

ベンダーは感情を読み取ったり、警告を発したり、二度考えたりはしない——プログラムされたストロークを例外なく実行する。パンチの下にあるのが硬化鋼であろうと人間の手であろうと関係ない。この事実は新人を動揺させることがあるが、行動を止めるべきではない。目的は漠然とした不安を、情報に基づく尊敬に置き換えることだ——機械が正確にどう動くのか、なぜそう動くのかを理解し、物理現象を予測可能かつ安全に保つ作業習慣を育むこと。ラムが何を「認識」しているのかを理解すれば、事故はランダムな出来事ではなく、手順や安全システムの防止可能な破綻として見えるようになる。.
油圧ベンダーは40〜300トンの力を垂直で精密なストロークに変換し、妥協の余地のない硬い工具を通して油圧の力を伝える。高精度のナッツクラッカーのようなものだ——決して外さず、止まらず、慈悲を選ぶこともない。.
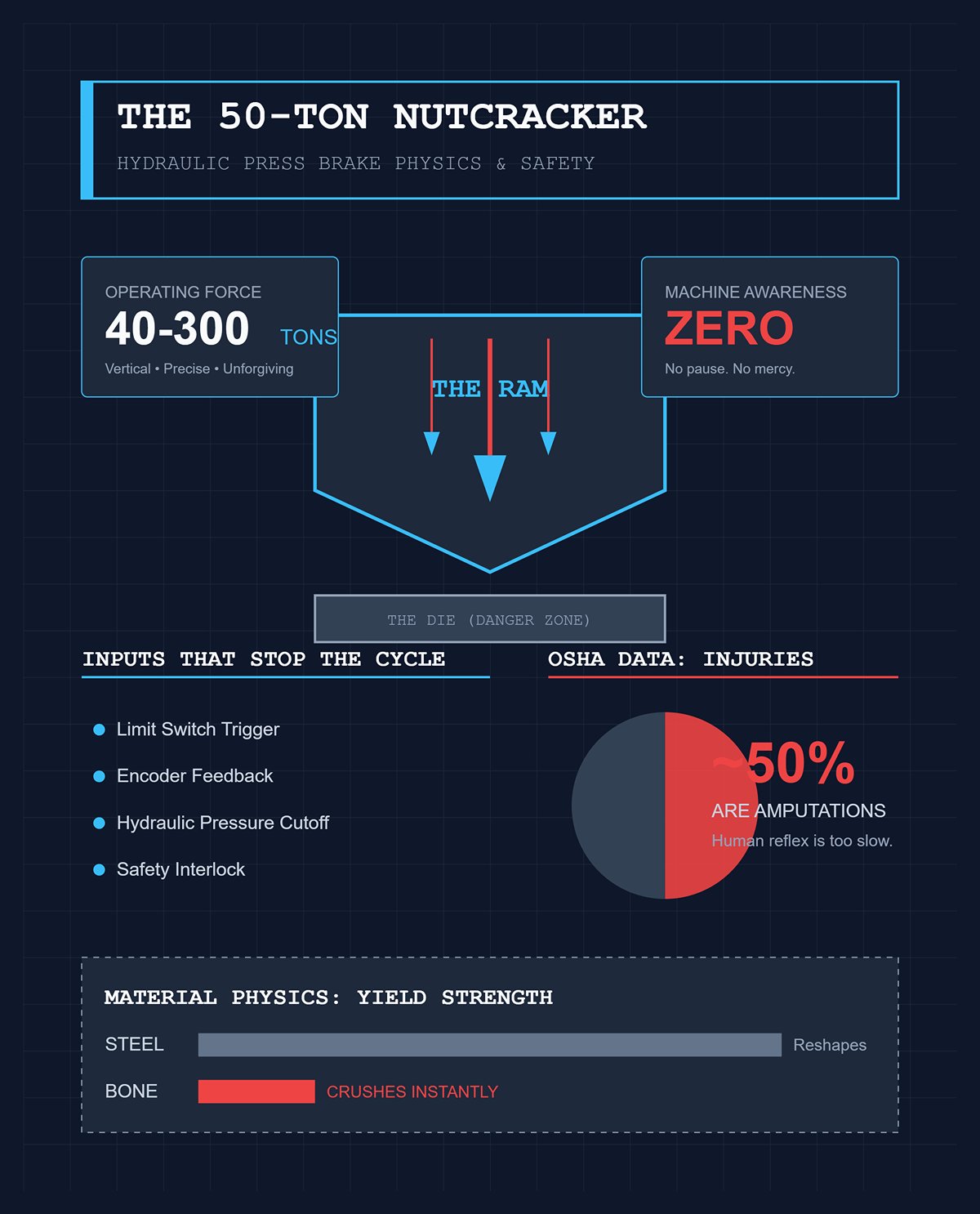
ラムの動きには人間的な意識はない。一度作動すると、設定された距離、力の限界、またはプログラムされた曲げ角度まで動作する。停止や減速ができるのは、リミットスイッチの作動、エンコーダーのフィードバック、油圧の遮断、または安全インターロックなどの入力だけだ。そうした介入がなければ、サイクルが終わるまで全力を加え続ける。鋼はこの圧力で変形するが、骨ははるかに低い降伏強度を持ち、同じように躊躇なく変形させられる材料に過ぎない。.
