

Una prensa plegadora no lee estados de ánimo, no emite advertencias ni se lo piensa dos veces: realiza el golpe programado sin excepción, ya sea que lo que esté bajo el punzón sea acero templado o una mano humana. Este hecho puede inquietar a los recién llegados, pero no debería paralizarlos. El objetivo es reemplazar la preocupación vaga por un respeto informado: comprender exactamente cómo se comporta la máquina, por qué lo hace así y cultivar hábitos de trabajo para que la física se mantenga predecible y segura. Una vez que comprendes lo que el pisón “reconoce”, los accidentes dejan de parecer aleatorios y pasan a ser fallos prevenibles en el procedimiento o en los sistemas de seguridad.
Una prensa plegadora hidráulica canaliza entre 40 y 300 toneladas de fuerza en un golpe vertical y preciso, convirtiendo la potencia hidráulica mediante herramientas rígidas que no dejan margen para concesiones. Piénsalo como una trituradora de nueces de alta precisión: una que nunca falla, nunca se detiene y nunca concede clemencia.
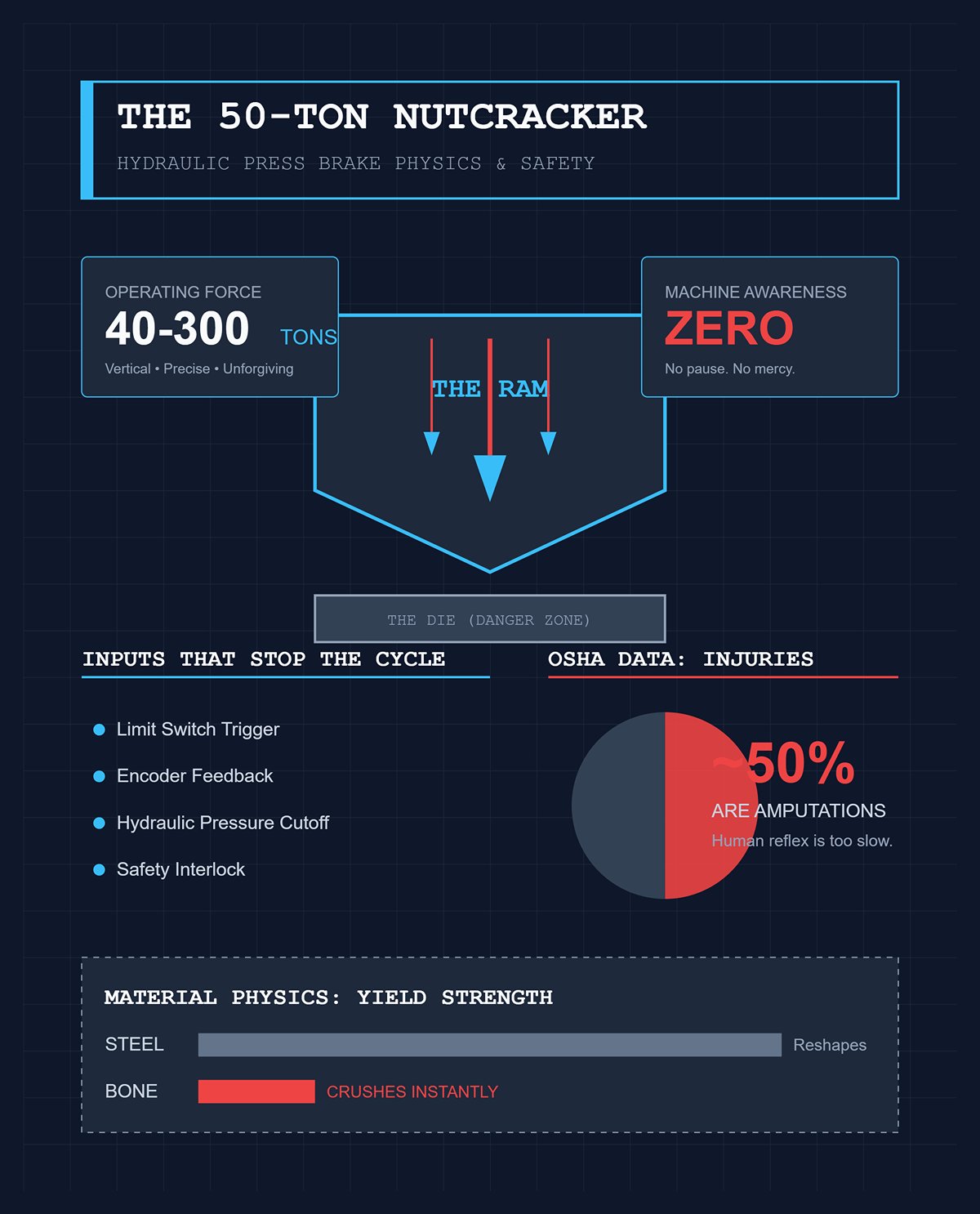
El movimiento del pisón carece de conciencia humana. Una vez activado, funciona hasta su distancia preprogramada, límite de fuerza o ángulo de doblado programado. Solo una señal como el accionamiento de un interruptor de límite, la retroalimentación de un codificador, el corte de presión hidráulica o un enclavamiento de seguridad puede detenerlo o ralentizarlo. Sin tal intervención, aplica la fuerza completa hasta que se concluye el ciclo. El acero cede y se deforma bajo esta presión; el hueso, con una resistencia a la tracción mucho menor, es simplemente otro material que puede deformar sin detenerse.
