

Листогибочный пресс не считывает настроение, не подаёт предупреждений и не сомневается — он выполняет запрограммированный ход без исключений, независимо от того, что находится под пуансоном: закалённая сталь или человеческая рука. Этот факт может напугать новичков, но не должен парализовать их бездействием. Цель в том, чтобы заменить смутную тревогу на осознанное уважение: понять, как именно ведёт себя машина, почему она ведёт себя именно так, и развить рабочие привычки, которые делают физику процесса предсказуемой — и безопасной. Как только вы осознаёте, что “распознаёт” ползун, несчастные случаи перестают казаться случайными и превращаются в предотвратимые нарушения процедуры или систем безопасности.
Гидравлический листогибочный пресс передаёт от 40 до 300 тонн усилия в вертикальном, точном ходе, преобразуя гидравлическую энергию через жёсткий инструмент без малейшей возможности для компромисса. Представьте себе сверхточный орехокол — тот, что никогда не промахивается, не делает пауз и не проявляет милосердия.
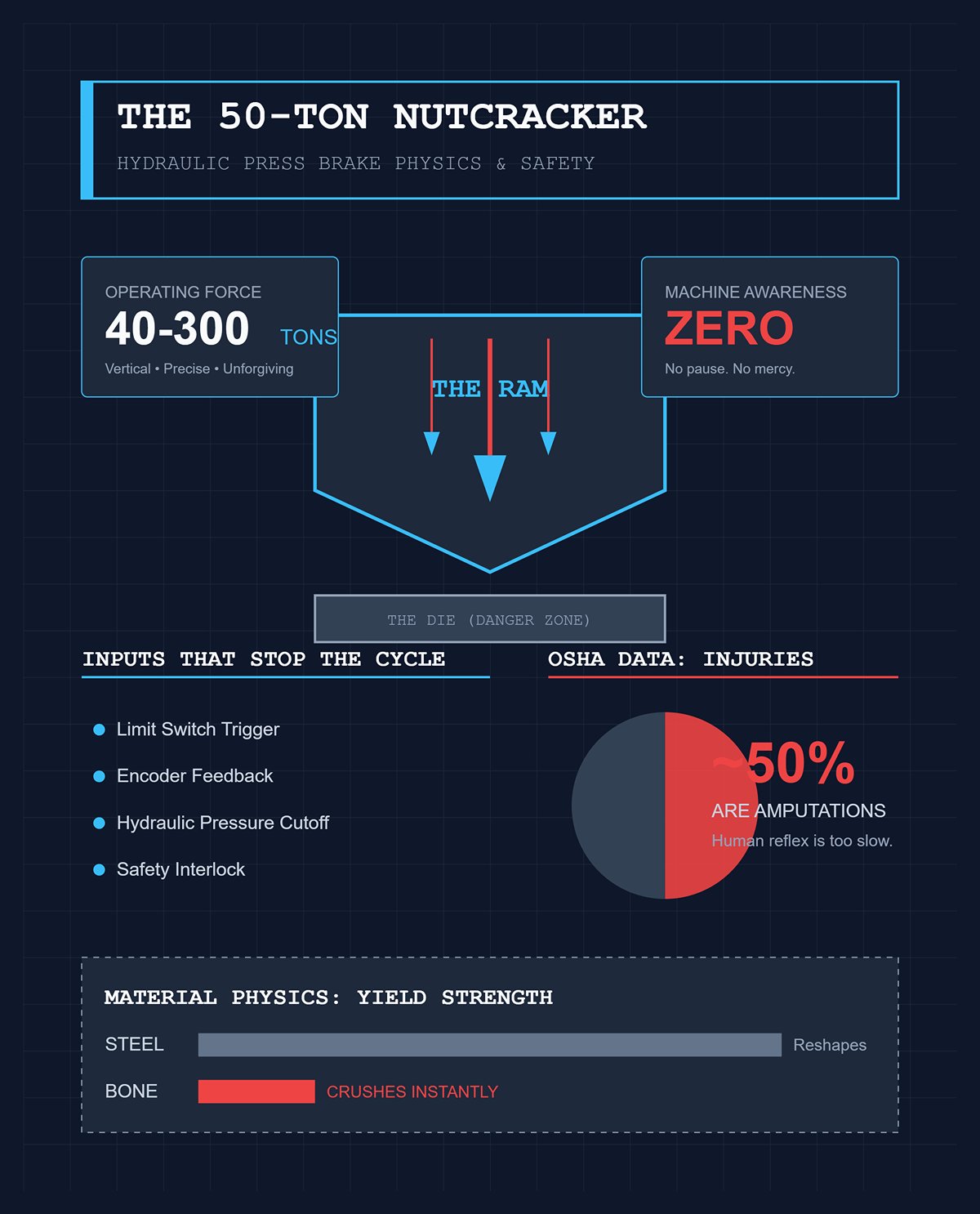
Движение ползуна лишено человеческого осознания. После активации он работает до заданного расстояния, предельного усилия или запрограммированного угла сгиба. Только такие сигналы, как срабатывание концевого выключателя, обратная связь энкодера, отключение гидравлического давления или блокировка безопасности, могут остановить или замедлить его. Без такого вмешательства он выдаёт полное усилие до окончания цикла. Сталь поддаётся и изменяет форму под этим давлением; кость, имеющая гораздо меньшую предел прочности, для него всего лишь другой материал, который он может деформировать без остановки.