予測可能性は両刃の剣だ。OSHAの記録によれば、油圧プレスやベンダーに関わる怪我の約半数は切断である。これらの事故はほとんどが作業ゾーン——パンチとダイが接触する場所——で発生する。なぜならラムは設計通りに動き、人間の反射が必要とするわずかな秒数で逆転することはできないからだ。この事実を認めることは恐怖を植え付けるためではなく、足をペダルに触れる前に重要な位置取りと安全策を導くための堅固な精神的枠組みを構築するためである。.
ラムの制御システムは単純な前提で動作する:パンチとダイの間にあるものは意図された加工物であるということ。硬度の違い、手袋の有無、さらには人間の皮膚であっても、その判断を変えることはない。油圧回路はサイクルが完了するまでプログラムされた力を加える。声や突然の動き、近接は関係ない——安全ビームを遮断したり保護リレーを作動させない限り。.
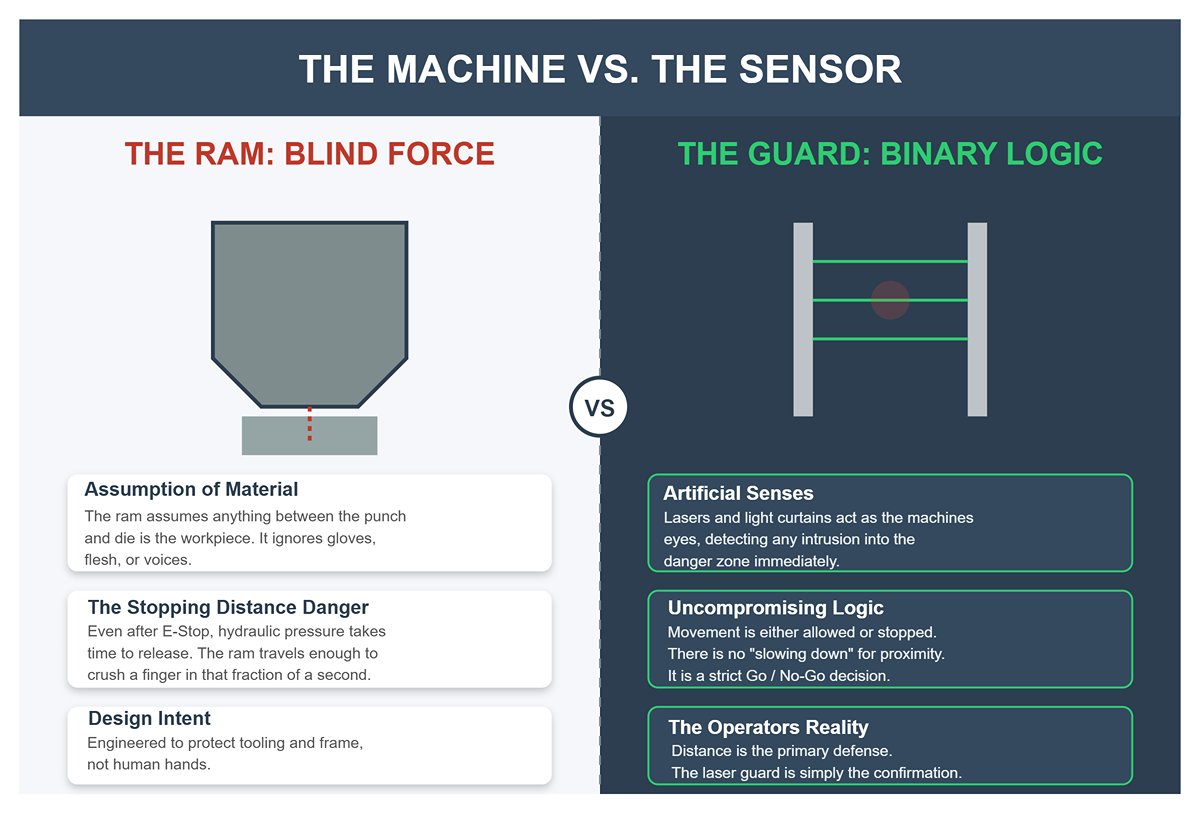
停止距離を考えると、この感度の欠如は際立っている。非常停止ボタンを押した後でも、ラムは油圧を解放する必要があり、その間に重要なわずかな秒数だけ動き続ける——人間の指の厚さをはるかに超えて押し潰すのに十分な時間だ。制御システムは工具や機械のフレームを過負荷から守るよう設計されており、手の予期せぬ存在に反応するようには設計されていない。.
