

Ein Kind in der zweiten Schicht tippte 0,250″ Baustahl in den glänzenden “One-Click”-Rechner der Firma ein. Ergebnis: 82 Tonnen. Die Maschine war für 100 Tonnen ausgelegt. Grünes Licht.
Mitten im ersten Biegevorgang sprang der Werkstattboden, als hätte jemand einen Amboss fallen lassen. Die Vierkantmatrize brach an der Schulter. Nicht abgesplittert. Gebrochen. Wir kehrten fünftausend Dollar in Hartmetall und zwei Wochen Vorlaufzeit zusammen.
Der Rechner hat nicht gelogen. Er beantwortete nur eine engere Frage als die, die dein Werkzeug am Leben erhält.
Das hat dieser Rechner tatsächlich gemacht.
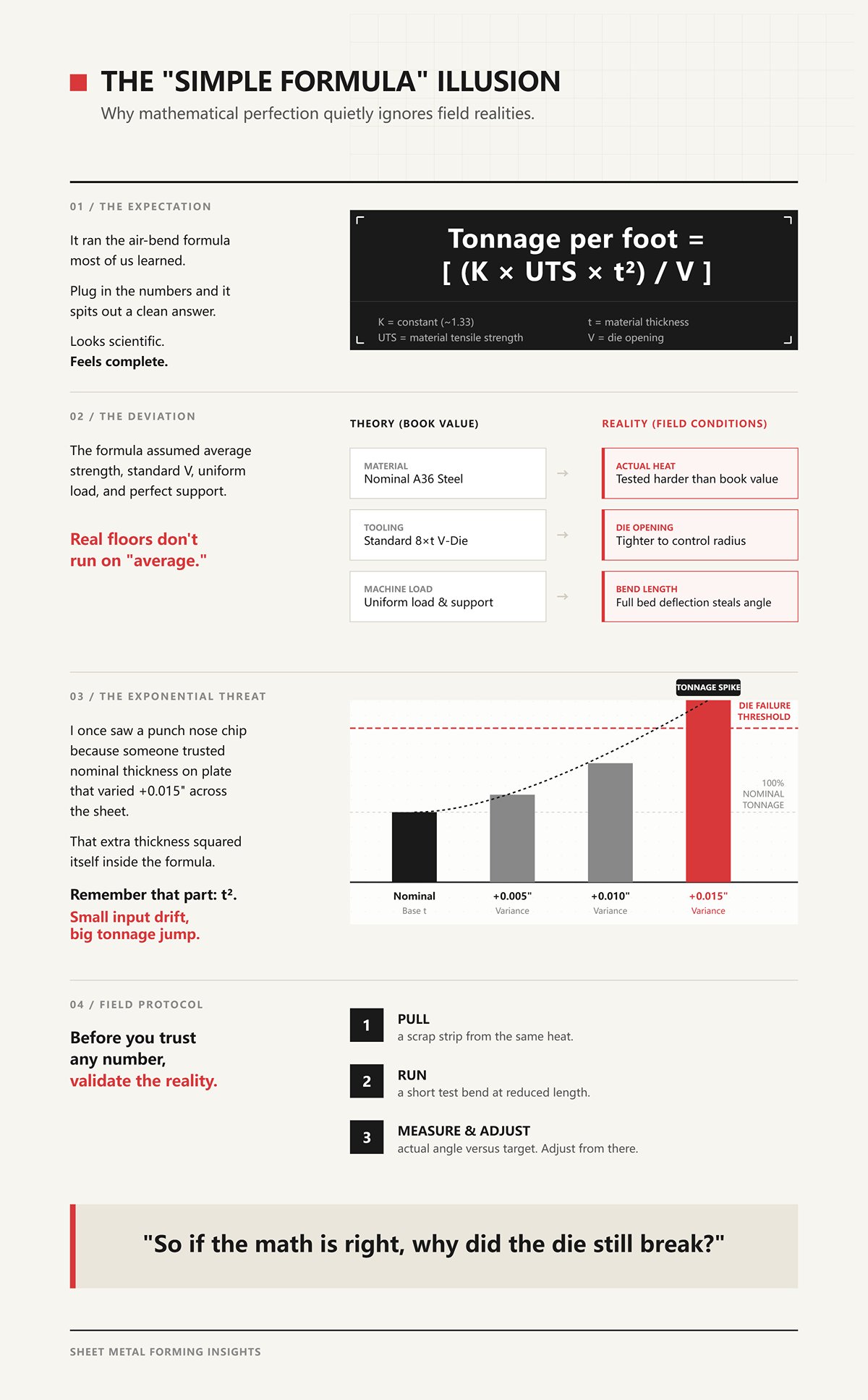
Er hat die Luftbiege-Formel verwendet, die die meisten von uns gelernt haben: Tonnage pro Fuß = [ (K × UTS × t²) / V ]
Wo:
[K] = Konstante (etwa 1,33 für Luftbiegen)
[UTS] = Materialzugfestigkeit
[t] = Materialstärke
[V] = Öffnung der Matrize
Zahlen einsetzen und es liefert eine klare Antwort. Sieht wissenschaftlich aus. Fühlt sich vollständig an.
Aber bei diesem Auftrag stand auf der Zeichnung “A36”. Das gelieferte Material hatte eine höhere Festigkeit als der Buchwert. Die Matrizenöffnung war nicht das nominale 8× der Stärke — sie war enger, um den Radius zu kontrollieren. Und die Biegelänge ging fast über das gesamte Bett, wo die Durchbiegung den Winkel stiehlt, es sei denn, man hat dynamische Bombierung perfekt eingestellt.
Die Formel ging von durchschnittlicher Festigkeit, standard V, gleichmäßiger Belastung, perfekter Unterstützung aus.
In echten Werkstätten gibt es kein “Durchschnitt”.”
Ich habe einmal gesehen, wie eine Stempelspitze abplatzte, weil jemand der nominalen Stärke bei einer Platte vertraute, die über das Blech hinweg um +0,015″ variierte. Diese zusätzliche Stärke wird im Inneren der Formel quadriert. Merke dir diesen Teil: t². Kleine Eingabeabweichung, großer Tonnagesprung.
Bevor du irgendeiner Zahl traust, zieh einen Schrottstreifen aus derselben Charge und mach einen kurzen Testbiegevorgang mit reduzierter Länge. Miss den tatsächlichen Winkel im Vergleich zum Sollwert. Passe von dort aus an.
Wenn die Berechnung stimmt, warum ist der Stempel trotzdem gebrochen?
Ein Rechner schätzt die Umformkraft. Eine sichere Einstellung beachtet die Grenzen von Maschine und Werkzeug.
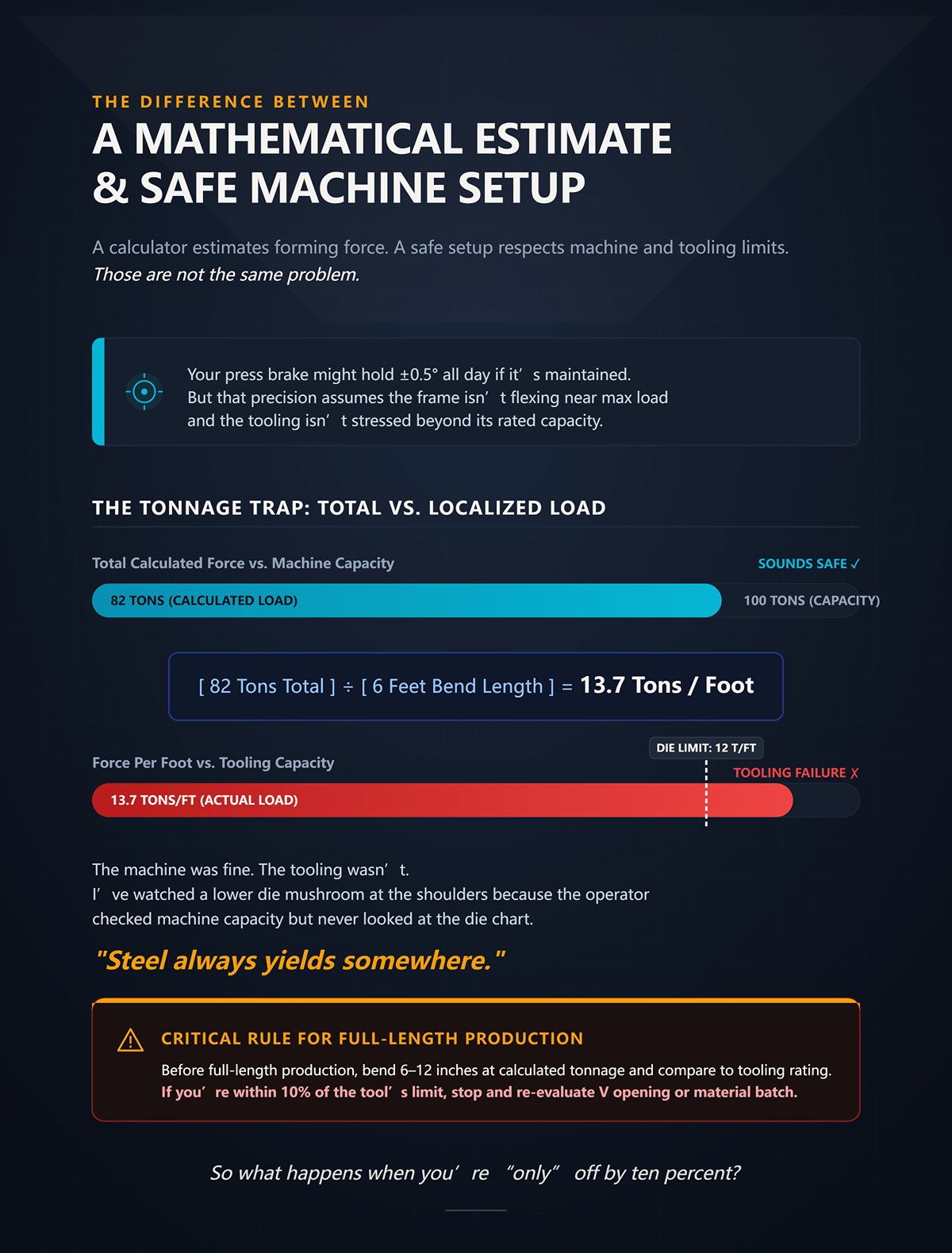
Das sind nicht dasselbe Problem.
