

Mesin press brake tidak membaca suasana hati, tidak memberi peringatan, atau berpikir dua kali—mesin akan menjalankan langkah yang telah diprogram tanpa pengecualian, baik yang berada di bawah punch adalah baja keras maupun tangan manusia. Fakta ini bisa membuat pemula gugup, tetapi tidak seharusnya membuat mereka membeku dan tidak bertindak. Tujuannya adalah mengganti kekhawatiran samar dengan rasa hormat yang terinformasi: memahami secara tepat bagaimana mesin berperilaku, mengapa ia berperilaku demikian, dan membentuk kebiasaan kerja agar fisika tetap dapat diprediksi—dan aman. Setelah Anda memahami apa yang “dikenali” oleh ram, insiden berhenti terasa acak dan malah menjadi kerusakan prosedur atau sistem keselamatan yang dapat dicegah.
Press brake hidrolik menyalurkan antara 40 hingga 300 ton gaya dalam langkah vertikal yang presisi, mengubah tenaga hidrolik melalui perkakas kaku yang tidak memberi ruang untuk kompromi. Anggap saja seperti pemecah kacang berpresisi tinggi—yang tidak pernah meleset, tidak pernah berhenti, dan tidak pernah memilih untuk berbelas kasih.
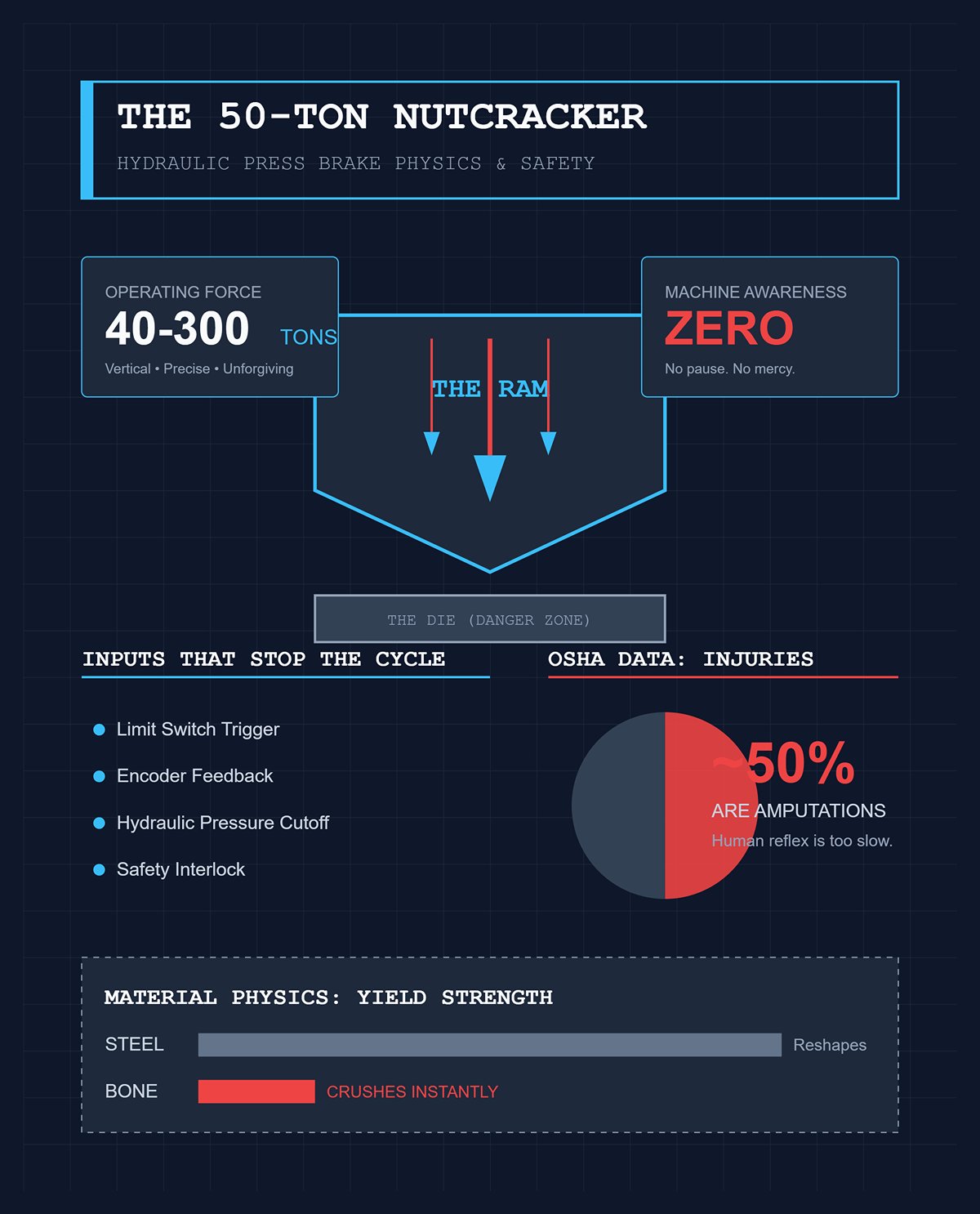
Gerakan ram tidak memiliki kesadaran manusia. Setelah diaktifkan, ia akan beroperasi sesuai jarak preset, batas gaya, atau sudut tekukan yang diprogram. Hanya masukan seperti pemicu limit switch, umpan balik encoder, pemutusan tekanan hidrolik, atau interlock keselamatan yang dapat menghentikan atau memperlambatnya. Tanpa intervensi semacam itu, ia akan memberikan gaya penuh hingga siklus selesai. Baja akan menyerah dan berubah bentuk di bawah tekanan ini; tulang, dengan kekuatan luluh yang jauh lebih rendah, hanyalah bahan lain yang dapat ia deformasi tanpa henti.
Prediktabilitas berlaku dua arah. Catatan OSHA mengonfirmasi bahwa sekitar setengah dari semua cedera yang melibatkan press hidrolik dan press brake adalah amputasi. Insiden ini paling sering terjadi di zona kerja—tempat punch bertemu die—tepat karena ram berperilaku persis seperti yang dirancang dan tidak dapat berbalik dalam sepersekian detik yang diperlukan oleh refleks manusia. Mengakui hal ini bukan untuk menanamkan rasa takut; tetapi untuk membangun kerangka mental yang cukup kokoh untuk memandu penempatan kritis dan menerapkan pengaman sebelum kaki Anda bahkan menyentuh pedal.