安全機構は、妥協を許さない機械にある程度の「感覚」を与える。レーザーガード、ライトカーテン、Bゲートは人工的な感覚器として危険ゾーンへの侵入を検知し、即座に動作を停止または防止する。その論理はラムと同じく妥協を許さない:動作は許可されるか停止されるかのどちらかであり、「近いから」遅くなることはない。この現実を理解しているオペレーターは、工具から完全に距離を保つことが最良の防御であり、レーザーガードはその確認に過ぎないと知っている。.
一日の始まりには、ベンダーのセットアップを最重要の安全機会として扱うべきだ。一度ラムが動き始めれば、安全な生産と怪我の間にある障壁はガードシステムと自分自身の警戒心だけになる。.
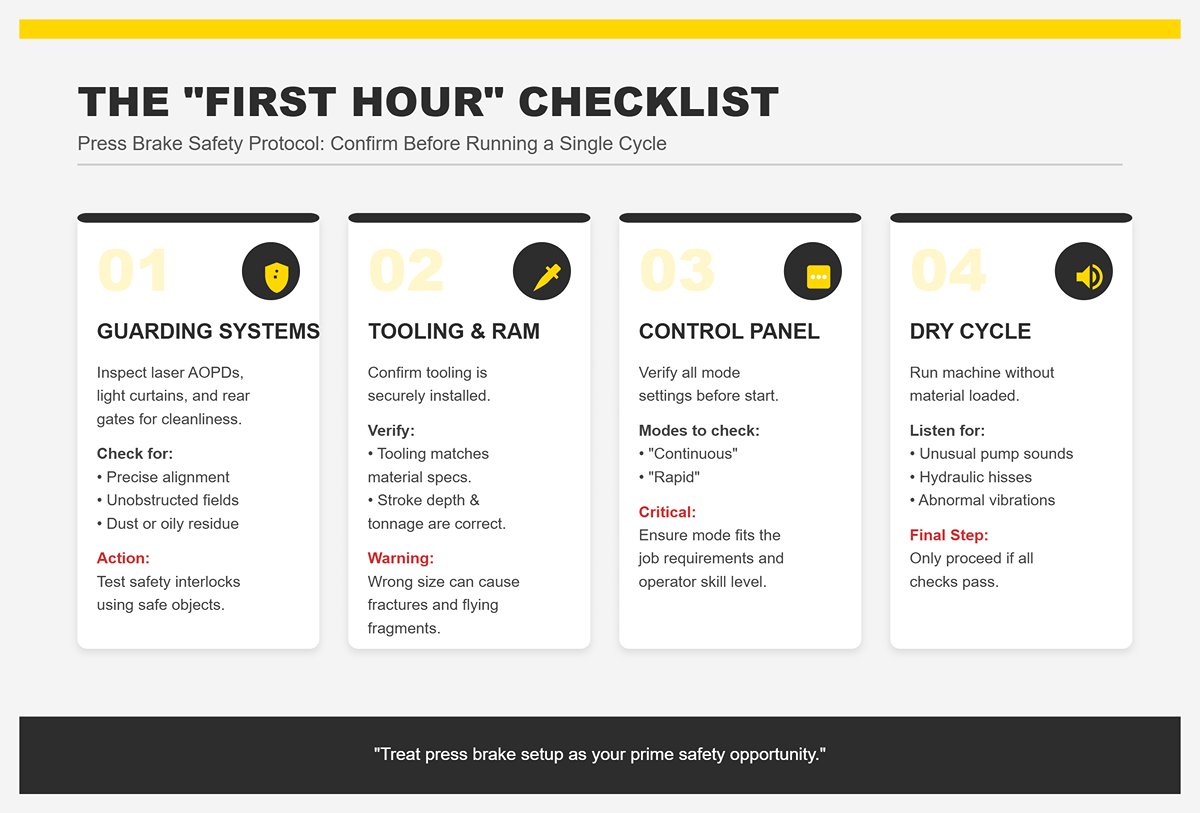
レーザーAOPD、ライトカーテン、後部ゲートなどのガード装置を清潔さ、正確な位置合わせ、検知フィールドの障害の有無について点検する。埃、油汚れ、取り付け位置のずれは性能を損ない、誤ってクリア信号を出すことがある。安全インターロックは安全な物体を使ってテストし、正しく反応することを確認する。.
すべての工具がしっかりと取り付けられ、当日の材料仕様に適していることを確認する。サイズの間違ったパンチやダイは材料を予測不能に破壊し、鋭い破片を飛ばす可能性がある。ラムのプログラムされたストローク深さとトン数が材料の厚さと引張強度に正しく対応しているか確認する。.
制御パネルのモード設定を確認する。「連続」や「高速」などのモードは、問題が発生した場合に介入できる時間を大幅に短縮する。選択したモードが作業要件と関係者全員の技能レベルに適していることを確認する。.
実際の生産を始める前に、材料を載せずに機械を空運転し、作業エリアから十分に離れる。ポンプからの異音、油圧のヒス音、異常な振動に注意する。これらは精度と安全性を脅かす問題の兆候である可能性がある。すべてのチェックが合格して初めて材料を置き、フットペダルを踏み、ラムを作動させる。この一貫した規律は設備への尊敬を育み、恐れを機械の信頼性と自分の技能への自信へと変える準備習慣となる。.
