkışma tehlikelerine karşı da koruma sağlayamazlar. Çevirme işlemini başlatmadan önce görsel olarak boşluk kontrolü yapma gereğini ortadan kaldırmazlar ve parçanın beklenmedik şekilde dönmesine veya kaymasına neden olabilecek kurulum hatalarına karşı koruma sağlamazlar.
Gerçek güvenlik, korumayı kapsamlı bir yaklaşımın bir unsuru olarak kullanmakla gelir—bilinçli el yerleşimi, geri çekme sırasında dikkat, ve herhangi bir takım değişiminden önce kilitleme/etiketleme uyumluluğunu doğrulamak için duraklama ile birleştiğinde. korumanın sınırlarını takdir eden bir operatör, onu tek güvenlik ağı olarak kullanmamayı tercih eder. Bu, makinaya güvenmekten beceri ve yargıya güvenmeye geçiştir.
Kışın kusursuz bir bükme, yazın ise hizasız bir açı tesadüfen meydana gelmez—suçlu genellikle atlanan bakımdır. Hidrolik sistemler ilgi ister: sıvı viskozitesi sıcaklığa göre değişir, contalar her çevrimde küçük aşınmalar yaşar, ve ince kirleticiler zamanla haznede birikir. Bu faktörlerin her biri, koç hızını ve basınç kararlılığını ince şekilde etkileyebilir, eğer kontrol edilmezse açı doğruluğunun azalmasına yol açabilir.
Günlük rutinler en büyük korumanızdır. Takım yüzeylerini temizleyin ve stoğu hizadan çıkarabilecek çapakları kontrol edin. Her vardiyanın başında, görsel tahmin yerine yaprak mastar kullanarak koç paralelliğini doğrulayın. Hidrolik sıvısının durumunu haftalık olarak—hem seviye hem berraklık açısından—izleyin ve eğer kirlenme fark edilirse, üreticinin önerdiğinden daha erken değiştirin. Geri dayama kurşun vidalarını ve doğrusal kızaklarını aylık olarak inceleyerek, boşluğun konumlama hassasiyetini aşındırmasını önleyin.
Özverili zanaatkâr için bu kontroller bir angarya değil, koruyucu bir yatırımdır—makinenin bugün, haftalar öncekiyle tam olarak aynı şekilde çalışmasını sağlar. Mutlak hassasiyet ulaşılamaz olabilir, ancak aşınma, kayma ve kirlenme sessizce performansı engellemeden önce ele alındığında, kararlı ve tekrarlanabilir sonuçlar gayet mümkündür.
Deneyim sadece geçirilen yıllarla ilgili değildir—bir operatörün işi nasıl düşündüğüyle ilgilidir. Gerçek yetkinliği ölçmenin en etkili yollarından biri, üç hedefe yönelik soru sormaktır:
Bir stajyer bu soruları güvenle ve sağlam bir mantıkla yanıtlayabiliyorsa, ezberlenmiş prosedürlerin ötesine geçmiş demektir. Aksi takdirde, hâlâ hareketleri taklit ediyordur—bu, beklenmedik bir durum yaşanana kadar güvenlidir.
Bir operatör bir gün içinde parça bükmeye başlayabilir, bir hafta içinde temel yeterliliğe ulaşabilir ve bir ayda tam beceriye sahip olabilir. Ancak, yılda $36.000 kazanan bir düğme basıcıdan, yılda $56.000 kazanan bir zanaatkâra geçiş, sadece pedala basmakla anlamak arasındaki dar ve kasıtlı boşlukta yatar tam olarak makinenin neden bu şekilde tepki verdiğini. Koruma, hayatınızı korur. Bakım, açılarınıza uzanır. Doğru soruları sormak, zihninizi aletlerinizden daha keskin tutar.
Bunlardan herhangi birini ihmal edin ve başarınız şansa kalır. Üçünü de ustalıkla yönetin ve hem hassasiyet hem güvenlik kesinleşir.


