La previsibilidad tiene dos caras. Los registros de la OSHA confirman que aproximadamente la mitad de todas las lesiones que involucran prensas hidráulicas y prensas plegadoras son amputaciones. Estos incidentes ocurren con mayor frecuencia en la zona de trabajo —donde el punzón se encuentra con la matriz— precisamente porque el pisón se comporta exactamente como fue diseñado y no puede invertir el movimiento en las fracciones de segundo que requeriría un reflejo humano. Reconocer esto no busca infundir miedo; se trata de construir un marco mental lo bastante sólido para guiar el posicionamiento crítico y aplicar medidas de seguridad antes de que tu pie siquiera roce el pedal.
El sistema de control del pisón funciona con una suposición simple: lo que se encuentra entre el punzón y la matriz es la pieza de trabajo prevista. Las variaciones en dureza, la presencia de guantes o incluso carne humana no influyen en su decisión de continuar. El circuito hidráulico aplicará la fuerza programada hasta que el ciclo termine. Las voces, el movimiento repentino o la simple proximidad no hacen ninguna diferencia, a menos que rompan un haz de seguridad o activen un relé de protección.
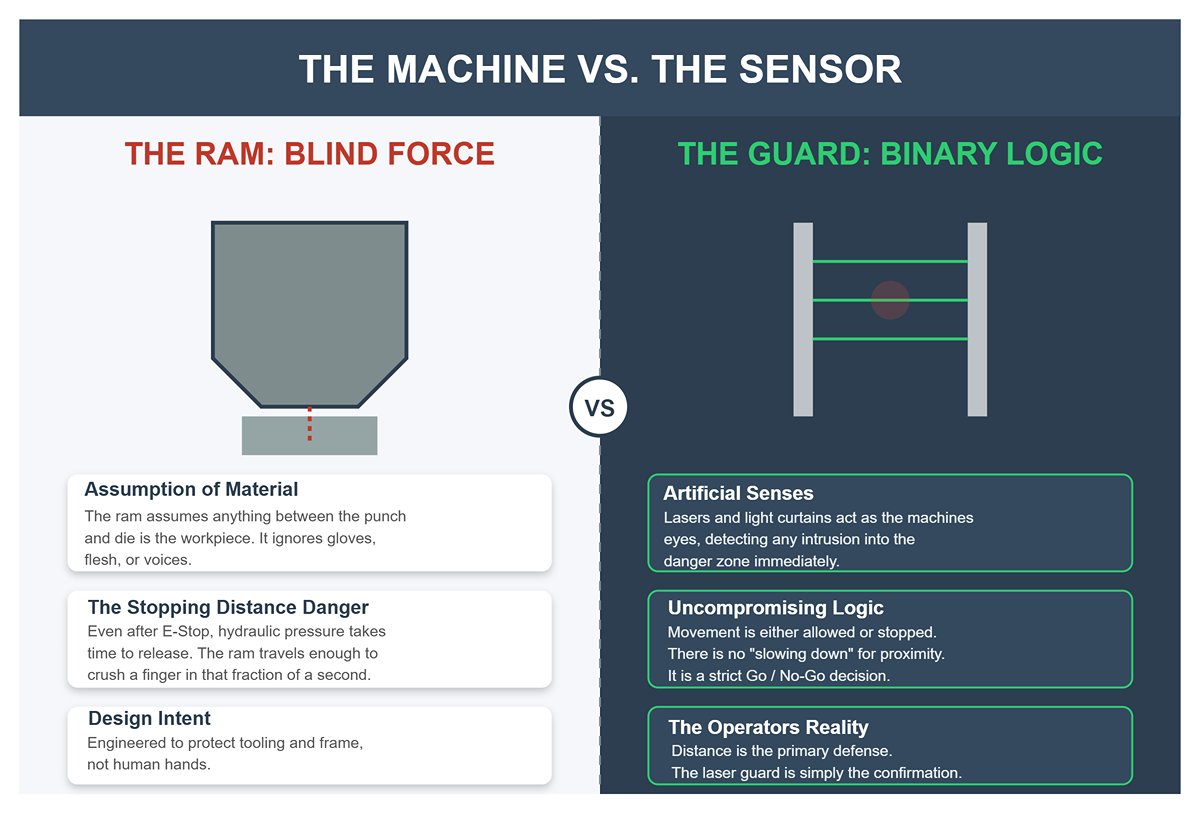
Esta falta de sensibilidad es más evidente cuando se consideran las distancias de parada. Incluso después de presionar el paro de emergencia, el pisón debe liberar la presión hidráulica, continuando su desplazamiento una fracción crítica de segundo, suficiente para aplastar mucho más allá del grosor de un dedo humano. El sistema de control está diseñado para proteger las herramientas y el bastidor de la máquina de una sobrecarga, no para reaccionar ante la presencia inesperada de una mano.
Los mecanismos de seguridad aportan cierto grado de “conciencia” a una máquina que de otro modo es inflexible. Las protecciones láser, las cortinas de luz y las “B-gates” funcionan como sentidos artificiales, detectando una intrusión en la zona de peligro e interrumpiendo o impidiendo inmediatamente la operación. Su lógica es tan estricta como la del pisón: el movimiento se permite o se detiene, nunca se ralentiza porque algo esté “cerca”. Los operadores que entienden esta realidad comprenden que mantener una distancia total con respecto a las herramientas es su mejor defensa; la protección láser es simplemente la confirmación.
Al comenzar el día, trata la configuración de la prensa plegadora como tu principal oportunidad de seguridad. Una vez que el pisón comience a moverse, las únicas barreras entre una producción segura y una lesión son los sistemas de protección y tu propia vigilancia.