Предсказуемость имеет две стороны. Статистика OSHA подтверждает, что примерно половина всех травм, связанных с гидравлическими прессами и листогибами, — это ампутации. Эти инциденты чаще всего случаются в рабочей зоне — там, где пуансон встречается с матрицей, — именно потому, что ползун действует строго по заданию и не может отреагировать обратно за доли секунды, необходимые для человеческого рефлекса. Сознание этого нужно не для нагнетания страха, а для формирования прочной ментальной основы, которая направляет критически важное позиционирование и требует применения защит ещё до того, как ваша нога коснётся педали.
Система управления ползуна работает, исходя из простого предположения: всё, что находится между пуансоном и матрицей, — это предполагаемая деталь. Изменения твёрдости, наличие перчаток или даже человеческой плоти не влияют на его решение продолжить движение. Гидравлический контур подаст запрограммированное усилие до завершения цикла. Голос, резкие движения или близость ничего не меняют — если только они не прерывают луч безопасности или не срабатывают на защитное реле.
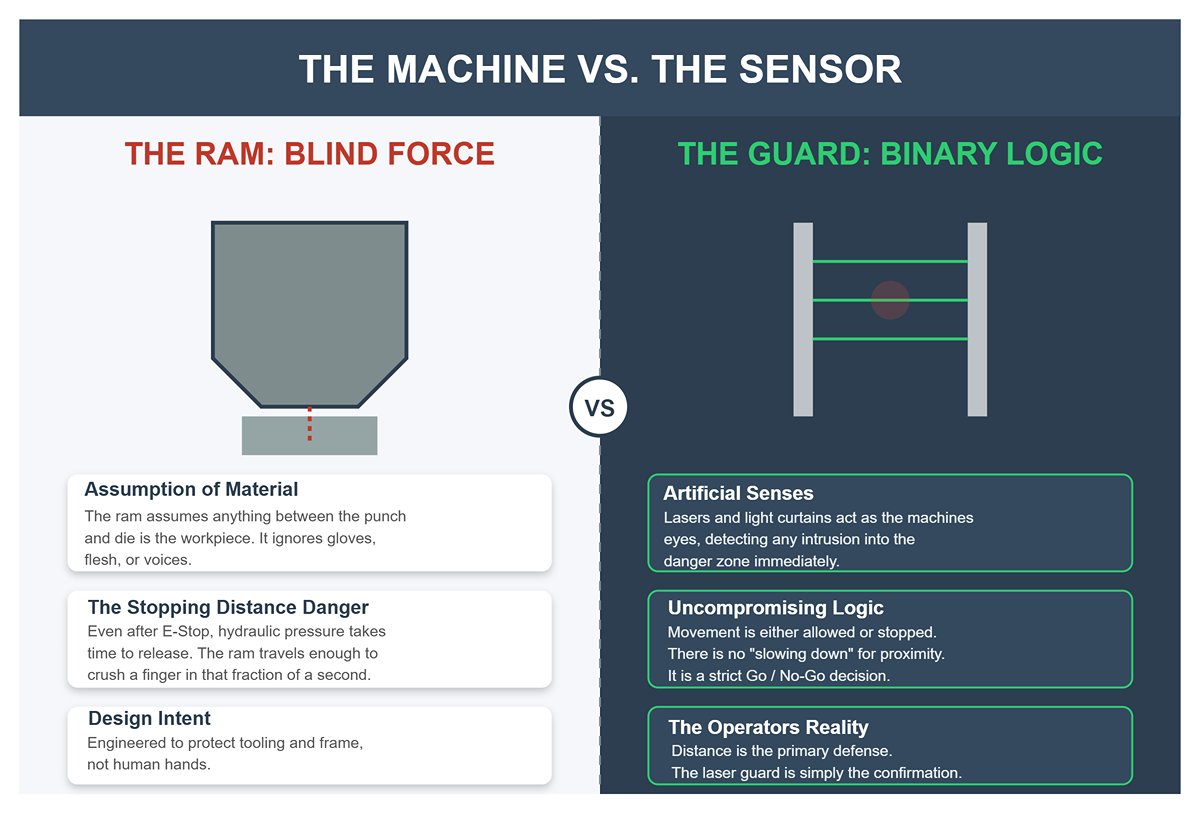
Отсутствие чувствительности особенно заметно, если учесть тормозной путь. Даже после нажатия кнопки аварийной остановки ползун должен сбросить гидравлическое давление, продолжая движение долю секунды — достаточно, чтобы раздавить намного больше толщины человеческого пальца. Система управления рассчитана на защиту инструмента и рамы машины от перегрузки, а не на реакцию на неожиданное появление руки.
Системы безопасности придают определённую “осведомлённость” иначе бескомпромиссной машине. Лазерные ограждения, световые завесы и “B-ворота” служат её искусственными чувствами, обнаруживая проникновение в опасную зону и немедленно останавливая или не позволяя начать движение. Их логика столь же строгая, как и у ползуна: движение либо разрешено, либо остановлено — никогда не замедлено из-за того, что что-то «близко». Операторы, понимающие эту реальность, осознают, что полное удаление от зоны инструмента — лучшая защита; лазерная защита лишь подтверждает этот факт.
