

مكبس الثني لا يقرأ المزاج، ولا يصدر تحذيرات، ولا يفكر مرتين — إنه ينفذ الضربة المبرمجة بلا استثناء، سواء كان ما تحت القالب فولاذاً مقسى أو يد إنسان. قد يربك هذا الأمر المبتدئين، لكنه لا ينبغي أن يشلهم عن العمل. الهدف هو استبدال القلق الغامض باحترام واعٍ: فهم كيفية عمل الآلة بالضبط، ولماذا تعمل بهذه الطريقة، وتنمية عادات عمل تجعل الفيزياء قابلة للتنبؤ — وآمنة. بمجرد أن تدرك ما “يتعرف” عليه الكباس، تتوقف الحوادث عن كونها عشوائية وتصبح أعطالاً يمكن منعها في الإجراءات أو أنظمة السلامة.
مكبس الثني الهيدروليكي يوجه قوة تتراوح بين 40 إلى 300 طن في ضربة عمودية دقيقة، محولاً الطاقة الهيدروليكية عبر أدوات صلبة لا تترك مجالاً للتساهل. فكر فيه ككسارة جوز عالية الدقة — واحدة لا تخطئ أبداً، ولا تتوقف، ولا تختار الرحمة.
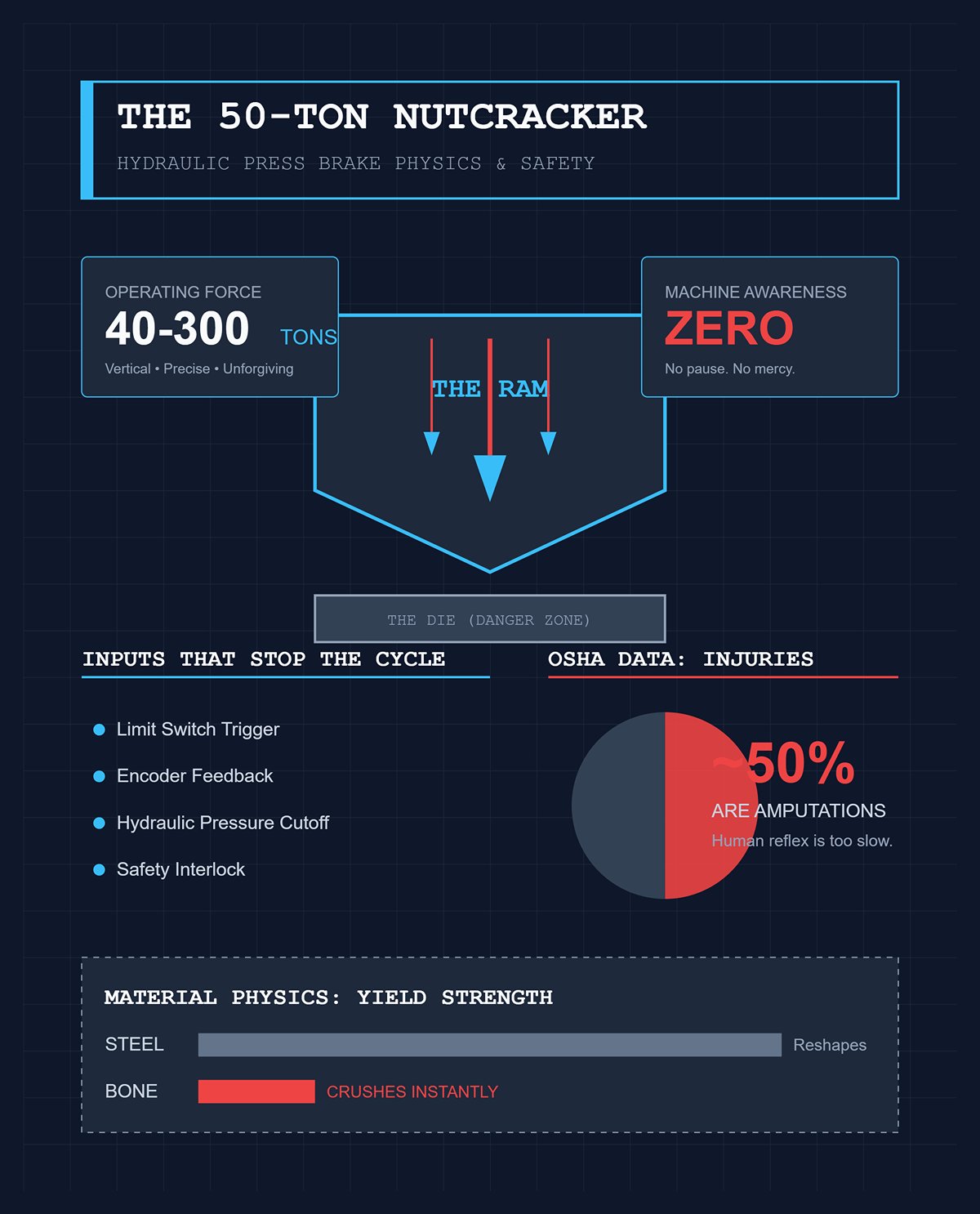
حركة الكباس خالية من أي وعي بشري. بمجرد تشغيله، يعمل حتى يصل إلى المسافة المحددة مسبقاً أو حد القوة أو زاوية الثني المبرمجة. وحدها المدخلات مثل تشغيل مفتاح حد، أو تغذية راجعة من المشفر، أو قطع ضغط هيدروليكي، أو تفعيل قفل أمان يمكن أن توقفه أو تبطئه. بدون هذا التدخل، فإنه يطبق القوة الكاملة حتى تنتهي الدورة. الفولاذ يستسلم ويتشكل تحت هذا الضغط؛ أما العظم، الذي يتمتع بقوة خضوع أقل بكثير، فهو مجرد مادة أخرى يمكنه تشويهها بلا توقف.
القابلية للتنبؤ لها وجهان. سجلات إدارة السلامة والصحة المهنية تؤكد أن حوالي نصف الإصابات التي تشمل المكابس الهيدروليكية ومكابس الثني هي بتر. تحدث هذه الحوادث غالباً في منطقة العمل — حيث يلتقي القالب العلوي بالقالب السفلي — تحديداً لأن الكباس يتصرف تماماً كما صُمم ولا يمكنه التراجع في أجزاء من الثانية التي تتطلبها ردود الفعل البشرية. الاعتراف بهذا ليس لغرس الخوف؛ بل لبناء إطار ذهني قوي بما يكفي لتوجيه التموضع الحرج وتطبيق وسائل الحماية قبل أن تلمس قدمك الدواسة.