Ihre Abkantpresse hält vielleicht ±0,5° den ganzen Tag, wenn sie gewartet wird. Vielleicht enger mit Laserfeedback und funktionierender Bombierung. Aber diese Präzision setzt voraus, dass der Rahmen bei nahezu maximaler Belastung nicht nachgibt und das Werkzeug nicht über seine Nennkapazität hinaus beansprucht wird.
Der Rechner hat uns insgesamt 82 Tonnen ausgegeben. Klingt sicher bei einer 100-Tonnen-Maschine.
Aber zerlegen wir es: [Gesamttonnage] ÷ [Biegelänge in Fuß] = [Tonnen pro Fuß]
Wenn wir 6 Fuß gefahren sind: [82 Tonnen] ÷ [6 ft] ≈ [13,7 Tonnen/Fuß]
Dieser Stempel war für 12 Tonnen pro Fuß ausgelegt.
Die Maschine war in Ordnung. Das Werkzeug nicht.
Ich habe gesehen, wie ein Unterstempel an den Schultern breitgedrückt wurde, weil der Bediener die Maschinenkapazität überprüft, aber nie in die Werkzeugtabelle geschaut hat. Die Presse hat überlebt. Der Stempel nicht. Stahl gibt immer irgendwo nach.
Vor der Vollproduktion biegen Sie 15–30 cm bei berechneter Tonnage und vergleichen Sie die erforderliche Kraft mit der Werkzeugbelastung pro Fuß. Wenn Sie innerhalb 10% der Werkzeuggrenze liegen, stoppen Sie und prüfen Sie die V-Öffnung oder die Materialcharge erneut.
Was passiert also, wenn Sie “nur” um zehn Prozent daneben liegen?
Nehmen wir an, der tatsächliche Bedarf lag bei 90 Tonnen. Der Rechner sagte 82. Das ist etwa ein 10%-Fehler.

Wenn Sie um 10% zu niedrig liegen, erhalten Sie inkonsistente Winkel. Rückfederung variiert. Teile laufen weg. Nervig. Der Schrottbehälter füllt sich langsam.
Wenn Sie um 10% zu hoch liegen, nahe einer Werkzeuggrenze, verteilt sich diese zusätzliche Last nicht höflich. Sie konzentriert sich an der Stempelspitze und den Schultern der Matrize — wie ein zu stark zusammengedrückter Feder zwischen ihnen. Stahl speichert diese Energie. Dann entlädt er sie in Risse.
Unterschiedliche Versagensarten. Sehr unterschiedliche Rechnungen.
Ich habe einmal gesehen, wie ein segmentierter Stempel sauber durchbrach, weil der Bediener die Tonnage “zur Sicherheit” erhöht hatte, nachdem er eine leichte Unterbiegung gesehen hatte. Er korrigierte den Winkel. Gleichzeitig verursachte er jedoch einen Spannungsspitze genau an der Segmentnaht. Ein lauter Knall. Drei Wochen Verzögerung.
Hier ist die Denkweise, die Sie ändern müssen: Der Rechner beantwortet “Welche Kraft biegt diese Dicke in dieser Matrize unter idealen Annahmen?” Sie müssen beantworten “Kann meine konkrete Maschine, mein konkretes Werkzeug und dieses konkrete Material diese Kraft über diese konkrete Länge überstehen?”
Bevor ein Produktionslauf nahe der Kapazität erfolgt, führen Sie einen kurzen Ausschusstest bei 80% der berechneten Tonnage durch, steigern Sie langsam, während Sie den Winkel und die Maschinenlastkurve beobachten, und überprüfen Sie dies anhand der Werkzeugbewertung in Tonnen pro Fuß.
Der Rechner ist nicht gefährlich, weil er falsch ist.
Er ist gefährlich, weil Sie aufgehört haben zu denken, nachdem er gesprochen hat.
Sie wollen einen systematischen Prozess, nicht noch eine Belehrung über “Seien Sie vorsichtig”.”
Gut. Dann beginnen wir damit, die Formel auseinanderzunehmen, bis Sie sehen können, wo sie Ihnen etwas vormacht.
Bei einem Auftrag vor einigen Jahren haben wir eine 3/16″ Platte gebogen, nichts Exotisches, langer gerader Flansch. Rechner sagte 58 Tonnen insgesamt. Die Maschine konnte 90. Der Bediener fühlte sich sicher. Mitten im Lauf driftete der Winkel, also zog er die V-Öffnung von 1,5″ auf 1,25″ zusammen, um den Radius zu kontrollieren, ohne die Kraft neu zu berechnen. Diese eine leise Änderung trieb die Tonnage so hoch, dass die Punznase absplitterte. Kein Drama. Nur ein Haarriss, der zwei Tage später zu einem Riss wurde.
Gleiche Dicke. Gleiches Material. Andere Matrizenöffnung.
Das ist der Punkt, an dem die Basisformel ihren Wert beweist — und wo sie träge Eingaben bestraft.
Die Standard-Luftbiege-Gleichung, die die meisten in der Branche verwenden, sieht so aus:
Tonnage = (K × Zugfestigkeit × Dicke² × Biegelänge) ÷ Matrizenöffnung
Schreiben Sie es in Langform. Vertrauen Sie nicht der Box auf dem Bildschirm. Wenn Sie die Variablen sehen, sehen Sie die Fallen.
Lassen Sie uns wie ein Mechaniker arbeiten, nicht wie ein Magier.
Nehmen wir einen realen Fall:
Gehen Sie es jetzt Schritt für Schritt durch:
Umrechnen in Tonnen: [9.975 ÷ 2.000] ≈ 5 Tonnen/Fuß
Über 4 Fuß: ≈ 20 Tonnen insgesamt.
Sauber. Vorhersehbar. Sieht harmlos aus.
Ändern Sie nun einen Eingabewert.
Verengen Sie das V von 2,0 in auf 1,25 in, weil Sie einen kleineren Innenradius wollen. Alles andere bleibt gleich.
Nur der Nenner bewegt sich:
[19.950 ÷ 1,25] = 15.960 lb pro Fuß ≈ 8 Tonnen/Fuß Insgesamt ≈ 32 Tonnen
Sie haben die Dicke nicht geändert. Sie haben das Material nicht geändert. Sie haben die Geometrie geändert — und die Kraft sprang grob um 60%.
Ich habe einmal zugesehen, wie eine Vierfach-Matrize sauber an der Schulter riss, weil jemand das V halbierte, um den “Federweg zu kontrollieren”, und vergaß, dass V im Nenner steht. Schrumpft der Nenner, schwillt der ganze Bruch. Diese Matrize ist nicht gescheitert, weil Stahl mysteriös war. Sie ist gescheitert, weil jemand Geometrie wie eine kosmetische Wahl behandelte statt wie einen Kraftmultiplikator.
Bevor Sie einer Zahl vertrauen, ziehen Sie einen Schrottstreifen aus derselben Charge und machen Sie einen kurzen Probebogen bei reduzierter Länge.
Schauen Sie jetzt zurück auf diese Gleichung. Welche Variable driftet am wahrscheinlichsten, ohne dass Sie es bemerken?
Aber bei diesem Auftrag stand im Plan “A36”.”
Dieses Etikett täuscht mehr Werkstätten, als schlechte Mathematik es je getan hat.
Die meisten Diagramme und Rechner gehen von “Weichstahl” mit einer Zugfestigkeit von etwa 60.000 psi aus. Manche Chargen von A36 liegen nahe dran. Manche nicht. Ich habe Prüfzertifikate mit über 70.000 psi gesehen. Das ist nichts Exotisches. Das ist Realität der Lieferkette.
Gehen Sie zurück zu demselben Beispiel und ändern Sie nur die Zugfestigkeit (UTS):
Verwenden Sie statt 60.000 psi 72.000 psi.
Führen Sie die gleichen Schritte aus:
≈ 6 Tonnen/ft Gesamt ≈ 24 Tonnen
Sie haben gerade 4 Tonnen zur Arbeit hinzugefügt, indem Sie nichts außer der tatsächlichen Festigkeit der Charge geändert haben.
Und das ist, bevor wir über Edelstahl sprechen, bei dem sowohl die Zugfestigkeit als auch der Rückfederungswert steigen. Die Kraft steigt, der erforderliche Überbiegewinkel steigt, und Ihre “Weichstahl-Basisannahme” wird zu einer höflichen Fiktion.
Ich habe einmal gesehen, wie ein segmentierter Stempel genau an einer Abschnittsnaht brach, weil der Bediener die Tonnage erhöhte, um die Rückfederung bei einer härter als erwartet ausgefallenen Charge auszugleichen. Er korrigierte den Winkel. Er speicherte auch mehr elastische Energie in dieser geladenen Feder zwischen Stempel und Matrize. Stahl vergisst nicht. Er gibt diese Energie in den schwächsten Querschnitt ab.
Die Formel ist nicht falsch. Sie ist blind. Sie geht davon aus, dass Sie ihr die Wahrheit gefüttert haben.