製造図面には寸法、公差、材料種類、仕上げ指示などの詳細が詰まっているが、油圧ベンダーに影響するのはその一部だけだ。オペレーターとしての最初の責任は、図面を曲げに影響する要素に絞り込むことだ:材料の種類と厚さ、曲げ角度、必要な内半径、フランジ長さ、曲げ順序。これらの基本値が使用する工具、トン数計算、バックゲージの位置を決定する。.
これらの重要な詳細を誤解したり見落としたりすると、失敗の連鎖が始まる。厚さの間違いはトン数設定の誤りにつながり、曲げ順序の読み間違いは初期の曲げ後に部品が工具に衝突し、やり直しを強いることがある。プログラム調整によって実行中に修正できるエラーもあるが、工具選択の誤りやトン数計算のミスは部品の廃棄やラムやベアリングの損傷につながる。正確さはこの段階で作業物と油圧システムを守る——巨大な力をゼロの妥協で伝える機械だからこそ。.
ステンレス鋼の厚さ1.0 mmで、内部半径が小さい図面を考えてみましょう—これは、同じ厚さのアルミ板とは異なる工具を必要とします。ステンレス鋼はスプリングバックが大きいため、トン数表をその特性に応じて解釈する必要があります。経験豊富なオペレーターが、図面を幾何学的な観点だけでなく機械的な観点から読むために専用の時間を割くのはこのためです。目的は、視覚的な仕様をプレスブレーキの操作言語に変換することです。.
曲げ加工では、ポンチが曲げの上側を形成し、ダイが下側を形成します。ダイの肩の間の幅—ダイ開口部と呼ばれる—が、板材が圧力にどう反応するかを決定します。信頼できる指針は「8倍ルール」です。標準的なエア曲げでは、材料の厚さの約8倍のダイ開口部を選びます。開口部を狭くすると、ある程度までは精度が向上しますが、必要トン数が大幅に増加し、過負荷のリスクが高まります。逆に開口部を広くするとトン数は減りますが、曲げ精度が低下し、曲げ半径が大きくなりすぎることがあります。.
例えば、厚さ3 mmの軟鋼パネルを考えてみましょう。8倍ルールによれば、理想的なダイ開口部は24 mmです。これを12 mm(4倍)に減らすと、必要トン数が約200〜300%増加し、ラムや工具寿命に余分な負荷を与えます。36 mm(12倍)に増やすと、曲げは平坦になり、仕様を満たすために過曲げが必要となり、サイクル時間が増加し、ばらつきが生じます。.
この原則は単なる訓練室の知識ではなく、荷重、たわみ、材料の降伏強度という物理に基づいています。不要に逸脱すると、機械的ストレス、油圧部品の早期摩耗、品質の低下を招きます。もし生産要求がルールを超える必要がある場合—例えば特殊な設計を実現するため—は、機械の定格容量を理解した上で意図的に行うべきです。.
バックゲージは材料の精密位置決め装置として機能し、各ブランクが曲げ前に正しく配置されることを保証します。その精度は、後続の曲げが完璧に揃うか、徐々に歪むかを決定します。最初にプログラムされたストップは極めて重要で、そこからすべてのオフセットが計算されます。最初のストップを誤ると、工程全体で小さな誤差が蓄積します。.
4回曲げるL字型部品を製作する場合を想像してください。最初のフランジがバックゲージ設定の不正確さで0.5 mmずれていると、その誤差は再配置のたびに繰り返され、最終的なフランジ長が2〜3 mmずれる可能性があります。厳しい公差のプロジェクトでは、その差が合格と廃棄の分かれ目になることもあります。.
校正では、工具の位置合わせ、ラムストロークの制限、適切な板材支持を考慮する必要があります。バックゲージのフィンガーは材料に正確に接触し、たわみやねじれを避けるべきです。バックゲージ駆動部の緩みやストップ面の不良位置合わせといった隠れた不正確さは、精度を急速に損ないます。熟練のオペレーターは、生産開始前に視覚的な位置合わせと試し合わせの両方で最初のストップを確認し、すべての曲げが確実で正しい基準点から始まるようにします。.
スクラップ試験は単なる安全策ではなく、意図的で管理された試行です。入念なセットアップを行っても、材料の不均一性、スプリングバック、工具摩耗などの変数が曲げ角度やフランジ長を狂わせることがあります。重要でないブランクで試し曲げを行うことで、セットアップを検証し、生産部品を機械に投入する前に潜在的な問題を発見できます。.
このステップに生産部品を使うことは絶対に避けてください。曲げが間違っていれば、材料と準備作業の両方を無駄にします。スクラップ試験は、過曲げや不足曲げ、ねじれ、表面の傷といった問題を明らかにします。また、わずかに摩耗したポンチによる曲げ半径の変化や、繰り返しストロークによる油圧のドリフトなど、静的チェックでは見逃す可能性のある微妙な問題も露呈します。.