يعمل نظام التحكم في الكباس على افتراض بسيط: أي شيء يقع بين القالب العلوي والسفلي هو قطعة العمل المقصودة. اختلافات الصلابة، وجود القفازات، أو حتى لحم الإنسان لا تؤثر على قراره بالمضي قدماً. الدائرة الهيدروليكية ستطبق القوة المبرمجة حتى تكتمل الدورة. الأصوات، الحركة المفاجئة، أو مجرد القرب لا تحدث فرقاً — إلا إذا كسرت شعاع أمان أو فعّلت مرحل حماية.
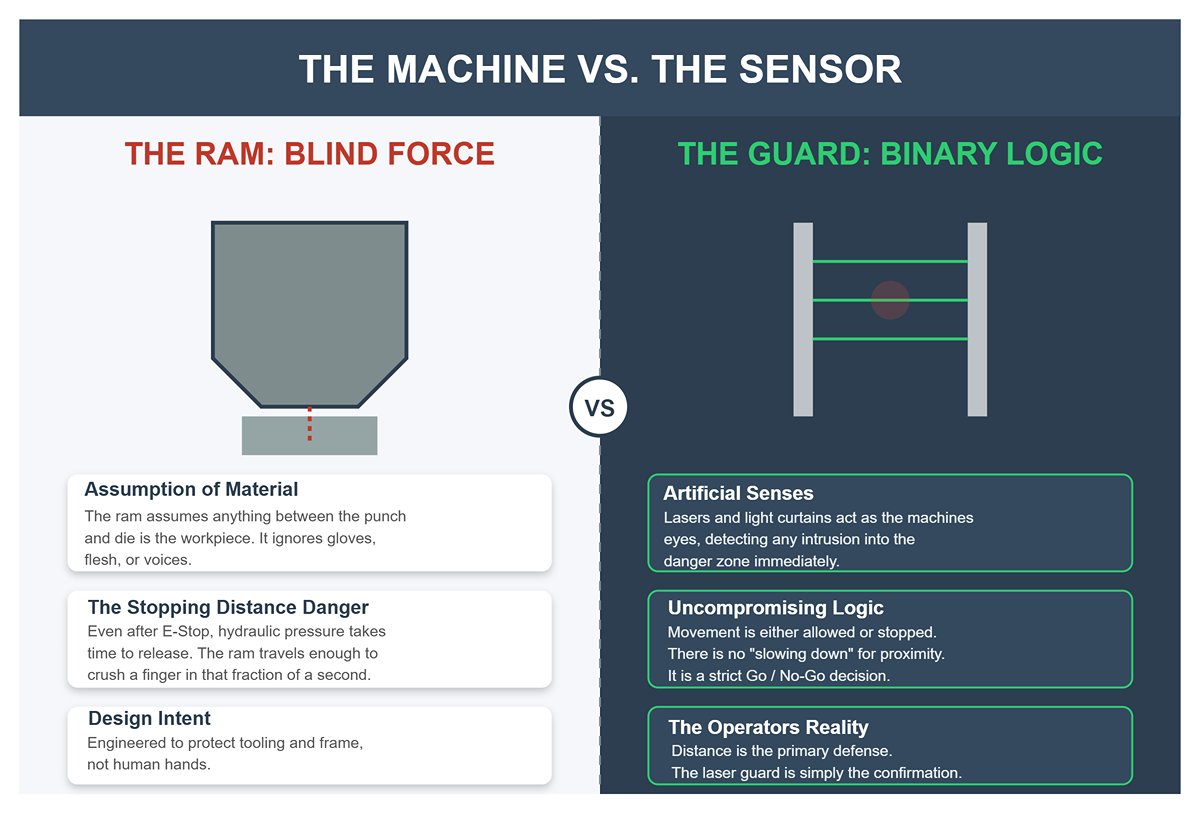
هذا النقص في الحساسية يبرز عند التفكير في مسافات التوقف. حتى بعد الضغط على زر التوقف الطارئ، يجب على الكباس تحرير الضغط الهيدروليكي، مواصلاً الحركة لجزء حرج من الثانية — كافٍ لسحق ما يتجاوز سمك إصبع بشري بكثير. نظام التحكم مصمم لحماية الأدوات وإطار الآلة من التحميل الزائد، وليس للاستجابة لوجود يد بشكل غير متوقع.
آليات السلامة تضيف قدراً من الوعي إلى آلة لا تعرف المساومة. الحواجز الليزرية، الستائر الضوئية، و“بوابات B” تعمل كحواس صناعية، تكتشف أي اقتحام لمنطقة الخطر وتوقف التشغيل فوراً أو تمنعه. منطقها صارم مثل الكباس: الحركة إما مسموح بها أو متوقفة — ولا تُبطأ أبداً لأن شيئاً ما “قريب”. المشغلون الذين يفهمون هذه الحقيقة يدركون أن الحفاظ على مسافة أمان كاملة من الأدوات هو أفضل دفاع لهم؛ الحاجز الليزري هو مجرد تأكيد.
في بداية اليوم، تعامل مع إعداد مكبس الثني كفرصتك الأساسية للسلامة. بمجرد أن يبدأ الكباس في الحركة، تصبح أنظمة الحماية — ويقظتك الشخصية — الحواجز الوحيدة بين الإنتاج الآمن والإصابة.
