

Une presse plieuse ne lit pas les humeurs, n’émet pas d’avertissements et ne réfléchit pas à deux fois — elle exécute la course programmée sans exception, que ce qui se trouve sous le poinçon soit de l’acier trempé ou une main humaine. Ce fait peut perturber les nouveaux venus, mais il ne devrait pas les figer dans l’inaction. L’objectif est de remplacer l’inquiétude vague par un respect éclairé : comprendre exactement comment la machine se comporte, pourquoi elle se comporte ainsi, et développer des habitudes de travail afin que la physique reste prévisible — et sûre. Une fois que vous comprenez ce que le vérin “ reconnaît ”, les incidents cessent de sembler aléatoires et deviennent des défaillances évitables dans les procédures ou les systèmes de sécurité.
Une presse plieuse hydraulique canalise entre 40 et 300 tonnes de force dans une course verticale précise, convertissant la puissance hydraulique via un outillage rigide qui ne laisse aucune marge de compromis. Pensez‑y comme à un casse‑noix de haute précision — qui ne rate jamais, ne s’arrête jamais et ne choisit jamais la clémence.
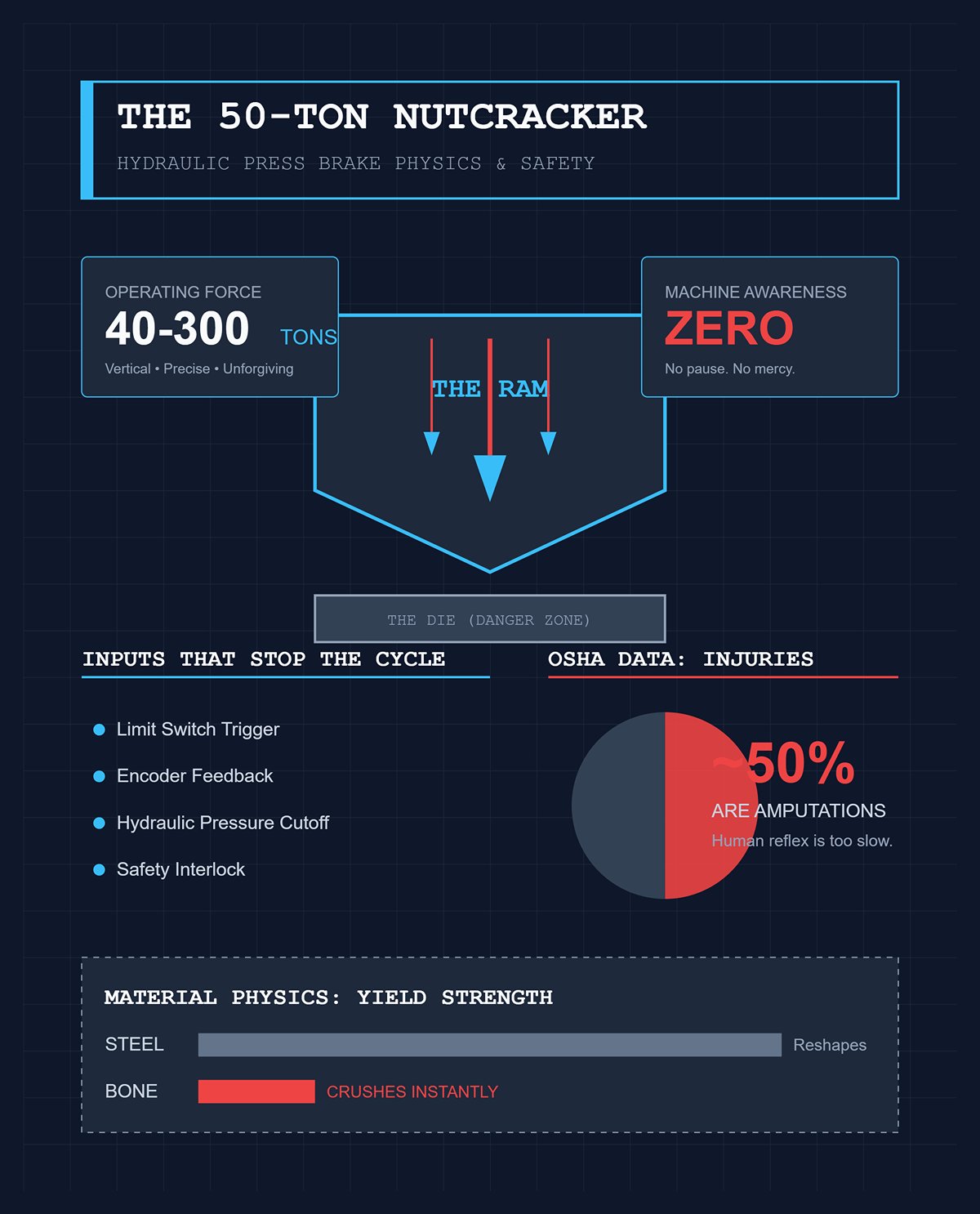
Le mouvement du vérin est dénué de toute conscience humaine. Une fois engagé, il fonctionne jusqu’à la distance préréglée, la limite de force ou l’angle de pliage programmé. Seule une entrée comme le déclenchement d’un interrupteur de fin de course, un retour d’encodeur, une coupure de pression hydraulique ou un verrouillage de sécurité peut l’arrêter ou le ralentir. Sans intervention de ce type, il délivre toute la force jusqu’à la fin du cycle. L’acier cède et se déforme sous cette pression ; l’os, dont la limite d’élasticité est bien plus basse, n’est qu’un matériau de plus que la machine peut déformer sans s’arrêter.