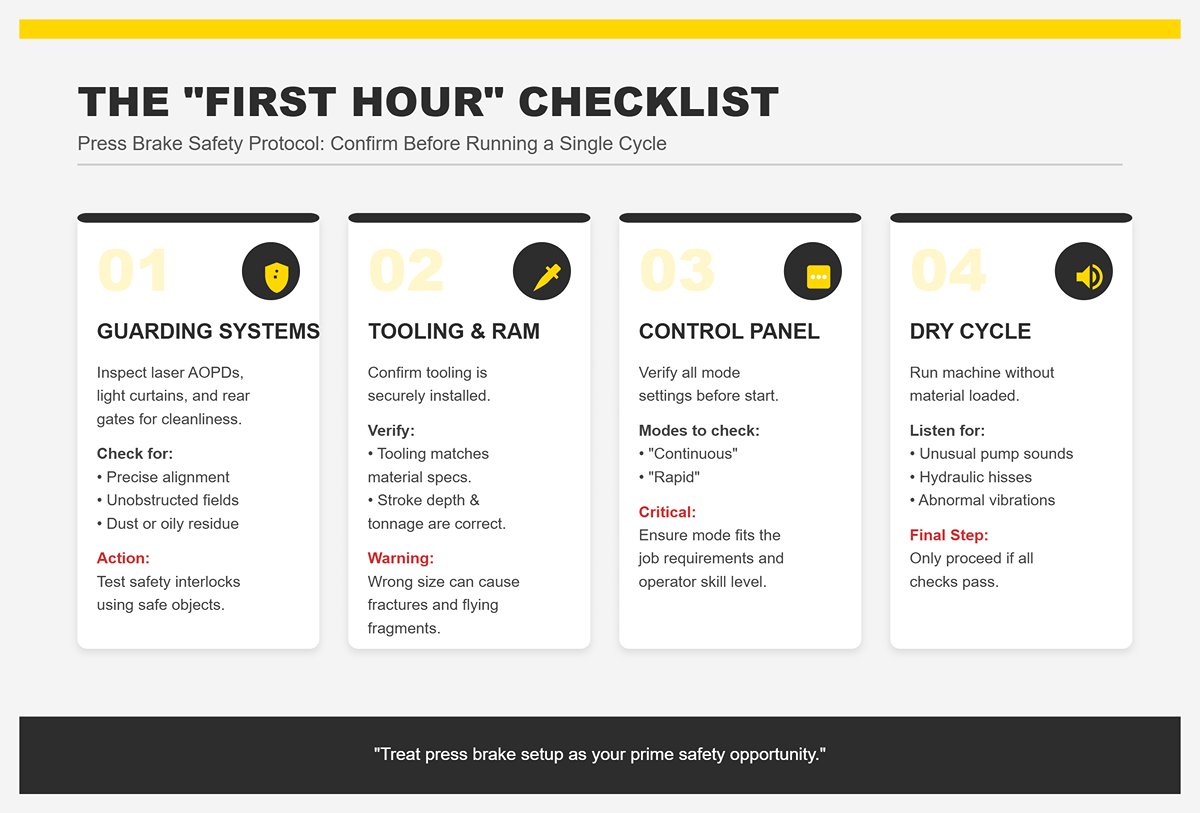
Inspecciona todo el equipo de protección —AOPDs láser, cortinas de luz y compuertas traseras— para comprobar su limpieza, alineación precisa y campos de detección libres de obstrucciones. El polvo, residuos aceitosos o soportes desplazados pueden comprometer su rendimiento o dar señales erróneamente claras. Prueba los enclavamientos de seguridad usando objetos seguros para asegurarte de que responden correctamente.
Confirma que todas las herramientas estén instaladas de forma segura y sean adecuadas para las especificaciones de material del día. Un punzón o matriz del tamaño incorrecto puede causar que el material se fracture de manera imprevisible, enviando potencialmente fragmentos afilados volando. Comprueba que la profundidad de carrera y tonaje programados del pisón correspondan correctamente con el grosor y la resistencia a la tracción del material.
Verifica los ajustes de modo en el panel de control. Algunos modos, como “continuo” o “rápido”, reducen significativamente el tiempo disponible para intervenir si algo sale mal. Asegúrate de que el modo elegido sea apropiado tanto para los requisitos del trabajo como para el nivel de habilidad de todos los involucrados.
Antes de iniciar la producción real, haz que la máquina pase por un ciclo en vacío —sin material cargado— y mantente bien alejado de la zona de trabajo. Presta mucha atención a cualquier sonido inusual de la bomba, un silbido en el sistema hidráulico o vibraciones anormales, ya que pueden indicar problemas que amenazan tanto la precisión como la seguridad. Solo una vez que todas las comprobaciones hayan pasado, coloca el material, acciona el pedal y deja que el pisón opere. Esta disciplina constante fomenta el respeto por el equipo: una rutina de preparación que transforma la aprensión en confianza tanto en la fiabilidad de la máquina como en tu propia habilidad.
Los planos de fabricación vienen cargados de detalles —dimensiones, tolerancias, tipos de material y notas de acabado— pero una prensa plegadora hidráulica solo se ve afectada por un conjunto selecto de estos. Tu primera responsabilidad como operador es destilar el plano hasta los elementos que influyen en el doblado: tipo y grosor del material, ángulos de doblado, radios internos requeridos, longitudes de pestaña y la secuencia de doblado. Estos valores fundamentales dictan qué herramientas usar, cómo calcular el tonelaje y dónde posicionar el tope trasero.
Interpretar mal o pasar por alto cualquiera de estos detalles críticos puede desencadenar una cadena de fallos. Un espesor incorrecto conduce a ajustes de tonelaje erróneos; una secuencia de doblado mal interpretada puede provocar que la pieza choque con las herramientas después de una primera flexión, obligando a rehacerla. Algunos errores pueden corregirse en medio de la ejecución mediante ajustes de programación, pero una mala elección de herramientas o cálculos erróneos de tonelaje pueden dar lugar a piezas desechadas o daños en el ariete y los cojinetes. La precisión en esta etapa protege su pieza de trabajo y el sistema hidráulico, que entrega una fuerza masiva con tolerancia cero a la aproximación.