Bevor Sie sich zu einer Produktion in voller Länge verpflichten, überprüfen Sie die Zugfestigkeit mit dem Materialzertifikat und führen Sie einen kurzen Probe-Biegeversuch mit reduzierter Länge durch, um die tatsächliche Rückfederung gegen Ihre Annahme zu bestätigen.
Wenn die Festigkeit abweichen kann und Geometrie die Kraft vervielfachen kann, was passiert, wenn wir stillschweigend Einheiten mischen?
Hier ist ein Beispiel, das keinen Lärm macht, bis etwas bricht.
Ein Junge in der zweiten Schicht gab 0,250 in einen Rechner ein, der auf metrischen Modus eingestellt war. Das Dickenfeld zeigte “mm”. Er meinte Zoll. Die Maschine sah 0,250 mm — etwa zehn Tausendstel Zoll. Das Ergebnis war lächerlich niedrig. Er bemerkte es nicht, weil die Gesamttonnage immer noch “vernünftig” aussah.”
Die Konstante K in dieser Formel ist nicht universell. Sie ändert sich mit den Einheitensystemen, weil die Mathematik Materialfestigkeit, Geometrie und Umrechnungsfaktoren zusammenfasst. Im imperialen Luftbiegen sieht man oft K um 1,33. In metrischen Formulierungen kann die Konstante etwa wie 1,42 aussehen — aber das setzt MPa, Millimeter und Meter in bestimmten Kombinationen voraus.
Mischen Sie Zoll mit MPa oder Millimeter mit psi und Sie erhalten keinen kleinen Fehler.
Sie erhalten Müll mit Selbstvertrauen.
Führen Sie einen einfachen Vergleich durch:
Wenn die Dicke 6 mm (≈0,236 in) beträgt, aber jemand “6” eingibt und an Zoll denkt, wird der quadrierte Term zu:
Korrekt: [0,236²] ≈ 0,0557
Falsch (6 Zoll angenommen): [6²] = 36
Das ist kein Rundungsfehler. Das ist eine Kraftsteigerung um ungefähr den Faktor 646, bevor der Rest der Gleichung überhaupt reagiert.
Ich habe Unterwerkzeuge aufpilzen sehen, weil jemand einen metrischen Tabellenwert in ein imperialen Arbeitsblatt kopierte, ohne die Konstante anzupassen. Die Maschine beschwerte sich nicht. Das Werkzeug schon.
Einheiten sind keine Buchhaltung. Sie sind strukturell.
Bevor Sie die Produktion starten, bestätigen Sie das Einheitensystem, bestätigen Sie die Konstante und führen Sie eine kurze Probebiegung mit reduzierter Länge durch, während Sie die tatsächliche Maschinenlast im Vergleich zu den prognostizierten Tonnen pro Fuß beobachten.
Jetzt haben Sie gesehen, wie sich die Dicke quadriert, wie die Öffnung der Matrize die Kraft teilt, wie die Zugfestigkeit sie skaliert und wie sich Konstanten mit den Einheiten ändern.
Die Formel funktioniert – wenn jeder Eingang die physische Realität widerspiegelt.
Also, was passiert, wenn Materialqualität und Matrizen-Geometrie in Weisen interagieren, die die Basisgleichung nicht laut genug verstärkt?
Eine Werkstatt, in der ich gearbeitet habe, bearbeitete die ganze Woche 3/8 Weichstahl durch eine 3,0-Zoll-Matrize. Der Rechner sagte 55 Tonnen über 6 Fuß. Die Maschine war eine 90-Tonnen-Maschine. Komfortabel. Am Freitagnachmittag wechselten sie auf 3/8 Edelstahl und “um den Radius eng zu halten”, reduzierten sie auf eine 2,0-Zoll-Matrize, ohne das Programm zu ändern. Gleiche Biegelänge. Gleiche Dicke. Gleiche Betreiber-Sicherheit.
Der Stößel erreichte den Boden und das Lastmessgerät stieg wie ein Drehzahlmesser mit feststeckendem Gas.
Gehen wir es sauber durch, damit Sie sehen, wo die Basis lügt, indem sie etwas weglässt.
Luftbiegetonnage, vereinfacht, basiert auf diesem Gerüst:
Kraft ∝ [Zugfestigkeit × t² × L] ÷ V
Wobei Zugfestigkeit = tensile strength, t = Dicke, L = Biegelänge, V = Matrizenöffnung
Ändere jetzt zwei Dinge gleichzeitig – so wie es in der echten Produktion gemacht wird.
Nimm eine 3/8 Zoll Platte: [t = 0.375] [t²] = 0.1406
Weicher Stahl bei 60.000 psi, 6 ft Biegung, V = 3,0 Zoll:
[60.000 × 0.1406] = 8.436 Multipliziere mit Längenfaktor (6 ft): [8.436 × 6] = 50.616 Teile durch V: [50.616 ÷ 3,0] ≈ 16.872 lb pro ft äquivalent. Nenne es grob 51 Tonnen insgesamt, nachdem sich konstante und Einheitfaktoren ausgeglichen haben.
Nun wechsle zu Edelstahl mit 85.000 psi und verkleinere V auf 2,0 Zoll:
Du hast nicht “ein bisschen hinzugefügt”. Du hast den Nenner-Effekt nahezu verdoppelt und gleichzeitig den Zähler erhöht. Die Maschine, die bei 50 Tonnen gemütlich arbeitete, flirtet jetzt mit über 80 Tonnen, bevor die Rückfederungskorrektur berücksichtigt wird.
Das ist der Punkt, an dem dich der universelle Rechner in die Irre führt. Er zeigt einen sauberen Output – aber in der realen Welt bewegen sich Materialqualität und Werkzeuggeometrie nicht unabhängig voneinander. Sie addieren sich.
Und wenn sie sich addieren, spürt das Werkzeug jedes einzelne Pfund.
Bevor Sie einer Zahl vertrauen, ziehen Sie einen Schrottstreifen aus derselben Charge und machen Sie einen kurzen Probebogen bei reduzierter Länge.
Also, wo passt die komfortable 8×-Dickenregel in dieses Durcheinander?
Ich habe einmal einen 1/2 Zoll Plattenauftrag gesehen, der nach der 8×-Regel kalkuliert wurde, ohne dass jemand die Tonnage pro Fuß überprüft hat. Der Kalkulator wählte eine 4 Zoll V, weil “8× halber Zoll”. Auf dem Papier ordentlich. In der Werkhalle jedoch erreichte die Abkantpresse die Entlastung in der Mitte des Hubs und blieb stehen. Uns fehlten 25 Tonnen – und die Stempelschulter bezahlte für den Optimismus.
Die 8×-Regel sagt: V ≈ 8 × t
Es ist eine geometrische Abkürzung. Keine Kraftgarantie.
Warum funktioniert sie so oft? Weil bei gewöhnlichem weichen Stahl – sagen wir 11 ga bis 1/4 Zoll – ein 8× V normalerweise den Innenradius bei etwa 1× der Dicke hält und die Tonnage innerhalb der Annahmen der Standardtabellen bleibt (typischerweise 5× bis 19× Dickenfenster).
Aber Dicke skaliert nicht brav.
Denke daran: Die Kraft wächst mit [t²].
Doppelte Dicke: Wenn t zu 2t wird, dann wird [t²] zu 4t². Die Kraft vervierfacht sich ungefähr.
Also bei 1/4 Zoll: handhabbar. Bei 1/2 Zoll: viermal die Last. Bei 3/4 Zoll: neunmal die Last von 1/4 Zoll.
Die 8×-Regel skaliert V linear. Die Kraft skaliert mit dem Quadrat der Dicke.
Diese Diskrepanz ist der Punkt, an dem es schiefgeht.
Und Tabellen von großen Herstellern geben das stillschweigend zu – die meisten Tonnage-Rechner beanspruchen nur innerhalb bestimmter Dickenbereiche und V-Verhältnisse Gültigkeit. Wenn man diesen Rahmen mit dickerem Blech oder außergewöhnlich kleinen Radien verlässt, biegt man nicht mehr innerhalb der Annahmen. Man rät nur noch.
Bevor Sie Plattenaufträge nach der 8×-Abkürzung freigeben, schneiden Sie einen 12-Zoll-Schrottabschnitt und testen Sie den Biegevorgang mit dem gewählten V, während Sie die tatsächliche Last beobachten.
Wenn 8× nicht sakrosankt ist, wie passen Sie sich an, wenn sich das Material selbst verändert?
“Aber bei diesem Auftrag stand auf dem Plan A36.”
Dieser Satz hat mehr Werkzeuge ruiniert als schlechte Mathematik.
Die Grundformel nimmt eine Zugfestigkeit an. Ändern Sie diese, und die Kraft skaliert fast direkt damit.
Wenn der Ausgangswert für Baustahl = 60.000 psi beträgt, sieht ein einfacher Multiplikator im ersten Schritt so aus:
Edelstahl (≈ 85.000 psi): [85.000 ÷ 60.000] ≈ 1,42 → Erwarten Sie ungefähr 42 % mehr Tonnage als bei Baustahl.
Aluminium 5052-H32 (≈ 33.000 psi Zugfestigkeit): [33.000 ÷ 60.000] ≈ 0,55 → Etwa die Hälfte der Tonnage.
Hochfester niedriglegierter Stahl mit 100.000 psi: [100.000 ÷ 60.000] ≈ 1,67 → Zwei Drittel mehr Kraft.
Das ist die saubere Mathematik.
Die Realität fügt Reibung hinzu.
Edelstahl verfestigt sich durch Kaltbearbeitung. Der Rückfederungseffekt steigt. Bediener überbiegen zum Ausgleich, was die Eindringtiefe erhöht und den tatsächlichen Kontaktdruck erhöht, über das hinaus, was eine einfache Luftbiegeannahme vorhersagt. Man denkt, man wendet einen Multiplikator von 1,4× an. In der Praxis könnte man die Werkzeuge eher mit 1,5× oder 1,6× belasten, sobald die Winkelkorrektur hinzukommt.