La prévisibilité joue dans les deux sens. Les dossiers de l’OSHA confirment qu’environ la moitié des blessures impliquant des presses hydrauliques et des presses plieuses sont des amputations. Ces incidents surviennent le plus souvent dans la zone de travail — là où poinçon et matrice se rencontrent — précisément parce que le vérin agit exactement comme prévu et ne peut faire marche arrière dans les fractions de seconde qu’exigerait un réflexe humain. Reconnaître cela n’a pas pour but de provoquer la peur ; il s’agit de construire un cadre mental suffisamment solide pour guider le positionnement critique et appliquer les dispositifs de sécurité avant même que votre pied ne frôle la pédale.
Le système de commande du vérin fonctionne selon une hypothèse simple : tout ce qui se trouve entre le poinçon et la matrice est la pièce à usiner prévue. Les variations de dureté, la présence de gants ou même de chair humaine n’influencent pas sa décision de continuer. Le circuit hydraulique appliquera la force programmée jusqu’à ce que le cycle soit complet. Les voix, les mouvements soudains ou la simple proximité n’ont aucun effet — sauf s’ils interrompent un faisceau de sécurité ou déclenchent un relais de protection.
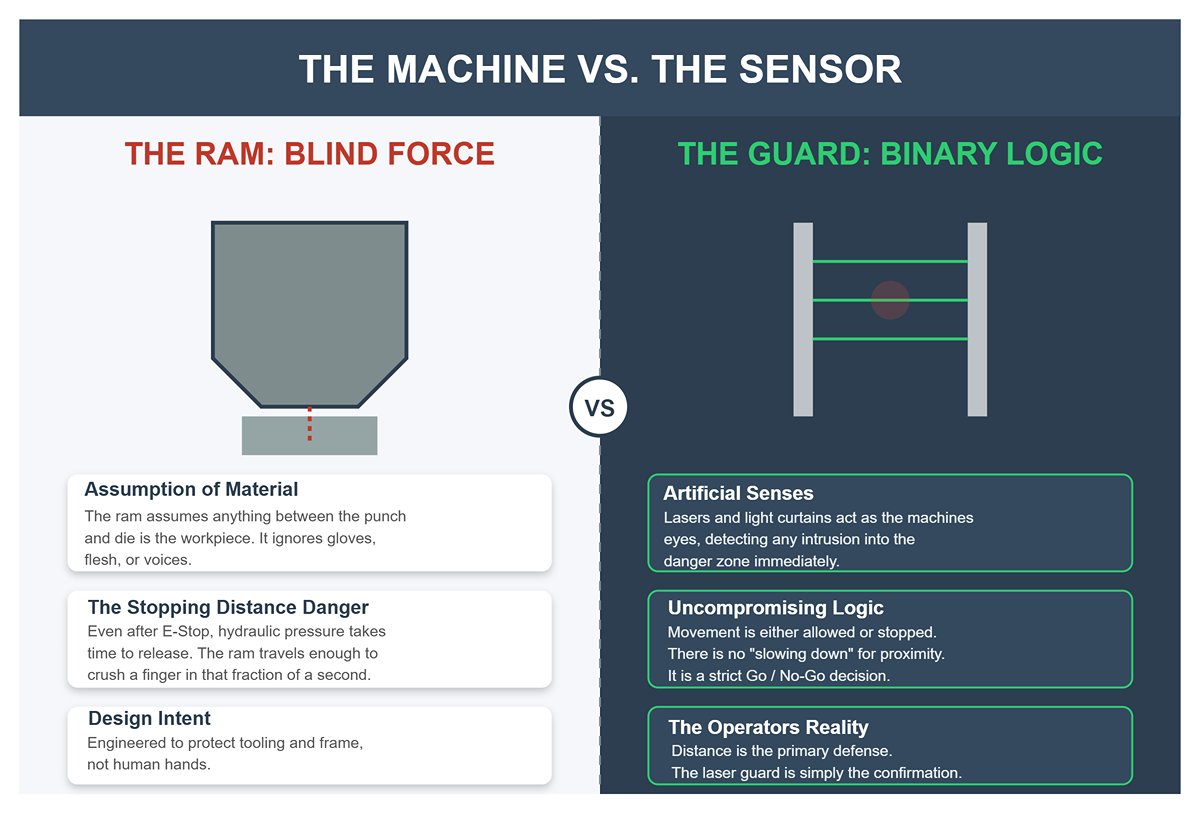
Cette absence de sensibilité est frappante lorsque l’on considère les distances d’arrêt. Même après avoir activé l’arrêt d’urgence, le vérin doit libérer la pression hydraulique, poursuivant ainsi son déplacement durant une fraction de seconde critique — suffisamment pour écraser bien au‑delà de l’épaisseur d’un doigt humain. Le système de commande est conçu pour protéger les outils et le bâti de la machine contre les surcharges, pas pour réagir à la présence inattendue d’une main.
Les mécanismes de sécurité apportent une certaine conscience à une machine autrement inflexible. Les rideaux laser, les barrières immatérielles et les “ B‑gates ” agissent comme des sens artificiels, détectant une intrusion dans la zone dangereuse et arrêtant ou empêchant immédiatement l’opération. Leur logique est aussi implacable que celle du vérin : le mouvement est soit autorisé soit arrêté — jamais ralenti parce que quelque chose est “ proche ”. Les opérateurs qui comprennent cette réalité savent que maintenir une distance complète par rapport aux outils est leur meilleure défense ; le rideau laser n’est que la confirmation.
Au début de la journée, considérez la configuration de la presse plieuse comme votre principale occasion de sécurité. Une fois que le vérin commence à se déplacer, les seules barrières entre une production sûre et une blessure sont les systèmes de protection — et votre propre vigilance.