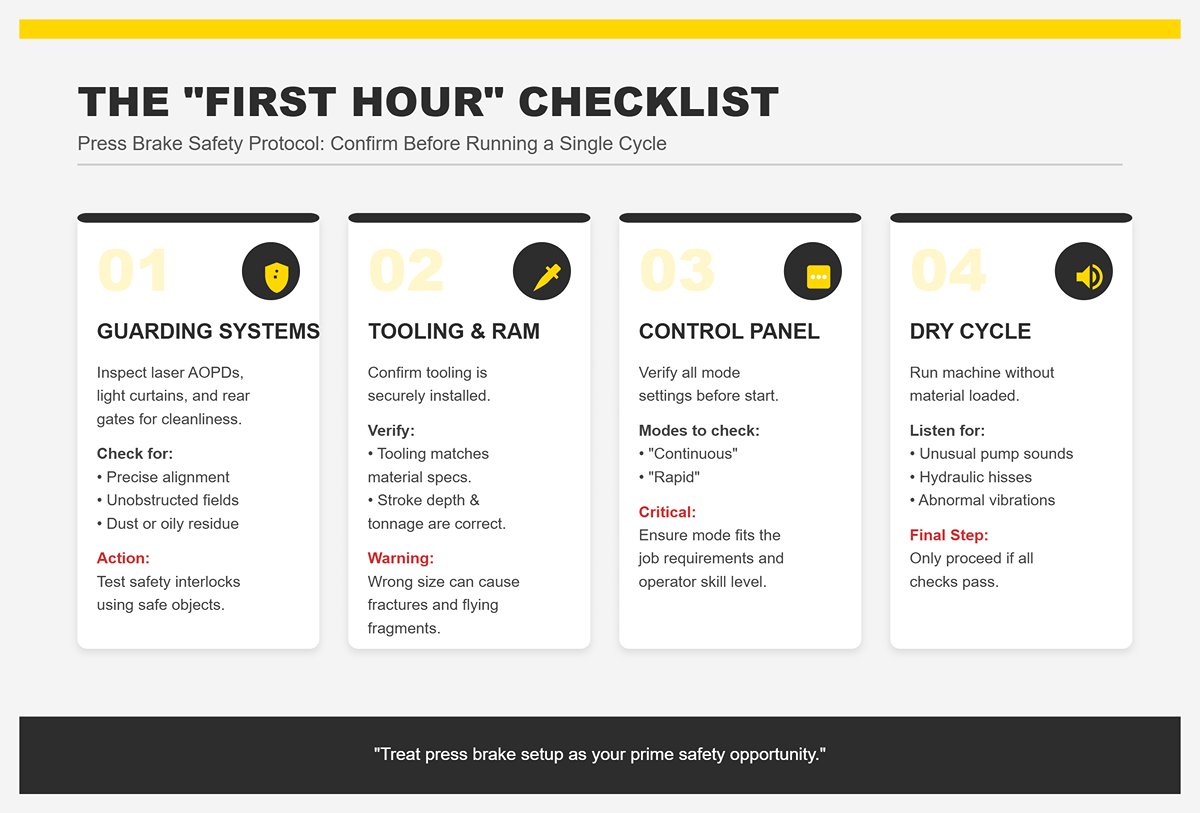
افحص جميع معدات الحماية — أجهزة الكشف الليزرية، الستائر الضوئية، والبوابات الخلفية — للتأكد من نظافتها، دقتها في المحاذاة، وخلو مجالات الكشف من أي عوائق. الغبار، بقايا الزيت، أو قواعد متحركة يمكن أن تؤثر على أدائها أو تعطي إشارات خاطئة بالأمان. اختبر أقفال الأمان باستخدام أجسام آمنة للتأكد من استجابتها الصحيحة.
تأكد من أن جميع الأدوات مثبتة بإحكام ومناسبة لمواصفات المادة المستخدمة في اليوم. قالب علوي أو سفلي بحجم خاطئ يمكن أن يتسبب في كسر المادة بشكل غير متوقع، مما قد يرسل شظايا حادة طائرة. تحقق من أن عمق ضربة الكباس المبرمج وقوة الضغط تتوافق بشكل صحيح مع سمك المادة وقوة شدها.
تحقق من إعدادات وضع لوحة التحكم. بعض الأوضاع، مثل “المستمر” أو “السريع”، تقلل بشكل كبير الوقت المتاح للتدخل إذا حدث خطأ. تأكد من أن الوضع المختار مناسب لمتطلبات العمل ومستوى مهارة جميع المشاركين.
قبل بدء الإنتاج الفعلي، شغّل الآلة في دورة جافة — بدون تحميل مادة — وابتعد تماماً عن منطقة العمل. انتبه جيداً لأي أصوات غير معتادة من المضخة، أو صفير من النظام الهيدروليكي، أو اهتزازات غير طبيعية، إذ يمكن أن تشير هذه إلى مشاكل تهدد الدقة والسلامة. فقط بعد اجتياز جميع الفحوصات يمكنك وضع المادة، تشغيل دواسة القدم، وترك الكباس يعمل. هذا الانضباط المستمر يعزز الاحترام للمعدات: روتين استعداد يحول القلق إلى ثقة في موثوقية الآلة ومهارتك الشخصية.
تأتي رسومات التصنيع محملة بالتفاصيل — الأبعاد، السماحات، أنواع المواد، وملاحظات التشطيب — لكن مكبس الثني الهيدروليكي يتأثر بمجموعة محددة منها فقط. أول مسؤولياتك كمشغل هي استخلاص العناصر التي تؤثر على عملية الثني: نوع المادة وسمكها، زوايا الثني، نصف القطر الداخلي المطلوب، أطوال الحواف، وتسلسل الثني. هذه القيم الأساسية تحدد الأدوات المستخدمة، كيفية حساب القوة، وأين يتم وضع مقياس الرجوع.
سوء تفسير أو إغفال أي من هذه التفاصيل الحرجة يمكن أن يشعل سلسلة من الإخفاقات. سمك غير صحيح يؤدي إلى إعدادات قوة ضغط خاطئة؛ قراءة خاطئة لتسلسل الانحناء يمكن أن تتسبب في اصطدام الجزء بالأدوات بعد الانحناء الأول، مما يضطر لإعادة العمل. بعض الأخطاء يمكن تصحيحها أثناء التشغيل من خلال تعديلات برمجية، لكن اختيار أدوات سيء أو حسابات خاطئة لقوة الضغط يمكن أن يؤدي إلى إتلاف الأجزاء أو إلحاق الضرر بالمكبس والمحامل. الدقة في هذه المرحلة تحمي قطعة العمل ونظام الهيدروليك، الذي يوفر قوة هائلة دون أي هامش للتقريب.
خذ رسماً يحدد الفولاذ المقاوم للصدأ بسماكة 1.0 مم مع نصف قطر داخلي صغير—هذا يتطلب أدوات مختلفة عن لوح ألومنيوم بنفس السماكة. الفولاذ المقاوم للصدأ لديه ارتداد أكبر، لذا يجب تفسير جدول قوة الضغط وفقاً لذلك. لهذا السبب يخصص المشغلون ذوو الخبرة وقتاً لقراءة الرسم من الناحية الميكانيكية وكذلك الهندسية: الهدف هو تحويل المواصفات البصرية إلى لغة التشغيل الخاصة بمكبس الثني.
في عمليات الثني، يشكل البنش الجزء العلوي من الانحناء، ويشكل القالب الجزء السفلي، ويحدد العرض بين أكتاف القالب—المعروف بفتحة القالب—كيفية استجابة اللوح للضغط. قاعدة موثوقة هي “قاعدة 8x”: للثني الهوائي القياسي، اختر فتحة قالب تعادل تقريباً ثمانية أضعاف سماكة المادة. اختيار فتحة أضيق يمكن أن يعطي دقة أعلى إلى حد معين لكنه سيزيد بشكل كبير من قوة الضغط المطلوبة، مما يرفع خطر التحميل الزائد. بالمقابل، فتحة أوسع تقلل قوة الضغط لكنها تضعف دقة الانحناء وقد تنتج نصف قطر انحناء كبير جداً.