Ich habe beobachtet, wie ein segmentierter Stempel an einer Abschnittsfuge absplitterte, weil der Bediener ständig die Tonnage erhöhte, um den Winkel bei 304 zu erreichen. Der Rechner sagte 70 Tonnen. Das Maschinenprotokoll zeigte Spitzen nahe 85 während der Korrekturstöße. Den Stempel interessierte nicht, was die Tabelle sagte.
Und hier ist die Falle: Diese Multiplikatoren setzen voraus, dass Sie weiterhin Luftbiegen innerhalb normaler V-Verhältnisse betreiben. Schmales V, hochfeste Legierung und tiefe Eindringung bringen Sie ungewollt in Richtung eines Setzvorgangs. Das ist ein völlig anderes Kraftregime.
Behandeln Sie Multiplikatoren als Kalibrierungsfaktoren, nicht als Freifahrtscheine.
Bevor Sie eine neue Legierung in voller Länge laufen lassen, biegen Sie ein kurzes Probestück, erfassen Sie die tatsächliche Belastung aus der Maschinenanzeige und vergleichen Sie diese mit den vorhergesagten Tonnen pro Fuß, bevor Sie das Werkzeug festlegen.
Wenn erhöhte Festigkeit die Kraft multipliziert, können wir vielleicht das System austricksen, indem wir einfach die Matrize öffnen?
Ein Vorgesetzter sagte mir einmal: “Öffne das V. Das senkt die Tonnage.” Er hatte recht – und gleichzeitig unrecht.
Zurück zur Gleichung:
Kraft ∝ 1 ÷ V
Erhöhen Sie V von 2,0 Zoll auf 3,0 Zoll und, alle anderen Faktoren gleich:
Alter Kraftterm: [÷ 2,0] Neuer Kraftterm: [÷ 3,0]
Das ist eine 33 % Reduzierung des geometrischen Anteils der Belastung.
Auf dem Papier eine Entlastung.
Aber der Innenradius beim Luftbiegen liegt für Baustahl grob bei 0,16 × V.
Also:
V = 2,0 → IR ≈ 0,32 Zoll V = 3,0 → IR ≈ 0,48 Zoll
Das ist eine 50 % Erhöhung des Innenradius.
Wenn die Zeichnung eine enge Ecke verlangt, haben Sie gerade Maschinensicherheit gegen Maßabweichung eingetauscht. Jetzt wird jemand versuchen, den Winkel zu “schummeln”, indem er tiefer in die Matrize fährt, um den Radius zu verkleinern. Tiefere Penetration erhöht die Kontaktkraft. Die theoretische Tonnagereduktion beginnt zu verdampfen.
Und größere V-Öffnungen verteilen die Last anders über die Matrizenschultern. Bei dünnem Material kann ein zu breites V übermäßigen Übergang und Kontrollverlust verursachen. Bei dicken Platten kann ein zu schmales V den Druck an den Matrizenrändern erhöhen und Risse verursachen.
Ich habe gesehen, dass eine Untermatrize nicht aufgrund falsch berechneter Tonnage gesprungen ist, sondern weil jemand das V bei einer hochfesten Aufgabe geöffnet hat, um unter der Maschinenkapazität zu bleiben – dann überpenetrierte, um den Radius zu erreichen, und den Lastpfad in die Matrizenecken verlagerte. Geometrie rettete die Anzeige. Sie zerstörte das Werkzeug.
Ja, das Erhöhen von V reduziert die berechnete Tonnage.
Aber es verändert auch den Radius, das Rückfederungsverhalten, die Biegegenauigkeit und wie sich die Kraft in das Werkzeugstahl verteilt.
Bevor Sie annehmen, dass eine größere Matrize “etwas spart”, machen Sie einen Probelauf mit dem vorgeschlagenen V, messen Sie den Innenradius, bestätigen Sie den Winkel ohne übermäßige Penetration und vergleichen Sie die tatsächliche Maschinenlast mit den vorhergesagten Tonnen pro Fuß.
Jetzt haben Sie gesehen, wie die Qualität den Zähler multipliziert und die Geometrie den Nenner teilt — und wie sie in Kombination Ihre tatsächliche Kraft weit außerhalb dessen schieben können, was ein universeller Rechner stillschweigend annimmt.
Was passiert, wenn die Biegemethode selbst das gesamte Kraftmodell verändert?
Ein Junge in der zweiten Schicht gab 0.250 A36 in den Rechner ein, 2,0 im V, 10 Fuß Länge. Bildschirm zeigte 62 Tonnen. Maschine war eine 100‑Tonnen-Hydraulik. Jede Menge Reserve.
Die ersten zwei Teile wurden im Luftbiegen problemlos gebogen. Dann sagte der Vorgesetzte: “Wir brauchen eine genauere Winkelkontrolle. Setze es.”
Gleiches Material. Gleiche Matrize. Gleiche Maschine. Nur die Methode änderte sich.
Beim dritten Hub stieg das Lastmessgerät nicht gleichmäßig an. Es schoss hoch. Achtzig. Neunzig. Der Stößel zögerte, als würde er gegen einen Bordstein stoßen. Wir hörten, wie die untere Matrize an der Schulter knackte. Keine dramatische Explosion. Nur ein Riss, der uns eine Vierfach-Matrize und eine Woche Erklärungen kostete.
Das ist Ihre Antwort auf die brennende Frage: Wenn Sie vom Luftbiegen zur Setzbiegung oder zum Prägen wechseln, passen Sie nicht dieselbe Gleichung an. Sie ändern, was der Stahl zwischen Stempel und Matrize macht.
Luftbiegen ist elastisch-plastische Formgebung. Der Stempel zwingt das Material nie vollständig in die Matrizenhöhle. Das Blech ruht auf den Schultern, und der Winkel wird durch Eindringtiefe kontrolliert. Die klassische Formel:
Kraft ≈ [K × Zugfestigkeit × t² × Länge] ÷ V
Dieser “÷ V”-Term ist Ihr Entlastungsventil. Öffnen Sie die Matrize, sinkt die Kraft.
Setzbiegung schaltet dieses Entlastungsventil aus.
Jetzt treibt der Stempel das Material in vollständigen Kontakt mit der Matrize. Das Blech wird gezwungen, sich dem Matrizenwinkel anzupassen. Die Kontaktfläche vergrößert sich. Die Reibung steigt. Sie biegen nicht mehr nur über zwei Schultern — Sie pressen Material gegen geneigte Flächen.
Hersteller veröffentlichen “Methodenfaktoren” — Setzbiegung etwa 5× Luftbiegekraft, Prägen bis zu 10×. Das klingt wie ein Multiplikator, den man am Ende hinzufügt.
Ist es nicht.
Denn die Physik hat sich von biegedominierten Spannungen zu kompressionsdominierten Spannungen geändert. Beim Prägen dringt die Stempelspitze über die neutrale Achse hinaus und dünnt das Material an der Biegekante aus. Sie bringen den gesamten Querschnitt lokal zum Fließen. Das bedeutet, dass Ihre [t²]-Empfindlichkeit jetzt von durch-dicke Kompressionsspannung begleitet wird, die sich der Streckgrenze in Kompression nähert, nicht nur der Zugspannung an der Außenseite.
Anderer Spannungszustand. Anderer Bruchmodus. Anderes Risiko.
Bevor Sie einer Zahl vertrauen, ziehen Sie einen Schrottstreifen aus derselben Charge und machen Sie einen kurzen Probebogen bei reduzierter Länge.
Lassen Sie uns die Zahlen so durchrechnen, wie es ein Rechner tut — und dann so, wie es der Stahl tut.
Luftbiegefall, hypothetisch aber realistisch:
Vereinfache den Geometriebegriff:
Force_air ∝ [60.000 × (0,25)² × 120] ÷ 2,0 [t²] = 0,0625 Zählerterm ≈ 60.000 × 0,0625 × 120 = 60.000 × 7,5 = 450.000 (proportionale Einheiten) Teilen durch 2,0 → 225.000
Nennen wir das “1×”.”
Jetzt einen 5×‑Bottoming‑Faktor anwenden. 225.000 × 5 = 1.125.000.
Sieht einfach aus. Gleiche Rechnung, nur skaliert.
Aber das verdeckt Folgendes: Beim Luftbiegen erreicht die Kraft ihren Höhepunkt nahe dem unteren Hub und fällt danach ab. Beim Bottoming steigt die Kraft weiter stark an, sobald vollständiger Oberflächenkontakt entsteht. Die Form der Lastkurve verändert sich. Die Spitzenkraft wird empfindlich gegenüber winzigem Überhub — 0,010 Zoll tiefer ist keine kleine Anpassung; sie kann den Druck drastisch erhöhen, weil der Kontakt bereits vollständig ist.
Ich habe gesehen, wie eine segmentierte Matrize an der Spitze aufpilzte, weil ein Bediener in Bottoming‑Modus einem halben Grad nachjagte. Er hat die Hubtiefe jeweils um 0,004 Zoll erhöht. Jeder Stoß stapelte die Druckspannung an der Matrizen‑Spitze, bis sie die Streckgrenze des Werkzeugstahls überschritt. Der Rechner sagte 90 Tonnen. Die Kraftmessdose zeigte später kurzzeitige Spitzen über 110.
Das führt zu einem weiteren stillen Problem: Maschinendisplays lügen. Hydraulische Druck‑zu‑Tonnage‑Umrechnungen gehen von Idealbedingungen aus. Kraftmessdosen sagen die Wahrheit. Ich habe Unterschiede von 8–12% zwischen Anzeige und Realität gesehen. Multipliziert man diesen Fehler mit einer 5×‑Methodenänderung, ist man schneller über der Werkzeugbelastungsgrenze, als man denkt.
