

Una pressa piegatrice non legge gli stati d’animo, non emette avvisi e non ci ripensa due volte: esegue la corsa programmata senza eccezioni, che sotto il punzone ci sia acciaio temprato o una mano umana. Questo fatto può turbare i principianti, ma non dovrebbe paralizzarli. L’obiettivo è sostituire una preoccupazione vaga con un rispetto consapevole: capire esattamente come si comporta la macchina, perché si comporta così e sviluppare abitudini di lavoro tali da mantenere la fisica prevedibile — e sicura. Una volta compreso ciò che il martinetto “riconosce”, gli incidenti smettono di sembrare casuali e diventano invece guasti prevenibili nelle procedure o nei sistemi di sicurezza.
Una pressa piegatrice idraulica convoglia da 40 a 300 tonnellate di forza in una corsa verticale e precisa, convertendo la potenza idraulica attraverso utensili rigidi che non lasciano margini di compromesso. Pensatela come uno schiaccianoci ad alta precisione — uno che non manca mai, non si ferma mai e non sceglie mai la clemenza.
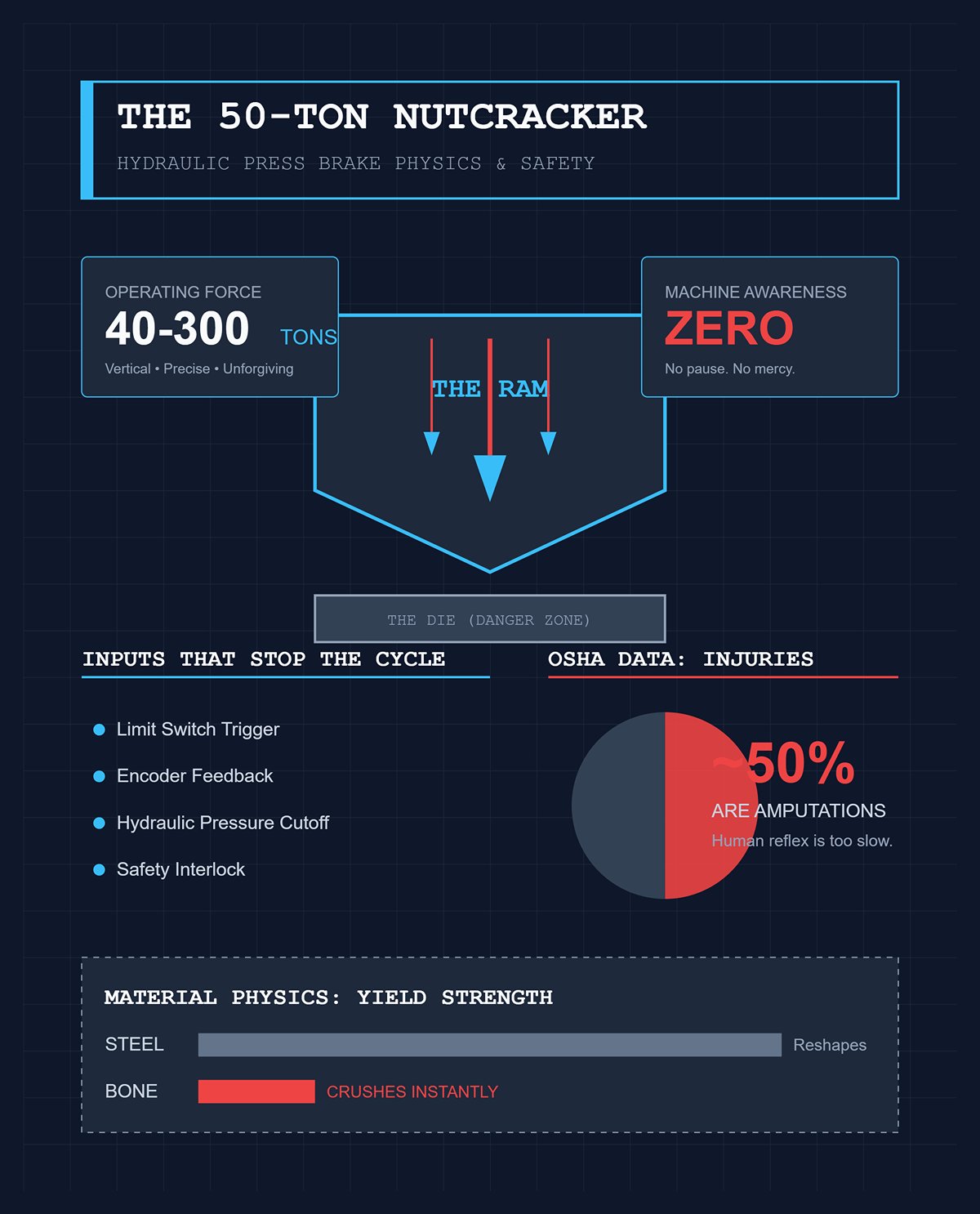
Il movimento del martinetto è privo di consapevolezza umana. Una volta azionato, opera fino alla distanza preimpostata, al limite di forza o all’angolo di piega programmato. Solo un input come l’attivazione di un finecorsa, il feedback di un encoder, l’interruzione della pressione idraulica o un interblocco di sicurezza può fermarlo o rallentarlo. Senza tale intervento, eroga la forza completa fino alla fine del ciclo. L’acciaio cede e si deforma sotto questa pressione; l’osso, con una resistenza allo snervamento molto più bassa, è semplicemente un altro materiale che può deformare senza esitazione.