خذ مثالاً لوح فولاذ طري بسماكة 3 مم. وفقاً لقاعدة 8x، فتحة قالب 24 مم مثالية. إذا قللتها إلى 12 مم (4x) يمكن أن ترتفع قوة الضغط المطلوبة بنسبة تقريبية 200–300%، مما يضع ضغطاً إضافياً على المكبس ويقصر عمر الأداة. وإذا زدت الفتحة إلى 36 مم (12x) سيبدو الانحناء أكثر تسطحاً، مما يستلزم انحناءً زائداً للوصول إلى المواصفات—مضيفاً وقت دورة إضافي ومدخلاً للتباين.
هذا المبدأ ليس مجرد نصيحة عشوائية من غرفة التدريب—إنه قائم على فيزياء الحمل والانحناء وقوة الخضوع للمادة. الانحراف عنه دون داعٍ يجلب ضغطاً ميكانيكياً، وتآكلاً مبكراً لمكونات الهيدروليك، وجودة أجزاء أقل. إذا تطلب الإنتاج تجاوز القاعدة—على سبيل المثال لتحقيق تصميم خاص—افعل ذلك بوعي ومعرفة بالقدرة الاسمية للآلة.
يعمل الـ Backgauge كمحدد دقيق لموضع المادة، مما يضمن وضع كل قطعة بشكل صحيح قبل كل انحناء. دقته تحدد ما إذا كانت الانحناءات اللاحقة ستتطابق تماماً أو ستشوه الجزء تدريجياً. الوقفة المبرمجة الأولى محورية—فهي تحدد نقطة المرجع التي تُحسب منها جميع الإزاحات الأخرى. إذا أخطأت في الوقفة الأولى، ستتراكم الأخطاء الصغيرة طوال العملية.
تخيل تصنيع جزء على شكل حرف L بأربع انحناءات. إذا كان أول جناح منحرفاً بمقدار 0.5 مم بسبب إعداد غير دقيق للـ Backgauge، فإن هذا الخطأ سيتكرر ويتضاعف مع كل إعادة توجيه، مما قد يؤدي إلى انحراف طول الجناح الأخير بمقدار 2–3 مم. في المشاريع ذات التسامح الضيق، قد يعني هذا الفرق بين النجاح وإتلاف الجزء.
يجب أن تأخذ المعايرة في الاعتبار محاذاة الأدوات، حدود شوط المكبس، والدعم المناسب للوح. يجب أن تلتقي أصابع الـ Backgauge بالمادة بشكل مستقيم، متجنبة أي انحناء أو التواء. مصادر عدم الدقة الخفية مثل التراخي في محرك الـ Backgauge أو عدم محاذاة وجوه الوقف يمكن أن تضعف الدقة بسرعة. المشغل الدؤوب سيتأكد من الوقفة الأولى من خلال المحاذاة البصرية وتجربة تركيب قبل بدء الإنتاج—مما يضمن أن كل انحناء يبدأ من نقطة مرجعية موثوقة وصحيحة.
اختبار الخردة أكثر من مجرد إجراء احترازي—إنه تجربة مضبوطة ومقصودة. حتى مع إعداد دقيق، يمكن أن تتسلل متغيرات مثل عدم اتساق المادة، والارتداد، وتآكل الأدوات لتفسد زوايا الانحناء أو أطوال الأجنحة. إجراء اختبار انحناء على قطعة غير حرجة يسمح لك بالتحقق من الإعداد وكشف المشكلات المحتملة قبل تحميل الآلة بأجزاء الإنتاج.
لا تخاطر بقطعة إنتاجية في هذه الخطوة. إذا كان الانحناء خاطئاً، فقد أهدرت المادة وجهد التحضير. تكشف اختبارات الخردة عن مشاكل مثل الانحناء الزائد أو الناقص، الالتواء، وعلامات السطح. يمكنها أيضاً كشف مشاكل أكثر دقة—مثل بنش متآكل قليلاً يؤثر على نصف قطر الانحناء، أو انحراف هيدروليكي على مدى ضربات متكررة—والتي قد لا تكشفها الفحوصات الثابتة.
اختبار الخردة ذو قيمة خاصة عند ضبط البرامج بدقة. التعديلات على عمق المكبس أو موضع الـ Backgauge بعد اختبار تستغرق دقائق فقط، بينما إصلاح أجزاء الإنتاج المنحنية بشكل خاطئ يمكن أن يستهلك ساعات ويسبب تأخيرات للعملاء. حتى في التصنيع عالي الحجم، استثمار دقيقتين في انحناء خردة يمكن أن يمنع توقفاً كبيراً وإعادة عمل مكلفة.
الدقائق الخمس عشرة الأولى من الإعداد تحدد دقة وكفاءة كل دورة لاحقة. في عمليات مكبس الثني الهيدروليكي—حيث يمكن للأدوات والهيدروليك أن توفر أكثر من عشرين طناً من القوة في لحظات—البدء بدقة صارمة أمر أساسي. أخطاء مثل قراءة الرسم بشكل خاطئ، اختيار الأدوات دون تطبيق قاعدة 8x، وضع الـ Backgauge بشكل عشوائي، أو تجاوز اختبارات الخردة تؤدي حتماً إلى إهدار المواد أو إتلاف المعدات أو كليهما.
التطور هنا هو من مجرد الاستعداد إلى تحقيق الاعتمادية المستمرة. من خلال اتباع هذه ممارسات الإعداد بدقة، تنتقل من مجرد معرفة ما يحدد التشغيل الآمن—إلى خلق ظروف يبدأ فيها كل انحناء بشكل مثالي، ويحقق التسامحات المحددة، ويحافظ على أداء مكبس الثني في أفضل حالاته. تلك الخمس عشرة دقيقة ليست وقتاً ضائعاً؛ إنها وقاية استباقية ضد كل مشكلة يمكن تجنبها قد تواجهها في أرضية الورشة.
في أعمال مكابح الضغط الهيدروليكية الحديثة، أصبح الانحناء بالهواء التقنية المفضلة لسبب وجيه — الدقة مقترنة بالكفاءة. تضع هذه الطريقة القالب الضاغط فوق قطعة العمل، متوقفة قبل ملامسة قاعدة القالب السفلي. يقوم نظام التحكم CNC بحساب عمق حركة المكبس بدقة لتحقيق الزاوية المطلوبة ويعوض تلقائيًا عن الارتداد المرن. يقلل الانحناء بالهواء بشكل كبير من الإجهاد على كل من الأدوات والمواد، مما يطيل عمر الأدوات ويقدم دقة متسقة — دون الحاجة إلى ضبط مستمر ودقيق من قبل المشغل.