Und Werkzeugbelastungsgrenzen selbst? Eine Matrize mit 60 Tonnen pro Meter bei 90° ist nicht automatisch mit 60 Tonnen pro Meter bei 30° zulässig. Die Kontaktgeometrie verändert die zulässige Last. Ich habe erlebt, dass Werkstätten imperiale Long Tons mit metrischen Tonnen vergleichen und dachten, sie hätten Reserve. Hatten sie nicht.
Bottoming und Coining sind nicht “Luftbiegen plus mehr”. Es sind Kraftverstärkungs‑Regime, bei denen kleine Aufbaufehler nichtlineare Lastspitzen erzeugen.
Bevor Sie sich für Bottoming entscheiden, biegen Sie einen 6‑Zoll‑Probestreifen bei voller Durchdringung, zeichnen Sie die Spitzenkraft mit einer Kraftmessdose auf, sofern verfügbar, und vergleichen Sie diese sowohl mit Maschinen‑ als auch mit Werkzeugbelastungswerten pro Fuß.
Sie wechseln zu Bottoming, weil Sie wiederholbare Winkel wollen. Weniger Rückfederung. Sauberere Kanten.
Präzision fühlt sich kontrolliert an.
Aber hier ist die unsichtbare Grenze: Wenn die erforderliche Bottoming‑Tonnage 70–80% der Maschinenkapazität oder der Matrizenbelastung pro Fuß überschreitet, arbeiten Sie ohne Stoßreserve.
Warum 70–80%?
Weil echte Pressen unter Last nicht perfekt parallel sind. Stößelverformung, Tischverformung, Materialdickenvariation – all das erzeugt lokale Überlastzonen. Wenn Ihre globale Berechnung 95 Tonnen auf einer 100‑Tonnen-Maschine ergibt, kann ein Abschnitt dieser Matrize den Gegenwert von 110 sehen.
Ich habe einmal gesehen, wie eine 4‑fach-Matrize direkt am Schulterradius während eines 3/8‑Zoll-Plattenauftrags brach. Der Rechner prognostizierte 140 Tonnen auf einer 175‑Tonnen-Presse im Bottoming-Modus. “Sicher.” Aber die Platte variierte +0,015 Zoll über die Breite. Denken Sie an [t²].
Wenn nominal t = 0,375 [t²] = 0,1406 Wenn tatsächlich t = 0,390 [t²] = 0,1521
Verhältnis: 0,1521 ÷ 0,1406 ≈ 1,08
Eine Dickensteigerung um 8% erzeugte etwa 8% mehr Biegekraft – vor der Bottoming-Verstärkung. Jetzt wenden Sie ein 5×‑Regime an. Dieser lokale Dickenanstieg brachte einen Abschnitt über die Matrizenbelastbarkeit. Riss.
Bottoming wird zerstörerisch, wenn:
Das letzte ist der Killer. Beim Luftbiegen sind Tiefenanpassungen sanft. Beim Bottoming sind sie Brechstangen.
Führen Sie einen Bottoming-Test mit kurzer Länge bei voller Tiefe durch, messen Sie die Materialdicke über das Blech hinweg und vergewissern Sie sich, dass die Spitzentonnage unter 80% der niedrigsten Werkzeugbewertung bleibt, bevor Sie auf volle Länge skalieren.
Coining ist verführerisch. Kein Rückfederungseffekt. Scharfer Innenradius. Winkel genau ohne Überbiege-Mathematik.
Aber Coining biegt nicht nur. Es plastisch komprimiert die Innenseite über die Streckgrenze hinaus und dünnt das Material am Scheitelpunkt aus. Das erfordert Kontaktdruck, der hoch genug ist, um die Druckstreckgrenze entlang der Bieghlinie zu überschreiten.
Deshalb kann die Tonnage 8–10× Luftbiegen erreichen.
Bei älteren mechanischen Pressen mit massiven Rahmen und kurzer Hubkontrolle ergab Coining für bestimmte Serienteile Sinn. Die Maschinen waren wie Ambosse gebaut.
Moderne CNC‑Hydrauliken sind präzise, schnell und oft leichter in der Rahmenmasse. Sie sind für Luftbiege-Flexibilität optimiert, nicht für anhaltende Spitzenkompression.
Wann ist Coining also gerechtfertigt?
Wenn Ihr Luftbiegen 40 Tonnen erfordert und Prägen 200, fragen Sie sich: Haben Sie eine 400‑Tonnen‑Maschine und entsprechend ausgelegtes Werkzeug?
Wenn nicht, drücken Sie diese gespannte Feder zwischen Stempel und Matrize, bis etwas anderes die Energie freisetzt — abgebrochene Stempelspitze, gerissene Matrize, verzogener Rahmen.
Ich habe einen Prägevorgang auf hochfestem Stahl gesehen, bei dem die Stempelspitze innerhalb einer einzigen Schicht plattgedrückt wurde. Der Winkel war perfekt. Das Werkzeug war Schrott.
Prägen ist ein spezialisierter Vorgang, kein standardmäßiges Upgrade für die Genauigkeit.
Bevor Sie überhaupt in Erwägung ziehen, auf einer CNC‑Abkantpresse zu prägen, führen Sie einen kurzen Einzelstations‑Test mit reduzierter Länge durch, messen Sie die tatsächliche Spitzenkraft, inspizieren Sie Stempelspitze und Matrizen‑Schultern unter Vergrößerung, und vergleichen Sie diese Last mit 50% der angegebenen Maschinenkapazität als Realitätscheck.
Denn sobald sich die Kraft durch die Methode vervielfacht, lautet die Frage nicht: “Was sagt der Rechner?”
Sondern: “Was bricht zuerst — die Mathematik, das Werkzeug oder die Maschine?”
Sie fragen, wie Sie die richtige Biegemethode auswählen, ohne die Presse oder das Werkzeug zu ruinieren.
Sie beginnen nicht mit der Methode. Sie beginnen damit, zu beweisen, dass die Hardware die Last übersteht, die die Methode verlangt.
Ich habe gesehen, wie eine 10‑ft‑Matrize sich in der Mitte bei einem “sicheren” 100‑Tonnen‑Job durchbog. Der Rechner verlangte 82 Tonnen. Die Presse war für 100 ausgelegt. Alle waren entspannt. Aber das Teil war nur 18 Zoll lang und zentriert. Das bedeutete ungefähr [82 Tonnen ÷ 1,5 ft ≈ 55 Tonnen/ft]. Die Matrize war mit 40 Tonnen pro Fuß gestempelt. Niemand hat sich diesen Stempel angesehen. Beim dritten Schlag begannen die Schultern zu fressen. Beim zehnten trug die Matrize ein dauerhaftes „Lächeln“.
Die Berechnung war nicht falsch. Die Verifizierung fehlte.
Tonnage ist keine einzelne Zahl. Es ist ein Verteilungsproblem — wie viel Kraft, über welche Länge, durch welche Kontaktgeometrie, an welcher Position auf dem Bett. Wenn Sie nicht alle vier beantworten, spielen Sie mit gehärtetem Stahl.
Eine Abkantpresse mit 100 Tonnen bedeutet 100 Tonnen über ihre angegebene Länge an der Mittelachse. Es bedeutet nicht, dass Sie 60 Tonnen auf ein Fuß Werkzeug setzen können und Applaus erwarten.
Lassen Sie uns es sauber durchrechnen.
Angenommen, Ihre Luftbiegeberechnung ergibt 60 Tonnen für ein 24‑Zoll‑Teil.
Länge in Fuß: [24 in ÷ 12 = 2 ft] Last pro Fuß: [60 Tonnen ÷ 2 ft = 30 Tonnen/Fuß]
Wenn Ihr Werkzeug mit 35 Tonnen/Fuß bewertet ist, sind Sie innerhalb der Bewertung. In Ordnung.
Nun kürzen Sie dieses Teil auf 12 in, behalten jedoch Material und V gleich. Die Kraft halbiert sich nicht linear, es sei denn, die Formel basiert auf der Länge — und die meisten tun das. Also:
Neue Länge: [12 in ÷ 12 = 1 ft] Neue Gesamtkraft: [60 × (1 ÷ 2) = 30 Tonnen] Last pro Fuß: [30 Tonnen ÷ 1 ft = 30 Tonnen/Fuß]
Immer noch 30 Tonnen/Fuß. Immer noch sicher.
Wo ist also die Falle?
Die Falle tritt auf, wenn Bediener Teile in einer Station “stapeln” oder ein kurzes Teil auf einem langen Werkzeug laufen lassen, ohne es neu zu positionieren.
Ich hatte einmal einen jungen Kollegen in der Spätschicht, der in der Steuerung 0 für die Teilelänge eingab. Die Maschine ging standardmäßig von einer Belastung entlang der Mittellinie aus. Er bearbeitete einen 8-in-Winkel, der 40 Tonnen erforderte. Das ergibt:
Länge: [8 in ÷ 12 = 0,67 ft] Last pro Fuß: [40 ÷ 0,67 ≈ 60 Tonnen/Fuß]
Auf einem Werkzeug mit einer Bewertung von 45 Tonnen/Fuß.
Gesamtkapazität der Maschine? In Ordnung. Lokale Werkzeug-Kapazität? Um 33% überschritten.
Das Werkzeug brach am Schulterradius vor dem Mittagessen.