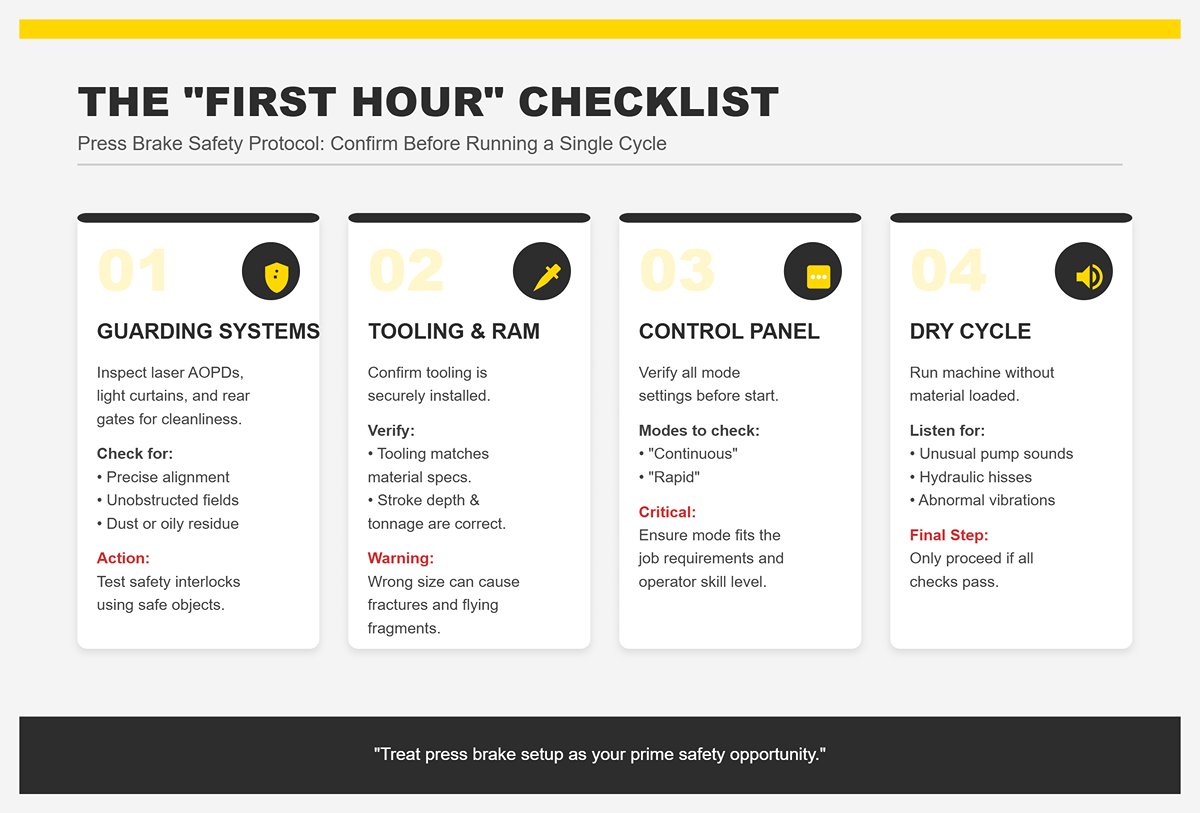
Inspectez tous les dispositifs de protection — AOPD laser, rideaux lumineux et barrières arrière — pour vérifier leur propreté, leur alignement précis et que les champs de détection ne sont pas obstrués. La poussière, les résidus huileux ou le déplacement des fixations peuvent compromettre leur performance ou envoyer des signaux faussés. Testez les verrouillages de sécurité à l’aide d’objets sans danger afin de vous assurer qu’ils réagissent correctement.
Confirmez que tous les outils sont correctement installés et adaptés aux spécifications du matériau du jour. Un poinçon ou une matrice de mauvaise taille peut provoquer une fracture imprévisible du matériau, envoyant potentiellement des éclats tranchants. Vérifiez que la profondeur de course et la tonnage programmés du vérin correspondent bien à l’épaisseur et à la résistance à la traction du matériau.
Vérifiez les réglages du panneau de commande. Certains modes, comme “ continu ” ou “ rapide ”, réduisent considérablement le temps disponible pour intervenir en cas de problème. Assurez‑vous que le mode choisi est adapté à la fois aux exigences du travail et au niveau de compétence de toutes les personnes impliquées.
Avant de commencer la production réelle, faites fonctionner la machine à vide — sans matériau chargé — et restez bien à l’écart de la zone de travail. Soyez attentif à tout bruit inhabituel de la pompe, à un sifflement dans le circuit hydraulique ou à des vibrations anormales, car cela peut indiquer des problèmes menaçant à la fois la précision et la sécurité. Ce n’est que lorsque toutes les vérifications ont été validées que vous devez placer le matériau, engager la pédale et laisser le vérin fonctionner. Cette discipline constante nourrit le respect de l’équipement : une routine de préparation qui transforme l’appréhension en confiance dans la fiabilité de la machine et vos propres compétences.
Les plans de fabrication regorgent de détails — dimensions, tolérances, types de matériaux et notes de finition — mais une presse plieuse hydraulique n’est affectée que par un ensemble sélectionné de ces informations. Votre première tâche en tant qu’opérateur est de distiller le plan jusqu’aux éléments qui influencent le pliage : type et épaisseur du matériau, angles de pliage, rayons intérieurs requis, longueurs de flanc et séquence de pliage. Ces valeurs essentielles déterminent quel outillage utiliser, comment calculer le tonnage et où positionner la butée arrière.
Une mauvaise interprétation ou l’oubli de l’un de ces détails critiques peut déclencher une chaîne d’échecs. Une épaisseur incorrecte conduit à des réglages de tonnage erronés ; une séquence de pliage mal lue peut amener la pièce à heurter l’outillage après un premier pli, nécessitant une reprise. Certaines erreurs peuvent être corrigées en cours de production via des ajustements de programmation, mais un mauvais choix d’outillage ou un tonnage mal calculé peuvent entraîner des pièces mises au rebut ou endommager le vérin et les paliers. La précision à ce stade protège à la fois votre pièce et le système hydraulique, qui délivre une force massive avec une tolérance zéro pour l’approximation.