Sistem kontrol ram beroperasi dengan asumsi sederhana: apa pun yang berada di antara punch dan die adalah benda kerja yang dimaksudkan. Variasi kekerasan, keberadaan sarung tangan, atau bahkan daging manusia tidak memengaruhi keputusannya untuk terus bergerak. Sirkuit hidrolik akan menerapkan gaya yang diprogram hingga siklus selesai. Suara, gerakan mendadak, atau sekadar kedekatan tidak membuat perbedaan—kecuali jika memutuskan sinar pengaman atau memicu relay pelindung.
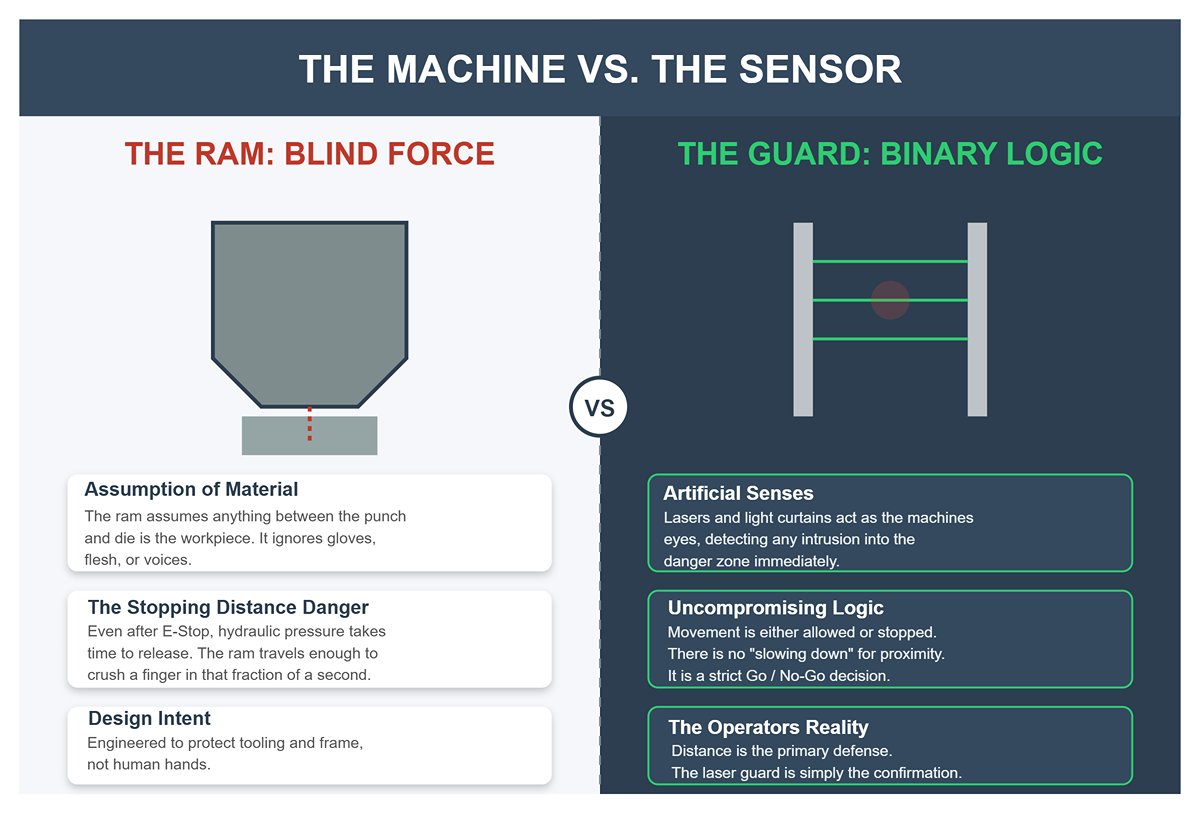
Kurangnya sensitivitas ini mencolok jika Anda mempertimbangkan jarak henti. Bahkan setelah menekan tombol darurat, ram harus melepaskan tekanan hidrolik, terus bergerak selama sepersekian detik yang krusial—cukup untuk menghancurkan jauh melampaui ketebalan jari manusia. Sistem kontrol dirancang untuk melindungi perkakas dan rangka mesin dari kelebihan beban, bukan untuk bereaksi terhadap kehadiran tangan yang tidak terduga.
Mekanisme keselamatan memberikan sedikit kesadaran pada mesin yang sebaliknya tanpa kompromi. Laser guard, tirai cahaya, dan “B-gates” berfungsi sebagai indera buatan, mendeteksi intrusi ke zona berbahaya dan segera menghentikan atau mencegah operasi. Logika mereka sama tegasnya dengan ram: gerakan hanya diizinkan atau dihentikan—tidak pernah diperlambat karena sesuatu “dekat.” Operator yang memahami kenyataan ini mengerti bahwa menjaga jarak penuh dari perkakas adalah pertahanan terbaik mereka; laser guard hanyalah konfirmasi.
Di awal hari, perlakukan pengaturan press brake sebagai peluang utama keselamatan Anda. Setelah ram mulai bergerak, satu-satunya penghalang antara produksi aman dan cedera adalah sistem pengaman—dan kewaspadaan Anda sendiri.