В начале рабочего дня рассматривайте настройку листогиба как основную возможность обеспечить безопасность. Как только ползун начнёт движение, единственными барьерами между безопасным производством и травмой останутся системы ограждения — и ваше собственное внимание.
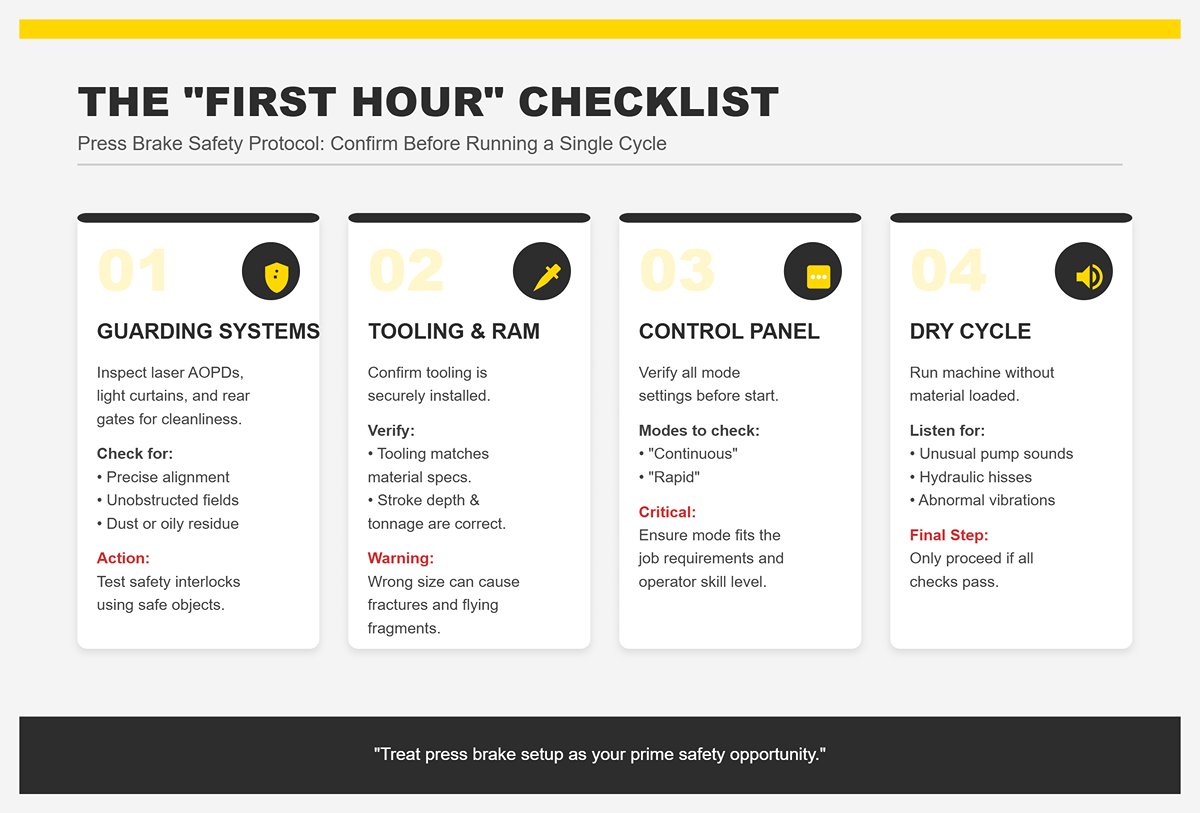
Осмотрите всё защитное оборудование — лазерные ограждения AOPD, световые завесы и задние воротца — на чистоту, точное выравнивание и отсутствие препятствий в зоне обнаружения. Пыль, масляные следы или смещённые крепления могут ухудшить их работу или дать ложное ощущение безопасности. Проверьте срабатывание защитных блокировок с использованием безопасных предметов, чтобы убедиться, что они реагируют корректно.
Убедитесь, что весь инструмент надёжно установлен и соответствует характеристикам материала, запланированного на день. Пуансон или матрица неправильного размера могут вызвать непредсказуемое разрушение заготовки, что приведёт к выбросу острых фрагментов. Проверьте, чтобы заданная глубина хода ползуна и тоннаж соответствовали толщине и пределу прочности материала.
Проверьте режимы работы на панели управления. Некоторые режимы, такие как “непрерывный” или “быстрый”, значительно сокращают время для вмешательства в случае неполадки. Убедитесь, что выбранный режим соответствует задачам и уровню подготовки всех участников процесса.
Перед началом фактического производства проведите «сухой» цикл — без материала — и держитесь подальше от рабочей зоны. Обратите внимание на любые необычные звуки насоса, шипение гидравлики или аномальные вибрации — это могут быть признаки проблем, угрожающих как точности, так и безопасности. Только после того, как все проверки успешно пройдены, можно помещать материал, нажимать на педаль и позволять ползуну работать. Такая систематическая дисциплина формирует уважение к оборудованию — рутину готовности, которая превращает тревогу в уверенность и в надёжности машины, и в собственном мастерстве.
Производственные чертежи полны деталей — размеров, допусков, видов материала и указаний по отделке — но на гидравлический листогибочный пресс влияет лишь ограниченный набор этих данных. Первая задача оператора — выделить из чертежа то, что влияет на процесс гибки: тип и толщину материала, углы сгиба, требуемые внутренние радиусы, длины полок и последовательность гибов. Эти ключевые параметры определяют выбор инструмента, расчёт тоннажа и положение заднего упора.