Prenez un plan spécifiant de l’acier inoxydable d’une épaisseur de 1,0 mm avec un rayon interne serré — cela exige un outillage différent de celui nécessaire pour une tôle d’aluminium de même épaisseur. L’acier inoxydable présente un retour élastique plus important, il faut donc interpréter le tableau de tonnage en conséquence. C’est pourquoi les opérateurs expérimentés consacrent un temps spécifique à lire un plan en termes mécaniques autant que géométriques : l’objectif est de convertir les spécifications visuelles en langage opérationnel pour la presse plieuse.
Lors des opérations de pliage, le poinçon façonne le dessus du pli, la matrice forme le dessous, et la largeur entre les épaules de la matrice — appelée ouverture de matrice — détermine la manière dont la tôle réagit à la pression. Une règle fiable est la “ règle du 8x ” : pour un pliage à l’air standard, choisissez une ouverture de matrice environ huit fois l’épaisseur de votre matériau. Opter pour une ouverture plus étroite peut offrir une précision accrue jusqu’à un certain point, mais augmentera considérablement le tonnage requis, ce qui accroît le risque de surcharge. À l’inverse, une ouverture plus large réduit le tonnage mais compromet la précision du pli et peut créer un rayon de pli trop grand.
Prenons, par exemple, un panneau en acier doux de 3 mm d’épaisseur. Selon la règle du 8x, une ouverture de matrice de 24 mm est idéale. La réduire à 12 mm (4x) peut faire grimper le tonnage requis d’environ 200–300%, exerçant une contrainte supplémentaire sur le vérin et réduisant la durée de vie de l’outil. L’augmenter à 36 mm (12x) donnera un pli plus plat, nécessitant un surpliage pour respecter les spécifications — ce qui ajoute du temps de cycle et introduit de la variabilité.
Ce principe n’est pas un conseil arbitraire issu d’une salle de formation — il repose sur la physique de la charge, de la déflexion et de la limite d’élasticité du matériau. S’en écarter inutilement entraîne des contraintes mécaniques, une usure prématurée des composants hydrauliques et une qualité de pièce inférieure. Si les exigences de production imposent de dépasser cette règle — par exemple pour réaliser un design spécialisé — faites-le de manière réfléchie et en tenant compte de la capacité nominale de la machine.
Le butoir arrière agit comme votre localisateur de précision pour le matériau, garantissant que chaque flan est correctement positionné avant chaque pli. Sa précision détermine si les plis suivants s’alignent parfaitement ou déforment progressivement la pièce. La première butée programmée est cruciale — elle établit le point de référence à partir duquel tous les autres décalages sont calculés. Si cette première butée est incorrecte, de petites erreurs s’accumuleront tout au long du processus.
Imaginez la fabrication d’une pièce en forme de L avec quatre plis. Si le premier pli est mal aligné de 0,5 mm en raison d’un réglage inexact du butoir arrière, cette erreur se répétera et se compensera à chaque réorientation, pouvant entraîner un écart final de 2 à 3 mm sur la longueur du dernier pli. Dans des projets à tolérance stricte, cette marge peut faire la différence entre une pièce conforme et une pièce rebutée.
L’étalonnage doit tenir compte de l’alignement de l’outillage, des limites de course du vérin et du bon support de la tôle. Les doigts du butoir arrière doivent rencontrer le matériau de manière parfaitement perpendiculaire, évitant toute déflexion ou torsion. Des sources cachées d’inexactitude comme un jeu dans le mécanisme du butoir ou des faces de butée mal alignées peuvent rapidement réduire la précision. Un opérateur consciencieux confirmera la première butée par un alignement visuel et un essai d’ajustement avant de commencer la production — garantissant que chaque pli démarre à partir d’un point de référence fiable et exact.
Le test sur chute n’est pas seulement une mesure de prudence — c’est un essai délibéré et contrôlé. Même avec un réglage méticuleux, des variables comme les incohérences du matériau, le retour élastique et l’usure de l’outillage peuvent s’infiltrer et fausser les angles de pli ou les longueurs de flan. Effectuer un pliage d’essai sur une pièce non critique permet de valider votre réglage et de détecter d’éventuels problèmes avant de charger la machine avec des pièces de production.
Ne risquez jamais une pièce de production pour cette étape. Si votre pli est incorrect, vous aurez gaspillé à la fois le matériau et l’effort de préparation. Les tests sur chute révèlent des problèmes tels que le surpliage ou le sous-pliage, la torsion et les marques de surface. Ils peuvent également mettre en évidence des problèmes plus subtils — comme un poinçon légèrement usé affectant le rayon de pli, ou une dérive hydraulique sur des coups répétés — que les vérifications statiques pourraient ne pas détecter.
Le test sur chute est particulièrement précieux lors du réglage fin des programmes. Les ajustements de la profondeur du vérin ou de la position du butoir arrière après un test prennent seulement quelques minutes, tandis que la correction de pièces de production mal pliées peut prendre des heures et provoquer des retards pour les clients. Même en fabrication à grand volume, investir deux minutes dans un pliage sur chute peut éviter des arrêts majeurs et des retouches coûteuses.
Les quinze premières minutes de réglage définissent la précision et l’efficacité de chaque cycle par la suite. Dans les opérations de presse plieuse hydraulique — où l’outillage et l’hydraulique peuvent délivrer plus de vingt tonnes de force en quelques instants — commencer avec une précision rigoureuse est essentiel. Les erreurs telles que la mauvaise lecture d’un plan, la sélection d’un outillage sans appliquer la règle du 8x, un placement approximatif du butoir arrière ou l’omission des tests sur chute mènent inévitablement à du gaspillage de matériau, à des dommages sur l’équipement, ou aux deux.