Tome un plano que especifique acero inoxidable de 1,0 mm de espesor con un radio interno ajustado: esto requiere herramientas diferentes que una lámina de aluminio del mismo espesor. El acero inoxidable tiene mayor recuperación elástica, por lo que la tabla de tonelaje debe interpretarse en consecuencia. Por eso los operadores experimentados dedican tiempo específico a leer un plano en términos mecánicos además de geométricos: el objetivo es convertir las especificaciones visuales en el lenguaje operativo de la prensa plegadora.
En las operaciones de doblado, el punzón da forma a la parte superior de la curva, la matriz forma la parte inferior, y la anchura entre los hombros de la matriz—conocida como apertura de matriz—dicta cómo responde la lámina a la presión. Una pauta confiable es la “Regla de 8x”: para el doblado estándar al aire, elija una apertura de matriz de aproximadamente ocho veces el espesor de su material. Optar por una apertura más estrecha puede ofrecer mayor precisión hasta cierto punto, pero aumentará significativamente el tonelaje requerido, elevando el riesgo de sobrecarga. Por el contrario, una apertura más amplia reduce el tonelaje pero compromete la precisión del doblado y puede crear un radio de curva excesivamente grande.
Tome, por ejemplo, un panel de acero dulce de 3 mm de espesor. Según la Regla de 8x, una apertura de matriz de 24 mm es ideal. Reducirla a 12 mm (4x) puede aumentar el tonelaje requerido aproximadamente en un 200–300 %, poniendo mayor tensión en el ariete y acortando la vida útil de la herramienta. Aumentarla a 36 mm (12x) hará que el doblado parezca más plano, requiriendo sobre‑doblar para cumplir las especificaciones—añadiendo tiempo de ciclo extra e introduciendo variabilidad.
Este principio no es un consejo arbitrario de sala de entrenamiento—está fundamentado en la física de carga, deflexión y resistencia a la tracción del material. Apartarse de él innecesariamente provoca tensión mecánica, desgaste prematuro en los componentes hidráulicos y calidad deficiente de las piezas. Si las demandas de producción requieren ir más allá de la regla—por ejemplo, para lograr un diseño especializado—hágalo con intención deliberada y con conocimiento de la capacidad nominal de la máquina.
El tope trasero actúa como su localizador de precisión para el material, asegurando que cada pieza en bruto esté correctamente posicionada antes de cada doblado. Su precisión determina si los doblados posteriores se alinean perfectamente o distorsionan gradualmente la pieza. La primera parada programada es crucial—establece el punto de referencia desde el cual se calculan todos los demás desplazamientos. Si esa primera parada es incorrecta, pequeños errores se acumularán a lo largo del proceso.
Imagine fabricar una pieza en forma de L con cuatro doblados. Si la primera pestaña está desalineada en 0,5 mm debido a un ajuste inexacto del tope trasero, ese error se repetirá y se acumulará con cada reorientación, pudiendo desviar la longitud final de la pestaña en 2–3 mm. En proyectos de tolerancia estricta, ese margen podría significar la diferencia entre aprobar y desperdiciar una pieza.
La calibración debe tener en cuenta la alineación de las herramientas, los límites de carrera del ariete y el soporte adecuado de la lámina. Los dedos del tope trasero deben encontrarse con el material de forma perpendicular, evitando cualquier deflexión o torsión. Fuentes ocultas de inexactitud como holguras en el accionamiento del tope trasero o caras de parada mal alineadas pueden erosionar rápidamente la precisión. Un operador diligente confirmará la primera parada tanto mediante alineación visual como con una prueba de ajuste antes de comenzar la producción—asegurando que cada doblado comience desde un punto de referencia fiable y verdadero.
La prueba en material de desecho es más que simplemente actuar con precaución—es un ensayo deliberado y controlado. Incluso con una configuración meticulosa, variables como inconsistencias en el material, recuperación elástica y desgaste de herramientas pueden colarse y alterar los ángulos de doblado o las longitudes de pestaña. Realizar un doblado de prueba en una pieza no crítica le permite validar su configuración y descubrir posibles problemas antes de cargar la máquina con piezas de producción.
Nunca arriesgue una pieza de producción en este paso. Si su doblado es incorrecto, habrá desperdiciado tanto el material como el esfuerzo de preparación. Las pruebas en material de desecho revelan problemas como sobre‑ o sub‑doblado, torsión y marcas en la superficie. También pueden exponer problemas más sutiles—como un punzón ligeramente desgastado que afecta el radio de doblado, o deriva hidráulica en golpes repetidos—que las comprobaciones estáticas podrían pasar por alto.
La prueba en material de desecho es especialmente valiosa al ajustar programas. Los ajustes en la profundidad del ariete o la posición del tope trasero después de una prueba toman solo minutos, mientras que corregir piezas de producción mal dobladas puede consumir horas y causar retrasos para los clientes. Incluso en la fabricación de alto volumen, invertir dos minutos en un doblado de prueba puede prevenir paradas importantes y costosas retrabajos.
Los primeros quince minutos de la configuración definen la precisión y eficiencia de cada ciclo posterior. En operaciones con prensas plegadoras hidráulicas—donde las herramientas y la hidráulica pueden entregar más de veinte toneladas de fuerza en segundos—comenzar con una precisión exacta es esencial. Errores como interpretar mal un plano, seleccionar herramientas sin aplicar la Regla de 8x, colocar descuidadamente el tope trasero o saltarse las pruebas en material de desecho inevitablemente conducen a desperdicio de material, daños en el equipo o ambos.
