

Seorang anak di shift kedua memasukkan baja ringan 0,250″ ke dalam kalkulator “satu klik” milik perusahaan yang mengilap. Hasilnya menunjukkan 82 ton. Mesin diberi peringkat untuk 100. Lampu hijau.
Di tengah lekukan pertama, lantai bengkel bergetar seperti seseorang menjatuhkan landasan. Cetakan 4-arah retak di bahunya. Bukan terkelupas. Retak. Kami menyapu lima ribu dolar karbida dan dua minggu waktu tunggu.
Kalkulatornya tidak berbohong. Ia hanya menjawab pertanyaan yang lebih sempit daripada yang menjaga perkakas Anda tetap hidup.
Inilah yang sebenarnya dilakukan kalkulator itu.
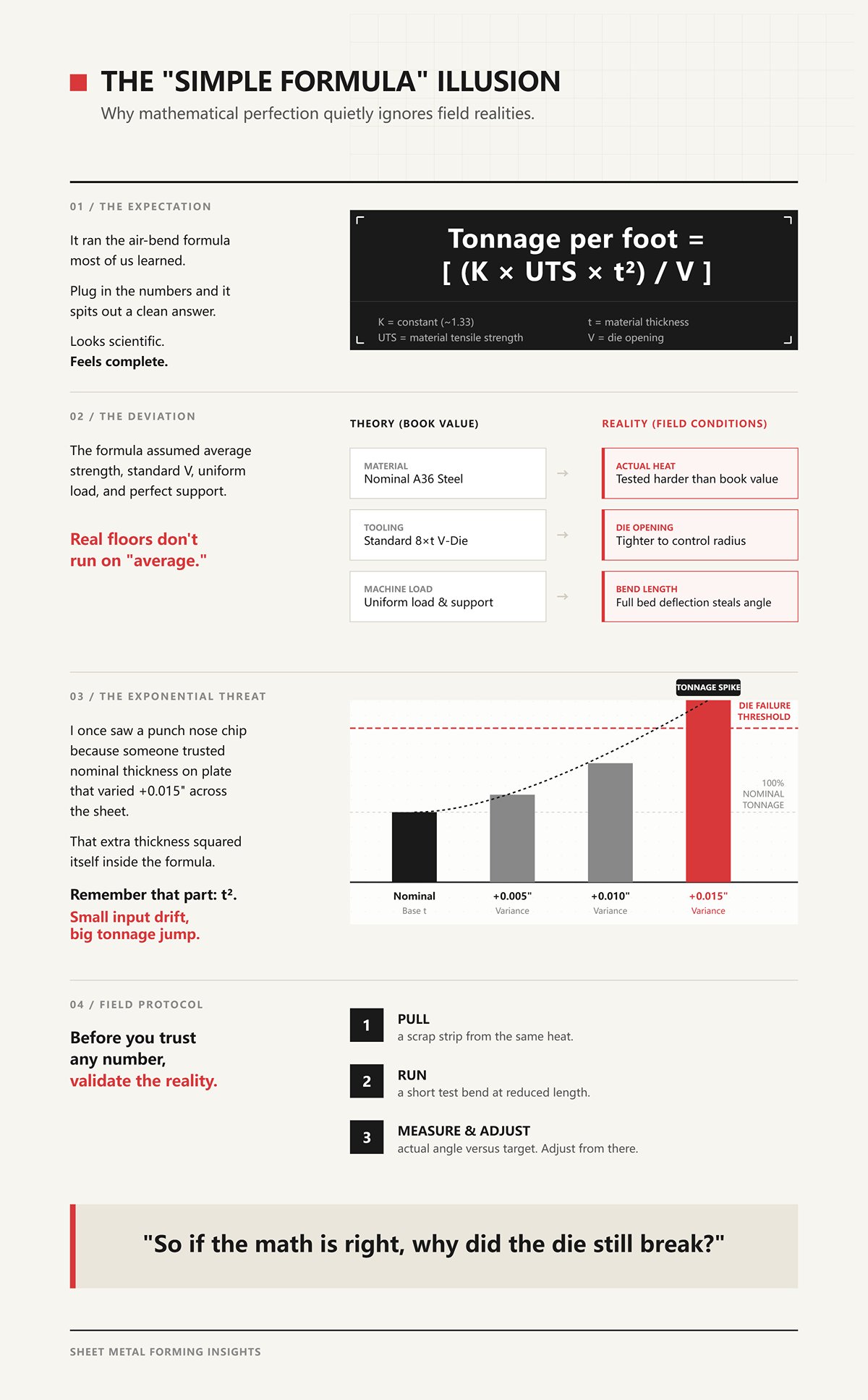
Ia menjalankan rumus tekukan udara yang sebagian besar dari kita pelajari: Tonase per kaki = [ (K × UTS × t²) / V ]
Dimana:
[K] = konstanta (sekitar 1,33 untuk tekukan udara)
[UTS] = kekuatan tarik material
[t] = ketebalan material
[V] = bukaan cetakan
Masukkan angka-angkanya dan ia mengeluarkan jawaban yang bersih. Terlihat ilmiah. Terasa lengkap.