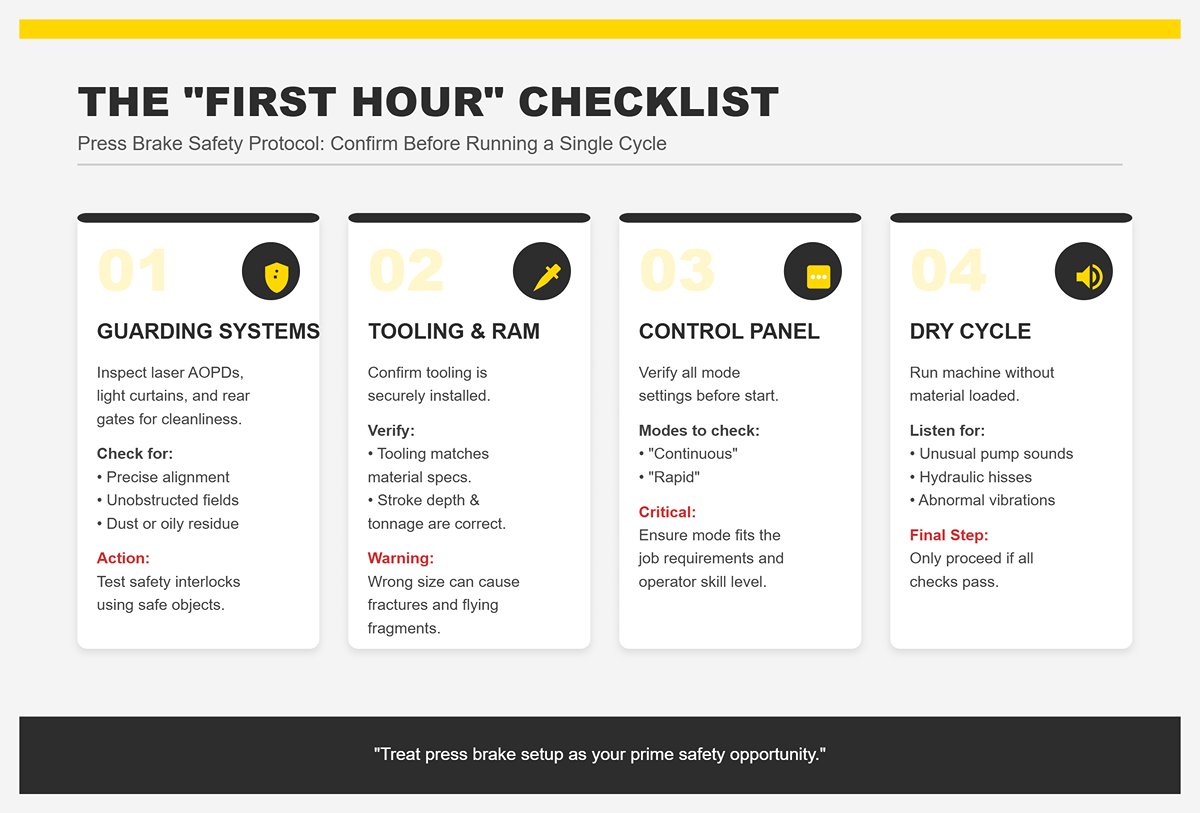
Periksa semua peralatan pengaman—laser AOPD, tirai cahaya, dan gerbang belakang—untuk kebersihan, keselarasan presisi, dan bidang deteksi yang tidak terhalang. Debu, residu berminyak, atau dudukan yang bergeser dapat mengurangi kinerjanya atau memberikan sinyal palsu yang seolah aman. Uji interlock keselamatan menggunakan objek aman untuk memastikan mereka merespons dengan benar.
Pastikan semua perkakas terpasang dengan aman dan sesuai dengan spesifikasi material hari itu. Punch atau die dengan ukuran yang salah dapat menyebabkan material pecah secara tak terduga, berpotensi mengirimkan pecahan tajam terbang. Periksa bahwa kedalaman langkah ram yang diprogram dan tonase sesuai dengan ketebalan dan kekuatan tarik material.
Verifikasi pengaturan mode pada panel kontrol. Mode tertentu, seperti “kontinu” atau “cepat,” secara signifikan mengurangi waktu yang tersedia untuk intervensi jika terjadi kesalahan. Pastikan mode yang dipilih sesuai untuk kebutuhan pekerjaan dan tingkat keterampilan semua orang yang terlibat.
Sebelum memulai produksi sebenarnya, jalankan mesin melalui siklus kering—tanpa material dimuat—dan tetap jauh dari area kerja. Perhatikan dengan seksama suara tidak biasa dari pompa, desisan dari hidrolik, atau getaran abnormal, karena ini dapat menandakan masalah yang mengancam akurasi dan keselamatan. Hanya setelah semua pemeriksaan lolos Anda boleh menempatkan material, menginjak pedal kaki, dan membiarkan ram beroperasi. Disiplin konsisten ini menumbuhkan rasa hormat terhadap peralatan: rutinitas kesiapan yang mengubah rasa cemas menjadi keyakinan pada keandalan mesin dan keterampilan Anda sendiri.
Gambar fabrikasi penuh dengan detail—dimensi, toleransi, jenis material, dan catatan penyelesaian—tetapi press brake hidrolik hanya terpengaruh oleh sebagian dari ini. Tanggung jawab pertama Anda sebagai operator adalah menyaring gambar menjadi elemen-elemen yang memengaruhi pembengkokan: jenis dan ketebalan material, sudut tekukan, radius dalam yang dibutuhkan, panjang flange, dan urutan pembengkokan. Nilai inti ini menentukan perkakas yang digunakan, cara menghitung tonase, dan di mana memposisikan backgauge.
Salah menafsirkan atau melewatkan salah satu detail penting ini dapat memicu rangkaian kegagalan. Ketebalan yang salah mengarah pada pengaturan tonase yang keliru; urutan tekukan yang salah baca dapat menyebabkan bagian bertabrakan dengan perkakas setelah tekukan awal, memaksa untuk mengulang. Beberapa kesalahan dapat diperbaiki di tengah proses melalui penyesuaian pemrograman, tetapi pilihan perkakas yang buruk atau salah perhitungan tonase dapat mengakibatkan bagian yang terbuang atau kerusakan pada ram dan bantalan. Ketepatan pada tahap ini melindungi benda kerja Anda dan sistem hidrolik, yang memberikan gaya besar dengan toleransi nol terhadap perkiraan.
Ambil contoh gambar yang menentukan baja tahan karat dengan ketebalan 1,0 mm dan radius internal yang ketat—ini membutuhkan perkakas yang berbeda dibandingkan dengan lembaran aluminium dengan ketebalan yang sama. Baja tahan karat memiliki pegas balik yang lebih besar, sehingga bagan tonase harus diinterpretasikan sesuai. Inilah alasan operator berpengalaman menyediakan waktu khusus untuk membaca gambar dalam istilah mekanis sekaligus geometris: tujuannya adalah mengubah spesifikasi visual menjadi bahasa operasional mesin press brake.