La progression ici va de la simple préparation à la fiabilité constante. En suivant rigoureusement ces pratiques de réglage, vous dépassez le stade de simplement savoir ce qui définit une opération sûre — vous créez activement des conditions où chaque pli démarre parfaitement, respecte les tolérances spécifiées et maintient la presse plieuse en performance optimale. Ces quinze minutes ne sont pas du temps perdu ; elles sont une protection proactive contre tous les problèmes évitables que vous pourriez rencontrer sur le plancher de production.
Dans le travail moderne avec une presse plieuse hydraulique, le pliage à l’air est devenu la technique privilégiée pour de bonnes raisons : précision combinée à efficacité. Cette méthode positionne le poinçon au‑dessus de la pièce, s’arrêtant avant de toucher la base de la matrice. Le système CNC calcule la profondeur exacte de descente nécessaire pour obtenir l’angle souhaité et compense automatiquement le retour élastique. Le pliage à l’air réduit considérablement la contrainte sur les outils et le matériau, prolonge la durée de vie des outils et offre une précision constante—sans nécessiter un réglage fin constant par l’opérateur.
Le matriçage, en revanche, presse fermement le poinçon et le matériau dans la matrice jusqu’à ce que l’angle soit entièrement formé. Bien qu’il ait son utilité—par exemple avec des matériaux épais ou des rebords très courts—il augmente considérablement la force nécessaire et accélère l’usure. De nombreux opérateurs matriçent à tort les pièces pour contrer le retour élastique, mais la véritable solution consiste à choisir l’outillage approprié—comme opter pour un poinçon à 88 degrés au lieu d’un poinçon à 85 degrés pour contrôler la récupération du pli—plutôt que de forcer excessivement le matériau.
Avec les systèmes de descente à entraînement servo, les machines actuelles maintiennent une précision de positionnement de ±0,01 mm. En pratique, cela signifie qu’elles fournissent déjà des angles exacts ; tenter de forcer le matériau à plat risque d’endommager la pièce ou l’outillage. Le rôle de l’opérateur consiste moins à ajuster les angles au ressenti qu’à s’assurer que le matériau est correctement positionné contre la butée arrière et que l’outillage est bien adapté à la tâche.
| Aspect | Pliage par l’air | Pliage en fond de matrice |
|---|---|---|
| Technique | Le poinçon s’arrête au‑dessus de la pièce, sans toucher la base de la matrice ; le CNC calcule la profondeur exacte de descente et compense le retour élastique | Le poinçon et le matériau sont fermement pressés dans la matrice jusqu’à ce que l’angle soit entièrement formé |
| Précision & Exactitude | Haute précision avec contrôle CNC et servo ; maintient une précision de positionnement de ±0,01 mm | Peut être précis mais souvent utilisé pour contrer le retour élastique par la force plutôt que par le choix de l’outillage |
| Contrainte sur l’outil & le matériau | Contrainte réduite, prolonge la durée de vie des outils, précision constante sans réglage fin constant | Forte contrainte, usure accrue des outils et du matériau |
| Exigence de tonnage | Tonnage plus faible nécessaire | Tonnage considérablement plus élevé requis |
| Gestion du retour élastique | Compensation CNC ou outillage correct (par ex. poinçon à 88°) pour contrôler la récupération du pli | Souvent utilisé à tort pour éliminer le retour élastique au lieu de choisir le bon outillage |
| Rôle de l’opérateur | S’assurer du bon outillage et du positionnement correct du matériau contre la butée arrière | Peut nécessiter plus d’ajustements manuels d’angle ; risque d’endommager la pièce ou l’outillage si forcé complètement à plat |
| Cas d’utilisation idéaux | Pliage de précision général ; efficacité avec des matériaux variés | Matériaux épais ou rebords extrêmement courts |
Sur les presses plieuses plus anciennes, une descente rapide du coulisseau pouvait provoquer un mouvement brusque vers le haut du bord libre de la tôle — un mouvement appelé “ whip-up ” — présentant à la fois un risque pour la sécurité et un potentiel de dommage au matériau. Pour éviter les blessures, les opérateurs se tenaient bien à l’écart et soutenaient la tôle à distance. En revanche, les systèmes hydrauliques modernes régulent soigneusement l’accélération et la décélération du coulisseau, réduisant considérablement cet effet. Des fonctionnalités avancées comme le séquencement automatique des plis et des vitesses d’approche contrôlées minimisent encore davantage les mouvements inattendus.
Bien que cette avancée réduise les risques, le placement des mains reste important — mais pour une raison différente. Plutôt que de se préparer à contrer le mouvement de la tôle, l’objectif de l’opérateur est de maintenir la stabilité et un alignement précis. Les mains doivent rester éloignées de tout point de pincement et reposer légèrement sur la tôle, empêchant tout glissement latéral sans contrarier le mouvement guidé de la machine. Se placer face au butoir arrière offre une vue dégagée à la fois de l’appui du bord et de la progression du pli, tout en gardant les bras et le torse de l’opérateur en dehors de la zone d’outillage.
Cette méthode relève autant de l’état d’esprit que de la mécanique — elle définit le rôle de l’opérateur comme un guide plutôt qu’une force de contrepoids. Laisser la machine effectuer le pli élimine les efforts physiques inutiles et permet de concentrer l’attention sur des facteurs critiques tels que le contact correct avec le butoir, la propreté du matériau et la garantie qu’aucun obstacle ne gêne la trajectoire programmée du coulisseau.
Autrefois, la rapidité de l’opérateur était souvent liée à la manière dont il manipulait habilement la pédale — en la modulant soigneusement pour accélérer l’approche du coulisseau, puis en ralentissant à l’approche de la profondeur de pli cible. Les presses plieuses modernes intègrent des vitesses d’approche rapides — jusqu’à 260 mm/s — directement dans leurs profils de mouvement, initiant automatiquement un ralentissement de précision pendant le pliage. Avec le timing géré par la machine, tenter de précipiter les commandes de la pédale ne fait que risquer de contourner les dispositifs de sécurité ou de perturber la séquence.