La prevedibilità funziona in entrambi i sensi. I registri OSHA confermano che circa la metà di tutti gli infortuni che coinvolgono presse idrauliche e presse piegatrici sono amputazioni. Questi incidenti si verificano più spesso nella zona di lavoro — dove il punzone incontra la matrice — proprio perché il martinetto si comporta esattamente come progettato e non può invertire la corsa nei frazioni di secondo richieste da un riflesso umano. Riconoscere questo non serve a instillare paura; serve a costruire una struttura mentale abbastanza solida da guidare il posizionamento critico e applicare le protezioni prima ancora che il piede sfiori il pedale.
Il sistema di controllo del martinetto opera su una semplice supposizione: qualunque cosa si trovi tra il punzone e la matrice è il pezzo da lavorare previsto. Variazioni di durezza, la presenza di guanti o persino la carne umana non influenzano la sua decisione di procedere. Il circuito idraulico applicherà la forza programmata fino al completamento del ciclo. Voci, movimenti improvvisi o semplice vicinanza non fanno alcuna differenza — a meno che non interrompano un fascio di sicurezza o attivino un relè protettivo.
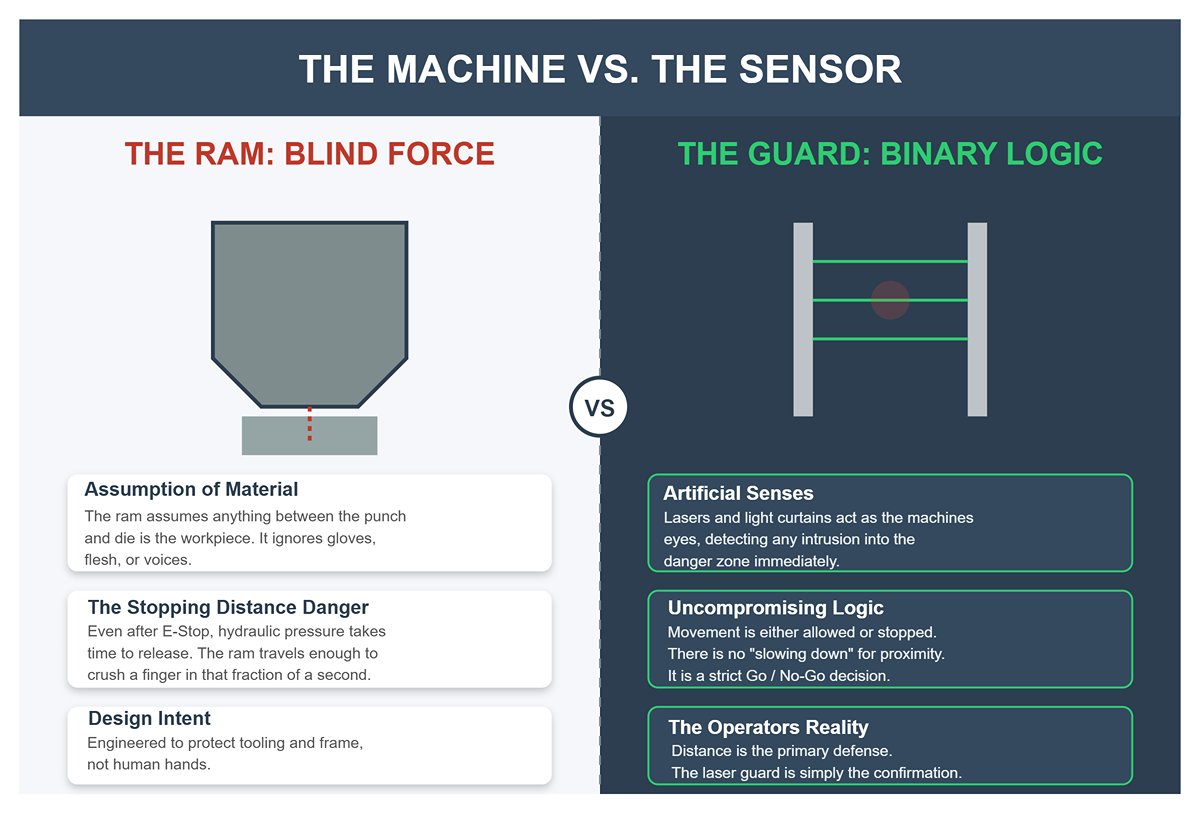
Questa mancanza di sensibilità è evidente se si considerano le distanze di arresto. Anche dopo aver premuto l’arresto di emergenza, il martinetto deve rilasciare la pressione idraulica, continuando a muoversi per una frazione di secondo critica — sufficiente a schiacciare ben oltre lo spessore di un dito umano. Il sistema di controllo è progettato per proteggere gli utensili e il telaio della macchina da sovraccarichi, non per reagire alla presenza imprevista di una mano.
I meccanismi di sicurezza conferiscono un certo grado di consapevolezza a una macchina altrimenti inflessibile. Barriere laser, barriere fotoelettriche e “B-gates” fungono da sensi artificiali, rilevando un’intrusione nella zona di pericolo e arrestando o impedendo immediatamente il funzionamento. La loro logica è inflessibile quanto quella del martinetto: il movimento è consentito o fermato — mai rallentato perché qualcosa è “vicino”. Gli operatori che comprendono questa realtà sanno che mantenere una distanza di sicurezza completa dagli utensili è la loro migliore difesa; la protezione laser è semplicemente la conferma.
All’inizio della giornata, considera la configurazione della pressa piegatrice come la tua principale opportunità di sicurezza. Una volta che il martinetto inizia a muoversi, le uniche barriere tra una produzione sicura e un infortunio sono i sistemi di protezione — e la tua stessa vigilanza.