スクラップ試験はプログラムの微調整時に特に有効です。試験後のラム深さやバックゲージ位置の調整は数分で済みますが、誤って曲げられた生産部品の修正には数時間かかり、顧客への納期遅延を招くことがあります。大量生産でも、スクラップ曲げに2分投資することで、大きなダウンタイムや高額な再加工を防げます。.
セットアップの最初の15分が、その後のすべてのサイクルの精度と効率を決定します。油圧プレスブレーキ作業では、工具と油圧が瞬時に20トン以上の力を発揮できるため、正確な精度で始めることが不可欠です。図面の読み間違い、8倍ルールを適用せずに工具を選択、バックゲージのいい加減な配置、スクラップ試験の省略といったミスは、材料や設備の損失を必ず招きます。.
ここでの進歩は、単に準備ができている状態から、一貫した信頼性を達成する状態への移行です。これらのセットアップ手順を厳守することで、単に 安全な操作を 定義するだけでなく、すべての曲げが完璧に始まり、指定された公差を満たし、プレスブレーキを最適に稼働させる条件を積極的に作り出します。この15分は無駄な時間ではなく、現場で遭遇する可能性のあるすべての回避可能な問題への予防策です。.
現代の油圧プレスブレーキ作業では、エアベンディングが精度と効率を兼ね備えた理由から好まれる技術となっています。この方法では、パンチをワークピースの上に配置し、ダイの底面に接触する手前で停止します。CNCシステムが希望する角度を得るために必要なラムの深さを正確に計算し、スプリングバックを自動的に補正します。エアベンディングは工具と材料の両方への負荷を大幅に軽減し、工具寿命を延ばし、一定の精度を提供します—オペレーターによる絶え間ない微調整を必要とせずに。.
一方、ボトミングはパンチと材料をダイにしっかり押し込み、角度が完全に形成されるまで行います。厚い材料や非常に短いフランジなど、用途によっては有効ですが、必要なトン数が劇的に増加し、摩耗が加速します。多くのオペレーターはスプリングバックを打ち消すために部品をボトミングしてしまいますが、真の解決策は適切な工具の選択にあります—例えば、曲げの戻りを制御するために85度のパンチではなく88度のパンチを選ぶなど—材料に過剰な力を加えるのではなく。.
サーボ駆動ラムシステムでは、今日の機械は±0.01 mm以内の位置精度を維持します。実際には、すでに正確な角度を提供していることを意味し、材料を完全に平らにしようとするとワークピースや工具を損傷する危険があります。オペレーターの役割は、感覚で角度を調整することではなく、材料が正確にバックゲージに接触していること、そして工具が作業に適合していることを確認することです。.
| 側面 | エアーベンディング | ボトミング |
|---|---|---|
| 技術 | パンチはワークピースの上で停止し、ダイの底面には接触せず;CNCが正確なラム深さを計算しスプリングバックを補正 | パンチと材料をダイにしっかり押し込み、角度が完全に形成されるまで行う |
| 精度と正確さ | CNCとサーボ制御による高精度;±0.01 mmの位置精度を維持 | 精度は出せるが、工具選択ではなく力でスプリングバックを打ち消すために使われることが多い |
| 工具と材料への負荷 | 負荷を軽減し、工具寿命を延ばし、オペレーターによる絶え間ない微調整なしで一定の精度を維持 | 高負荷で、工具と材料の摩耗が増加 |
| 必要トン数 | 必要トン数が少ない | 必要トン数が劇的に増加 |
| スプリングバック管理 | CNCによる補正または適切な工具(例:88°パンチ)で曲げ戻りを制御 | 適切な工具選択ではなく、スプリングバックを力で消そうとする誤用が多い |
| オペレーターの役割 | 適切な工具と材料がバックゲージに正しく接触していることを確認 | 手動での角度調整が多く必要になる場合があり、完全に平らにしようとするとワークピースや工具を損傷する危険がある |
| 理想的な使用例 | 一般的な精密曲げ加工;多様な材料での効率性 | 厚い材料や極端に短いフランジ |
古いプレスブレーキでは、ラムが急降下するとシートの自由端が跳ね上がることがあり、この動きは「ウィップアップ」と呼ばれ、安全リスクや材料損傷の可能性を伴います。怪我を避けるため、作業者は十分に距離を取り、離れた位置からシートを支えていました。対照的に、現代の油圧システムはラムの加速と減速を慎重に制御し、この現象を大幅に減少させています。自動曲げシーケンスや制御された接近速度などの高度な機能により、予期せぬ動きはさらに最小化されます。.
この進歩によって危険は減少しましたが、手の配置は依然として重要です—ただし理由は異なります。シートの動きに対して支えるのではなく、作業者の目的は安定性と精密な位置合わせを維持することです。手はピンチポイントから離れ、シートに軽く触れる程度にして、機械のガイドされた動きに逆らうことなく横滑りを防ぎます。バックゲージに向かって立つ位置は、端の座りと曲げの進行を明確に確認でき、作業者の腕や胴体を安全に工具領域の外に保ちます。.