Неправильная интерпретация или упущение любого из этих критически важных деталей может вызвать цепочку отказов. Неверная толщина приводит к неправильным настройкам тоннажа; неправильно прочитанная последовательность гибов может привести к столкновению детали с инструментом после первого гиба, что вынудит переделывать работу. Некоторые ошибки можно исправить в процессе работы с помощью корректировок программы, но неправильный выбор инструмента или ошибки в расчёте тоннажа могут привести к браку деталей или повреждению ползуна и подшипников. Точность на этом этапе защищает вашу заготовку и гидравлическую систему, которая передаёт огромную силу без малейшей терпимости к приблизительным значениям.
Возьмём чертёж, где указана нержавеющая сталь толщиной 1,0 мм с малым внутренним радиусом — это требует другого инструмента, чем алюминиевый лист той же толщины. Нержавеющая сталь имеет больший пружинный возврат, поэтому таблицу тоннажа нужно интерпретировать соответствующим образом. Именно поэтому опытные операторы выделяют отдельное время, чтобы прочитать чертёж не только в геометрических, но и в механических терминах: цель — перевести визуальные спецификации на язык работы листогиба.
При операциях гибки пуансон формирует верхнюю часть гиба, матрица — нижнюю, а расстояние между плечами матрицы, называемое раскрытием матрицы, определяет, как лист реагирует на давление. Надёжное правило — “8x”: для стандартной гибки на воздухе выбирайте раскрытие матрицы примерно в восемь раз больше толщины материала. Выбор более узкого раскрытия может дать более высокую точность до определённого предела, но значительно увеличит требуемый тоннаж, повышая риск перегрузки. Напротив, более широкое раскрытие снижает тоннаж, но ухудшает точность гиба и может создать слишком большой радиус гиба.
Например, панель из мягкой стали толщиной 3 мм. Согласно правилу 8x, оптимальным будет раскрытие матрицы 24 мм. Если уменьшить его до 12 мм (4x), требуемый тоннаж может увеличиться примерно на 200–300 %, создавая дополнительную нагрузку на ползун и сокращая срок службы инструмента. Если увеличить до 36 мм (12x), гиб будет выглядеть более плоским, и придётся выполнять перегиб, чтобы соответствовать спецификациям — это добавит время цикла и внесёт вариативность.
Этот принцип — не случайный совет из учебного класса, а основанная на физике нагрузок, прогиба и предела текучести материала закономерность. Отклонение от него без необходимости приводит к механическим нагрузкам, преждевременному износу гидравлических компонентов и снижению качества деталей. Если производственные требования вынуждают выйти за рамки правила — например, для достижения особого дизайна — делайте это осознанно и с учётом номинальной мощности машины.
Задний упор служит точным позиционером для материала, обеспечивая правильное расположение каждой заготовки перед каждым гибом. Его точность определяет, будут ли последующие гибы идеально совпадать или постепенно искажать деталь. Первая запрограммированная остановка имеет ключевое значение — она устанавливает точку отсчёта, от которой рассчитываются все остальные смещения. Ошибка в первой остановке приведёт к накоплению небольших погрешностей на протяжении всего процесса.
Представьте изготовление L‑образной детали с четырьмя гибами. Если первый фланец смещён на 0,5 мм из‑за неточной настройки заднего упора, эта ошибка будет повторяться и накапливаться при каждом переориентировании, в итоге длина последнего фланца может отклониться на 2–3 мм. В проектах с жёсткими допусками такая погрешность может означать разницу между годной и бракованной деталью.
Калибровка должна учитывать выравнивание инструмента, пределы хода ползуна и правильную поддержку листа. Пальцы заднего упора должны упираться в материал строго перпендикулярно, избегая прогиба или скручивания. Скрытые источники неточности, такие как люфт в приводе заднего упора или плохо выровненные упорные поверхности, могут быстро снизить точность. Внимательный оператор подтвердит первую остановку как визуальным выравниванием, так и пробной установкой перед началом производства — чтобы каждый гиб начинался с надёжной, точной точки отсчёта.
Пробный гиб — это не просто перестраховка, а осознанный, контролируемый тест. Даже при тщательной настройке такие переменные, как неоднородность материала, пружинный возврат и износ инструмента, могут незаметно исказить углы гиба или длину фланцев. Выполнение пробного гиба на некритичной заготовке позволяет проверить настройку и выявить возможные проблемы до загрузки станка производственными деталями.
Никогда не рискуйте производственной деталью на этом этапе. Если гиб окажется неправильным, вы потеряете и материал, и усилия на подготовку. Пробные гибы выявляют такие проблемы, как перегиб или недогиб, скручивание и повреждение поверхности. Они также могут обнаружить более тонкие дефекты — например, слегка изношенный пуансон, влияющий на радиус гиба, или гидравлический дрейф при повторных ходах — которые статические проверки могут не заметить.
Пробный гиб особенно ценен при тонкой настройке программ. Корректировки глубины хода ползуна или положения заднего упора после теста занимают всего несколько минут, тогда как исправление неправильно согнутых производственных деталей может занять часы и вызвать задержки для заказчиков. Даже в массовом производстве вложение двух минут в пробный гиб может предотвратить серьёзные простои и дорогостоящую переделку.