Last pro Fuß ist das erste Tor. Wenn Ihre berechnete Last pro Fuß die niedrigste bewertete Komponente — Stanzwerkzeug, Matrize oder Maschinen-Fußgrenze — überschreitet, diskutieren Sie nicht. Sie ändern Werkzeugbreite, Materialzustand oder Methode. Bevor Sie einer Zahl vertrauen, ziehen Sie einen Schrottstreifen aus derselben Charge und machen Sie einen kurzen Testbiegevorgang bei reduzierter Länge.
Aber selbst wenn das Werkzeug die pro-Fuß-Last übersteht, was passiert direkt an der Stanzspitze?
Kraft ist abstrakt. Druck ist das, was Werkzeuge zerstört.
Druck = Kraft ÷ Kontaktfläche.
Eine scharfe Stanznase von 0,030 in konzentriert die Last auf eine schmale Linie. Ein Radius von 0,125 in verteilt sie. Gleiche Tonnage. Sehr unterschiedliche Spannung.
Angenommen, das Tiefprägen erfordert 80 Tonnen über ein 36-in-Teil.
Länge: [36 in ÷ 12 = 3 ft] Last pro Fuß: [80 ÷ 3 ≈ 26,7 Tonnen/Fuß]
Klingt harmlos.
Jetzt zoomen Sie auf einen Zoll Stanzlänge. Dieser Zoll trägt:
[26,7 Tonnen/Fuß ÷ 12 Zoll/Fuß ≈ 2,22 Tonnen pro Zoll]
In Pfund umrechnen: [2,22 × 2000 ≈ 4.440 lb pro Zoll]
Wenn Ihre Stanzspitzenkontaktbreite beim Durchdrücken ungefähr 0,020 Zoll beträgt, ist die Kontaktfläche pro Zoll:
[1 Zoll × 0,020 Zoll = 0,020 Zoll²]
Kontaktdruck: [4.440 lb ÷ 0,020 Zoll² = 222.000 psi]
Das liegt über der Streckgrenze vieler Werkzeugstähle in der Druckbeanspruchung, wenn Spannungsspitzen berücksichtigt werden.
Ich habe einmal gesehen, wie ein präzisionsgeschliffener spitzer Stempel zum Durchdrücken von Edelstahl benutzt wurde, weil “der Rechner sagte 75 Tonnen und die Presse hat 120”. Zur Schichtmitte war die Nase um 0,005 Zoll abgeflacht. Winkel drifteten. Teile waren außerhalb der Spezifikation. Das Werkzeug war nicht global überlastet — es wurde lokal zerquetscht.
Aber bei diesem Auftrag stand im Plan “A36”, und der Käufer hatte still und leise höherfesten gebeizten und geölten Bestand ersetzt. Die Zugfestigkeit sprang hoch. Erforderliche Kraft sprang hoch. Kontaktdruck sprang hoch. Der Stempel zahlte den Unterschied.
Wenn Sie also eine Methode wählen, die die Kraft verstärkt — Durchdrücken oder Prägen — erhöhen Sie nicht nur die Tonnage. Sie erhöhen den Kontaktstress an der kleinsten geometrischen Stelle im System.
Prüfen Sie die Bewertungen des Stempelherstellers speziell für Durchdrücken oder Prägen. Wenn keine angegeben sind, gehen Sie nur von Luftbiegebewertungen aus. Dann beweisen Sie es mit einem kurzen, volldurchdrückten Test, während Sie die Stempelnase nach den ersten paar Schlägen unter Vergrößerung inspizieren.
Auch wenn Stempel- und Matrizenbewertungen stimmen, haben Sie immer noch nicht beantwortet, wo diese Kraft im Maschinenrahmen sitzt.
Die meisten Bediener schauen auf das Schild: “175 TON”. Diese Zahl ist normalerweise gültig bei einem bestimmten Abstand zwischen den Gehäusen, auf der Mittellinie, mit gleichmäßig verteilter Last.
Ihre Maschine hat eine Tonnagekurve — ein Diagramm, das die zulässige Last im Verhältnis zur Position über den Tisch zeigt.
Stellen Sie sich eine 10‑Fuß, 175‑Tonnen Presse vor, die ihre volle Kapazität in der Mitte bei 6 Fuß hat, aber nur 60 % Kapazität bei 2 Fuß außerhalb der Mitte. Wenn Sie einen 4‑Fuß Auftrag nahe dem rechten Gehäuse platzieren, um die Finger des Hinteranschlags zu frei zu halten, könnten Sie nur haben:
[175 × 0,60 ≈ 105 Tonnen zulässig an dieser Position]
Jetzt kombinieren Sie das mit der Last pro Fuß.
Angenommen, Ihre Berechnung für das Durchdrücken (bereits pro Fuß verifiziert) verlangt 100 Tonnen über 4 Fuß.
Last pro Fuß: [100 ÷ 4 = 25 Tonnen/Fuß]
Werkzeugbewertung? In Ordnung.
Maschinenplakette? In Ordnung.
Aber wenn außerhalb der Mitte positioniert, wo zulässig ~105 Tonnen insgesamt sind, haben Sie 5 Tonnen globalen Spielraum. Das liegt unter 5%. Stößelverformung, Dickenvariation oder ein 10%-Anzeigefehler — den ich persönlich mit Kraftmessdosen gemessen habe — bringt Sie über die strukturelle Grenze.
Ich habe gesehen, wie Seitenrahmen sich gerade so verdrehen, dass die Parallelität um wenige Tausendstel verloren geht. Nicht dramatisch. Nur teuer und dauerhaft.
Die Tonnagekurve zeigt Ihnen die zulässige Belastung als Funktion von Position und Länge. Sie ist nicht dekorativ. Wenn Ihr berechneter Bedarf 70–80% der zulässigen Tonnage an genau dieser Position und Spannweite überschreitet, arbeiten Sie ohne Stoßreserve.
Überprüfung bedeutet:
Wenn einer dieser Punkte fehlschlägt, “führen Sie es nicht vorsichtig aus.” Sie ändern das Setup.
Denn sobald Sie Lastverteilung, Kontaktbelastung und Rahmenkapazität überprüft haben, hört die Wahl zwischen Luftbiegen, Bodenpressung oder Prägen auf, Ratespiel zu sein. Es wird zu einer ingenieurtechnischen Entscheidung.
Und genau das werden wir als Nächstes tun — einen realen Auftrag nehmen und ihn von der Formel zu einem überprüften, überlebensfähigen Setup führen, ohne ein einziges Werkzeug zu zerstören.
Sie haben eine Zeichnung, einen Stapel Blechplatten und einen Taschenrechner, der schwört, Sie seien sicher.
Hier erfahren Sie, wie Sie verhindern, dass dieses Vertrauen zu Schrapnell wird.
Nehmen wir an, der Auftrag ist hypothetisch, aber realistisch: Material als “Weichstahl” angegeben, Dicke 0,250 Zoll, 36 Zoll Biegelänge, 90°-Biegung, Innenradius nicht angegeben. Kein Werkszeugnis im Paket. Maschine ist eine 150‑Tonnen, 10‑Fuß Abkantpresse. Werkzeuglager hat eine 2,0‑Zoll V-Matrize, bewertet mit 35 Tonnen/Fuß, und eine 3,0‑Zoll V-Matrize, bewertet mit 20 Tonnen/Fuß.
Das reicht aus, um sich selbst zu hängen.
Wir werden es von Unwissenheit bis zu einer Einrichtung durchgehen, der Sie Ihren eigenen Gehaltsscheck anvertrauen würden — und wir lassen die Grenzen des Werkzeugs, nicht den Taschenrechner, entscheiden, welche Methode überlebt.
Wenn das Werkszertifikat fehlt, gehen Sie von nichts Großzügigem aus.
“Weicher Stahl” könnte eine Streckgrenze von 36 ksi haben. Es könnten auch über 50 ksi sein. Dieser Unterschied wirkt auf dem Papier nicht dramatisch, aber die Biegekraft folgt der Zugfestigkeit fast linear und der Dicke nichtlinear. Doppelte Dicke bedeutet etwa die vierfache Tonnage. Daher sind ein paar Tausendstel über 0,250 Zoll bedeutsamer, als man denkt.
Wir beginnen konservativ.
Verwenden Sie die gebräuchliche Luftbiege‑Grundformel für weichen Stahl:
[Tonnen/Fuß] = [K × (Dicke²)] ÷ V
Wobei: K = Materialkonstante (wir verwenden einen Standard‑Basiswert für weichen Stahl) Dicke = 0,250 Zoll V = Matrizenöffnung
Daumenregel besagt: V ≈ 8 × Dicke.
Also:
V ≈ [8 × 0,250 = 2,0 Zoll]
Gut. Wir haben tatsächlich eine 2,0‑Zoll‑Matrize.
Nun berechnen wir die proportionale Tonnage (veranschaulichende Basis):
[Dicke²] = [0,250² = 0,0625] Geteilt durch V: [0,0625 ÷ 2,0 = 0,03125]
Dieses Verhältnis bestimmt die Kraft. Wird V enger, steigt sie. Wird V größer, fällt sie schnell.
Multiplizieren Sie mit der Materialkonstanten, und wir landen ungefähr bei 20–25 Tonnen/Fuß für echtes A36 in einer 2,0‑Zoll‑Matrize. Über 3 Fuß:
[Annahme 24 Tonnen/Fuß × 3 Fuß = 72 Tonnen gesamt]
Auf einer 150‑Tonnen‑Maschine fühlt sich das komfortabel an.
Darin liegt die Falle.
Vor Jahren verarbeiteten wir “Viertelzoll‑Weichstahl”, der aus einer heißen Charge kam und 0,265 Zoll maß. Der Bediener vertraute dem Etikett. Tatsächliche Dickenänderung:
[0,265² = 0,0702] Verglichen mit dem Ausgangswert 0,0625. Verhältnissteigerung: [0,0702 ÷ 0,0625 ≈ 1,12]
Zwölf Prozent mehr allein durch die Dicke. Die Zugfestigkeit war ebenfalls höher. Die Endkraft lag fast 20% über der Schätzung. Das 4‑Wege‑Gesenk brach bei der Schulter beim dritten Schlag.