Dalam operasi pembengkokan, punch membentuk bagian atas tekukan, die membentuk bagian bawah, dan lebar antara bahu die—dikenal sebagai bukaan die—menentukan bagaimana lembaran merespons tekanan. Pedoman yang dapat diandalkan adalah “Aturan 8x”: untuk pembengkokan udara standar, pilih bukaan die sekitar delapan kali ketebalan material Anda. Memilih bukaan yang lebih sempit dapat memberikan presisi lebih tinggi hingga batas tertentu tetapi akan secara signifikan meningkatkan tonase yang dibutuhkan, meningkatkan risiko kelebihan beban. Sebaliknya, bukaan yang lebih lebar menurunkan tonase tetapi mengorbankan akurasi tekukan dan dapat menghasilkan radius tekukan yang terlalu besar.
Ambil contoh panel baja lunak setebal 3 mm. Menurut Aturan 8x, bukaan die 24 mm adalah ideal. Menguranginya menjadi 12 mm (4x) dapat membuat tonase yang dibutuhkan melonjak sekitar 200–300%, menambah tekanan ekstra pada ram dan memperpendek umur perkakas. Meningkatkannya menjadi 36 mm (12x) akan membuat tekukan tampak lebih datar, memerlukan pembengkokan berlebih untuk memenuhi spesifikasi—menambah waktu siklus dan memperkenalkan variabilitas.
Prinsip ini bukan sekadar tip acak dari ruang pelatihan—ini didasarkan pada fisika beban, defleksi, dan kekuatan luluh material. Menyimpang darinya tanpa alasan yang jelas mengundang tekanan mekanis, keausan dini pada komponen hidrolik, dan kualitas bagian yang buruk. Jika tuntutan produksi mengharuskan melampaui aturan—misalnya, untuk mencapai desain khusus—lakukan dengan niat yang matang dan kesadaran akan kapasitas terukur mesin.
Backgauge bertindak sebagai penentu posisi presisi untuk material, memastikan setiap blanko ditempatkan dengan benar sebelum setiap tekukan. Ketepatannya menentukan apakah tekukan berikutnya sejajar sempurna atau secara bertahap mendistorsi bagian. Hentian terprogram pertama sangat penting—ini menetapkan titik referensi dari mana semua offset lainnya dihitung. Jika hentian pertama salah, kesalahan kecil akan terakumulasi sepanjang proses.
Bayangkan membuat bagian berbentuk L dengan empat tekukan. Jika flange pertama salah sejajar 0,5 mm karena pengaturan backgauge yang tidak akurat, kesalahan itu akan berulang dan bertambah setiap kali orientasi diubah, berpotensi membuat panjang flange terakhir meleset 2–3 mm. Pada proyek dengan toleransi ketat, margin itu bisa berarti perbedaan antara lulus atau membuang bagian.
Kalibrasi harus mempertimbangkan keselarasan perkakas, batas langkah ram, dan dukungan lembaran yang tepat. Jari-jari backgauge harus menyentuh material secara tegak lurus, menghindari defleksi atau puntiran. Sumber ketidakakuratan tersembunyi seperti kelonggaran pada penggerak backgauge atau permukaan hentian yang tidak sejajar dapat dengan cepat mengikis presisi. Operator yang teliti akan mengonfirmasi hentian pertama melalui penyelarasan visual dan uji coba sebelum memulai produksi—memastikan setiap tekukan dimulai dari titik referensi yang andal dan benar.
Pengujian scrap lebih dari sekadar bermain aman—ini adalah uji coba yang disengaja dan terkontrol. Bahkan dengan pengaturan yang teliti, variabel seperti ketidakkonsistenan material, pegas balik, dan keausan perkakas dapat menyelinap masuk dan mengganggu sudut tekukan atau panjang flange. Melakukan uji tekukan pada blanko yang tidak kritis memungkinkan Anda memvalidasi pengaturan dan menemukan potensi masalah sebelum memuat mesin dengan bagian produksi.
Jangan pernah mempertaruhkan bagian produksi untuk langkah ini. Jika tekukan Anda salah, Anda telah membuang material dan usaha persiapan. Uji scrap mengungkap masalah seperti tekukan berlebih atau kurang, puntiran, dan bekas permukaan. Mereka juga dapat mengungkap masalah yang lebih halus—seperti punch yang sedikit aus memengaruhi radius tekukan, atau pergeseran hidrolik selama pukulan berulang—yang mungkin tidak terdeteksi oleh pemeriksaan statis.
Pengujian scrap sangat berharga saat menyempurnakan program. Penyesuaian kedalaman ram atau posisi backgauge setelah uji hanya memakan waktu beberapa menit, sedangkan memperbaiki bagian produksi yang salah tekuk dapat memakan waktu berjam-jam dan menyebabkan keterlambatan bagi pelanggan. Bahkan dalam manufaktur volume tinggi, menginvestasikan dua menit untuk tekukan scrap dapat mencegah waktu henti besar dan pengerjaan ulang yang mahal.
Lima belas menit pertama penyetelan menentukan akurasi dan efisiensi setiap siklus setelahnya. Dalam operasi press brake hidrolik—di mana perkakas dan hidrolik dapat memberikan lebih dari dua puluh ton gaya dalam sekejap—memulai dengan presisi yang ketat sangat penting. Kesalahan seperti salah membaca gambar, memilih perkakas tanpa menerapkan Aturan 8x, penempatan backgauge yang ceroboh, atau melewati uji scrap pasti akan menyebabkan pemborosan material, kerusakan peralatan, atau keduanya.
Perkembangannya di sini adalah dari sekadar siap menjadi konsisten dapat diandalkan. Dengan secara ketat mengikuti praktik penyetelan ini, Anda melampaui sekadar mengetahui apa yang mendefinisikan operasi aman—Anda secara aktif menciptakan kondisi di mana setiap tekukan dimulai dengan sempurna, memenuhi toleransi yang ditentukan, dan menjaga kinerja press brake tetap optimal. Lima belas menit itu bukan waktu yang terbuang; itu adalah perlindungan proaktif terhadap setiap masalah yang dapat dihindari yang mungkin Anda temui di lantai produksi.