Первые пятнадцать минут настройки определяют точность и эффективность каждого последующего цикла. В работе с гидравлическим листогибом — где инструмент и гидравлика могут за считанные секунды развить усилие более двадцати тонн — начинать с предельной точности крайне важно. Ошибки, такие как неправильное чтение чертежа, выбор инструмента без применения правила 8x, неточное размещение заднего упора или отказ от пробных гибов, неизбежно приводят к потере материала, повреждению оборудования или и тому, и другому.
Здесь происходит переход от простой готовности к достижению стабильной надёжности. Строго следуя этим практикам настройки, вы выходите за рамки простого знания что определяет безопасную работу — вы активно создаёте условия, при которых каждый гиб начинается безупречно, соответствует заданным допускам и поддерживает оптимальную работу листогиба. Эти пятнадцать минут — не потерянное время; это активная защита от всех предотвратимых проблем, с которыми вы можете столкнуться на производстве.
В современной работе на гидравлических листогибочных прессах гибка в воздухе стала предпочтительной техникой по веской причине — точность в сочетании с эффективностью. Этот метод располагает пуансон над заготовкой, не доходя до основания матрицы. Система ЧПУ вычисляет точную глубину хода ползуна, необходимую для достижения требуемого угла, и автоматически компенсирует упругий возврат. Гибка в воздухе значительно снижает нагрузку как на инструмент, так и на материал, продлевает срок службы оснастки и обеспечивает постоянную точность — без необходимости постоянной тонкой настройки оператором.
Осаживание, напротив, плотно прижимает пуансон и материал в матрицу до тех пор, пока угол не будет полностью сформирован. Хотя этот метод имеет своё место — например, при работе с толстыми материалами или чрезвычайно короткими полками — он резко увеличивает необходимое усилие и ускоряет износ. Многие операторы по ошибке применяют осаживание, чтобы устранить упругий возврат, однако настоящее решение заключается в выборе правильного инструмента — например, применении пуансона с углом 88° вместо 85° для контроля восстановления изгиба — а не в чрезмерном усилии на заготовку.
С сервоприводными системами хода современные машины сохраняют точность позиционирования в пределах ±0,01 мм. На практике это означает, что они уже обеспечивают точные углы; попытка принудительно согнуть материал в полностью плоское состояние рискует повредить заготовку или оснастку. Задача оператора заключается не столько в корректировке углов «по ощущениям», сколько в обеспечении точного прилегания материала к упору заднего измерителя и правильного соответствия оснастки выполняемой задаче.
| Аспект | Гибка в воздухе | Осадка (bottoming) |
|---|---|---|
| Техника | Пуансон останавливается над заготовкой, не касается основания матрицы; ЧПУ вычисляет точную глубину хода и компенсирует упругий возврат | Пуансон и материал плотно прижимаются в матрицу до полного формирования угла |
| Точность и прецизионность | Высокая точность с управлением ЧПУ и сервоприводом; сохраняет точность позиционирования ±0,01 мм | Может быть точным, но часто используется для компенсации упругого возврата усилием вместо выбора подходящей оснастки |
| Нагрузка на инструмент и материал | Сниженная нагрузка, продлевает срок службы инструмента, стабильная точность без постоянной тонкой настройки | Высокая нагрузка, увеличенный износ инструмента и материала |
| Требуемое усилие | Требуется меньший тоннаж | Требуется значительно больший тоннаж |
| Управление упругим возвратом | Компенсация по ЧПУ или правильная оснастка (например, пуансон 88°) для контроля восстановления изгиба | Часто неправильно используется для принудительного устранения упругого возврата вместо выбора правильного инструмента |
| Роль оператора | Обеспечить правильную оснастку и точное прилегание материала к упору заднего измерителя | Может потребоваться больше ручных регулировок угла; риск повреждения заготовки или инструмента при принудительном полном выравнивании |
| Идеальные случаи применения | Общее точное гибкое формование; эффективность при работе с различными материалами | Толстые материалы или крайне короткие отбортовки |
На старых листогибах прессового типа быстрое опускание ползуна могло привести к тому, что свободный край листа резко поднимался вверх — движение, известное как “взмах” — создавая угрозу безопасности и потенциально повреждая материал. Чтобы избежать травм, операторы отходили на безопасное расстояние и поддерживали лист издалека. В отличие от этого, современные гидравлические системы тщательно регулируют ускорение и замедление ползуна, значительно снижая этот эффект. Продвинутые функции, такие как автоматическое определение последовательности гибки и контролируемая скорость подхода, еще больше минимизируют неожиданные движения.
Хотя этот прогресс снижает опасности, размещение рук всё ещё важно — но уже по другой причине. Вместо того чтобы удерживать лист от движения, цель оператора — сохранить стабильность и точное выравнивание. Руки должны находиться в стороне от зон защемления и легко касаться листа, предотвращая боковое смещение, но не сопротивляясь направленному движению машины. Размещение напротив упора обеспечивает хороший обзор посадки края и хода гибки, а также держит руки и корпус оператора в безопасной зоне вне области инструмента.