La progresión aquí es pasar de estar simplemente preparado a lograr una fiabilidad constante. Al seguir rigurosamente estas prácticas de configuración, se avanza más allá de simplemente saber qué define una operación segura—se crean activamente condiciones donde cada doblado comienza impecablemente, cumple con las tolerancias especificadas y mantiene la prensa plegadora funcionando de manera óptima. Esos quince minutos no son tiempo perdido; son una salvaguarda proactiva contra cada problema evitable que pueda encontrar en el taller.
En el trabajo moderno con prensas plegadoras hidráulicas, la flexión al aire se ha convertido en la técnica preferida y con razón: precisión combinada con eficiencia. Este método posiciona el punzón sobre la pieza de trabajo, deteniéndose antes de contactar con la base de la matriz. El sistema CNC calcula la profundidad exacta del recorrido necesaria para lograr el ángulo deseado y compensa automáticamente el retroceso elástico. La flexión al aire reduce enormemente la tensión tanto en las herramientas como en el material, prolonga la vida útil de las herramientas y ofrece una precisión constante, sin requerir ajustes finos constantes por parte del operador.
El cierre completo, por otro lado, presiona el punzón y el material firmemente dentro de la matriz hasta que el ángulo está completamente formado. Aunque tiene su lugar —como con materiales gruesos o pestañas extremadamente cortas— aumenta drásticamente la tonelada necesaria y acelera el desgaste. Muchos operadores equivocadamente cierran completamente las piezas para contrarrestar el retroceso elástico, pero la verdadera solución radica en seleccionar la herramienta correcta —como optar por un punzón de 88 grados en lugar de uno de 85 grados para controlar la recuperación de la flexión— en vez de sobrecargar el material.
Con sistemas de recorrido accionados por servomotor, las máquinas actuales mantienen una precisión de posicionamiento dentro de ±0,01 mm. En la práctica, eso significa que ya están ofreciendo ángulos exactos; intentar forzar el material completamente plano arriesga dañar la pieza de trabajo o las herramientas. El trabajo del operador es menos ajustar ángulos “a ojo” y más garantizar que el material esté correctamente apoyado contra el tope trasero y que las herramientas estén adecuadamente seleccionadas para la tarea.
| Aspecto | Doblado al Aire | Apoyo Total (Bottoming) |
|---|---|---|
| Técnica | El punzón se detiene sobre la pieza de trabajo, sin contactar la base de la matriz; el CNC calcula la profundidad precisa del recorrido y compensa el retroceso elástico | El punzón y el material se presionan firmemente en la matriz hasta que el ángulo está completamente formado |
| Precisión y exactitud | Alta precisión con control CNC y servomotor; mantiene una precisión de posicionamiento de ±0,01 mm | Puede ser preciso pero a menudo se usa para contrarrestar el retroceso elástico mediante fuerza en lugar de elección de herramienta |
| Tensión en herramienta y material | Tensión reducida, prolonga la vida útil de la herramienta, precisión constante sin ajustes finos constantes | Alta tensión, mayor desgaste en herramientas y material |
| Requisito de tonelaje | Menor tonelaje necesario | Se requiere un tonelaje drásticamente mayor |
| Gestión del retroceso elástico | Compensación CNC o herramienta correcta (por ejemplo, punzón de 88°) para controlar la recuperación de la flexión | A menudo mal utilizado para forzar la eliminación del retroceso elástico en lugar de seleccionar la herramienta adecuada |
| Rol del operador | Garantizar la herramienta correcta y el asiento adecuado del material contra el tope trasero | Puede requerir más ajustes manuales de ángulo; riesgo de dañar la pieza de trabajo o las herramientas si se fuerza completamente plana |
| Casos de uso ideales | Doblado de precisión general; eficiencia con materiales variados | Materiales gruesos o pestañas extremadamente cortas |
En prensas plegadoras más antiguas, un descenso rápido del ariete podía hacer que el borde libre de la chapa se elevara bruscamente—un movimiento conocido como “latigazo”—lo que suponía tanto un riesgo de seguridad como un posible daño al material. Para evitar lesiones, los operadores se mantenían bien alejados y sostenían la chapa desde la distancia. En cambio, los sistemas hidráulicos modernos regulan cuidadosamente la aceleración y desaceleración del ariete, reduciendo en gran medida este efecto. Funciones avanzadas como la secuenciación automática de dobleces y velocidades de aproximación controladas minimizan aún más el movimiento inesperado.
Aunque este avance reduce los peligros, la colocación de las manos sigue siendo importante, pero por una razón diferente. En lugar de resistir el movimiento de la chapa, el objetivo del operador es mantener la estabilidad y la alineación precisa. Las manos deben mantenerse alejadas de cualquier punto de pellizco y descansar ligeramente sobre la chapa, evitando el deslizamiento lateral sin oponerse al movimiento guiado de la máquina. Colocarse en una posición que mire hacia el tope trasero ofrece una vista clara tanto del asiento del borde como del progreso del doblez, manteniendo los brazos y el torso del operador fuera de la zona de herramientas.
Este método es tanto una cuestión de mentalidad como de mecánica: sitúa el papel del operador como guía en lugar de fuerza de oposición. Permitir que la máquina realice el doblez elimina el esfuerzo físico innecesario y mantiene la atención en factores críticos como el contacto correcto con el tope, la limpieza del material y asegurarse de que nada obstruya la trayectoria programada del ariete.