Aujourd’hui, la définition de “ rapide ” est synonyme de “ constant ”. Les opérateurs les plus productifs considèrent la pédale comme un simple contrôle marche–arrêt — appuyer, maintenir, relâcher — tout en se concentrant sur le déplacement et l’alignement rapide du matériau entre les plis. Les gains de temps proviennent de réglages confiants, d’un alignement rapide et précis avec le butoir arrière, et de l’évitement de corrections chronophages dues à un mauvais alignement ou à des erreurs de pliage.
Une fois la pédale engagée, la logique programmée du système hydraulique prend entièrement le relais. Résister à la tentation “ d’aider ” la machine permet aux opérateurs de se concentrer sur le pli suivant, de vérifier la précision du pli et de s’assurer que les étiquettes ou la documentation restent alignées avec le flux de production. Dans les opérations à grand volume, cette approche disciplinée réduit le temps total de production — non pas en accélérant la mécanique, mais en rationalisant les actions de l’opérateur.
La séquence de pliage n’est pas une question de préférence personnelle — elle est essentielle pour éviter l’accumulation de tolérances et les problèmes de flux de travail. Chaque pli influence la géométrie du suivant, et même si la précision angulaire est parfaite, de petites variations de longueur de rebord peuvent s’additionner. Si les plis sont mal ordonnés, ces écarts peuvent se retrouver sur le dernier rebord, où les corriger sans retouche est impossible.
Les opérateurs expérimentés planifient l’ordre directement à partir du plan, organisant les plis de manière à ce que les petites différences dimensionnelles soient réparties sur la pièce. Cela signifie souvent commencer par les plus grands rebords ou organiser les plis pour maintenir la pièce fermement contre le butoir arrière le plus longtemps possible. Maintenir un contact stable avec le butoir garantit que chaque pli est positionné de manière constante avant que la géométrie de la pièce ne devienne plus complexe.
Même avec un bombage avancé et une compensation automatisée, la séquence de pliage détermine toujours si une pièce s’assemble correctement. Un composant peut avoir des angles précis mais échouer si l’erreur accumulée déplace l’emplacement des trous, la longueur des languettes ou les angles d’assemblage. C’est là que la compréhension par l’opérateur du produit fini influence directement le succès du processus.
De nombreux programmes de formation insistent encore sur la finesse manuelle — guider le pli avec les mains et moduler la vitesse de la pédale — comme si la machine avait besoin d’être encouragée. Mais avec les systèmes à commande servomoteur actuels, cet état d’esprit peut introduire plus d’erreurs que de contrôle. Une meilleure façon de commencer est de déterminer exactement à quel moment, dans le cycle de pliage, l’automatisation prend le relais — et de faire un effort conscient pour ne pas interférer.
Choisissez un outillage conçu pour gérer le retour élastique plutôt que de forcer une tonnage supplémentaire par écrasement complet. Gardez vos mains hors de la zone de pincement pour ne pas ajouter de résistance involontaire, utilisez la pédale comme prévu sans varier manuellement sa vitesse, et planifiez votre séquence de pliage pour répartir les tolérances de manière intelligente et délibérée. En somme, collaborez avec la machine plutôt que de travailler contre elle. Les opérateurs qui adoptent ce passage des “ solutions ” mécaniques à la précision guidée tendent à augmenter le rendement, prolonger la durée de vie de l’outillage et livrer des pièces constamment précises — sans la fatigue ni les risques de sécurité des habitudes dépassées.
Le retour élastique — tendance du métal à revenir élastiquement vers sa forme d’origine après pliage — est une cause majeure de divergences d’angle. Si un rebord revient au-delà de la tolérance, l’opérateur doit le détecter avant que la production ne progresse davantage. Par exemple, lorsque le contrôleur vise 90° mais que le rebord libre mesure 92–93°, c’est l’élasticité de l’acier doux qui est en cause. Dans de nombreux environnements de production, plier intentionnellement l’acier à faible teneur en carbone de 2–3° supplémentaires est courant, les matériaux à haute résistance nécessitant une sur‑courbure proportionnellement plus importante. Certains alliages à haute résistance peuvent nécessiter 4–6° selon la section et la matrice utilisée.
La variation du matériau est une autre cause fréquente. Des réglages de machine identiques peuvent donner des angles différents lorsqu’on utilise une nouvelle bobine ou un lot de fournisseur. Des changements dans la limite d’élasticité d’un lot à l’autre peuvent soudainement modifier le comportement du retour élastique ; même dans les tolérances, de légères variations des propriétés de traction peuvent produire des changements d’angle perceptibles. Traitez chaque nouveau lot de matériau comme une nouvelle configuration — utilisez des chutes de ce lot pour effectuer des essais avant d’engager votre bon stock en production.
La largeur de la matrice joue un rôle déterminant dans le contrôle du retour élastique. Une matrice en V beaucoup plus large que recommandé augmente le rayon de pliage et la récupération élastique, rendant la correction d’angle par programmation seule plus difficile. Réduire l’ouverture de la matrice d’environ 12× l’épaisseur du matériau à 8× peut réduire le retour élastique jusqu’à 40 %. Si vous constatez des sous‑plis persistants malgré un sur‑pli programmé, reconsidérez vos choix d’outillage avant de supposer que la machine est en cause.