Dalam pekerjaan mesin press brake hidrolik modern, pembengkokan udara telah menjadi teknik yang disukai dengan alasan yang jelas—presisi yang dipadukan dengan efisiensi. Metode ini menempatkan punch di atas benda kerja, berhenti sebelum menyentuh dasar cetakan. Sistem CNC menghitung kedalaman ram yang tepat untuk mencapai sudut yang diinginkan dan secara otomatis mengompensasi springback. Pembengkokan udara secara signifikan mengurangi beban pada perkakas dan material, memperpanjang umur perkakas, dan memberikan akurasi yang konsisten—tanpa memerlukan penyetelan halus terus‑menerus oleh operator.
Bottoming, di sisi lain, menekan punch dan material dengan kuat ke dalam cetakan hingga sudut terbentuk sepenuhnya. Meskipun memiliki kegunaan—seperti pada material tebal atau flange yang sangat pendek—metode ini secara dramatis meningkatkan tonase yang dibutuhkan dan mempercepat keausan. Banyak operator secara keliru melakukan bottoming untuk mengatasi springback, padahal solusi sebenarnya terletak pada pemilihan perkakas yang tepat—misalnya memilih punch 88 derajat daripada punch 85 derajat untuk mengendalikan pemulihan lipatan—bukan dengan memaksa material secara berlebihan.
Dengan sistem ram yang digerakkan servo, mesin masa kini mempertahankan akurasi posisi dalam ±0,01 mm. Dalam praktiknya, itu berarti mesin sudah menghasilkan sudut yang tepat; mencoba memaksa material menjadi benar‑benar rata berisiko merusak benda kerja atau perkakas. Tugas operator kini lebih sedikit tentang menyesuaikan sudut berdasarkan rasa, dan lebih kepada memastikan material ditempatkan dengan tepat pada backgauge serta perkakas yang digunakan sesuai dengan pekerjaan.
| Aspek | Pembengkokan Udara | Bottoming |
|---|---|---|
| Teknik | Punch berhenti di atas benda kerja, tidak menyentuh dasar cetakan; CNC menghitung kedalaman ram yang tepat dan mengompensasi springback | Punch dan material ditekan kuat ke dalam cetakan hingga sudut terbentuk sepenuhnya |
| Presisi & Akurasi | Presisi tinggi dengan kontrol CNC dan servo; mempertahankan akurasi posisi ±0,01 mm | Dapat presisi tetapi sering digunakan untuk mengatasi springback dengan kekuatan daripada pilihan perkakas |
| Beban pada Perkakas & Material | Beban berkurang, umur perkakas lebih panjang, akurasi konsisten tanpa penyetelan halus terus‑menerus | Beban tinggi, keausan meningkat pada perkakas dan material |
| Kebutuhan Tonnase | Tonase lebih rendah diperlukan | Tonase jauh lebih tinggi diperlukan |
| Manajemen Springback | Kompensasi CNC atau perkakas yang tepat (misalnya punch 88°) untuk mengendalikan pemulihan lipatan | Sering disalahgunakan untuk memaksa menghilangkan springback alih‑alih memilih perkakas yang tepat |
| Peran Operator | Pastikan perkakas yang tepat dan penempatan material yang benar terhadap backgauge | Mungkin memerlukan penyesuaian sudut manual lebih banyak; risiko merusak benda kerja atau perkakas jika dipaksa benar-benar rata |
| Kasus Penggunaan Ideal | Pembengkokan presisi umum; efisiensi dengan berbagai jenis material | Material tebal atau flange yang sangat pendek |
Pada press brake model lama, penurunan ram yang cepat dapat menyebabkan tepi bebas lembaran terangkat tiba-tiba—gerakan yang dikenal sebagai “whip-up”—yang menimbulkan risiko keselamatan dan potensi kerusakan pada material. Untuk menghindari cedera, operator akan berdiri cukup jauh dan menopang lembaran dari jarak aman. Sebaliknya, sistem hidrolik modern mengatur percepatan dan perlambatan ram dengan hati-hati, sehingga efek ini sangat berkurang. Fitur canggih seperti pengurutan pembengkokan otomatis dan kecepatan pendekatan yang terkontrol semakin meminimalkan pergerakan tak terduga.
Meskipun kemajuan ini mengurangi bahaya, penempatan tangan tetap penting—hanya dengan alasan yang berbeda. Alih-alih menahan gerakan lembaran, tujuan operator adalah menjaga stabilitas dan keselarasan yang presisi. Tangan harus tetap jauh dari titik jepit dan diletakkan ringan di atas lembaran, mencegah slip ke samping tanpa melawan gerakan terpandu mesin. Berdiri menghadap backgauge memberikan pandangan jelas terhadap penempatan tepi dan kemajuan pembengkokan, sambil menjaga lengan dan tubuh operator tetap aman di luar area perkakas.
Metode ini sama pentingnya dalam hal pola pikir seperti halnya mekanik—menempatkan peran operator sebagai pemandu, bukan sebagai gaya penahan. Membiarkan mesin melakukan pembengkokan menghilangkan ketegangan fisik yang tidak perlu dan menjaga fokus pada faktor penting seperti kontak gauge yang tepat, kebersihan material, dan memastikan tidak ada yang menghalangi jalur ram yang telah diprogram.
Dulu, kecepatan operator sering dikaitkan dengan keterampilan dalam mengendalikan pedal kaki—dengan hati-hati menekannya untuk mempercepat pendekatan ram, lalu memperlambat saat mencapai kedalaman pembengkokan yang diinginkan. Press brake modern membangun kecepatan pendekatan cepat—hingga 260 mm/detik—langsung ke dalam profil gerakannya, secara otomatis memulai perlambatan presisi selama pembengkokan. Dengan waktu yang diatur oleh mesin, mencoba mempercepat input pedal hanya berisiko melewati pengaman atau mengacaukan urutan.
Saat ini, definisi “cepat” identik dengan “konsisten.” Operator paling produktif memperlakukan pedal sebagai kontrol sederhana on–off—tekan, tahan, lepas—sambil fokus memindahkan dan menyelaraskan material dengan cepat di antara pembengkokan. Penghematan waktu berasal dari pengaturan yang percaya diri, penyelarasan cepat dan akurat ke backgauge, serta menghindari koreksi yang memakan waktu akibat salah posisi atau kesalahan pembengkokan.