Этот метод связан с мышлением не меньше, чем с механикой — он определяет роль оператора как направляющего, а не противодействующего. Давая машине выполнить гиб, оператор избегает лишних физических усилий и может сосредоточиться на критически важных факторах, таких как правильный контакт с упором, чистота материала и отсутствие препятствий на запрограммированном пути ползуна.
Раньше скорость оператора часто зависела от умения работать педалью — плавно ускоряя подход ползуна, затем замедляя его при достижении целевой глубины гиба. Современные листогибы закладывают быстрые скорости подхода — до 260 мм/с — напрямую в свои профили движения, автоматически инициируя точное замедление во время гибки. При этом, когда за время отвечает машина, попытки ускорить работу педалью только повышают риск обхода блокировок безопасности или нарушения последовательности.
Сегодня определение “быстро” стало синонимом “постоянно стабильно”. Самые продуктивные операторы используют педаль как простой переключатель в режимах включения–удержания–отпускания, сосредотачиваясь на быстром и точном перемещении и выравнивании материала между гибами. Экономия времени возникает за счёт уверенных настроек, быстрого и точного выравнивания к упору, а также исключения длительных исправлений из-за смещений или ошибок.
После нажатия на педаль программная логика гидросистемы полностью берет управление на себя. Подавляя соблазн “помочь” машине, оператор может переключить внимание на следующий гиб, проверить точность изгиба и убедиться, что маркировка или документация остаются соответствовать производственному потоку. В условиях массового производства такой выверенный подход сокращает общее время обработки — не за счёт ускорения механики, а путём оптимизации действий оператора.
Последовательность гибки — это не личное предпочтение, а критически важный способ предотвращения накопления допусков и проблем в процессе работы. Каждый гиб влияет на геометрию следующего, и даже при идеальной угловой точности малые отклонения в длине отбортовки могут суммироваться. Если последовательность гибов выбрана неправильно, эти отклонения могут оказаться на последней отбортовке, где исправить их без переделки уже невозможно.
Опытные операторы планируют порядок прямо по чертежу, располагая гибы так, чтобы небольшие различия в размерах распределялись по всей детали. Часто это означает начало с самых больших отбортовок или организацию гибов так, чтобы заготовка как можно дольше оставалась зафиксированной на упоре. Сохранение стабильного контакта с упором гарантирует, что каждый гиб будет точно позиционирован до того, как геометрия детали усложнится.
Даже при наличии продвинутых систем компенсации и автоматической регулировки, последовательность гибов всё равно определяет, подойдёт ли деталь при сборке. Компонент может иметь точные углы, но при этом не подойти, если накопленная ошибка смещает отверстия, длину выступов или углы сопряжения. Здесь понимание оператором готового изделия напрямую определяет успех процесса.
Многие программы обучения всё ещё делают упор на ручную точность — направлять гиб с помощью рук и регулировать скорость педали — как будто машине нужно содействие. Однако в современных сервосистемах такой подход может внести больше ошибок, чем контроля. Лучший способ начать — точно определить момент в цикле гибки, когда автоматизация берёт управление, и сознательно не вмешиваться.
Выбирайте инструмент, рассчитанный на управление упругим возвратом, а не на принудительное увеличение усилия при осадке. Держите руки вне зоны защемления, чтобы не создавать лишнее сопротивление, используйте ножную педаль по назначению, не меняя вручную её скорость, и планируйте последовательность гибов так, чтобы распределять допуски разумно и обдуманно. По сути, работайте совместно с машиной, а не против неё. Операторы, освоившие переход от механических “исправлений” к направляемой точности, обычно повышают производительность, продлевают срок службы инструмента и обеспечивают неизменно точные детали — без усталости и риска, характерных для устаревших привычек.
Упругое восстановление — склонность металла эластично возвращаться к своей исходной форме после гибки — является одной из основных причин расхождений в углах. Если отбортовка выходит за пределы допуска, оператору необходимо заметить это до того, как процесс зайдёт слишком далеко. Например, когда контроллер нацелен на 90°, а свободная отбортовка имеет угол 92–93°, это проявление упругости мягкой стали. Во многих производственных условиях при гибке низкоуглеродистой стали принято специально перегибать на 2–3°, а для материалов повышенной прочности требуется пропорционально больший перегиб. Некоторые высокопрочные сплавы могут потребовать перегиба на 4–6°, в зависимости от поперечного сечения и используемого штампа.
Различие в материале — ещё одна частая причина. При одинаковых настройках машины можно получить разные углы при использовании нового рулона или партии от другого поставщика. Изменения предела текучести от партии к партии могут резко изменить поведение упругого восстановления; даже в пределах спецификации небольшие сдвиги прочности на растяжение могут приводить к заметным изменениям угла. Рассматривайте каждую новую партию материала как новый запуск — используйте отходы из этой партии для тестов, прежде чем пускать в производство качественное сырьё.
Ширина штампа играет ключевую роль в контроле упругого восстановления. V‑образный штамп, значительно шире рекомендованного, увеличивает радиус гиба и упругое восстановление, что затрудняет корректировку угла только программными методами. Уменьшение раскрытия штампа примерно с 12× толщины материала до 8× может снизить упругое восстановление до 40 %. Если вы сталкиваетесь с постоянным недогибом, несмотря на запрограммированный перегиб, пересмотрите выбор инструмента, прежде чем винить машину.