L’état de votre outillage est aussi important que ses dimensions. Un poinçon avec un nez usé ou une épaule de matrice en V ébréchée ou endommagée modifie la manière dont le métal entre en contact avec les outils, ce qui peut entraîner des différences d’angle visibles le long d’un pli pourtant uniforme. Si une seule section présente systématiquement un écart d’un ou deux degrés alors que le reste est conforme, il est probable que cela soit dû à l’usure ou à des dommages. Dans ce cas, il vaut mieux réparer ou remplacer la matrice défectueuse plutôt que de tenter de compenser par des ajustements d’offset CNC.
Avec des matériaux plus épais ou à haute résistance, une erreur de calcul du tonnage peut entraîner une défaillance moins évidente mais tout aussi problématique : le pli n’entre jamais complètement dans la phase de déformation plastique. Sans force suffisante, la pièce ne parviendra jamais à atteindre l’angle programmé, peu importe le nombre de passes répétées à la même profondeur. Pour éviter cela, calculez le tonnage avec précision en tenant compte de la résistance à la traction du matériau, de son épaisseur et de la largeur de matrice choisie.
Quelques vérifications rapides peuvent améliorer considérablement la vitesse de diagnostic de l’opérateur :
Le bombage — la capacité de la plieuse à compenser la déflexion sous charge — est essentiel pour produire des plis longs uniformes sous fort tonnage. Sans compensation adéquate, le coulisseau et le banc se déforment légèrement en sens opposés pendant le pliage : le banc fléchit tandis que le coulisseau se cambre vers le haut. Cela réduit la pénétration au centre par rapport aux extrémités, laissant le milieu du pli plus ouvert que prévu.
Un test simple peut confirmer un problème de bombage. Mesurez l’angle à 50–100 mm de l’extrémité gauche, au centre, et à 50–100 mm de l’extrémité droite. Si les extrémités sont correctes mais que le centre est ouvert, le bombage est insuffisant. Si les extrémités sont correctes mais que le centre est trop serré, le bombage est réglé trop haut. Lorsque une extrémité diffère de l’autre, la cause est souvent un mauvais alignement du coulisseau ou un mauvais positionnement de l’outillage.
Le “ test de retournement ” peut aider à identifier la source. Pliez un rebord et notez quel côté présente l’erreur. Puis faites pivoter la pièce d’une extrémité à l’autre et pliez un autre rebord. Si le même côté de la plieuse produit le défaut, le problème vient de la machine ou de l’outillage de ce côté. Si le même côté de la pièce est défectueux après retournement, c’est le matériau lui‑même qui est en cause, en raison d’une épaisseur inégale ou de variations de dureté.
Un réglage précis du bombage est essentiel pour maintenir des angles de pliage constants sur toute la longueur d’une pièce. Qu’il soit mécanique ou hydraulique, le système doit être finement ajusté pour correspondre au matériau spécifique, à la longueur de la pièce et aux exigences de tonnage. Négliger cette étape sur des pièces longues conduit presque inévitablement à des écarts d’angle au centre.
Les imperfections de surface sont souvent considérées comme inévitables, mais la plupart ont des causes claires et réparables. Les marques le long de la ligne de pliage proviennent généralement d’épaules de matrice usées, de particules incrustées dans l’outillage ou de rayons de poinçon trop petits, concentrant la force sur des zones de contact limitées. Même de minuscules bavures ou bosses sur l’outillage peuvent laisser des traces visibles sur la pièce finie.
Un entretien régulier des matrices et poinçons offre une solution simple : assurez‑vous que toutes les surfaces de contact soient propres et exemptes de débris. Toute particule coincée entre la pièce et la matrice peut laisser une empreinte sous pression. L’utilisation de revêtements souples — comme un film en polyuréthane ou des feuilles sacrificielles fines — peut protéger les surfaces délicates sans affecter significativement les angles de pliage, à condition de les intégrer dans votre configuration.
Le choix de l’outillage influence également la finition de surface. Les matrices avec de plus grands rayons d’épaule répartissent la force de contact sur une zone plus large, réduisant le risque de plis ou de marques de polissage, en particulier sur les métaux plus tendres. Pour les tôles revêtues ou polies miroir, passer à un outillage poli ou appliquer une couche protectrice intermédiaire suffit souvent à préserver l’apparence.
Les rayures qui s’étendent au‑delà de la zone de pliage proviennent généralement d’un frottement lors du positionnement ou du retrait. Vérifiez que les faces de butée arrière et les bras de support soient propres, lisses et exempts de bavures. Une manipulation soigneuse lors du chargement et du déchargement, combinée à des routines de nettoyage régulières, aide à prévenir la plupart des dommages involontaires.
Les fissures qui se forment le long de la ligne de pliage indiquent une défaillance structurelle, et non simplement un défaut de surface. L’un des facteurs les plus courants est la relation entre la direction du grain et le pliage. Lors du laminage, les tôles et plaques métalliques développent une structure granulaire ; plier parallèlement à ce grain augmente le risque de fracture, en particulier dans les alliages durcis ou fragiles.
Un contrôle visuel rapide peut éviter des erreurs coûteuses : recherchez les marques de laminage ou les lignes de laminoir pour déterminer l’orientation du grain. Dans la mesure du possible, pliez perpendiculairement au grain afin de réduire la contrainte susceptible de le rompre. Si plier perpendiculairement n’est pas possible, augmenter le rayon de pliage réduira la contrainte de traction à la surface extérieure, ou choisissez une nuance de matériau offrant une plus grande ductilité.
L’épaisseur et la dureté du matériau augmentent considérablement la probabilité de fissuration. Les sections plus épaisses concentrent la contrainte sur une zone plus réduite, tandis que les aciers à haute dureté ont moins de capacité à s’étirer avant de se rompre. Choisir un rayon de nez de poinçon adapté à ces propriétés permet de répartir la contrainte plus uniformément sur le pli. Pour les composants de grande valeur, effectuez des plis d’essai sur des chutes provenant du même lot avant de travailler sur des pièces coûteuses afin d’éviter des erreurs onéreuses.