この方法は機械的な技術だけでなく心構えにも関係します—作業者の役割を「反力」ではなく「ガイド」として捉えるのです。機械に曲げを任せることで不要な身体的負担を排除し、ゲージ接触の適正、材料の清潔さ、ラムのプログラムされた経路を妨げるものがないかなど、重要な要素に集中できます。.
かつては作業者の速度はフットペダルの操作の巧みさに結びついていました—ラムの接近を加速させるために慎重にペダルを踏み込み、目標の曲げ深さに達すると減速するという方法です。現代のプレスブレーキは最大260 mm/sの高速接近を動作プロファイルに組み込み、曲げ時には自動的に精密な減速を開始します。タイミングは機械が処理するため、ペダル操作を急ぐと安全インターロックを回避してしまったり、シーケンスを乱す危険があります。.
今日では「速い」の定義は「一貫している」と同義です。最も生産性の高い作業者はペダルを単純なオン・オフ制御として扱い—押す、保持する、離す—曲げ間で材料を迅速かつ正確に移動・位置合わせすることに集中します。時間の節約は、自信のあるセットアップ、バックゲージへの迅速かつ正確な位置合わせ、そして位置ずれや曲げミスによる時間のかかる修正を避けることから生まれます。.
ペダルが作動すると、油圧システムのプログラムされたロジックが完全に制御を引き継ぎます。機械を「助ける」誘惑に抗うことで、作業者は次の曲げに集中し、曲げ精度を確認し、タグや書類が生産フローに沿っているかを確認できます。大量生産では、この規律あるアプローチが全体の稼働時間を短縮します—機械の速度を上げるのではなく、作業者の動作を合理化することで。.
曲げの順序は個人の好みではなく、許容誤差の蓄積を防ぎ、作業フローの問題を避けるために重要です。すべての曲げは次の曲げの形状に影響し、角度の精度が完璧でもフランジ長のわずかな違いが積み重なることがあります。曲げ順序が悪いと、これらの誤差が最終フランジに現れ、再加工なしでは修正できなくなります。.
経験豊富な作業者は図面から直接順序を計画し、寸法のわずかな違いが部品全体に分散されるように曲げを配置します。これは多くの場合、最大のフランジから始めたり、バックゲージに長く接触させるように曲げを整理することを意味します。安定したバックゲージ接触を維持することで、部品の形状が複雑になる前に各曲げが一貫して位置決めされます。.
高度なクラウニングや自動補正があっても、曲げ順序は部品が組立時に適合するかどうかを決定します。角度が正確でも、累積誤差が穴位置、タブ長、接合角度をずらすと部品は失敗します。ここで作業者の完成品への理解がプロセスの成功を直接左右します。.
多くの研修プログラムでは依然として手作業の巧みさ—手で曲げを誘導し、ペダル速度を調整する—を強調していますが、今日のサーボ制御システムではその考え方が制御よりも誤差を招くことがあります。より良い始め方は、曲げサイクルのどの時点で自動化が引き継ぐのかを正確に見極め、意識的に干渉しないようにすることです。.
スプリングバックを管理するための工具を選び、底押しで余分なトン数をかけるのではなく、手をピンチゾーンから離して不要な抵抗を加えないようにし、ペダルは意図通りに操作して速度を手動で変えず、曲げ順序を計画して許容誤差を賢く分散します。要するに、機械と協力して作業し、逆らわないことです。機械的な「修正」からガイドされた精密作業へと移行した作業者は、スループットを向上させ、工具寿命を延ばし、疲労や安全リスクなしに一貫して正確な部品を提供する傾向があります。.
スプリングバック—曲げ後に金属が弾性的に元の形に戻ろうとする傾向—は角度の不一致の主要な原因です。フランジが許容範囲を超えて戻る場合、作業者は工程が進む前にそれを見抜く必要があります。例えば、コントローラーが90°を目標にしているのに自由フランジが92〜93°を示す場合、それは軟鋼の弾性によるものです。多くの生産現場では、低炭素鋼を約2〜3°過剰に曲げることが標準であり、高強度材料では比例してより大きな過曲げが必要です。特定の高強度合金では、断面や使用するダイによって4〜6°必要な場合もあります。.
材料のばらつきは、もう一つ頻繁に発生する原因です。同一の機械設定でも、新しいコイルや仕入れロットを使用すると異なる角度が出ることがあります。ロットごとの降伏強度の変化は、スプリングバックの挙動を突然変化させることがあり、仕様内であっても引張特性のわずかな変化が目に見える角度変化を生むことがあります。新しい材料ロットは新しいセットアップとして扱い、そのロットのスクラップを使ってテストを行い、良品を生産に投入する前に確認してください。.
ダイ幅はスプリングバック制御において重要な役割を果たします。推奨よりもはるかに広いVダイは曲げ半径と弾性回復を増加させ、プログラムだけで角度補正を行うことを難しくします。材料厚さの約12倍から8倍へとダイ開口を狭めることで、スプリングバックを最大40%まで減らすことができます。プログラムによるオーバーベンドにもかかわらず持続的なアンダーベンドが見られる場合は、機械の故障を疑う前に工具選択を見直してください。.