Stahl speichert Energie wie eine Feder. Überkomprimierst du ihn durch falsche Annahmen, entlädt er sich in die schwächste Oberfläche im Stapel.
Also ist die Basis festgelegt — aber das ist nur eine anfängliche Feder-Vorspannung.
Bevor Sie einer Zahl vertrauen, ziehen Sie einen Schrottstreifen aus derselben Charge und machen Sie einen kurzen Probebogen bei reduzierter Länge.
Jetzt belasten wir die Basis.
Zuerst die Biegelänge. Wir haben 36 in:
[36 in ÷ 12 = 3 ft]
Wenn die Basis 24 Tonnen/ft beträgt, ist die Gesamtsumme:
[24 × 3 = 72 Tonnen]
Aber was, wenn der Stahl nicht 36 ksi ist? Nehmen wir an, er verhält sich wie ein 50‑ksi‑Material — nichts Exotisches, nur stärkeres Warmwalzmaterial.
Materialmultiplikator ≈ [50 ÷ 36 ≈ 1,39]
Angepasste Tonnen/ft:
[24 × 1,39 ≈ 33 Tonnen/ft]
Gesamt:
[33 × 3 ≈ 99 Tonnen]
Jetzt kratzen wir an 100 Tonnen.
Merke, was passiert ist. Wir haben die Dicke nicht geändert. Wir haben das Gesenk nicht geändert. Wir haben nur die Stärke korrigiert.
Und das Gesenk kümmert sich nicht darum, was der Rechner angenommen hat.
Hier ist der geometrische Knackpunkt: Wenn jemand beschließt, “es enger zu machen für einen schärferen Radius” und auf ein 1,5‑in‑V wechselt, skaliert die Tonnage umgekehrt mit V:
Änderung des Basisverhältnisses: [2,0 ÷ 1,5 ≈ 1,33]
Also:
[33 Tonnen/ft × 1,33 ≈ 44 Tonnen/ft]
Gesamt:
[44 × 3 ≈ 132 Tonnen]
Gleiche Platte. Gleiche Biegelänge. Nur stärkeres Material und eine engere Matrize.
Ich habe einmal gesehen, wie ein junger Kollege genau diesen Wechsel machte, weil sich der Winkel wieder öffnete. Er hat nicht neu gerechnet. Das Lastmesser stieg wie ein Drehzahlmesser mit feststeckendem Gas. Wir hielten bei 120 Tonnen an. Die Matrize brach nicht – sie bog sich. Dauerhaftes Lächeln über 3 ft.
Das ist der Grund, warum der “Materialmultiplikator” allein nicht ausreicht. Die Geometrie der Matrize dominiert die Gleichung.
Bevor Sie sich auf die volle Länge festlegen, machen Sie einen 6‑Zoll‑Testbiegevorgang mit der tatsächlichen Matrizenwahl und beobachten Sie die Lastkurve, wenn sie sich dem Winkel nähert. Wenn die Steigung nahe der Tiefe stark zunimmt, sind Sie dem Aufliegen näher, als Sie denken.
Jetzt nehmen wir den schlimmsten glaubwürdigen Fall von oben:
≈ 44 Tonnen/ft in einer 1,5‑Zoll‑V über 3 ft = 132 Tonnen insgesamt
Beginnen wir mit dem Werkzeug.
Wenn die 2,0‑Zoll‑Matrize auf 35 Tonnen/ft ausgelegt war, wird eine engere 1,5‑Zoll‑Matrize nicht höher bewertet. Nehmen wir zur Veranschaulichung eine Bewertung von 30 Tonnen/ft an.
Unser Bedarf:
44 Tonnen/ft Matrizenbewertung:
30 Tonnen/ft
Das ist eine Überlastung um 47%.
Es spielt keine Rolle, dass die Maschine 150 Tonnen erzeugen kann. Die Matrize kann das nicht.
Also gehen wir zurück zur 2,0‑Zoll‑V.
Schlimmsten glaubwürdigen Fall mit 2,0‑Zoll‑V neu berechnen:
33 Tonnen/ft (stärkerer Materialfall) Matrizenbewertung: 35 Tonnen/ft
Spielraum:
[35 − 33 = 2 Tonnen/ft]
Das ist dünn. Über 3 ft summieren sich kleine Abweichungen.
Nun die Maschinenposition prüfen. Angenommen, zulässig am gewählten Bettstandort sind 140 Tonnen.
Erforderliche Gesamtlast: 99 Tonnen (starkes Material, 2,0 V‑Fall)
Maschinenreserve:
[140 − 99 = 41 Tonnen] Etwa 29%
Das ist akzeptabel.
Werkzeugreserve pro Fuß:
[35 − 33 = 2 Tonnen/ft] ≈ 6% Reserve.
Zu knapp für meinen Geschmack.
Hier wird die Methodenentscheidung erzwungen.
Wenn Luftbiegen bei 2,0 in V uns unter 35 Tonnen/ft hält, bleiben wir dabei. Absetzen würde die Kraft weit über diesen Wert treiben. Prägen wäre fahrlässig.
Wir wählen nicht das Absetzen, weil wir weniger Rückfederung wollen. Wir wählen das Luftbiegen, weil die Werkzeugbelastungsgrenzen es verlangen.
Ich habe einmal gesehen, wie ein Team 1/4‑Zoll‑Platten in einer Matrize abgesetzt hat, die nur für Luftbiegen vorgesehen war, nur weil “die Presse Kapazität hatte”. Bis zur Schichtmitte war die Punzenspitze entlang ihrer Länge mikroschartig. Die Winkel drifteten um 1,5 Grad. Das Werkzeug sah gut aus, bis man es im Streiflicht betrachtete. Dieser Auftrag bezahlte einen neuen Punch.
Also wird unser sicheres Setup:
Beachten Sie, was wir getan haben.
Der Rechner gab uns eine Ausgangszahl. Die Matrizenbewertung bestimmte die Methode. Die Maschinenkurve bestimmte die Position. Die Materialunsicherheit erzwang einen Multiplikator. Der Probesbiegeversuch validierte den Stapel.
Das ist keine statische Tonnage‑Antwort.
Das ist ein kontrolliertes System.
| Abschnitt | Wichtige Punkte | Berechnungen / Werte | Ergebnis / Risiko |
|---|---|---|---|
| Festlegung der Ausgangsbasis mit unvollständigen Walzwerkspezifikationen | Nehmen Sie eine konservative Materialfestigkeit an, wenn das Walzwerkszertifikat fehlt. Die Biegekraft skaliert nahezu linear mit der Zugfestigkeit und nicht‑linear mit der Dicke. | Dicke = 0,250 in V ≈ 8 × Dicke = 2,0 in Dicke² = 0,250² = 0,0625 0,0625 ÷ 2,0 = 0,03125 | Basiswert ≈ 20–25 Tonnen/ft (nehmen Sie 24 Tonnen/ft an) |
| Basiswert gesamt Tonnage | Biegelänge 3 ft | 24 Tonnen/ft × 3 ft = 72 Tonnen | Komfortabel auf einer 150‑Tonnen‑Maschine |
| Risiko bei Dickenabweichung | Tatsächliche Dicke gemessen bei 0,265 in | 0,265² = 0,0702 0,0702 ÷ 0,0625 ≈ 1,12 | 12% Zunahme nur durch die Dicke; nahezu 20% Gesamtkraftzunahme → Risiko eines Werkzeugausfalls |
| Praktische Kontrolle | Immer mit Schrott aus derselben Charge testen | Kurzer Testbiegeversuch bei reduzierter Länge | Validiert Annahmen vor vollständiger Belastung |
| Biegelängen-Skalierung | 36 Zoll Biegelänge | 36 ÷ 12 = 3 Fuß 24 × 3 = 72 Tonnen | Basis-Gesamtkraft |
| Materialmultiplikator (50 ksi vs 36 ksi) | Anpassung für stärkeres Material | 50 ÷ 36 ≈ 1,39 24 × 1,39 ≈ 33 Tonnen/Fuß 33 × 3 ≈ 99 Tonnen | Kraft steigt auf ~99 Tonnen |
| Änderung der Matrizenöffnung (2,0 Zoll → 1,5 Zoll V) | Tonnage skaliert umgekehrt mit V | 2,0 ÷ 1,5 ≈ 1,33 33 × 1,33 ≈ 44 Tonnen/Fuß 44 × 3 ≈ 132 Tonnen | Gesamtkraft steigt auf ~132 Tonnen |
| Auswirkung der Geometrie | Matrizengeometrie beeinflusst die Tonnage stark | Keine Dickenänderung; nur V reduziert | Risiko der Werkzeugverformung |
| Praktische Kontrolle | Führe einen 6-Zoll-Testbiegeversuch in der ausgewählten Matrize durch | Beobachte Lastkurve nahe dem Winkel | Frühes Erkennen von Risiko des Durchdrückens |
| Schlimmster glaubwürdiger Fall | 1,5 Zoll V, 44 Tonnen/ft über 3 ft | 44 × 3 = 132 Tonnen | Szenario mit hoher Last |
| Werkzeugbewertungsprüfung (1,5 Zoll V) | Nehme an, Matrizenbewertung = 30 Tonnen/ft | Erforderlich 44 Tonnen/ft vs Bewertung 30 Tonnen/ft | 47% Überlast → inakzeptabel |
| Zurück zu 2,0 Zoll V wechseln | Fall mit starkem Material | 33 Tonnen/ft erforderlich, Matrizenbewertung = 35 Tonnen/ft 35 − 33 = 2 Tonnen/ft Spielraum | ~6% Werkzeugspielraum (knapp) |
| Prüfung der Maschinenkapazität | Maschinenzulässige Last an Position = 140 Tonnen | 140 − 99 = 41 Tonnen (~29% Spielraum) | Akzeptabler Maschinenspielraum |
| Methodenentscheidung | Vermeide Durchdrücken/Prägen aufgrund von Kraftspitzen | Bleiben Sie beim Luftbiegen bei 2,0 in V | Schützen Sie die Werkzeugbegrenzungen |
| Endgültige kontrollierte Einrichtung | Verifizierte Konfiguration | Luftbiegen 2,0 in V Kurzstreckentest <35 Tonnen/ft ~20–30% Maschinenreserve | System unter Kontrolle durch Validierung und Reserven |
Sie stellen jetzt die richtige Frage: Wenn Abweichungen unvermeidbar sind, wie bauen Sie Reserven, die das überstehen?