En el pasado, la velocidad del operador solía estar ligada a la destreza con que manipulaba el pedal—dosificándolo cuidadosamente para acelerar la aproximación del ariete y luego frenando al alcanzar la profundidad de doblez objetivo. Las prensas plegadoras modernas incorporan velocidades de aproximación rápida—hasta 260 mm/s—directamente en sus perfiles de movimiento, iniciando automáticamente una desaceleración de precisión durante el doblado. Con el tiempo controlado por la máquina, intentar acelerar las entradas del pedal solo implica el riesgo de pasar por alto los bloqueos de seguridad o desordenar la secuencia.
Hoy en día, la definición de “rápido” es sinónimo de “consistente”. Los operadores más productivos tratan el pedal como un simple control de encendido–apagado—presionar, mantener, soltar—mientras se concentran en mover y alinear el material rápidamente entre dobleces. El ahorro de tiempo proviene de configuraciones seguras, alineación rápida y precisa con el tope trasero, y evitar correcciones que consumen tiempo debido a errores de alineación o doblado.
Una vez que se acciona el pedal, la lógica programada del sistema hidráulico se hace cargo por completo. Resistir la tentación de “ayudar” a la máquina permite que los operadores se concentren en el siguiente doblez, verifiquen la precisión del doblez y confirmen que las etiquetas o documentación se mantengan alineadas con el flujo de producción. En operaciones de gran volumen, este enfoque disciplinado acorta el tiempo total de ejecución—no acelerando la mecánica, sino optimizando las acciones del operador.
La secuencia de doblez no es cuestión de preferencia personal: es fundamental para prevenir la acumulación de tolerancias y evitar problemas de flujo de trabajo. Cada doblez influye en la geometría del siguiente, y aunque la precisión angular sea perfecta, pequeñas variaciones en la longitud de la pestaña pueden acumularse. Si los dobleces se secuencian mal, estas desviaciones pueden aparecer en la pestaña final, donde corregirlas sin rehacer la pieza es imposible.
Los operadores experimentados planifican el orden directamente a partir del plano, organizando los dobleces de manera que cualquier diferencia dimensional menor se distribuya a lo largo de la pieza. Esto a menudo significa comenzar con las pestañas más grandes u organizar los dobleces para mantener la pieza firmemente contra el tope trasero el mayor tiempo posible. Mantener un contacto estable con el tope trasero asegura que cada doblez esté posicionado de manera consistente antes de que la geometría de la pieza se vuelva más compleja.
Incluso con sistemas avanzados de coronado y compensación automática, la secuencia de doblez sigue determinando si una pieza encaja en el ensamblaje. Un componente puede tener ángulos precisos pero fallar si el error acumulado desplaza la ubicación de los agujeros, la longitud de las lengüetas o los ángulos de acoplamiento. Aquí es donde la comprensión del operador sobre el producto terminado influye directamente en el éxito del proceso.
Muchos programas de capacitación todavía enfatizan la destreza manual—guiar el doblez con la mano y modular la velocidad del pedal—como si la máquina necesitara ser persuadida. Pero con los sistemas servo-controlados actuales, esa mentalidad puede introducir más error que control. Una mejor manera de comenzar es identificar exactamente cuándo, en el ciclo de doblez, la automatización toma el control—y hacer un esfuerzo consciente por no interferir.
Elija herramientas diseñadas para manejar el retroceso elástico en lugar de forzar tonelaje extra mediante el fondo. Mantenga las manos alejadas de la zona de pellizco para no añadir resistencia inadvertidamente, opere el pedal como está previsto sin variar manualmente su velocidad, y planifique su secuencia de doblez para distribuir las tolerancias de forma inteligente y deliberada. En esencia, colabore con la máquina en lugar de trabajar contra ella. Los operadores que adoptan este cambio de “correcciones” mecánicas a precisión guiada tienden a aumentar el rendimiento, prolongar la vida útil de las herramientas y entregar piezas consistentemente precisas—sin la fatiga o los riesgos de seguridad de los hábitos obsoletos.
El retroceso elástico —la tendencia del metal a volver elásticamente hacia su forma original después de doblarse— es una de las principales causas de discrepancias en los ángulos. Si una pestaña rebota más allá de la tolerancia, el operador debe detectarlo antes de que el proceso continúe. Por ejemplo, cuando el controlador apunta a 90° pero la pestaña libre mide 92–93°, eso es la elasticidad del acero dulce en acción. En muchos entornos de producción, doblar intencionalmente el acero de bajo carbono unos 2–3° de más es estándar, y los materiales de mayor resistencia requieren un sobre‑doblado proporcionalmente mayor. Ciertas aleaciones de alta resistencia pueden necesitar de 4–6° dependiendo de la sección transversal y de la matriz utilizada.
La variación en el material es otra causa frecuente. Ajustes idénticos en la máquina pueden producir diferentes ángulos al usar una nueva bobina o lote de proveedor. Cambios en el límite elástico de un lote a otro pueden alterar repentinamente el comportamiento del retroceso; incluso dentro de especificación, ligeros cambios en las propiedades de tracción pueden producir variaciones notables en el ángulo. Trate cada nuevo lote de material como una configuración nueva: use chatarra de ese lote para realizar pruebas antes de comprometer su material bueno a la producción.
El ancho de la matriz desempeña un papel fundamental en el control del retroceso. Una matriz en V mucho más ancha de lo recomendado aumenta el radio de doblado y la recuperación elástica, lo que dificulta la corrección del ángulo solo mediante programación. Reducir la abertura de la matriz de aproximadamente 12× el espesor del material a 8× puede disminuir el retroceso hasta en un 40 %. Si observa doblados insuficientes persistentes a pesar del sobre‑doblado programado, reconsidere sus opciones de herramientas antes de asumir que la máquina es la culpable.