工具の状態は寸法と同じくらい重要です。先端が摩耗したパンチや、肩部が欠けたり損傷したVダイは、金属が工具に接触する方法を変え、均一な曲げでも目に見える角度差を生じさせることがあります。全体の中で一部分だけが常に1〜2度ずれている場合は、摩耗や損傷が原因である可能性が高いです。このような場合、CNCオフセット調整で補正するよりも、故障したダイを修理または交換する方が望ましいです。.
厚い材料や高強度材料では、トン数の計算ミスが、目立ちにくいが同様に問題となる失敗を引き起こすことがあります。それは曲げが塑性変形段階に完全に入らないことです。十分な力がなければ、何度同じ深さで打ち直しても、ワークはプログラムされた角度に達しません。これを避けるためには、材料の引張強度、厚さ、選択したダイ幅を考慮して正確にトン数を計算してください。.
いくつかの簡単な診断チェックは、オペレーターのトラブルシューティング速度を大幅に向上させます:
クラウニング — 荷重下でのたわみを打ち消すプレスブレーキの能力 — は、高トン数で長尺の均一な曲げを行うために不可欠です。適切な補正がないと、曲げ中にラムとベッドが逆方向にわずかに変形します:ベッドは下にたわみ、ラムは上に反ります。これにより中央の貫入が端よりも少なくなり、中央の曲げが意図よりも開き気味になります。.
簡単なテストでクラウニング問題を確認できます。左端から50〜100mm、中央、右端から50〜100mmの位置で角度を測定します。端が正確で中央が開いている場合はクラウニング不足です。端が正確で中央が過剰に締まっている場合はクラウニングが高すぎます。片側の端がもう一方と異なる場合、原因はラムの不整列や工具の不適切な設置であることが多いです。.
「フリップテスト」は原因特定に役立ちます。フランジを曲げ、どちら側に誤差が出るか確認します。その後、ワークを端から端へ反転させ、別のフランジを曲げます。反転後も同じ側のプレスブレーキで不具合が出る場合は、その側の機械や工具に問題があります。反転後も部品の同じ側が不具合を示す場合は、材料自体の厚さ不均一や硬度のばらつきが原因です。.
正確なクラウニング調整は、ワーク全長にわたって一貫した曲げ角度を維持するための鍵です。機械式でも油圧式でも、システムは特定の材料、ワーク長、トン数要件に合わせて微調整する必要があります。長尺部品でこのステップを省略すると、ほぼ必ず中央で角度のずれが発生します。.
表面の欠陥は避けられないものと見なされがちですが、その多くには明確で解決可能な原因があります。曲げ線に沿った痕は、摩耗したダイ肩部、工具に埋め込まれた砂粒、またはパンチ半径が小さすぎて限られた接触面に力を集中させることが原因です。工具上の小さなバリや凹みでも、完成品に目に見える欠陥を残すことがあります。.
定期的なダイとパンチのメンテナンスは簡単な解決策を提供します:全ての接触面が清潔で異物がないことを確認してください。ワークとダイの間に粒子が挟まると、圧力下で痕が残ります。ポリウレタンフィルムや薄い犠牲シートなどの柔らかいオーバーレイを使用すれば、セットアップに反映させる限り、曲げ角度に大きな影響を与えずに繊細な表面を保護できます。.
工具選択も表面仕上げに影響します。肩半径の大きいダイは接触力を広い範囲に分散させ、特に軟らかい金属で折り目や光沢痕の発生を減らします。コーティングされた板や鏡面仕上げの板では、研磨された工具に切り替えるか、中間保護層を適用するだけで外観を守ることができます。.
曲げゾーンを超えて走る傷は、配置や取り外しの際の引きずりによって発生することが多いです。バックゲージ面やサポートアームが清潔で滑らか、バリがないことを確認してください。積み込みや取り卸し時の丁寧な取り扱いと、継続的な清掃習慣を組み合わせることで、ほとんどの意図しない損傷を防ぐことができます。.
曲げ線に沿って発生する亀裂は、単なる表面の欠陥ではなく構造的な破損を示しています。最も一般的な原因の一つは、粒方向と曲げの関係です。圧延中、板金やプレート金属は粒構造を形成しますが、粒に平行に曲げると破損のリスクが高まり、特に硬化した合金や脆い合金では危険です。.
高額なミスを避けるための簡単な目視チェック方法があります。圧延痕やミルラインを探して粒方向を確認してください。可能な限り粒に対して垂直に曲げることで、粒が裂ける原因となる応力を減らせます。垂直に曲げられない場合は、曲げ半径を大きくして外側表面の引張ひずみを減らすか、より延性の高い材質を選びましょう。.
材料の厚さと硬度は亀裂の発生可能性を大幅に高めます。厚い断面はひずみを小さい領域に集中させ、高硬度の鋼は破断前に伸びる能力が低くなります。これらの材料特性に適したパンチ先端半径を選ぶことで、ひずみを曲げ全体に均等に分散できます。高価な部品の場合は、同じロットのスクラップで試し曲げを行い、高額なブランク材で作業する前にミスを防ぎましょう。.