Состояние вашего инструмента столь же важно, как и его размеры. Пуансон с изношенным носиком или V‑штамп с надрезанными или поврежденными плечами изменяет способ контакта металла с инструментом, что может привести к видимым различиям угла по всей длине гиба. Если только одна секция стабильно отклоняется на один–два градуса, тогда как остальная часть в пределах допуска, вероятно, причина в износе или повреждении. В таких случаях лучше отремонтировать или заменить поврежденный штамп, чем пытаться компенсировать через корректировку смещения в ЧПУ.
При работе с толстыми или высокопрочными материалами неверный расчёт тоннажа может привести к менее очевидному, но столь же проблематичному отказу: гиб не полностью входит в стадию пластической деформации. При недостаточном усилии заготовка никогда не достигнет запрограммированного угла, независимо от числа повторных ударов на той же глубине. Чтобы избежать этого, рассчитывайте тоннаж точно, учитывая предел прочности материала на растяжение, его толщину и выбранную ширину штампа.
Несколько быстрых диагностических проверок могут существенно повысить скорость устранения неполадок оператором:
Коронование — способность листогибочного пресса компенсировать прогиб под нагрузкой — необходимо для получения равномерных длинных гибов при большом тоннаже. Без правильной компенсации ползун и стол слегка деформируются в противоположных направлениях: стол прогибается, а ползун выгибается вверх. Это уменьшает проникновение инструмента в центре по сравнению с краями, оставляя середину гиба более открытой, чем планировалось.
Простой тест может подтвердить проблемы с коронованием. Измерьте угол в 50–100 мм от левого края, прямо в центре и в 50–100 мм от правого края. Если края точны, а центр открыт — коронование недостаточно. Если края верны, а центр чрезмерно закрыт — коронование установлено слишком высоко. Когда один край отличается от другого, корень проблемы часто кроется в несоосности ползуна или неправильной установке инструмента.
“Переводочный тест” поможет определить источник проблемы. Согните отбортовку и отметьте, какая сторона показывает ошибку. Затем поверните заготовку на 180° и согните ещё одну отбортовку. Если та же сторона пресса даёт сбой, проблема в машине или инструменте на этой стороне. Если та же сторона детали имеет дефект после переворота, виноват сам материал — из-за неравномерной толщины или различий в твёрдости.
Точная настройка коронования — ключ к поддержанию устойчивых углов гиба по всей длине детали. Будь то механическое или гидравлическое коронование, система должна быть детально настроена в соответствии с конкретным материалом, длиной заготовки и требуемым тоннажем. Пропуск этого шага при работе с длинными деталями почти неизбежно приводит к отклонениям угла в центре.
Поверхностные дефекты часто считают неизбежными, но большинство из них имеют ясные и устранимые причины. Следы вдоль линии гиба обычно возникают из-за изношенных плеч штампа, застрявших в инструменте частиц грязи или слишком малых радиусов пуансона, которые концентрируют усилие на ограниченных участках. Даже крошечные заусенцы или вмятины на инструменте могут оставить заметные изъяны на готовой детали.
Регулярное обслуживание штампов и пуансонов — простое решение: убедитесь, что все контактные поверхности чисты и свободны от мусора. Любая частица, зажатая между заготовкой и штампом, может оставить отпечаток под давлением. Применение мягких накладок — таких как полиуретановая плёнка или тонкие жертвенные листы — может защитить деликатные поверхности без существенного влияния на угол гиба, при условии, что вы учтёте их в настройке.
Выбор инструмента также влияет на качество поверхности. Штампы с большими радиусами плеч распределяют усилие контакта на более широкую площадь, уменьшая вероятность появления складок или отпечатков, особенно на мягких металлах. Для листов с покрытием или зеркальной полировкой переход на отполированные инструменты или добавление промежуточного защитного слоя часто бывает достаточно для сохранения внешнего вида.
Царапины, выходящие за пределы зоны гиба, обычно возникают из-за протаскивания заготовки при установке или снятии. Убедитесь, что поверхности упоров и поддерживающих рычагов чистые, гладкие и без заусенцев. Аккуратная работа при загрузке и выгрузке в сочетании с регулярной чисткой помогает предотвратить большинство непреднамеренных повреждений.
Трещины, образующиеся вдоль линии гиба, свидетельствуют о структурном разрушении, а не просто о поверхностном дефекте. Одним из наиболее распространённых факторов является взаимосвязь между направлением волокон и процессом гибки. Во время прокатки листовой и плитный металл формирует структуру волокон; гибка параллельно этим волокнам повышает риск разрушения, особенно у закалённых или хрупких сплавов.
Быстрая визуальная проверка может помочь избежать дорогостоящих ошибок: ищите следы прокатки или линии прокатного стана, чтобы определить ориентацию волокон. По возможности выполняйте гибку перпендикулярно волокнам, чтобы уменьшить напряжение, способное их разорвать. Если гибка перпендикулярно невозможна, увеличение радиуса гиба снизит растягивающее напряжение на внешней поверхности или выберите марку материала с большей пластичностью.
Толщина и твёрдость материала значительно повышают вероятность появления трещин. Более толстые участки концентрируют напряжение на меньшей площади, а высокопрочные стали имеют меньшую способность к растяжению перед разрушением. Выбор радиуса носика пуансона, соответствующего этим свойствам материала, позволяет распределить нагрузку более равномерно по линии гиба. Для дорогостоящих деталей выполняйте пробные гибы на обрезках из той же партии перед работой с ценными заготовками, чтобы избежать дорогостоящих ошибок.