El estado de sus herramientas es tan importante como sus dimensiones. Un punzón con la punta desgastada o un hombro de matriz en V mellado o dañado cambia la forma en que el metal contacta las herramientas, lo que puede provocar diferencias visibles de ángulo a lo largo de un doblado que por lo demás sería uniforme. Si solo una sección está constantemente desviada uno o dos grados mientras el resto está dentro de especificación, probablemente se deba a desgaste o daño. En tales casos, es mejor reparar o reemplazar la matriz defectuosa en lugar de intentar compensar mediante ajustes de compensación en CNC.
Con materiales más gruesos o de alta resistencia, calcular mal la tonelada puede resultar en una falla menos evidente pero igualmente problemática: el doblado nunca entra completamente en la etapa de deformación plástica. Sin la fuerza suficiente, la pieza de trabajo nunca alcanzará el ángulo programado, sin importar cuántos golpes repetidos se hagan a la misma profundidad. Para evitar esto, calcule la tonelada con precisión teniendo en cuenta la resistencia a la tracción del material, su espesor y el ancho de matriz elegido.
Algunas comprobaciones de diagnóstico rápidas pueden mejorar significativamente la velocidad de resolución de problemas de un operador:
El coronado —la capacidad de la prensa plegadora para contrarrestar la deflexión bajo carga— es esencial para producir doblados largos uniformes bajo alta tonelada. Sin una compensación adecuada, el carro y la cama se deforman ligeramente en sentidos opuestos durante el doblado: la cama se comba mientras el carro se arquea hacia arriba. Esto reduce la penetración en el centro en comparación con los extremos, dejando el medio del doblado más abierto de lo previsto.
Una prueba sencilla puede confirmar problemas de coronado. Mida el ángulo a 50–100 mm del extremo izquierdo, justo en el centro, y a 50–100 mm del extremo derecho. Si los extremos son precisos pero el centro está abierto, el coronado es insuficiente. Si los extremos son correctos pero el centro está demasiado cerrado, el coronado está ajustado demasiado alto. Cuando un extremo difiere del otro, la causa raíz suele ser una desalineación del carro o un asiento incorrecto de la herramienta.
La “prueba de volteo” puede ayudar a identificar la fuente. Doble una pestaña y observe qué lado muestra el error. Luego gire la pieza de trabajo de extremo a extremo y doble otra pestaña. Si el mismo lado de la prensa plegadora produce la falla, el problema está en la máquina o en las herramientas de ese lado. Si el mismo lado de la pieza está defectuoso después de voltearla, la causa es el propio material, debido a espesor desigual o variaciones en la dureza.
Un ajuste preciso del coronado es clave para mantener ángulos de doblado consistentes a lo largo de toda la longitud de una pieza de trabajo. Ya sea que se use coronado mecánico o hidráulico, el sistema debe ajustarse finamente para coincidir con el material específico, la longitud de la pieza y los requisitos de tonelada. Omitir este paso en piezas largas casi inevitablemente conduce a desviaciones de ángulo en el centro.
Las imperfecciones superficiales a menudo se descartan como inevitables, pero la mayoría tienen causas claras y solucionables. Las marcas a lo largo de la línea de doblado suelen deberse a hombros de matriz desgastados, partículas incrustadas en las herramientas o radios de punzón demasiado pequeños, que concentran la fuerza en áreas de contacto limitadas. Incluso rebabas o abolladuras diminutas en las herramientas pueden dejar defectos visibles en la pieza terminada.
El mantenimiento regular de matrices y punzones ofrece una solución sencilla: asegúrese de que todas las superficies de contacto estén limpias y libres de residuos. Cualquier partícula atrapada entre la pieza y la matriz puede dejar una marca bajo presión. Usar recubrimientos blandos —como película de poliuretano o láminas finas desechables— puede proteger superficies delicadas sin afectar significativamente los ángulos de doblado, siempre que se tengan en cuenta en la configuración.
La elección de herramientas también influye en el acabado superficial. Las matrices con radios de hombro más grandes distribuyen la fuerza de contacto sobre un área más amplia, reduciendo la probabilidad de pliegues o marcas de pulido, especialmente en metales más blandos. Para chapas recubiertas o pulidas tipo espejo, cambiar a herramientas pulidas o aplicar una capa protectora intermedia suele ser suficiente para preservar la apariencia.
Los rayones que se extienden más allá de la zona de curvatura suelen ser el resultado de arrastre durante la colocación o la retirada. Verifique que las caras del tope trasero y los brazos de soporte estén limpios, lisos y sin rebabas. Un manejo cuidadoso durante la carga y descarga, combinado con rutinas de limpieza constantes, ayuda a prevenir la mayoría de los daños no intencionados.
Las grietas que se forman a lo largo de la línea de doblado indican una falla estructural, no solo un defecto superficial. Uno de los factores más comunes es la relación entre la dirección del grano y el doblado. Durante el laminado, las chapas y placas metálicas desarrollan una estructura de grano; doblar en paralelo a ese grano aumenta el riesgo de fractura, especialmente en aleaciones endurecidas o frágiles.
Una comprobación visual rápida puede ayudar a evitar errores costosos: busque marcas de laminación o líneas de molino para determinar la orientación del grano. Siempre que sea posible, doble perpendicular al grano para reducir la tensión que podría romperlo. Si doblar perpendicularmente no es una opción, aumentar el radio de curvatura reducirá la tensión de tracción en la superficie exterior, o seleccione un grado de material con mayor ductilidad.
El espesor y la dureza del material aumentan considerablemente la probabilidad de grieteo. Las secciones más gruesas concentran la tensión en un área menor, mientras que los aceros de alta dureza tienen menos capacidad de estirarse antes de romperse. Elegir un radio de punta del punzón que se adapte a estas propiedades del material permite distribuir la tensión de manera más uniforme a lo largo del doblado. Para componentes de alto valor, realice pruebas de doblado en chatarra del mismo lote antes de trabajar con piezas costosas para evitar errores caros.