Gut. Denn hier hören die meisten Werkstätten auf zu denken. Sie erhalten eine Zahl, sehen grüne Lichter auf dem Kontrollpanel und beginnen Teile zu fertigen. Ich habe gesehen, wie ein 90‑Tonnen-Auftrag zu einer 110‑Tonnen-Realität wurde, weil ein Mitarbeiter in der zweiten Schicht statt 0.250 einfach 0 in das Einstellblatt eingetragen hat, und niemand die Dicke der neuen Lieferung erneut überprüft hat. Die Matrize ist nicht explodiert. Sie begann einfach zwei Tage später an den Schultern zu reißen.
Reserven sind nichts, was man “hinzufügt”. Sie sind etwas, das man beweist.
Und dieser Beweis beginnt mit einer mentalen Veränderung.
Ein Online-Rechner gibt Ihnen eine Tonnage basierend auf einem Annahmestapel, den Sie nicht gewählt haben.
Die meisten verbergen die Materialkonstante. Manche verwenden 575. Manche 650. Das ist ein 13%‑Unterschied, bevor Sie überhaupt über echten Stahl sprechen. Wenn Ihre Ausgangsbasis 24 Tonnen/ft war, sind 13%:
[24 × 0.13 ≈ 3,1 Tonnen/ft]
Über 3 ft:
[3,1 × 3 ≈ 9 Tonnen]
Neun Tonnen sind der Unterschied zwischen “komfortabel” und “warum singt diese Matrize?”
Aber bei diesem Auftrag stand auf der Zeichnung “A36”. Die Lieferung kam in hochfestem Material. Gleiche Dicke. Gleicher V. Andere Realität. Die Formel hat nicht gelogen — sie hat nur angenommen.
Hier ist die Sichtweise, die Sie beibehalten sollten: Die Aufgabe des Rechners ist, Empfindlichkeiten offenzulegen, nicht Sicherheit zu liefern. Ändern Sie die Dicke um 5%. Beobachten Sie, wie die Tonnage wegen des quadratischen Terms springt. Ändern Sie V von 8× auf 6× Dicke. Beobachten Sie, wie es durch die inverse Beziehung ansteigt. Sie suchen nicht nach einer einzigen Antwort. Sie kartieren, wie empfindlich Ihre Einrichtung auf kleine Fehler reagiert.
Wenn eine Schwankung der Dicke von 0,015 Zoll oder ein Matrizenwechsel von 0,5 Zoll Sie innerhalb von 10% der Werkzeugbewertung bringt, haben Sie keine Einrichtung – Sie spielen.
Bevor Sie einer Zahl vertrauen, ziehen Sie einen Schrottstreifen aus derselben Charge und machen Sie einen kurzen Probebogen bei reduzierter Länge.
Was genau überprüfen Sie, bevor sich der Stahl hinter der Abkantpresse stapelt?
Sie bauen die Sicherheitsmarge genauso auf wie Sie ein Maschinenfundament bauen – von unten nach oben.
1. Messen Sie die tatsächliche Dicke. Nicht das Schild. Nicht die Bestellung. Mikrometrieren Sie sie.
Wenn die Nennmaßangabe 0,250 beträgt und Sie 0,265 messen:
Grundkraftverhältnis = [0,265² ÷ 0,250²] = [0,0702 ÷ 0,0625 ≈ 1,12]
Zwölf Prozent mehr Kraft durch 0,015 Zoll. Das ist das quadratische Verhältnis, das stillen Schaden anrichtet. Die Dicke ist die variabel mit der höchsten Hebelwirkung in der ganzen Gleichung. Behandeln Sie sie entsprechend.
2. Bestätigen Sie die Matrizenöffnung gemäß der beabsichtigten Vorgabe. Daumenregel sagt V ≈ 8 × Dicke. Das ist eine Ausgangsgeometrie, kein Gesetz.
Wenn Sie V von 2,0 Zoll auf 1,5 Zoll verringern:
Kraftverhältnis = [2,0 ÷ 1,5 ≈ 1,33]
Dreiunddreißig Prozent Zunahme. Keine Materialänderung. Keine Längenänderung. Nur Geometrie. Ich hatte einmal einen Vorarbeiter, der den Radius bei 5/16‑Platte “verschärfen” wollte, ohne neu zu berechnen. Bis zum Mittag hatte die Stempelspitze feine Haarrisse, die man mit einem Fingernagel fühlen konnte.
Wenn Ihre Matrizenbewertung 35 Tonnen/Fuß beträgt und Ihre schlimmste glaubwürdige Berechnung 33 Tonnen/Fuß ergibt, ist diese 2‑Tonnen‑Sicherheitsmarge reine Fiktion, sobald Verschleiß und Chargenabweichungen ins Spiel kommen.
3. Überprüfen Sie zuerst die Werkzeugbewertung pro Fuß, dann die Maschine. Wenn die benötigte Last 30 Tonnen/Fuß beträgt und die Matrize auf 28 bewertet ist, hören Sie auf. Es ist mir egal, ob die Presse 200 Tonnen hat. Werkzeuge versagen lokal. Maschinen versagen global.
Überprüfen Sie anschließend die Maschinenkapazität bei der tatsächlichen Biegelänge und Position. Eine 100‑Tonnen‑Abkantpresse ist nicht überall entlang des Betts 100 Tonnen. Bestätigen Sie, dass Ihr erforderlicher Gesamtwert mindestens 20–30% unter der bewerteten Kapazität an diesem Abschnitt liegt.
Erforderlicher Gesamtwert: 80 Tonnen Maschine an Ort bewertet: 110 Tonnen Sicherheitsmarge: [(110 − 80) ÷ 80 ≈ 0,375 = 37,5%]
Jetzt können Sie aufatmen.
4. Führen Sie einen Testbiegevorgang mit reduzierter Länge durch und beobachten Sie die Lastkurve. Nicht nur den Winkel. Die Lastkurve. Wenn die Tonnage gleichmäßig ansteigt und sich im Luftbiegen stabilisiert – gut. Wenn sie nahe dem unteren Punkt hochschnellt, bewegen Sie sich ungewollt in Richtung Durchbiegen, ob Sie es wollen oder nicht.
Bevor Sie einer Zahl vertrauen, ziehen Sie einen Schrottstreifen aus derselben Charge und machen Sie einen kurzen Probebogen bei reduzierter Länge.
So verwandeln Sie Unsicherheit in ein begrenztes Risiko statt in gekreuzte Finger.
Aber was passiert nächsten Monat, wenn dasselbe Teil zurückkommt und niemand mehr weiß, warum Sie damals die 2,0 im V gewählt haben?
Hier trennt sich der Profi vom Knopfdrücker.
Sie dokumentieren nicht die Rechnerzahl. Sie dokumentieren die Einschränkungen, die die Entscheidung beeinflusst haben.
Schreiben Sie auf:
Dieses Blatt wird zu Ihrer zukünftigen Margin-Karte.
Vor Jahren haben wir einen Halterauftrag erneut ausgeführt, der “eigentlich einfach sein sollte”. Keine Notizen. Neuer Bediener wählte ein engeres V, um die Federung zu reduzieren. Niemand erinnerte sich daran, dass die ursprüngliche Matrize nur 5% Spielraum hatte. Am Ende der Schicht hatte die untere Matrize eine dauerhafte Delle in der Mittelpartie. Gleiche Teilenummer. Anderes Ergebnis. Das Gedächtnis versagte dort, wo die Dokumentation hätte Wache stehen sollen.
Wenn Sie die Entscheidungslogik dokumentieren, beginnt der nächste Aufbau nicht mit Optimismus, sondern mit Grenzen.
Und hier ist das eine, was ich möchte, dass Sie mitnehmen – der Teil, der nicht offensichtlich ist.
Die Tonnagemarge ist kein Prozentsatz, den man am Ende draufsetzt. Sie ist die verbleibende Kapazität, nachdem Sie jede empfindliche Variable – Dicke, Festigkeit, V-Öffnung, Länge – gegen die schwächste Komponente im Stapel getestet haben.
Sie versuchen nicht, die exakte Tonnage vorherzusagen.
Du versuchst zu beweisen, dass selbst wenn die reale Welt jedes einzelne Eingabeparameter gleichzeitig in die falsche Richtung schiebt, nichts in diesem System nahe an seinem Bruchpunkt ist.
Das ist der Unterschied zwischen einem Taschenrechnerbenutzer und einem selbstbewussten Prüfer.
Nun bleibt nur noch diese Frage: Wenn die Abweichungen sich gegen dich stapeln statt für dich, wird deine Einrichtung sie aufnehmen – oder sie wie eine überkomprimierte Feder in das teuerste Stück Stahl im Raum entlassen?


