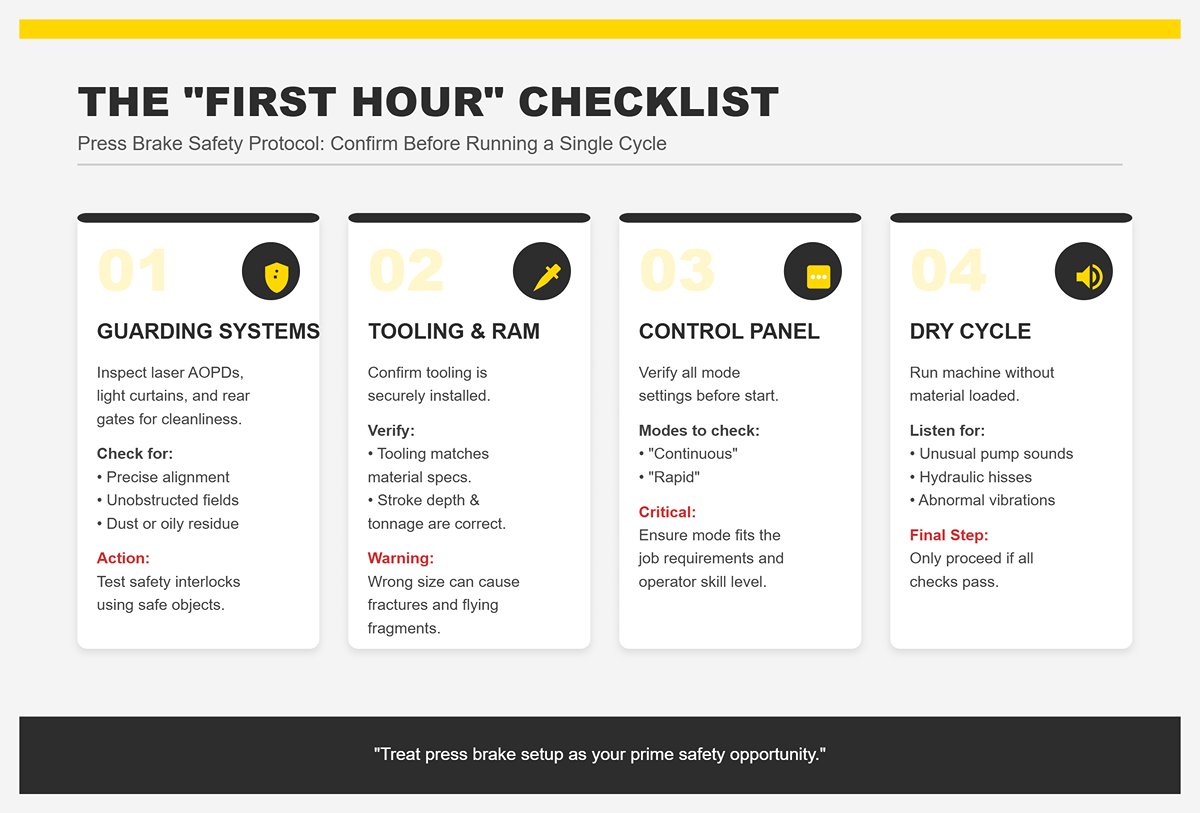
Ispeziona tutte le attrezzature di protezione — AOPD laser, barriere fotoelettriche e cancelli posteriori — per pulizia, allineamento preciso e campi di rilevamento liberi da ostruzioni. Polvere, residui oleosi o supporti spostati possono comprometterne le prestazioni o dare falsi segnali di via libera. Testa gli interblocchi di sicurezza utilizzando oggetti sicuri per assicurarti che rispondano correttamente.
Conferma che tutti gli utensili siano installati saldamente e adatti alle specifiche del materiale del giorno. Un punzone o una matrice della misura sbagliata può causare la frattura imprevedibile del materiale, con il rischio di proiettare frammenti taglienti. Verifica che la corsa programmata del martinetto e la tonnellata impostata corrispondano correttamente allo spessore e alla resistenza a trazione del materiale.
Verifica le impostazioni della modalità sul pannello di controllo. Alcune modalità, come “continua” o “rapida”, riducono significativamente il tempo disponibile per intervenire in caso di problemi. Assicurati che la modalità scelta sia appropriata sia per i requisiti del lavoro sia per il livello di competenza di tutti i coinvolti.
Prima di iniziare la produzione effettiva, fai eseguire alla macchina un ciclo a vuoto — senza materiale caricato — e mantieniti ben lontano dall’area di lavoro. Presta molta attenzione a eventuali rumori insoliti dalla pompa, a sibili dall’impianto idraulico o a vibrazioni anomale, poiché possono segnalare problemi che minacciano sia la precisione sia la sicurezza. Solo quando tutti i controlli sono stati superati dovresti posizionare il materiale, azionare il pedale e lasciare che il martinetto operi. Questa disciplina costante favorisce il rispetto per l’attrezzatura: una routine di preparazione che trasforma l’apprensione in fiducia sia nell’affidabilità della macchina sia nella tua abilità.
I disegni di fabbricazione sono pieni di dettagli — dimensioni, tolleranze, tipi di materiale e note di finitura — ma una pressa piegatrice idraulica è influenzata solo da una parte di questi. La tua prima responsabilità come operatore è distillare il disegno negli elementi che influenzano la piegatura: tipo e spessore del materiale, angoli di piega, raggi interni richiesti, lunghezze delle flange e sequenza di piegatura. Questi valori fondamentali determinano quali utensili utilizzare, come calcolare la tonnellata e dove posizionare il riscontro posteriore.
Interpretare male o tralasciare uno qualsiasi di questi dettagli critici può innescare una catena di errori. Uno spessore errato porta a impostazioni di tonnellata sbagliate; una sequenza di piega letta male può far sì che il pezzo urti contro gli utensili dopo una piega iniziale, costringendo a rifare il lavoro. Alcuni errori possono essere corretti a metà produzione tramite regolazioni del programma, ma scelte errate di utensili o calcoli sbagliati della tonnellata possono portare a pezzi scartati o a danni al martinetto e ai cuscinetti. La precisione in questa fase protegge il pezzo e il sistema idraulico, che eroga una forza enorme con tolleranza zero per le approssimazioni.