Certaines fractures commencent de façon microscopique, restant invisibles jusqu’à ce qu’elles s’étendent lors de la finition ou en utilisation réelle. Une inspection minutieuse juste après le pliage peut révéler des signes avant-coureurs : minuscules déchirures de surface ou zones ternes là où le pli devrait présenter un éclat propre et uniforme. Détecter ces imperfections tôt permet de réparer la pièce ou d’ajuster le procédé avant que le défaut ne s’aggrave.
De nombreux manuels de dépannage omettent un point crucial : les erreurs d’angle de pliage, les écarts de bombage, les imperfections de surface et les fissures peuvent souvent être repérés immédiatement sur la pièce finie, et pas seulement lors de contrôles qualité ultérieurs. L’habitude la plus précieuse pour un opérateur de presse plieuse est de pratiquer un triage en cours de production—arrêter après la production de la première pièce d’un lot, vérifier les angles de pliage sur toute la longueur, examiner la surface et rechercher des fissures. Ajuster l’outillage ou les réglages de la machine avant de continuer. Cette seule étape peut sauver des dizaines de pièces du rebut en détectant sur le moment des problèmes mécaniques, matériels ou de réglage. Elle reflète la compétence d’un opérateur qui associe l’automatisation de la machine à sa propre observation aiguisée pour maintenir la précision.
La protection constitue votre première couche de sécurité, mais elle ne remplace pas une conscience globale des risques. Les systèmes approuvés par l’OSHA — tels que les dispositifs de protection opto-électroniques actifs (AOPD), les rideaux lumineux et les scanners laser — surveillent la zone de travail de la presse plieuse pendant la descente du coulisseau, détectant toute intrusion dans la zone dangereuse. Ils empêchent les mains, doigts ou autres parties du corps d’être coincés lorsque l’outillage se ferme, et peuvent également intercepter les accidents déclenchés par une pression involontaire sur la pédale ou par une défaillance mécanique comme un embrayage bloqué.
Cependant, ces systèmes de protection ne sont pas des solutions universelles. Ils ne vous protègent pas lors des changements de matrice, quand la presse plieuse n’est pas en cycle mais que vos mains se trouvent entre les outils. Ils ne peuvent pas éliminer le risque qu’une pièce se replie brusquement lors du pliage de matériaux à forte élasticité, ni protéger contre les risques de pincement au niveau du butoir arrière ou sur les côtés de la machine. Ils ne remplacent pas la nécessité de confirmer visuellement le dégagement avant d’engager le cycle, et n’offrent aucune protection contre les erreurs de réglage qui provoquent la torsion ou le déplacement imprévu de la pièce.
La véritable sécurité vient de l’utilisation de la protection comme un élément d’une approche globale — combinée à un placement intentionnel des mains, à la vigilance lors du retour arrière, et à une pause avant tout changement d’outillage pour vérifier la conformité au verrouillage/étiquetage. Un opérateur qui comprend les limites de la protection évite de s’y fier comme unique filet de sécurité. C’est le passage de la confiance dans la machine à la confiance dans le savoir-faire et le jugement.
Un pli parfait en hiver et un angle mal aligné en été ne surviennent que rarement par hasard — le coupable est généralement un entretien négligé. Les systèmes hydrauliques exigent une attention particulière : la viscosité du fluide varie avec la température, les joints subissent une usure minime à chaque cycle, et de fines particules contaminantes s’accumulent lentement dans le réservoir. Chacun de ces facteurs peut influencer subtilement la vitesse du coulisseau et la stabilité de la pression, entraînant une diminution de la précision des angles si on les ignore.
Les routines quotidiennes sont votre meilleure protection. Nettoyez les surfaces d’outillage et vérifiez la présence de bavures susceptibles de désaligner la pièce. Confirmez le parallélisme du coulisseau au début de chaque poste à l’aide d’une cale d’épaisseur plutôt que de vous fier à la vue. Contrôlez l’état du fluide hydraulique chaque semaine — niveau et clarté — et remplacez-le plus tôt que ne le prévoit le fabricant si une contamination est visible. Inspectez les vis sans fin et les guides linéaires du butoir arrière chaque mois pour éviter que le jeu ne réduise la précision de positionnement.
Pour l’artisan dévoué, ces inspections ne sont pas une corvée mais un investissement protecteur — garantissant que la machine fonctionne aujourd’hui exactement comme elle le faisait il y a plusieurs semaines. La précision absolue est inatteignable, mais des résultats stables et reproductibles sont tout à fait réalisables lorsque l’usure, le décalage et la contamination sont traités avant qu’ils ne nuisent silencieusement aux performances.
L’expérience ne se résume pas à compter les années — elle se reflète dans la façon dont un opérateur raisonne à travers son travail. L’un des moyens les plus efficaces d’évaluer la compétence réelle consiste à poser trois questions ciblées :
Si un stagiaire répond à ces questions avec assurance et raisonnement solide, il a dépassé la simple exécution des procédures pour atteindre une véritable compréhension. S’il ne le peut pas, il se contente encore d’imiter les gestes — en sécurité seulement jusqu’à ce que l’imprévu survienne.
Un opérateur peut commencer à plier des pièces en une journée, atteindre une compétence de base en une semaine et parvenir à la pleine maîtrise en un mois. Mais le saut d’un appuyeur de bouton à $36 000 par an à un artisan à $56 000 par an se situe dans l’étroite et intentionnelle différence entre simplement appuyer sur la pédale et comprendre exactement pourquoi la machine réagit comme elle le fait. Les protections préservent votre vie. L’entretien conserve vos angles. Poser les bonnes questions garde votre esprit plus affûté que vos outils.
Négligez l’un de ces aspects, et votre succès dépendra de la chance. Maîtrisez les trois, et la précision comme la sécurité deviendront certaines.


