Namun pada pekerjaan itu, gambar cetak menunjukkan “A36.” Baja yang kami terima diuji lebih keras daripada nilai buku. Bukaan cetakan bukan yang nominal 8× ketebalan — lebih sempit untuk mengontrol jari-jari. Dan panjang tekukan hampir sepanjang meja, di mana lendutan mulai mencuri sudut kecuali Anda sudah mengatur penyesuaian dinamis dengan baik.
Rumus itu mengasumsikan kekuatan rata-rata, V standar, beban seragam, penyangga sempurna.
Lantai nyata tidak beroperasi dengan “rata-rata.”
Saya pernah melihat ujung pukulan pecah karena seseorang mempercayai ketebalan nominal pada pelat yang bervariasi +0,015″ di seluruh lembaran. Ketebahan ekstra itu terkuadrat di dalam rumus. Ingat bagian itu: t². Penyimpangan input kecil, lonjakan tonase besar.
Sebelum Anda mempercayai angka apa pun, ambil potongan sisa dari panas yang sama dan lakukan uji tekuk singkat dengan panjang yang dikurangi. Ukur sudut aktual dibandingkan target. Sesuaikan dari situ.
Jadi jika perhitungannya benar, kenapa cetakan tetap rusak?
Kalkulator memperkirakan gaya pembentukan. Pengaturan yang aman menghormati batas mesin dan peralatan.
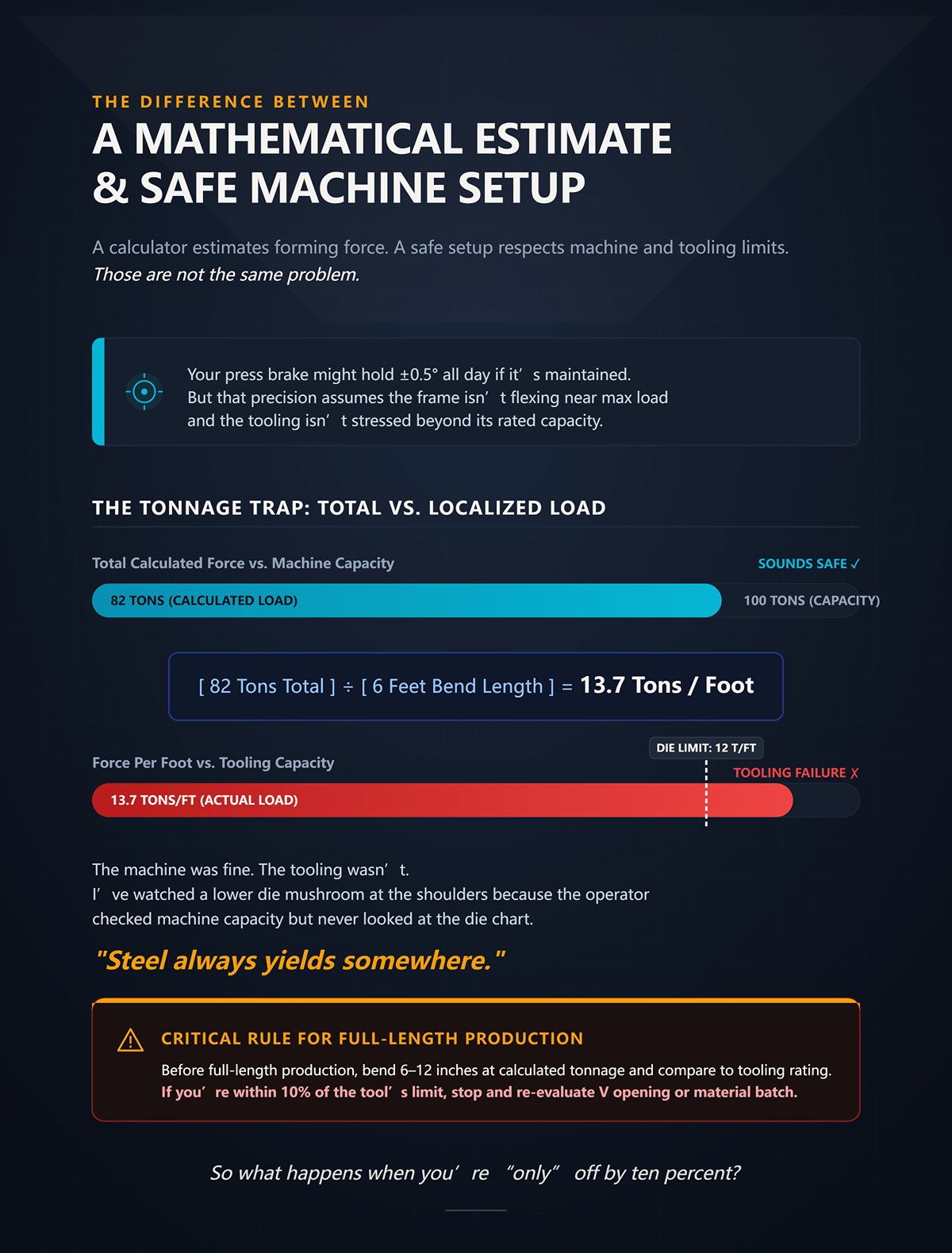
Itu bukan masalah yang sama.
Mesin press brake Anda mungkin mampu mempertahankan ±0,5° sepanjang hari jika dirawat. Mungkin lebih ketat dengan umpan balik laser dan crowning yang berfungsi. Tetapi presisi itu mengasumsikan rangka tidak melentur dekat beban maksimum dan peralatan tidak ditekan melampaui kapasitas yang dinilai.