Setelah pedal diaktifkan, logika terprogram sistem hidrolik mengambil alih sepenuhnya. Menahan keinginan untuk “membantu” mesin memungkinkan operator mengalihkan fokus ke pembengkokan berikutnya, memeriksa akurasi pembengkokan, dan memastikan label atau dokumentasi tetap selaras dengan alur produksi. Dalam operasi volume tinggi, pendekatan disiplin ini memperpendek waktu keseluruhan—bukan dengan mempercepat mekanik, tetapi dengan merampingkan tindakan operator.
Urutan pembengkokan bukan soal preferensi pribadi—ini penting untuk mencegah penumpukan toleransi dan menghindari masalah alur kerja. Setiap pembengkokan memengaruhi geometri pembengkokan berikutnya, dan meskipun akurasi sudut sempurna, variasi kecil pada panjang flange dapat bertambah. Jika urutan pembengkokan buruk, deviasi ini bisa muncul pada flange terakhir, yang tidak mungkin diperbaiki tanpa pengerjaan ulang.
Operator berpengalaman merencanakan urutan langsung dari gambar kerja, menyusun pembengkokan sehingga perbedaan dimensi kecil tersebar di seluruh bagian. Ini sering berarti memulai dengan flange terbesar atau mengatur pembengkokan agar benda kerja tetap menempel kuat pada backgauge selama mungkin. Menjaga kontak backgauge yang stabil memastikan setiap pembengkokan diposisikan secara konsisten sebelum geometri bagian menjadi lebih kompleks.
Bahkan dengan crowning canggih dan kompensasi otomatis, urutan pembengkokan tetap menentukan apakah suatu bagian pas saat perakitan. Komponen bisa memiliki sudut presisi tetapi tetap gagal jika kesalahan yang terakumulasi menggeser posisi lubang, panjang tab, atau sudut sambungan. Di sinilah pemahaman operator tentang produk jadi secara langsung membentuk keberhasilan proses.
Banyak program pelatihan masih menekankan keterampilan manual—memandu pembengkokan dengan input tangan dan memodulasi kecepatan pedal—seolah-olah mesin perlu dibujuk. Namun dengan sistem servo modern, pola pikir itu justru bisa menambah kesalahan daripada kontrol. Cara yang lebih baik untuk memulai adalah dengan mengidentifikasi tepat kapan, dalam siklus pembengkokan, otomatisasi mengambil alih—dan berusaha sadar untuk tidak mengganggu.
Pilih perkakas yang dirancang untuk mengatasi springback daripada memaksa tonase ekstra melalui bottoming. Jauhkan tangan dari zona jepit agar tidak secara tidak sengaja menambah resistensi, operasikan pedal kaki sesuai tujuan tanpa memvariasikan kecepatannya secara manual, dan rencanakan urutan pembengkokan untuk menyebarkan toleransi secara cerdas dan terarah. Intinya, bekerja sama dengan mesin daripada melawannya. Operator yang mengadopsi peralihan dari “perbaikan” mekanis ke presisi terpandu cenderung meningkatkan throughput, memperpanjang umur perkakas, dan menghasilkan bagian yang konsisten akurat—tanpa kelelahan atau risiko keselamatan dari kebiasaan lama.
Springback—kecenderungan logam untuk kembali secara elastis ke bentuk aslinya setelah dibengkokkan—adalah penyebab utama ketidaksesuaian sudut. Jika sebuah flange memantul kembali melebihi toleransi, operator harus mendeteksinya sebelum proses berlanjut. Misalnya, ketika pengendali menargetkan 90° tetapi flange bebas terukur 92–93°, itu adalah elastisitas baja lunak yang bekerja. Dalam banyak lingkungan produksi, secara sengaja membengkokkan baja karbon rendah sekitar 2–3° adalah hal yang standar, dengan material berkekuatan lebih tinggi memerlukan pembengkokan berlebih yang lebih besar secara proporsional. Beberapa paduan berkekuatan tinggi mungkin memerlukan 4–6° tergantung pada penampang dan cetakan yang digunakan.
Variasi material adalah penyebab umum lainnya. Pengaturan mesin yang sama dapat menghasilkan sudut berbeda saat menggunakan gulungan baru atau batch pemasok yang berbeda. Perubahan kekuatan luluh dari satu lot ke lot lainnya dapat tiba-tiba mengubah perilaku springback; bahkan dalam spesifikasi, sedikit pergeseran sifat tarik dapat menghasilkan perubahan sudut yang terlihat. Perlakukan setiap batch material baru sebagai pengaturan baru—gunakan sisa material dari batch tersebut untuk melakukan uji coba sebelum menggunakan stok utama untuk produksi.
Lebar cetakan memainkan peran penting dalam pengendalian springback. V‑die yang jauh lebih lebar dari rekomendasi akan meningkatkan radius tekukan dan pemulihan elastis, membuat koreksi sudut melalui pemrograman saja menjadi lebih sulit. Memperkecil pembukaan cetakan dari sekitar 12× ketebalan material menjadi 8× dapat mengurangi springback hingga 40%. Jika Anda melihat pembengkokan kurang yang terus‑menerus meskipun sudah diprogram pembengkokan berlebih, pertimbangkan kembali pilihan perkakas sebelum menganggap mesin yang bermasalah.
Kondisi perkakas Anda sama pentingnya dengan dimensinya. Punch dengan ujung yang aus atau bahu V‑die yang tergores atau rusak akan mengubah cara logam bersentuhan dengan perkakas, yang dapat menyebabkan perbedaan sudut yang terlihat di sepanjang tekukan yang seharusnya seragam. Jika hanya satu bagian yang secara konsisten meleset satu atau dua derajat sementara sisanya sesuai spesifikasi, kemungkinan penyebabnya adalah keausan atau kerusakan. Dalam kasus seperti ini, lebih baik memperbaiki atau mengganti cetakan yang rusak daripada mencoba mengkompensasi melalui penyesuaian offset CNC.