Prendi un disegno che specifica acciaio inossidabile con spessore di 1,0 mm e un raggio interno ridotto: questo richiede utensili diversi rispetto a un foglio di alluminio di identico spessore. L’acciaio inossidabile ha un ritorno elastico maggiore, quindi la tabella delle tonnellate deve essere interpretata di conseguenza. Ecco perché gli operatori esperti dedicano tempo specifico alla lettura di un disegno sia in termini meccanici che geometrici: l’obiettivo è convertire le specifiche visive nel linguaggio operativo della piegatrice.
Nelle operazioni di piegatura, il punzone modella la parte superiore della piega, la matrice forma la parte inferiore e la distanza tra le spalle della matrice—nota come apertura della matrice—determina come il foglio reagisce alla pressione. Una linea guida affidabile è la “regola dell”8x”: per la piegatura in aria standard, scegliere un’apertura della matrice pari a circa otto volte lo spessore del materiale. Optare per un’apertura più stretta può offrire maggiore precisione fino a un certo punto, ma aumenterà significativamente la tonnellata richiesta, con il rischio di sovraccarico. Al contrario, un’apertura più ampia riduce la tonnellata ma compromette la precisione della piega e può creare un raggio di piega eccessivamente grande.
Prendiamo, ad esempio, un pannello in acciaio dolce di 3 mm di spessore. Secondo la regola dell’8x, un’apertura della matrice di 24 mm è ideale. Riducendola a 12 mm (4x) la tonnellata richiesta può aumentare di circa il 200–300 %, mettendo ulteriore stress sul montante e riducendo la durata dell’utensile. Aumentandola a 36 mm (12x) la piega risulterà più piatta, richiedendo una sovrapiegatura per rispettare le specifiche—aggiungendo tempo ciclo e introducendo variabilità.
Questo principio non è un consiglio arbitrario da aula di formazione—è fondato sulla fisica del carico, della deflessione e del limite di snervamento del materiale. Allontanarsene senza necessità comporta stress meccanico, usura prematura dei componenti idraulici e qualità inferiore del pezzo. Se le esigenze produttive richiedono di andare oltre la regola—ad esempio, per ottenere un design specializzato—farlo con intento deliberato e consapevolezza della capacità nominale della macchina.
Il riscontro posteriore funge da localizzatore di precisione per il materiale, assicurando che ogni pezzo grezzo sia correttamente posizionato prima di ogni piega. La sua accuratezza determina se le pieghe successive si allineano perfettamente o distorcono gradualmente il pezzo. La prima battuta programmata è fondamentale—stabilisce il punto di riferimento da cui vengono calcolati tutti gli altri offset. Se la prima battuta è errata, piccoli errori si accumuleranno durante l’intero processo.
Immagina di fabbricare un pezzo a L con quattro pieghe. Se il primo lembo è disallineato di 0,5 mm a causa di un’impostazione imprecisa del riscontro posteriore, quell’errore si ripeterà e si accumulerà a ogni riposizionamento, portando potenzialmente la lunghezza finale del lembo fuori specifica di 2–3 mm. Nei progetti a tolleranza ridotta, quel margine può fare la differenza tra un pezzo accettato e uno scartato.
La calibrazione deve tenere conto dell’allineamento degli utensili, dei limiti di corsa del montante e del corretto supporto del foglio. Le dita del riscontro posteriore devono incontrare il materiale in modo perpendicolare, evitando qualsiasi flessione o torsione. Fonti nascoste di imprecisione come giochi nel meccanismo del riscontro o superfici di arresto mal allineate possono rapidamente erodere la precisione. Un operatore diligente confermerà la prima battuta sia tramite allineamento visivo sia con una prova di montaggio prima di iniziare la produzione—garantendo che ogni piega parta da un riferimento affidabile e preciso.
La prova su scarto è più di una semplice precauzione—è un test deliberato e controllato. Anche con un’impostazione meticolosa, variabili come incoerenze del materiale, ritorno elastico e usura degli utensili possono insinuarsi e alterare angoli di piega o lunghezze dei lembi. Eseguire una piega di prova su un pezzo non critico consente di convalidare l’impostazione e scoprire potenziali problemi prima di caricare la macchina con pezzi di produzione.
Non rischiare mai un pezzo di produzione per questo passaggio. Se la piega è errata, avrai sprecato sia il materiale sia il lavoro di preparazione. Le prove su scarto rivelano problemi come sovra- o sotto‑piegatura, torsione e segni superficiali. Possono anche mettere in evidenza problemi più sottili—come un punzone leggermente usurato che influisce sul raggio di piega, o una deriva idraulica durante colpi ripetuti—che i controlli statici potrebbero non rilevare.
La prova su scarto è particolarmente preziosa quando si perfezionano i programmi. Le regolazioni della profondità del montante o della posizione del riscontro posteriore dopo una prova richiedono solo pochi minuti, mentre correggere pezzi di produzione piegati male può richiedere ore e causare ritardi ai clienti. Anche nella produzione ad alto volume, investire due minuti in una piega di prova può prevenire fermi macchina importanti e costose rilavorazioni.
I primi quindici minuti di setup definiscono la precisione e l’efficienza di ogni ciclo successivo. Nelle operazioni con piegatrici idrauliche—dove utensili e idraulica possono erogare oltre venti tonnellate di forza in pochi istanti—partire con una precisione rigorosa è essenziale. Errori come interpretare male un disegno, scegliere utensili senza applicare la regola dell’8x, posizionare male il riscontro posteriore o saltare le prove su scarto portano inevitabilmente a sprechi di materiale, danni alle attrezzature o entrambi.