أما الانحناء الكامل، فيضغط القالب الضاغط والمادة بقوة داخل القالب حتى تتشكل الزاوية بالكامل. ورغم أن له استخداماته — مثل المواد السميكة أو الحواف القصيرة جدًا — إلا أنه يزيد بشكل كبير من القوة المطلوبة ويُسرّع التآكل. يخطئ العديد من المشغلين في استخدام الانحناء الكامل لمعادلة الارتداد المرن، لكن الحل الحقيقي يكمن في اختيار الأدوات الصحيحة — مثل اختيار قالب ضاغط بزاوية 88 درجة بدلًا من 85 درجة للتحكم في استعادة الثني — بدلًا من إجهاد المادة بالقوة الزائدة.
مع أنظمة المكبس المؤازرة، تحافظ آلات اليوم على دقة التموضع ضمن ±0.01 مم. عمليًا، هذا يعني أنها تقدم بالفعل زوايا دقيقة؛ محاولة إجبار المادة لتصبح مسطحة تمامًا قد تعرض قطعة العمل أو الأدوات للتلف. دور المشغل أصبح أقل ارتباطًا بضبط الزوايا بالإحساس وأكثر تركيزًا على ضمان تموضع المادة بدقة على مقياس الإرجاع الخلفي وأن الأدوات متطابقة بشكل صحيح مع المهمة.
| جانب | الانحناء بالهواء | الربض (Bottoming) |
|---|---|---|
| التقنية | يتوقف القالب الضاغط فوق قطعة العمل دون ملامسة قاعدة القالب؛ يقوم الـ CNC بحساب عمق حركة المكبس بدقة ويعوض عن الارتداد المرن | يتم ضغط القالب الضاغط والمادة بقوة داخل القالب حتى تتشكل الزاوية بالكامل |
| الدقة والانضباط | دقة عالية مع التحكم CNC والتحكم المؤازر؛ يحافظ على دقة تموضع ±0.01 مم | يمكن أن يكون دقيقًا لكنه غالبًا يُستخدم لمعادلة الارتداد المرن بالقوة بدلًا من اختيار الأدوات المناسبة |
| إجهاد الأدوات والمواد | إجهاد أقل، يطيل عمر الأدوات، دقة متسقة دون الحاجة لضبط مستمر | إجهاد عالٍ، تآكل متزايد على الأدوات والمواد |
| متطلبات القوة (الطنّاج) | قوة أقل مطلوبة | قوة أعلى بكثير مطلوبة |
| إدارة الارتداد المرن | تعويض CNC أو اختيار الأدوات الصحيحة (مثل قالب ضاغط 88°) للتحكم في استعادة الثني | غالبًا ما يُساء استخدامه لإزالة الارتداد المرن بالقوة بدلًا من اختيار الأدوات المناسبة |
| دور المشغل | ضمان استخدام الأدوات الصحيحة وتثبيت المادة بشكل مناسب مقابل المقياس الخلفي | قد يتطلب المزيد من تعديلات الزاوية اليدوية؛ خطر إتلاف قطعة العمل أو الأدوات إذا تم إجبارها على أن تصبح مسطحة تمامًا |
| حالات الاستخدام المثالية | الثني الدقيق العام؛ الكفاءة مع المواد المتنوعة | المواد السميكة أو الحواف القصيرة جدًا |
في مكابح الضغط القديمة، يمكن أن يؤدي هبوط الكباس بسرعة إلى ارتداد الحافة الحرة للصفيحة للأعلى — وهي حركة تُعرف باسم “الارتداد السريع” — مما يشكل خطرًا على السلامة واحتمال إتلاف المادة. لتجنب الإصابة، كان المشغلون يقفون بعيدًا ويدعمون الصفيحة من مسافة. على النقيض، تنظم الأنظمة الهيدروليكية الحديثة تسارع وتباطؤ الكباس بعناية، مما يقلل هذا التأثير بشكل كبير. ميزات متقدمة مثل التسلسل التلقائي للثني وسرعات الاقتراب المضبوطة تقلل أكثر من الحركة غير المتوقعة.
رغم أن هذا التطور يقلل المخاطر، إلا أن وضع اليد لا يزال مهمًا — ولكن لسبب مختلف. بدلاً من مقاومة حركة الصفيحة، يهدف المشغل إلى الحفاظ على الاستقرار والمحاذاة الدقيقة. يجب أن تبقى اليدان بعيدتان عن أي نقاط قرص وأن تستندا بخفة على الصفيحة، لمنع الانزلاق الجانبي دون مقاومة حركة الآلة الموجهة. الوقوف في وضع يواجه المقياس الخلفي يوفر رؤية واضحة لكل من تثبيت الحافة وتقدم الثني، مع إبقاء ذراعي وجذع المشغل خارج منطقة الأدوات بأمان.
هذه الطريقة تتعلق بالعقلية بقدر ما تتعلق بالميكانيكا — فهي تصوّر دور المشغل كمرشد وليس كقوة مضادة. السماح للآلة بأداء عملية الثني يلغي الإجهاد البدني غير الضروري ويحافظ على التركيز على عوامل حاسمة مثل الاتصال الصحيح بالمقياس، نظافة المادة، وضمان عدم وجود ما يعيق مسار الكباس المبرمج.
في الماضي، كانت سرعة المشغل غالبًا مرتبطة بمدى مهارته في التعامل مع دواسة القدم — بالتحكم التدريجي لتسريع اقتراب الكباس، ثم الإبطاء عند الوصول إلى عمق الثني المطلوب. تبني مكابح الضغط الحديثة سرعات اقتراب عالية — تصل إلى 260 مم/ث — مباشرة في ملفات الحركة الخاصة بها، وتبدأ تلقائيًا في التباطؤ الدقيق أثناء الثني. مع تولي الآلة مسؤولية التوقيت، فإن محاولة الإسراع في إدخال دواسة القدم قد تؤدي فقط إلى تجاوز أنظمة الأمان أو إخراج التسلسل عن النظام.
اليوم، أصبح تعريف “السرعة” مرادفًا لـ “الاتساق”. يتعامل أكثر المشغلين إنتاجية مع الدواسة كتحكم بسيط تشغيل–إيقاف — ضغط، تثبيت، إفلات — بينما يركزون على تحريك ومحاذاة المادة بسرعة بين عمليات الثني. تأتي وفورات الوقت من الإعدادات الواثقة، المحاذاة السريعة والدقيقة مع المقياس الخلفي، وتجنب التصحيحات المستهلكة للوقت الناتجة عن سوء المحاذاة أو أخطاء الثني.