Algunas fracturas comienzan a nivel microscópico, permaneciendo ocultas hasta que se expanden durante el acabado o en el uso real. Una inspección cuidadosa justo después del doblado puede revelar señales tempranas de advertencia: minúsculas rasgaduras en la superficie o zonas opacas donde el doblez debería tener un brillo limpio y uniforme. Detectar estas imperfecciones a tiempo permite reparar la pieza o ajustar el proceso antes de que el defecto empeore.
Muchos manuales de resolución de problemas omiten un punto crucial: los errores en el ángulo de doblado, las discrepancias de abombamiento, los defectos superficiales y las grietas pueden detectarse inmediatamente en la pieza terminada, no solo durante las inspecciones de calidad posteriores. El hábito más valioso para un operador de prensa plegadora es practicar triaje en proceso—detenga la producción después de la primera pieza del lote, verifique los ángulos de doblado a lo largo de toda la longitud, examine la superficie y busque grietas. Ajuste el utillaje o la configuración de la máquina antes de continuar. Este solo paso puede salvar docenas de piezas del desecho al detectar problemas mecánicos, de material o de configuración en el momento. Refleja la habilidad de un operador que combina la automatización de la máquina con su propia observación aguda para mantener la precisión.
La protección ofrece su capa principal de seguridad, pero no sustituye la conciencia general del riesgo. Los sistemas aprobados por OSHA—como los dispositivos de protección optoelectrónicos activos (AOPD), cortinas de luz y escáneres láser—monitorean la zona de trabajo de la prensa plegadora durante el descenso del ariete, detectando cuando algo invade la zona de peligro. Previenen que las manos, los dedos u otras partes del cuerpo queden atrapadas al cerrarse el utillaje y también pueden interceptar accidentes provocados por una pulsación involuntaria del pedal o una falla mecánica, como un embrague trabado.
Sin embargo, estos sistemas de protección no son soluciones universales. No lo protegen durante los cambios de matriz cuando la prensa plegadora no está en ciclo pero sus manos se encuentran entre el utillaje. No pueden eliminar el riesgo de que una pieza se retroceda bruscamente durante el doblado de materiales elásticos, ni proteger contra peligros de atrapamiento en el tope trasero o a lo largo de los costados de la máquina. No reemplazan la necesidad de confirmar visualmente el espacio libre antes de iniciar el ciclo, y no ofrecen protección contra errores de configuración que causen que la pieza se tuerza o se desplace inesperadamente.
La verdadera seguridad proviene de utilizar la protección como un elemento dentro de un enfoque integral, combinado con una colocación intencional de las manos, vigilancia durante el manejo posterior y una pausa antes de cualquier cambio de utillaje para verificar el cumplimiento del bloqueo/etiquetado. Un operador que comprende los límites de la protección evita confiar en ella como única red de seguridad. Ese es el cambio de depender de la máquina a depender de la habilidad y el juicio.
Un doblado impecable en invierno y un ángulo desalineado en verano rara vez ocurren por casualidad: el culpable suele ser el mantenimiento omitido. Los sistemas hidráulicos requieren atención: la viscosidad del fluido varía con la temperatura, los sellos sufren un desgaste mínimo en cada ciclo y los contaminantes finos se acumulan lentamente en el depósito. Cada uno de estos factores puede influir sutilmente en la velocidad del ariete y en la estabilidad de la presión, lo que se traduce en una disminución de la precisión del ángulo si se deja sin controlar.
Las rutinas diarias son su mejor salvaguarda. Limpie las superficies del utillaje y verifique la ausencia de rebabas que puedan desalinear el material. Confirme el paralelismo del ariete al inicio de cada turno usando una galga de espesores en lugar de confiar solo en la vista. Controle semanalmente la condición del fluido hidráulico—tanto su nivel como su claridad—y reemplácelo antes del plazo del fabricante si se observa contaminación. Inspeccione mensualmente los husillos y guías lineales del tope trasero para evitar que el juego mecánico deteriore la precisión del posicionamiento.
Para el artesano dedicado, estas inspecciones no son una tarea tediosa sino una inversión protectora, que garantiza que la máquina funcione hoy exactamente como lo hacía hace semanas. La precisión absoluta es inalcanzable, pero obtener resultados estables y repetibles está perfectamente al alcance cuando el desgaste, el desajuste y la contaminación se abordan antes de que silenciosamente afecten el rendimiento.
La experiencia no se trata solo de acumular años, sino que se refleja en la forma en que un operador razona sobre el trabajo. Una de las maneras más efectivas de evaluar la competencia genuina es haciendo tres preguntas específicas:
Si un aprendiz responde estas preguntas con confianza y razonamiento sólido, ha pasado de seguir procedimientos mecánicamente a una verdadera comprensión. Si no puede, todavía está imitando movimientos, seguro solo hasta que ocurra lo inesperado.
Un operador puede comenzar a doblar piezas en un día, lograr una competencia básica en una semana y alcanzar plena destreza en un mes. Pero el salto de un pulsador de botones que gana $36,000 al año a un artesano que gana $56,000 al año reside en la estrecha y deliberada diferencia entre simplemente presionar el pedal y comprender exactamente por qué la máquina responde como lo hace. Protegerse salvaguarda su vida. El mantenimiento preserva sus ángulos. Hacer las preguntas correctas mantiene su mente más afilada que sus herramientas.
Descuidar cualquiera de estos aspectos y su éxito dependerá de la suerte. Dominar los tres, y tanto la precisión como la seguridad serán seguras.


