La progressione qui va dall’essere semplicemente preparati a raggiungere un’affidabilità costante. Seguendo rigorosamente queste pratiche di setup, si va oltre il semplice sapere cosa definisce un’operazione sicura—si creano attivamente le condizioni affinché ogni piega inizi in modo impeccabile, rispetti le tolleranze specificate e mantenga la piegatrice in prestazioni ottimali. Quei quindici minuti non sono tempo perso; sono una salvaguardia proattiva contro ogni problema evitabile che potresti incontrare in officina.
Nel lavoro moderno con presse piegatrici idrauliche, la piegatura in aria è diventata la tecnica preferita e per una buona ragione: precisione combinata con efficienza. Questo metodo posiziona il punzone sopra il pezzo, fermandosi prima di toccare la base della matrice. Il sistema CNC calcola la profondità esatta della corsa necessaria per ottenere l’angolo desiderato e compensa automaticamente il ritorno elastico. La piegatura in aria riduce notevolmente lo sforzo sia sugli utensili che sul materiale, prolunga la vita degli utensili e garantisce un’accuratezza costante—senza richiedere continue regolazioni da parte dell’operatore.
La piegatura a fondo corsa, invece, preme saldamente il punzone e il materiale nella matrice fino a formare completamente l’angolo. Sebbene abbia la sua utilità—ad esempio con materiali spessi o flange estremamente corte—aumenta notevolmente la tonnellata necessaria e accelera l’usura. Molti operatori piegano a fondo i pezzi per contrastare il ritorno elastico, ma la vera soluzione sta nella scelta dell’utensile corretto—come optare per un punzone da 88 gradi invece di uno da 85 gradi per controllare il recupero della piega—piuttosto che forzare eccessivamente il materiale.
Con i sistemi a corsa servoassistita, le macchine odierne mantengono un’accuratezza di posizionamento entro ±0,01 mm. In pratica, ciò significa che forniscono già angoli esatti; cercare di forzare il materiale completamente piatto rischia di danneggiare il pezzo o l’utensile. Il compito dell’operatore riguarda meno la regolazione degli angoli “a sensazione” e più il garantire che il materiale sia correttamente appoggiato contro il riscontro posteriore e che l’utensile sia adeguato al lavoro.
| Aspetto | Piegatura in Aria | Appoggio completo |
|---|---|---|
| Tecnica | Il punzone si ferma sopra il pezzo, senza toccare la base della matrice; il CNC calcola la profondità esatta della corsa e compensa il ritorno elastico | Il punzone e il materiale sono premuti saldamente nella matrice fino a formare completamente l’angolo |
| Precisione e accuratezza | Alta precisione con CNC e controllo servo; mantiene un’accuratezza di posizionamento di ±0,01 mm | Può essere precisa ma spesso usata per contrastare il ritorno elastico con la forza anziché con la scelta dell’utensile |
| Sforzo su utensile e materiale | Sforzo ridotto, prolunga la vita dell’utensile, accuratezza costante senza continue regolazioni | Alto sforzo, maggiore usura su utensili e materiale |
| Requisito di tonnellaggio | Minore tonnellata necessaria | Tonnellata richiesta notevolmente più alta |
| Gestione del ritorno elastico | Compensazione CNC o utensile corretto (es. punzone da 88°) per controllare il recupero della piega | Spesso usata in modo improprio per eliminare il ritorno elastico invece di scegliere l’utensile corretto |
| Ruolo dell’operatore | Garantire l’utensile corretto e il corretto posizionamento del materiale contro il riscontro posteriore | Può richiedere più regolazioni manuali dell’angolo; rischio di danneggiare il pezzo o l’utensile se forzato completamente piatto |
| Casi d'uso ideali | Piegatura di precisione generale; efficienza con materiali vari | Materiali spessi o flange estremamente corte |
Su presse piegatrici più vecchie, una discesa rapida del punzone poteva far scattare verso l'alto il bordo libero del foglio—un movimento noto come “whip-up”—che comportava sia un rischio per la sicurezza sia un potenziale danno al materiale. Per evitare infortuni, gli operatori si tenevano ben lontani e sostenevano il foglio a distanza. Al contrario, i moderni sistemi idraulici regolano attentamente l'accelerazione e la decelerazione del punzone, riducendo notevolmente questo effetto. Funzioni avanzate come la sequenza di piega automatica e le velocità di avvicinamento controllate riducono ulteriormente i movimenti inattesi.
Sebbene questo progresso riduca i pericoli, il posizionamento delle mani è ancora importante—ma per un motivo diverso. Piuttosto che opporsi al movimento del foglio, l'obiettivo dell'operatore è mantenere stabilità e allineamento preciso. Le mani devono restare lontane da qualsiasi punto di schiacciamento e poggiare leggermente sul foglio, prevenendo lo scivolamento laterale senza contrastare il movimento guidato della macchina. Posizionarsi in modo da guardare verso il backgauge offre una visione chiara sia dell'appoggio del bordo sia dell'avanzamento della piega, mantenendo braccia e busto dell'operatore fuori dall'area degli utensili.
Questo metodo riguarda tanto la mentalità quanto la meccanica—definisce il ruolo dell'operatore come guida piuttosto che forza di contrasto. Lasciare che la macchina esegua la piega elimina sforzi fisici inutili e mantiene l'attenzione concentrata su fattori critici come il corretto contatto con il backgauge, la pulizia del materiale e l'assicurarsi che nulla ostacoli il percorso programmato del punzone.
In passato, la velocità dell'operatore era spesso legata alla destrezza con cui si manovrava il pedale—dosandolo attentamente per accelerare l'avvicinamento del punzone, poi rallentando quando raggiungeva la profondità di piega desiderata. Le presse piegatrici moderne incorporano velocità di avvicinamento rapide—fino a 260 mm/s—direttamente nei loro profili di movimento, avviando automaticamente un rallentamento di precisione durante la piegatura. Con il tempismo gestito dalla macchina, cercare di accelerare gli input del pedale rischia solo di bypassare gli interblocchi di sicurezza o di far saltare la sequenza.