بمجرد تشغيل الدواسة، تتولى منطق النظام الهيدروليكي المبرمج بالكامل. مقاومة إغراء “مساعدة” الآلة تسمح للمشغلين بتحويل التركيز إلى الثني التالي، التحقق من دقة الثني، والتأكد من بقاء العلامات أو المستندات متماشية مع تدفق الإنتاج. في العمليات ذات الحجم الكبير، يقلل هذا النهج المنضبط من وقت التشغيل الإجمالي — ليس عن طريق تسريع الميكانيكا، بل من خلال تبسيط أفعال المشغل.
تسلسل الثني ليس مسألة تفضيل شخصي — إنه أمر حاسم لمنع تراكم الانحرافات وتجنب مشاكل سير العمل. كل ثني يؤثر على هندسة الثني التالي، وحتى إذا كانت دقة الزاوية مثالية، يمكن أن تتراكم اختلافات طفيفة في طول الحافة. إذا تم ترتيب الثنيات بشكل سيئ، يمكن أن تظهر هذه الانحرافات على الحافة النهائية، حيث يصبح إصلاحها دون إعادة العمل مستحيلاً.
يخطط المشغلون المتمرسون للترتيب مباشرة من المخطط، وينظمون الثنيات بحيث يتم توزيع أي اختلافات أبعاد طفيفة عبر الجزء. غالبًا ما يعني ذلك البدء بأكبر الحواف أو تنظيم الثنيات للحفاظ على قطعة العمل مثبتة بإحكام على المقياس الخلفي لأطول فترة ممكنة. يضمن الحفاظ على اتصال ثابت بالمقياس الخلفي أن يتم وضع كل ثني بشكل متسق قبل أن تصبح هندسة الجزء أكثر تعقيدًا.
حتى مع وجود أنظمة التاج المتقدمة والتعويض الآلي، لا يزال تسلسل الثني يحدد ما إذا كان الجزء سيتناسب عند التجميع. يمكن أن يكون المكون ذو زوايا دقيقة لكنه يفشل إذا أدى الخطأ المتراكم إلى تغيير موضع الثقوب أو أطوال الألسنة أو زوايا التزاوج. هنا يظهر تأثير فهم المشغل للمنتج النهائي على نجاح العملية.
لا تزال العديد من برامج التدريب تؤكد على المهارة اليدوية — توجيه الثني بإدخال اليد والتحكم في سرعة الدواسة — كما لو أن الآلة تحتاج إلى إقناع. لكن مع الأنظمة الحديثة التي يتم التحكم فيها بالسيرفو، يمكن أن تُدخل هذه العقلية المزيد من الأخطاء بدلاً من التحكم. الطريقة الأفضل للبدء هي تحديد اللحظة الدقيقة، في دورة الثني، التي تتولى فيها الأتمتة — وبذل جهد واعٍ لعدم التدخل.
اختر أدوات مصممة للتعامل مع الارتداد المرن بدلاً من إجبار قوة إضافية عبر الضغط السفلي. أبقِ يديك بعيدًا عن منطقة القرص حتى لا تضيف مقاومة عن غير قصد، شغّل دواسة القدم كما هو مقصود دون تغيير سرعتها يدويًا، وخطط لتسلسل الثني لتوزيع الانحرافات بطريقة ذكية ومدروسة. باختصار، تعاون مع الآلة بدلاً من العمل ضدها. المشغلون الذين يتبنون هذا الانتقال من “الإصلاحات” الميكانيكية إلى الدقة الموجهة يميلون إلى زيادة الإنتاجية، إطالة عمر الأدوات، وتقديم أجزاء دقيقة باستمرار — دون التعب أو مخاطر السلامة الناتجة عن العادات القديمة.
الارتداد — وهو ميل المعدن للعودة بشكل مرن نحو شكله الأصلي بعد الثني — يعد سببًا رئيسيًا لاختلاف الزوايا. إذا ارتد الحافة خارج حدود التسامح، يجب على المشغل اكتشاف ذلك قبل أن تستمر العملية. على سبيل المثال، عندما يستهدف المتحكم زاوية 90° لكن الحافة الحرة تقيس 92–93°، فهذا نتيجة مرونة الفولاذ الطري. في العديد من بيئات الإنتاج، يعتبر الثني الزائد للفولاذ منخفض الكربون بمقدار 2–3° أمرًا قياسيًا، بينما تتطلب المواد عالية القوة زيادة نسبية في الثني الزائد. بعض السبائك عالية القوة قد تحتاج إلى 4–6° حسب المقطع العرضي والقالب المستخدم.
التفاوت في المواد سبب شائع آخر. يمكن أن تؤدي إعدادات الماكينة نفسها إلى زوايا مختلفة عند استخدام لفة جديدة أو دفعة من مورد آخر. التغيرات في مقاومة الخضوع من دفعة لأخرى يمكن أن تغير فجأة سلوك الارتداد؛ حتى ضمن المواصفات، يمكن أن تؤدي التغيرات الطفيفة في خصائص الشد إلى تغييرات ملحوظة في الزاوية. تعامل مع كل دفعة مواد جديدة كإعداد جديد — استخدم خردة من تلك الدفعة لإجراء اختبارات قبل استخدام مخزونك الجيد في الإنتاج.
عرض القالب يلعب دورًا محوريًا في التحكم بالارتداد. القالب على شكل V الذي يكون أعرض بكثير من الموصى به يزيد نصف قطر الثني والاسترجاع المرن، مما يجعل تصحيح الزاوية عبر البرمجة وحدها أكثر صعوبة. تقليل فتحة القالب من حوالي 12× سمك المادة إلى 8× يمكن أن يقلل الارتداد بنسبة تصل إلى 40%. إذا كنت تواجه ثنيًا ناقصًا بشكل مستمر رغم البرمجة على الثني الزائد، أعد النظر في اختيار أدواتك قبل افتراض أن المشكلة في الماكينة.
حالة أدواتك لا تقل أهمية عن أبعادها. رأس الثاقب البالي أو كتف القالب على شكل V المتشقق أو التالف يغير طريقة تلامس المعدن مع الأدوات، مما قد يؤدي إلى اختلافات واضحة في الزاوية على طول ثني يبدو متجانسًا. إذا كان جزء واحد فقط ينحرف باستمرار بدرجة أو درجتين بينما الباقي ضمن المواصفات، فغالبًا السبب هو التآكل أو التلف. في هذه الحالات، من الأفضل إصلاح أو استبدال القالب التالف بدلاً من محاولة التعويض عبر تعديلات الإزاحة في CNC.