Некоторые трещины начинаются в микроскопическом масштабе и остаются незаметными, пока не расширятся во время отделки или при эксплуатации детали. Тщательная проверка сразу после гибки может выявить ранние признаки повреждений: мельчайшие надрывы поверхности или тусклые пятна там, где гиб должен иметь ровный и блестящий вид. Раннее обнаружение таких дефектов позволяет вовремя исправить деталь или скорректировать процесс, прежде чем повреждение усугубится.
Во многих руководствах по устранению неисправностей упускается важный момент: ошибки в угле гиба, несоответствие прогиба, дефекты поверхности и трещины можно заметить сразу на готовой детали, а не только при последующих проверках качества. Самая ценная привычка оператора гибочного пресса — практиковать оперативную диагностику— остановиться после изготовления первой детали из партии, проверить углы гиба по всей длине, осмотреть поверхность и поискать трещины. Отрегулировать оснастку или настройки станка перед продолжением работы. Этот единственный шаг может спасти десятки деталей от брака, выявив механические, материальные или наладочные проблемы вовремя. Это свидетельствует о мастерстве оператора, который сочетает автоматизацию станка с собственным внимательным наблюдением для поддержания точности.
Защитные устройства обеспечивают первичный уровень безопасности, но не заменяют общего осознания рисков. Системы, одобренные OSHA, такие как активные оптоэлектронные защитные устройства (AOPD), световые завесы и лазерные сканеры, контролируют рабочую зону гибочного пресса во время опускания ползуна, фиксируя попадание чего-либо в опасную зону. Они предотвращают захват рук, пальцев или других частей тела при закрытии инструмента, а также могут предотвратить несчастные случаи из-за случайного нажатия на педаль или механической неисправности, например заклинившей муфты.
Однако эти защитные системы не являются всеобъемлющим решением. Они не защитят вас во время смены штампов, когда пресс не выполняет цикл, но ваши руки находятся между инструментами. Они не исключают риск внезапного отскока заготовки при гибке упругого материала и не предотвращают защемления у заднего упора или вдоль боковых сторон станка. Они не заменяют необходимость визуального подтверждения зазора перед началом цикла, а также не защищают от ошибок наладки, которые вызывают перекос или смещение детали.
Настоящая безопасность достигается при использовании защиты как одного элемента в комплексном подходе — в сочетании с продуманным расположением рук, внимательностью при обратном ходе и паузой перед любой сменой оснастки для проверки соблюдения процедур блокировки/маркировки. Оператор, который понимает ограничения защиты не полагается на неё как на единственную страховку. Это переход от надежды на станок к полной опоре на собственные навыки и суждения.
Идеальный гиб зимой и несоответствие угла летом редко бывают случайными — обычно причина в пропущенном обслуживании. Гидравлические системы требуют внимания: вязкость жидкости меняется при изменении температуры, уплотнения получают микроскопический износ в каждом цикле, а мелкие загрязнения постепенно накапливаются в резервуаре. Каждый из этих факторов может незаметно повлиять на скорость и стабильность давления ползуна, что приводит к снижению точности углов при отсутствии контроля.
Ежедневные операции — ваша лучшая защита. Очищайте поверхности инструмента и проверяйте наличие заусенцев, которые могут сместить заготовку. Проверяйте параллельность ползуна в начале каждой смены с помощью щупа, а не на глаз. Отслеживайте состояние гидравлической жидкости еженедельно — как уровень, так и прозрачность — и заменяйте её раньше, чем рекомендует производитель, если загрязнение заметно. Ежемесячно проверяйте винтовые пары заднего упора и линейные направляющие, чтобы предотвратить люфт, снижающий точность позиционирования.
Для преданного мастера такие проверки — не рутина, а защитная инвестиция, гарантирующая, что станок сегодня работает точно так же, как и несколько недель назад. Абсолютная точность недостижима, но стабильные, воспроизводимые результаты вполне реальны, если износ, отклонения и загрязнения устраняются до того, как они незаметно начнут мешать работе.
Опыт — это не только количество лет, он отражается в том, как оператор мыслит во время работы. Один из самых эффективных способов оценить настоящую компетенцию — задать три целевых вопроса:
Если ученик отвечает на эти вопросы уверенно и с хорошими доводами, он уже перешел от механического выполнения процедур к осмысленному пониманию. Если нет — он всё ещё лишь копирует движения, оставаясь в безопасности ровно до тех пор, пока не произойдет что-то неожиданное.
Оператор может начать гнуть детали за один день, достичь базовой квалификации за неделю и выйти на полную компетентность за месяц. Но переход от $36,000-долларового в год «нажимателя кнопок» к $56,000-долларовому в год мастеру лежит в узком, осознанном промежутке между простым нажатием педали и пониманием точно почему станок реагирует именно так. Контроль защитных систем охраняет вашу жизнь. Обслуживание сохраняет ваши углы. Задание правильных вопросов держит ваш ум острее, чем ваши инструменты.
Пренебрегите хотя бы одним из этих факторов — и ваш успех будет зависеть от удачи. Овладейте всеми тремя — и точность, и безопасность станут гарантированными.


