Oggi, la definizione di “veloce” è sinonimo di “costante”. Gli operatori più produttivi trattano il pedale come un semplice controllo on–off—premere, tenere, rilasciare—concentrandosi sul movimento e sull'allineamento rapido del materiale tra una piega e l'altra. Il risparmio di tempo deriva da impostazioni sicure, allineamento rapido e preciso al backgauge, e dall'evitare correzioni dispendiose dovute a disallineamenti o errori di piega.
Una volta azionato il pedale, la logica programmata del sistema idraulico prende completamente il controllo. Resistere alla tentazione di “aiutare” la macchina permette agli operatori di concentrarsi sulla piega successiva, verificare l'accuratezza della piega e assicurarsi che etichette o documentazione restino allineate al flusso produttivo. Nelle operazioni ad alto volume, questo approccio disciplinato riduce il tempo complessivo di lavorazione—non accelerando la meccanica, ma snellendo le azioni dell'operatore.
La sequenza di piega non riguarda le preferenze personali—è fondamentale per prevenire l'accumulo di tolleranze e evitare problemi di flusso di lavoro. Ogni piega influenza la geometria della successiva, e anche se l'accuratezza angolare è perfetta, piccole variazioni nella lunghezza della flangia possono sommarsi. Se le pieghe sono sequenziate male, queste deviazioni possono ricadere sull'ultima flangia, dove correggerle senza rifare il pezzo è impossibile.
Gli operatori esperti pianificano l'ordine direttamente dal disegno, disponendo le pieghe in modo che eventuali piccole differenze dimensionali siano distribuite sul pezzo. Ciò spesso significa iniziare con le flange più grandi o organizzare le pieghe per mantenere il pezzo ben appoggiato al backgauge il più a lungo possibile. Mantenere un contatto stabile con il backgauge garantisce che ogni piega sia posizionata in modo coerente prima che la geometria del pezzo diventi più complessa.
Anche con sistemi avanzati di compensazione e crowning, la sequenza di piega determina ancora se un pezzo si adatta in fase di assemblaggio. Un componente può avere angoli precisi ma comunque fallire se l'errore accumulato sposta la posizione dei fori, la lunghezza delle linguette o gli angoli di accoppiamento. Qui la comprensione dell'operatore del prodotto finito influenza direttamente il successo del processo.
Molti programmi di formazione sottolineano ancora la destrezza manuale—guidare la piega con l'input delle mani e modulare la velocità del pedale—come se la macchina avesse bisogno di essere persuasa. Ma con i sistemi servo-controllati di oggi, questa mentalità può introdurre più errori che controllo. Un modo migliore per iniziare è individuare esattamente quando, nel ciclo di piega, l'automazione prende il sopravvento—e fare uno sforzo consapevole per non interferire.
Scegli utensili progettati per gestire il ritorno elastico piuttosto che forzare tonnellaggio extra attraverso la piega completa. Mantieni le mani lontane dalla zona di schiacciamento per non aggiungere resistenza involontariamente, aziona il pedale come previsto senza variare manualmente la sua velocità, e pianifica la sequenza di piega per distribuire le tolleranze in modo intelligente e deliberato. In sostanza, collabora con la macchina invece di lavorare contro di essa. Gli operatori che adottano questo approccio passano da “correzioni” meccaniche a precisione guidata, tendono a aumentare la produttività, prolungare la vita degli utensili e fornire pezzi costantemente accurati—senza la fatica o i rischi di sicurezza delle abitudini obsolete.
Il ritorno elastico—la tendenza del metallo a ritornare elasticamente verso la sua forma originale dopo la piegatura—è una delle principali cause di discrepanze angolari. Se una flangia rimbalza oltre la tolleranza, l'operatore deve rilevarlo prima che la produzione prosegua. Ad esempio, quando il controllore punta a 90° ma la flangia libera misura 92–93°, è l'elasticità dell'acciaio dolce in azione. In molti contesti produttivi, piegare intenzionalmente l'acciaio a basso tenore di carbonio di circa 2–3° oltre è prassi, con materiali ad alta resistenza che richiedono un sovrapiegamento proporzionalmente maggiore. Alcune leghe ad alta resistenza possono richiedere 4–6° a seconda della sezione trasversale e della matrice utilizzata.
La variazione del materiale è un’altra causa frequente. Impostazioni identiche della macchina possono produrre angoli diversi quando si utilizza una nuova bobina o un lotto di fornitore. Cambiamenti nel carico di snervamento da lotto a lotto possono alterare improvvisamente il comportamento di ritorno elastico; anche restando entro le specifiche, lievi variazioni nelle proprietà di trazione possono produrre cambiamenti di angolo evidenti. Tratta ogni nuovo lotto di materiale come un nuovo setup: utilizza scarti di quel lotto per eseguire test prima di impegnare il materiale buono in produzione.
La larghezza della matrice gioca un ruolo fondamentale nel controllo del ritorno elastico. Una matrice a V molto più larga di quanto raccomandato aumenta il raggio di piega e il recupero elastico, rendendo più difficile la correzione dell’angolo tramite sola programmazione. Ridurre l’apertura della matrice da circa 12× lo spessore del materiale a 8× può ridurre il ritorno elastico fino al 40 %. Se si riscontrano pieghe insufficienti persistenti nonostante la sovrapiega programmata, rivalutare la scelta degli utensili prima di attribuire la colpa alla macchina.