مع المواد السميكة أو عالية القوة، يمكن أن يؤدي حساب خاطئ للحمولة إلى فشل أقل وضوحًا ولكنه بنفس القدر من الإشكالية: الثني لا يدخل بالكامل في مرحلة التشوه البلاستيكي. بدون قوة كافية، لن يصل المشغول إلى الزاوية المبرمجة مهما كررت الضربات بنفس العمق. لتجنب ذلك، احسب الحمولة بدقة مع مراعاة مقاومة الشد للمادة، سمكها، وعرض القالب المختار.
بعض الفحوصات التشخيصية السريعة يمكن أن تحسن بشكل كبير سرعة استكشاف المشغل للأعطال:
التقويس — قدرة مكبس الثني على مواجهة الانحناء تحت الحمل — أمر أساسي لإنتاج ثنيات طويلة متجانسة تحت حمولة عالية. بدون تعويض مناسب، ينحني السرير والقضيب بشكل طفيف في اتجاهين متعاكسين أثناء الثني: يهبط السرير بينما يتقوس القضيب للأعلى. هذا يقلل الاختراق في الوسط مقارنة بالأطراف، مما يجعل منتصف الثني أكثر انفتاحًا من المطلوب.
اختبار بسيط يمكنه تأكيد مشاكل التقويس. قس الزاوية على بعد 50–100 مم من الطرف الأيسر، وفي الوسط تمامًا، وعلى بعد 50–100 مم من الطرف الأيمن. إذا كانت الأطراف دقيقة لكن الوسط مفتوح، فالتقويس غير كافٍ. إذا كانت الأطراف صحيحة لكن الوسط ضيق جدًا، فالتقويس مضبوط بشكل زائد. عندما يختلف طرف عن الآخر، يكون السبب غالبًا عدم محاذاة القضيب أو تركيب غير صحيح للأداة.
يمكن لاختبار “القلب” أن يساعد في تحديد المصدر. اثنِ حافة ولاحظ أي جانب يظهر الخطأ. ثم أدر قطعة العمل من طرف لآخر واثنِ حافة أخرى. إذا كان نفس جانب مكبس الثني ينتج الخطأ، فالمشكلة في الماكينة أو الأدوات على ذلك الجانب. إذا كان نفس جانب القطعة خاطئًا بعد القلب، فالمشكلة في المادة نفسها، بسبب تفاوت السمك أو اختلافات الصلابة.
ضبط التقويس بدقة أمر أساسي للحفاظ على زوايا ثني متسقة على طول كامل قطعة العمل. سواء كان التقويس ميكانيكيًا أو هيدروليكيًا، يجب ضبط النظام ليتوافق مع المادة المحددة، طول قطعة العمل، ومتطلبات الحمولة. تجاهل هذه الخطوة في القطع الطويلة يؤدي غالبًا إلى انحرافات في الزاوية في الوسط.
غالبًا ما يتم تجاهل العيوب السطحية باعتبارها حتمية، لكن معظمها له أسباب واضحة وقابلة للإصلاح. العلامات على طول خط الثني عادة ما تنشأ من أكتاف القالب البالية، أو الحبيبات العالقة في الأدوات، أو نصف قطر الثاقب الصغير جدًا الذي يركز القوة على مناطق محدودة من التلامس. حتى النتوءات أو الخدوش الصغيرة على الأدوات يمكن أن تترك عيوبًا مرئية على القطعة النهائية.
الصيانة المنتظمة للقوالب والمكابس توفر حلاً بسيطاً: تأكد من أن جميع أسطح التلامس نظيفة وخالية من الأوساخ. أي جسيم عالق بين قطعة العمل والقالب يمكن أن يترك أثراً تحت الضغط. استخدام طبقات حماية ناعمة—مثل فيلم البولي يوريثين أو صفائح رقيقة قابلة للتضحية—يمكن أن يحمي الأسطح الحساسة دون التأثير بشكل كبير على زوايا الثني، بشرط أن تأخذها في الاعتبار في إعدادك.
اختيار الأدوات يؤثر أيضاً على جودة السطح. القوالب ذات نصف القطر الأكبر للكتف توزع قوة التلامس على مساحة أوسع، مما يقلل احتمال حدوث تجاعيد أو علامات تلميع، خاصة على المعادن الأكثر ليونة. بالنسبة للألواح المطلية أو المصقولة كالمرآة، فإن التحول إلى أدوات مصقولة أو إضافة طبقة حماية وسيطة غالباً ما يكون كافياً للحفاظ على المظهر.
الخدوش التي تمتد خارج منطقة الثني غالباً ما تنتج عن السحب أثناء الوضع أو الإزالة. تحقق من أن أسطح المقياس الخلفي وأذرع الدعم نظيفة وملساء وخالية من النتوءات. التعامل الحذر أثناء التحميل والتفريغ، مع روتين تنظيف منتظم، يساعد على منع معظم الأضرار غير المقصودة.
التشققات التي تتكون على طول خط الثني تشير إلى فشل هيكلي، وليس مجرد عيب سطحي. أحد أكثر العوامل شيوعاً هو العلاقة بين اتجاه الحبيبات والثني. أثناء الدرفلة، تتكون بنية حبيبية في المعادن على شكل صفائح أو ألواح؛ الثني بشكل موازٍ لهذه الحبيبات يزيد من خطر الكسر، خاصة في السبائك الصلبة أو الهشة.
يمكن لفحص بصري سريع أن يساعد في تجنب الأخطاء المكلفة: ابحث عن علامات الدرفلة أو خطوط المطحنة لتحديد اتجاه الحبيبات. كلما أمكن، قم بالثني بشكل عمودي على اتجاه الحبيبات لتقليل الإجهاد الذي قد يؤدي إلى انقسامها. إذا لم يكن الثني العمودي ممكناً، فإن زيادة نصف قطر الثني ستقلل من الإجهاد الشدّي على السطح الخارجي، أو اختر درجة مادة ذات ليونة أكبر.
سماكة المادة وصلابتها تزيد بشكل كبير من احتمال التشقق. المقاطع السميكة تركز الإجهاد في منطقة أصغر، بينما الفولاذ عالي الصلابة لديه قدرة أقل على التمدد قبل الكسر. اختيار نصف قطر أنف المكبس المناسب لهذه الخصائص المادية يسمح بتوزيع الإجهاد بشكل أكثر تساوياً عبر الثني. بالنسبة للمكونات عالية القيمة، قم بإجراء ثني تجريبي على خردة من نفس الدفعة قبل العمل على القطع المكلفة لتجنب الأخطاء المكلفة.