一部の亀裂は微視的に始まり、仕上げや実際の使用時に拡大するまで隠れたままです。曲げ直後の慎重な検査で、早期警告の兆候を見つけることができます。例えば、微細な表面の裂けや、本来均一な光沢があるはずの曲げ部分に現れる鈍い斑点です。これらの欠陥を早期に発見すれば、欠陥が悪化する前に部品を修理したり工程を調整することが可能です。.
多くのトラブルシューティングマニュアルは重要な点を見落としています。曲げ角度の誤差、クラウニングの不一致、表面の傷、亀裂は、後の品質検査だけでなく完成品で直ちに発見できることが多いのです。プレスブレーキのオペレーターにとって最も価値ある習慣は、 工程内トリアージ—バッチの最初の一品を作ったら作業を止め、全長にわたって曲げ角度を確認し、表面を検査し、亀裂を探します。次に進む前に工具や機械設定を調整します。この一手間で、機械的、材料的、またはセットアップ上の問題をその場で発見し、数十個の部品が廃棄されるのを防げます。これは、機械の自動化と鋭い観察力を融合させて精度を維持する熟練オペレーターの技を示しています。.
防護は主要な安全層を提供しますが、全体的なリスク意識の代わりにはなりません。OSHA認定のシステム—アクティブ光電子保護装置(AOPD)、ライトカーテン、レーザースキャナー—は、ラム下降中にプレスブレーキの作業領域を監視し、危険ゾーンに何かが侵入した際に検知します。これにより、工具が閉じる際に手や指、その他の身体部位が挟まれるのを防ぎ、また、誤ってフットスイッチを押した場合やクラッチが固着するなどの機械的故障による事故も阻止できます。.
しかし、これらの保護システムは万能ではありません。プレスブレーキが作動していない状態で金型交換を行う際、工具の間に手を入れているときには保護されません。弾性の高い材料を曲げる際にワークピースが跳ね返るリスクを排除することもできませんし、バックゲージや機械側面での挟み込み危険から守ることもできません。サイクルを開始する前にクリアランスを目視確認する必要はなくならず、部品が予期せずねじれたり移動したりする原因となるセットアップミスからも守れません。.
真の安全は、防護を包括的なアプローチの一要素として使用することから生まれます—意図的な手の配置、バック搬送中の警戒、工具交換前のロックアウト/タグアウト遵守確認のための一時停止と組み合わせるのです。防護の限界を理解したオペレーターは、 防護の限界 を唯一の安全網として頼ることを避けます。これは、機械に頼る姿勢から技能と判断に頼る姿勢への転換です。.
冬に完璧な曲げができ、夏に曲げ角度がずれるのは偶然ではありません—原因はたいていメンテナンスの怠りです。油圧システムは注意が必要です。流体の粘度は温度によって変化し、シールは毎サイクル微細な摩耗を受け、微細な汚染物が徐々にリザーバーに蓄積します。これらの要因はラム速度や圧力の安定性に微妙な影響を与え、放置すれば角度精度の低下につながります。.
日々のルーチンが最大の防御策です。工具表面を清掃し、在庫をずらす原因となるバリを確認します。各シフトの開始時にラムの平行度を目視ではなくシクネスゲージで確認します。油圧流体の状態を毎週確認し—液量と透明度の両方—汚染が見える場合はメーカーの交換時期より早く交換します。バックゲージのリードスクリューやリニアガイドを毎月点検し、バックラッシュによる位置精度の低下を防ぎます。.
献身的な職人にとって、これらの点検は退屈な作業ではなく、保護的な投資です—機械が数週間前と同じ性能を今日も発揮することを保証します。絶対的な精度は達成できませんが、摩耗、ドリフト、汚染を静かに性能を阻害する前に対処すれば、安定した再現性のある結果は十分に可能です。.
経験とは単に年数を重ねることではなく、作業者が仕事をどのように論理的に考えるかに表れるものです。本当の能力を見極める最も効果的な方法の一つは、三つの的を絞った質問をすることです。
研修生がこれらの質問に自信と確かな理由をもって答えられるなら、単なる手順の暗記を超えて真の理解に到達しています。答えられない場合は、まだ動作を真似しているだけであり、予期せぬ事態が起こるまでは安全です。.
作業者は1日で部品の曲げを始め、1週間で基礎的な熟練を得て、1か月で完全な能力に到達できます。しかし、年収$36,000ドルのボタン押しから年収$56,000ドルの職人への飛躍は、単にペダルを踏むだけと、機械がなぜそのように反応するのかを理解することの間にある狭く意図的な差にあります。 正確に 機械がなぜそのように反応するのか。安全装置は命を守ります。メンテナンスは角度を維持します。正しい質問をすることで、工具よりも頭を鋭く保てます。.
これらのいずれかを怠れば、成功は運に頼ることになります。三つすべてを極めれば、精度と安全は確実になります。.


