Lo stato degli utensili è importante quanto le loro dimensioni. Un punzone con la punta usurata o una spalla della matrice a V scheggiata o danneggiata cambia il modo in cui il metallo entra in contatto con gli utensili, il che può portare a differenze di angolo visibili lungo una piega altrimenti uniforme. Se solo una sezione è costantemente fuori di uno o due gradi mentre il resto è entro le specifiche, è probabile che sia dovuto a usura o danni. In tali casi, è meglio riparare o sostituire la matrice difettosa piuttosto che tentare di compensare tramite regolazioni di offset CNC.
Con materiali più spessi o ad alta resistenza, un calcolo errato della tonnellata può causare un guasto meno evidente ma altrettanto problematico: la piega non entra mai completamente nella fase di deformazione plastica. Senza forza sufficiente, il pezzo non raggiungerà mai l’angolo programmato, indipendentemente da quante ripetizioni si facciano alla stessa profondità. Per evitarlo, calcolare accuratamente la tonnellata tenendo conto della resistenza a trazione del materiale, del suo spessore e della larghezza della matrice scelta.
Alcuni rapidi controlli diagnostici possono migliorare significativamente la velocità di risoluzione dei problemi da parte dell’operatore:
Il crowning — la capacità della pressa piegatrice di compensare la flessione sotto carico — è essenziale per produrre pieghe lunghe uniformi sotto forte tonnellata. Senza una compensazione adeguata, il montante e il banco si deformano leggermente in direzioni opposte durante la piegatura: il banco si incurva verso il basso mentre il montante si inarca verso l’alto. Ciò riduce la penetrazione al centro rispetto alle estremità, lasciando la parte centrale della piega più aperta del previsto.
Un semplice test può confermare problemi di crowning. Misurare l’angolo a 50–100 mm dall’estremità sinistra, al centro, e a 50–100 mm dall’estremità destra. Se le estremità sono accurate ma il centro è aperto, il crowning è insufficiente. Se le estremità sono corrette ma il centro è troppo chiuso, il crowning è impostato troppo alto. Quando un’estremità differisce dall’altra, la causa principale è spesso un disallineamento del montante o un posizionamento improprio degli utensili.
Il “test di ribaltamento” può aiutare a individuare la fonte. Piegare una flangia e notare quale lato mostra l’errore. Poi ruotare il pezzo da lavorare capovolgendolo e piegare un’altra flangia. Se lo stesso lato della pressa piegatrice produce il difetto, il problema è nella macchina o negli utensili su quel lato. Se lo stesso lato del pezzo è difettoso dopo il ribaltamento, la causa è nel materiale stesso, a causa di spessore non uniforme o variazioni di durezza.
Una regolazione accurata del crowning è fondamentale per mantenere angoli di piega costanti lungo tutta la lunghezza di un pezzo. Che si utilizzi un crowning meccanico o idraulico, il sistema deve essere messo a punto per adattarsi al materiale specifico, alla lunghezza del pezzo e ai requisiti di tonnellata. Saltare questo passaggio su pezzi lunghi porta quasi inevitabilmente a deviazioni di angolo al centro.
Le imperfezioni superficiali sono spesso considerate inevitabili, ma la maggior parte ha cause chiare e risolvibili. I segni lungo la linea di piega derivano tipicamente da spalle della matrice usurate, granelli incastrati negli utensili o raggi del punzone troppo piccoli, che concentrano la forza su aree di contatto limitate. Anche piccole bave o ammaccature sugli utensili possono lasciare difetti visibili sul pezzo finito.
La manutenzione regolare di matrici e punzoni offre una soluzione semplice: assicurarsi che tutte le superfici di contatto siano pulite e prive di detriti. Qualsiasi particella incastrata tra pezzo e matrice può lasciare un’impronta sotto pressione. L’uso di rivestimenti morbidi — come pellicola in poliuretano o sottili fogli sacrificabili — può proteggere le superfici delicate senza influire significativamente sugli angoli di piega, a condizione di tenerne conto nel setup.
La scelta degli utensili influisce anche sulla finitura superficiale. Matrici con raggi di spalla più ampi distribuiscono la forza di contatto su un’area più estesa, riducendo la possibilità di pieghe o segni di lucidatura, soprattutto su metalli più morbidi. Per lamiere rivestite o lucidate a specchio, passare a utensili lucidati o applicare uno strato protettivo intermedio è spesso sufficiente per salvaguardare l’aspetto.
Graffi che si estendono oltre la zona di piega derivano solitamente da trascinamento durante il posizionamento o la rimozione. Verificare che le superfici di battuta del riscontro posteriore e i bracci di supporto siano puliti, lisci e privi di bave. Una manipolazione attenta durante il carico e lo scarico, combinata con routine di pulizia costanti, aiuta a prevenire la maggior parte dei danni involontari.
Le crepe che si formano lungo la linea di piega indicano un cedimento strutturale, non solo un difetto superficiale. Uno dei fattori più comuni è la relazione tra direzione della grana e piegatura. Durante la laminazione, i metalli in lamiera e in lastra sviluppano una struttura a grana; piegare parallelamente a questa grana aumenta il rischio di frattura, specialmente nelle leghe indurite o fragili.
Un rapido controllo visivo può aiutare a evitare errori costosi: cerca segni di laminazione o linee di laminatoio per determinare l’orientamento della grana. Quando possibile, piega perpendicolarmente alla grana per ridurre lo stress che può dividerla. Se piegare perpendicolarmente non è possibile, aumentare il raggio di piega ridurrà la tensione di trazione sulla superficie esterna, oppure scegli una qualità di materiale con maggiore duttilità.
Lo spessore e la durezza del materiale aumentano significativamente la probabilità di formazione di crepe. Le sezioni più spesse concentrano la deformazione in un’area più piccola, mentre gli acciai ad alta durezza hanno meno capacità di allungarsi prima di rompersi. Scegliere un raggio del naso del punzone adatto a queste proprietà del materiale consente di distribuire la deformazione in modo più uniforme lungo la piega. Per componenti di alto valore, esegui pieghe di prova su scarti dello stesso lotto prima di lavorare con pezzi costosi, per evitare errori onerosi.