بعض الكسور تبدأ بشكل مجهري، وتظل مخفية حتى تتوسع أثناء التشطيب أو في الاستخدام الفعلي. يمكن للفحص الدقيق مباشرة بعد الثني أن يكشف عن علامات إنذار مبكرة: تمزقات سطحية صغيرة جداً أو بقع باهتة حيث يجب أن يكون الثني لامعاً وموحداً. اكتشاف هذه العيوب مبكراً يجعل من الممكن إصلاح القطعة أو تعديل العملية قبل أن تتفاقم المشكلة.
تفتقد العديد من أدلة استكشاف الأخطاء إلى نقطة حاسمة: يمكن غالباً اكتشاف أخطاء زاوية الثني، اختلافات التاج، العيوب السطحية، والتشققات فوراً في قطعة العمل النهائية، وليس فقط أثناء فحوصات الجودة اللاحقة. العادة الأكثر قيمة لمشغل مكبس الثني هي ممارسة الفرز أثناء العملية—توقف بعد إنتاج القطعة الأولى في الدفعة، تحقق من زوايا الثني على طول الطول بالكامل، افحص السطح، وابحث عن التشققات. عدّل الأدوات أو إعدادات الماكينة قبل المتابعة. هذه الخطوة الواحدة يمكن أن توفر عشرات القطع من الإتلاف عن طريق اكتشاف المشاكل الميكانيكية أو المادية أو في الإعداد في اللحظة. إنها تعكس مهارة المشغل الذي يمزج بين أتمتة الماكينة وملاحظته الحادة للحفاظ على الدقة.
توفر الحماية طبقة الأمان الأساسية لديك، لكنها ليست بديلاً عن الوعي العام بالمخاطر. الأنظمة المعتمدة من OSHA—مثل أجهزة الحماية النشطة الكهروضوئية (AOPDs)، الستائر الضوئية، والماسحات الليزرية—تراقب منطقة عمل مكبس الثني أثناء نزول الكباس، وتكشف عند دخول شيء إلى منطقة الخطر. فهي تمنع انحشار اليدين أو الأصابع أو أجزاء أخرى من الجسم أثناء إغلاق الأدوات، ويمكنها أيضاً إيقاف الحوادث الناتجة عن ضغط غير مقصود على دواسة القدم أو عطل ميكانيكي مثل تعطل القابض.
ومع ذلك، فإن هذه الأنظمة الوقائية ليست حلولاً شاملة. فهي لن تحميك أثناء تغيير القوالب عندما لا يكون مكبس الثني في دورة تشغيل ولكن يداك بين الأدوات. ولا يمكنها القضاء على خطر ارتداد قطعة العمل أثناء الثني في المواد ذات المرونة العالية، ولا يمكنها الحماية من مخاطر الانحشار عند المقياس الخلفي أو على جانبي الماكينة. كما أنها لا تغني عن الحاجة للتحقق البصري من الخلو قبل بدء الدورة، ولا توفر حماية من أخطاء الإعداد التي تسبب التواء أو انزلاق القطعة بشكل غير متوقع.
يأتي الأمان الحقيقي من استخدام الحماية كعنصر في نهج شامل—مصحوباً بوضع اليدين بشكل مدروس، واليقظة أثناء السحب للخلف، والتوقف قبل أي تغيير للأدوات للتحقق من الامتثال لإجراءات القفل/الوسم. المشغل الذي يدرك حدود الحماية يتجنب الاعتماد عليها كشبكة أمان وحيدة. هذا هو التحول من الاعتماد على الماكينة إلى الاعتماد على المهارة والحكم السليم.
انحناءة مثالية في الشتاء وزاوية غير محاذية في الصيف نادرًا ما تحدثان بالصدفة — الجاني عادة هو إهمال الصيانة. الأنظمة الهيدروليكية تتطلب اهتمامًا: لزوجة السائل تتغير مع درجة الحرارة، الحشوات تتعرض لتآكل دقيق في كل دورة، والجزيئات الملوثة الدقيقة تتراكم ببطء في الخزان. كل من هذه العوامل يمكن أن يؤثر بشكل طفيف على سرعة المكبس واستقرار الضغط، مما يؤدي إلى تراجع دقة الزاوية إذا تُركت دون معالجة.
الروتين اليومي هو أعظم وسيلة حماية لك. نظف أسطح الأدوات وتحقق من وجود نتوءات قد تخرج الخامة عن المحاذاة. أكد توازي المكبس في بداية كل وردية باستخدام مقياس الفجوة بدلاً من الاعتماد على النظر. راقب حالة السائل الهيدروليكي أسبوعيًا — من حيث المستوى والوضوح — واستبدله قبل الجدول الزمني للشركة المصنعة إذا كان التلوث مرئيًا. افحص براغي القيادة وأدلة الحركة الخلفية شهريًا لمنع الارتداد الذي يضعف دقة التموضع.
بالنسبة للحرفي المخلص، هذه الفحوصات ليست عملاً روتينيًا مملاً بل استثمار وقائي — يضمن أن أداء الماكينة اليوم هو نفسه كما كان قبل أسابيع. الدقة المطلقة غير ممكنة، لكن النتائج الثابتة والقابلة للتكرار في متناول اليد عندما تتم معالجة التآكل والانحراف والتلوث قبل أن تعيق الأداء بصمت.
الخبرة ليست مجرد عدد سنوات — بل تنعكس في طريقة تفكير المشغل أثناء العمل. إحدى أكثر الطرق فعالية لقياس الكفاءة الحقيقية هي طرح ثلاثة أسئلة موجهة:
إذا أجاب المتدرب على هذه الأسئلة بثقة ومنطق متين، فقد تجاوز مرحلة الإجراءات الروتينية إلى الفهم الحقيقي. إذا لم يستطع، فهو ما زال يقلد الحركات — آمن فقط حتى يحدث أمر غير متوقع.
يمكن للمشغل أن يبدأ بثني القطع في غضون يوم، ويحقق الكفاءة الأساسية في أسبوع، ويصل إلى الإتقان الكامل في شهر. لكن القفزة من ضاغط أزرار براتب $36,000 سنويًا إلى حرفي براتب $56,000 سنويًا تكمن في الفجوة الضيقة والمقصودة بين مجرد الضغط على الدواسة وفهم بالضبط لماذا تستجيب الماكينة كما تفعل. الحماية تحمي حياتك. الصيانة تحافظ على زواياك. طرح الأسئلة الصحيحة يبقي عقلك أكثر حدة من أدواتك.
أهمل أيًا من هذه، وستعتمد نجاحك على الحظ. أتقن الثلاثة، وستصبح الدقة والسلامة أمرين مؤكدين.


