Dengan material yang lebih tebal atau berkekuatan tinggi, salah menghitung tonase dapat menghasilkan kegagalan yang tidak terlalu terlihat tetapi sama bermasalahnya: tekukan tidak pernah sepenuhnya memasuki tahap deformasi plastis. Tanpa gaya yang cukup, benda kerja tidak akan pernah mencapai sudut yang diprogram, tidak peduli berapa kali Anda memukulnya pada kedalaman yang sama. Untuk menghindari hal ini, hitung tonase secara akurat dengan mempertimbangkan kekuatan tarik material, ketebalannya, dan lebar cetakan yang dipilih.
Beberapa pemeriksaan diagnostik cepat dapat secara signifikan meningkatkan kecepatan operator dalam memecahkan masalah:
Crowning — kemampuan press brake untuk mengimbangi defleksi saat diberi beban — sangat penting untuk menghasilkan tekukan panjang yang seragam di bawah tonase berat. Tanpa kompensasi yang tepat, ram dan meja akan sedikit berubah bentuk dengan cara yang berlawanan selama pembengkokan: meja melengkung ke bawah sementara ram melengkung ke atas. Hal ini mengurangi penetrasi di bagian tengah dibandingkan ujungnya, membuat bagian tengah tekukan lebih terbuka dari yang diinginkan.
Tes sederhana dapat mengonfirmasi masalah crowning. Ukur sudut 50–100 mm dari ujung kiri, tepat di tengah, dan 50–100 mm dari ujung kanan. Jika ujungnya akurat tetapi bagian tengah terbuka, crowning tidak memadai. Jika ujungnya benar tetapi bagian tengah terlalu rapat, crowning diatur terlalu tinggi. Ketika satu ujung berbeda dari yang lain, penyebab utamanya sering kali adalah ketidaksejajaran ram atau pemasangan perkakas yang tidak tepat.
Tes “flip” dapat membantu menemukan sumber masalah. Bengkokkan flange dan catat sisi mana yang menunjukkan kesalahan. Lalu putar benda kerja dari ujung ke ujung dan bengkokkan flange lainnya. Jika sisi yang sama pada press brake menghasilkan kesalahan, masalahnya ada pada mesin atau perkakas di sisi tersebut. Jika sisi yang sama pada bagian tetap bermasalah setelah dibalik, maka stok itu sendiri yang bermasalah, karena ketebalan yang tidak merata atau variasi kekerasan.
Penyesuaian crowning yang akurat adalah kunci untuk mempertahankan sudut tekukan yang konsisten di seluruh panjang benda kerja. Baik menggunakan crowning mekanis maupun hidrolik, sistem harus disetel dengan tepat agar sesuai dengan material spesifik, panjang benda kerja, dan kebutuhan tonase. Melewatkan langkah ini pada potongan yang lebih panjang hampir pasti akan menyebabkan penyimpangan sudut di bagian tengah.
Ketidaksempurnaan permukaan sering kali dianggap tak terhindarkan, tetapi sebagian besar memiliki penyebab yang jelas dan dapat diperbaiki. Tanda di sepanjang garis tekukan biasanya berasal dari bahu cetakan yang aus, kotoran yang menempel di perkakas, atau radius punch yang terlalu kecil sehingga memusatkan gaya pada area kontak yang terbatas. Bahkan burr atau penyok kecil pada perkakas dapat meninggalkan cacat yang terlihat pada hasil akhir.
Perawatan rutin cetakan dan punch menawarkan solusi yang sederhana: pastikan semua permukaan kontak bersih dan bebas dari kotoran. Partikel apa pun yang terselip di antara benda kerja dan cetakan dapat meninggalkan bekas saat diberi tekanan. Menggunakan lapisan pelindung lunak—seperti film poliuretan atau lembaran tipis sekali pakai—dapat melindungi permukaan yang sensitif tanpa memengaruhi sudut tekukan secara signifikan, asalkan Anda memperhitungkannya dalam pengaturan.
Pilihan perkakas juga memengaruhi hasil akhir permukaan. Cetakan dengan radius bahu yang lebih besar menyebarkan gaya kontak ke area yang lebih luas, mengurangi kemungkinan lipatan atau bekas gosokan, terutama pada logam yang lebih lunak. Untuk lembaran berlapis atau dipoles seperti cermin, beralih ke perkakas yang dipoles atau menambahkan lapisan pelindung perantara sering kali cukup untuk menjaga penampilan.
Goresan yang melampaui zona tekukan biasanya disebabkan oleh gesekan saat penempatan atau pelepasan. Pastikan permukaan backgauge dan lengan penopang bersih, halus, dan bebas dari gerinda. Penanganan yang hati-hati saat memuat dan membongkar, dikombinasikan dengan rutinitas pembersihan yang konsisten, membantu mencegah sebagian besar kerusakan yang tidak diinginkan.
Retakan yang terbentuk di sepanjang garis tekukan menunjukkan kegagalan struktural, bukan sekadar cacat permukaan. Salah satu penyebab paling umum adalah hubungan antara arah butir dan proses tekukan. Selama proses penggilingan, logam lembaran dan pelat mengembangkan struktur butir; menekuk sejajar dengan butir meningkatkan risiko patah, terutama pada paduan yang mengeras atau rapuh.
Pemeriksaan visual cepat dapat membantu menghindari kesalahan yang mahal: cari tanda penggilingan atau garis pabrik untuk menentukan orientasi butir. Sebisa mungkin, tekuk tegak lurus terhadap butir untuk mengurangi tegangan yang dapat memecahkannya. Jika menekuk tegak lurus tidak memungkinkan, memperbesar radius tekukan akan mengurangi tegangan tarik di permukaan luar, atau pilih kelas material dengan kelenturan lebih tinggi.
Ketebalan dan kekerasan material secara signifikan meningkatkan kemungkinan retak. Bagian yang lebih tebal memusatkan tegangan pada area yang lebih kecil, sementara baja berkekerasan tinggi memiliki kapasitas peregangan yang lebih rendah sebelum patah. Memilih radius hidung punch yang sesuai dengan sifat material ini memungkinkan tegangan tersebar lebih merata di seluruh tekukan. Untuk komponen bernilai tinggi, lakukan uji tekukan pada sisa material dari batch yang sama sebelum bekerja dengan lembaran mahal untuk menghindari kesalahan yang merugikan.