Alcune fratture iniziano a livello microscopico, rimanendo nascoste fino a quando non si espandono durante la finitura o nell’uso reale. Un’ispezione accurata subito dopo la piegatura può rivelare segnali di allarme precoce: minuscoli strappi superficiali o zone opache dove la piega dovrebbe avere una lucentezza pulita e uniforme. Rilevare queste imperfezioni in anticipo consente di riparare il pezzo o regolare il processo prima che il difetto peggiori.
Molti manuali di risoluzione dei problemi trascurano un punto cruciale: errori nell’angolo di piega, discrepanze di bombatura, difetti superficiali e crepe possono spesso essere individuati subito sul pezzo finito, non solo durante i controlli di qualità successivi. L’abitudine più preziosa per un operatore di pressa piegatrice è praticare triage in-process—fermati dopo aver prodotto il primo pezzo di un lotto, controlla gli angoli di piega lungo tutta la lunghezza, esamina la superficie e cerca crepe. Regola gli utensili o le impostazioni della macchina prima di procedere. Questo singolo passaggio può salvare decine di pezzi dallo scarto, individuando problemi meccanici, di materiale o di configurazione sul momento. Riflette l’abilità di un operatore che unisce l’automazione della macchina alla propria attenta osservazione per mantenere la precisione.
La protezione fornisce il tuo principale livello di sicurezza, ma non sostituisce la consapevolezza complessiva del rischio. I sistemi approvati dall’OSHA—come i dispositivi di protezione optoelettronici attivi (AOPD), le barriere fotoelettriche e gli scanner laser—monitorano l’area di lavoro della pressa piegatrice durante la discesa del martinetto, rilevando quando qualcosa entra nella zona di pericolo. Impediscono che mani, dita o altre parti del corpo vengano intrappolate durante la chiusura degli utensili e possono anche intercettare incidenti causati da una pressione involontaria del pedale o da un guasto meccanico come una frizione bloccata.
Tuttavia, questi sistemi di protezione non sono soluzioni onnipresenti. Non ti proteggeranno durante i cambi di matrice quando la pressa piegatrice non è in ciclo ma le tue mani si trovano tra gli utensili. Non possono eliminare il rischio che un pezzo di lavoro scatti all’indietro durante pieghe su materiale elastico, né proteggere da pericoli di schiacciamento al riscontro posteriore o lungo i lati della macchina. Non sostituiscono la necessità di confermare visivamente la distanza di sicurezza prima di avviare il ciclo e non offrono protezione da errori di configurazione che causano la torsione o lo spostamento imprevisto del pezzo.
La vera sicurezza deriva dall’uso della protezione come un elemento di un approccio completo—combinato con un posizionamento intenzionale delle mani, vigilanza durante il ritorno del pezzo e una pausa prima di qualsiasi cambio utensile per verificare la conformità al lockout/tagout. Un operatore che comprende i limiti della protezione evita di farne affidamento come unica rete di sicurezza. Questo è il passaggio dal contare sulla macchina al contare su competenza e giudizio.
Una piega perfetta in inverno e un angolo disallineato in estate raramente sono casuali—il colpevole è di solito la manutenzione trascurata. I sistemi idraulici richiedono attenzione: la viscosità del fluido varia con la temperatura, le guarnizioni subiscono una minima usura a ogni ciclo e contaminanti fini si accumulano lentamente nel serbatoio. Ciascuno di questi fattori può influenzare sottilmente la velocità del martinetto e la stabilità della pressione, traducendosi in una precisione dell’angolo in calo se trascurati.
Le routine quotidiane sono la tua migliore salvaguardia. Pulisci le superfici degli utensili e controlla la presenza di bave che potrebbero disallineare il materiale. Conferma il parallelismo del martinetto all’inizio di ogni turno usando uno spessimetro invece di affidarti alla vista. Controlla settimanalmente le condizioni del fluido idraulico—sia il livello che la limpidezza—e sostituiscilo prima della tempistica indicata dal produttore se è visibile contaminazione. Ispeziona mensilmente le viti a ricircolo di sfere e le guide lineari del riscontro posteriore per evitare che il gioco comprometta la precisione di posizionamento.
Per il vero artigiano, queste ispezioni non sono una seccatura ma un investimento protettivo—garantendo che la macchina funzioni oggi esattamente come settimane fa. La precisione assoluta è irraggiungibile, ma risultati stabili e ripetibili sono ben alla portata quando usura, deriva e contaminazione vengono affrontate prima che compromettano silenziosamente le prestazioni.
L’esperienza non riguarda solo gli anni accumulati—si riflette nel modo in cui un operatore ragiona sul lavoro. Uno dei modi più efficaci per valutare la competenza reale è porre tre domande mirate:
Se un tirocinante risponde a queste domande con sicurezza e ragionamento solido, è passato oltre la procedura meccanica verso la vera comprensione. Se non ci riesce, sta ancora imitando movimenti—sicuro solo finché non accade l’imprevisto.
Un operatore può iniziare a piegare pezzi in un giorno, raggiungere una competenza di base in una settimana e la piena padronanza in un mese. Ma il salto da un pigia-bottoni da $36.000 all’anno a un artigiano da $56.000 all’anno sta nel sottile e intenzionale divario tra il semplice premere il pedale e il comprendere esattamente perché la macchina risponde come risponde. La protezione salvaguarda la tua vita. La manutenzione preserva i tuoi angoli. Fare le domande giuste mantiene la tua mente più affilata dei tuoi utensili.
Trascurane una sola, e il tuo successo dipende dalla fortuna. Padroneggiale tutte e tre, e sia la precisione che la sicurezza diventano certe.


