Beberapa retakan dimulai secara mikroskopis, tetap tersembunyi hingga berkembang selama proses finishing atau saat digunakan. Pemeriksaan cermat segera setelah penekukan dapat mengungkap tanda-tanda peringatan dini: robekan permukaan yang sangat kecil atau bercak kusam di mana tekukan seharusnya memiliki kilau bersih dan seragam. Mendeteksi ketidaksempurnaan ini lebih awal memungkinkan perbaikan bagian atau penyesuaian proses sebelum cacat memburuk.
Banyak manual pemecahan masalah melewatkan poin penting: kesalahan sudut tekukan, ketidaksesuaian crowning, cacat permukaan, dan retakan sering kali dapat terlihat langsung pada benda kerja yang sudah selesai, bukan hanya selama pemeriksaan kualitas di akhir. Kebiasaan paling berharga bagi operator press brake adalah berlatih triase saat proses—berhenti setelah menghasilkan potongan pertama dalam batch, periksa sudut tekukan di seluruh panjangnya, periksa permukaan, dan cari retakan. Sesuaikan perkakas atau pengaturan mesin sebelum melanjutkan. Langkah tunggal ini dapat menyelamatkan puluhan bagian dari pemborosan dengan menangkap masalah mekanis, material, atau pengaturan saat itu juga. Hal ini mencerminkan keterampilan operator yang memadukan otomatisasi mesin dengan pengamatan tajam mereka untuk menjaga presisi.
Pengamanan memberikan lapisan keselamatan utama Anda, tetapi bukan pengganti kesadaran risiko secara keseluruhan. Sistem yang disetujui OSHA—seperti Perangkat Pelindung Opto-Elektronik Aktif (AOPD), tirai cahaya, dan pemindai laser—memantau area kerja press brake selama penurunan ram, mendeteksi ketika sesuatu masuk ke zona bahaya. Mereka mencegah tangan, jari, atau bagian tubuh lain terjepit saat perkakas menutup, dan juga dapat mencegah kecelakaan yang dipicu oleh penekanan pedal kaki yang tidak disengaja atau kerusakan mekanis seperti kopling macet.
Namun, sistem pelindung ini bukan solusi yang mencakup segalanya. Mereka tidak akan melindungi Anda saat mengganti cetakan ketika press brake tidak beroperasi tetapi tangan Anda berada di antara perkakas. Mereka tidak dapat menghilangkan risiko benda kerja memantul kembali saat menekuk material yang elastis, atau melindungi dari bahaya terjepit di backgauge atau di sisi mesin. Mereka tidak menggantikan kebutuhan untuk memastikan jarak bebas secara visual sebelum memulai siklus, dan tidak memberikan perlindungan dari kesalahan pengaturan yang menyebabkan bagian terpelintir atau bergeser secara tak terduga.
Keselamatan sejati berasal dari penggunaan pengamanan sebagai salah satu elemen dalam pendekatan komprehensif—dikombinasikan dengan penempatan tangan yang disengaja, kewaspadaan saat menarik kembali benda kerja, dan jeda sebelum setiap pergantian perkakas untuk memverifikasi kepatuhan lockout/tagout. Operator yang memahami batas pengamanan menghindari mengandalkannya sebagai satu-satunya jaring pengaman. Itulah pergeseran dari mengandalkan mesin menjadi mengandalkan keterampilan dan penilaian.
Tekukan sempurna di musim dingin dan sudut yang tidak sejajar di musim panas jarang terjadi secara kebetulan—penyebabnya biasanya perawatan yang terlewat. Sistem hidrolik memerlukan perhatian: viskositas fluida bervariasi sesuai suhu, segel mengalami keausan kecil setiap siklus, dan kontaminan halus perlahan menumpuk di reservoir. Masing-masing faktor ini dapat memengaruhi kecepatan ram dan stabilitas tekanan secara halus, yang jika diabaikan akan berujung pada menurunnya akurasi sudut.
Rutinitas harian adalah perlindungan terbesar Anda. Bersihkan permukaan perkakas dan periksa adanya gerinda kecil yang dapat membuat stok keluar dari posisi sejajar. Pastikan kesejajaran ram di awal setiap shift menggunakan feeler gauge daripada mengandalkan penglihatan. Pantau kondisi cairan hidrolik setiap minggu—baik tingkat maupun kejernihannya—dan ganti lebih cepat dari jadwal pabrikan jika terlihat kontaminasi. Periksa leadscrew backgauge dan panduan linear setiap bulan untuk menghentikan backlash yang dapat mengikis presisi posisi.
Bagi pengrajin yang berdedikasi, pemeriksaan ini bukanlah pekerjaan membosankan melainkan investasi perlindungan—memastikan mesin bekerja hari ini persis seperti beberapa minggu lalu. Presisi absolut memang tidak dapat dicapai, tetapi hasil yang stabil dan dapat diulang sangat mungkin diraih ketika keausan, pergeseran, dan kontaminasi diatasi sebelum diam-diam menghambat kinerja.
Pengalaman bukan hanya soal menghitung tahun—itu tercermin dari cara operator menalar pekerjaannya. Salah satu cara paling efektif untuk mengukur kompetensi sejati adalah dengan mengajukan tiga pertanyaan terarah:
Jika seorang trainee menjawab ini dengan percaya diri dan alasan yang kuat, mereka telah melampaui prosedur hafalan menuju pemahaman sejati. Jika tidak, mereka masih meniru gerakan—aman hanya sampai hal tak terduga terjadi.
Seorang operator dapat mulai menekuk bagian dalam satu hari, mencapai kemahiran dasar dalam seminggu, dan mencapai kompetensi penuh dalam sebulan. Tetapi lompatan dari penekan tombol $36.000 setahun menjadi pengrajin $56.000 setahun terletak pada celah sempit dan disengaja antara sekadar menekan pedal dan memahami tepatnya mengapa mesin merespons seperti itu. Perlindungan menjaga keselamatan hidup Anda. Perawatan mempertahankan sudut Anda. Mengajukan pertanyaan yang tepat membuat pikiran Anda lebih tajam daripada alat Anda.
Abaikan salah satu dari ini, dan kesuksesan Anda bergantung pada keberuntungan. Kuasai ketiganya, dan presisi serta keselamatan menjadi pasti.


