Kalkulator memberi kita total 82 ton. Kedengarannya aman pada mesin 100 ton.
Tapi pecahkan: [Total tonase] ÷ [Panjang tekukan dalam kaki] = [Ton per kaki]
Jika kita menjalankan 6 kaki: [82 ton] ÷ [6 kaki] ≈ [13,7 ton/kaki]
Cetakan itu diberi nilai 12 ton per kaki.
Mesinnya baik-baik saja. Peralatannya tidak.
Saya pernah melihat cetakan bawah membengkak di bahu karena operator memeriksa kapasitas mesin tetapi tidak pernah melihat grafik cetakan. Press selamat. Cetakan tidak. Baja selalu menyerah di suatu tempat.
Sebelum produksi penuh panjang, tekuk 6–12 inci pada tonase yang dihitung dan bandingkan gaya yang diperlukan dengan peringkat peralatan per kaki. Jika Anda berada dalam 10% dari batas alat, berhenti dan evaluasi ulang bukaan V atau batch material.
Jadi apa yang terjadi ketika Anda “hanya” meleset sepuluh persen?
Misalnya kebutuhan sebenarnya adalah 90 ton. Kalkulator mengatakan 82. Itu sekitar meleset 10%.

Jika Anda kurang 10%, Anda mendapatkan sudut yang tidak konsisten. Springback bervariasi. Bagian melenceng. Mengganggu. Tempat sampah scrap perlahan terisi.
Jika Anda lebih 10% dekat batas peralatan, beban ekstra itu tidak menyebar dengan sopan. Ia terkonsentrasi di ujung punch dan bahu cetakan — seperti terlalu menekan pegas di antara mereka. Baja menyimpan energi itu. Lalu melepaskannya menjadi retakan.
Mode kegagalan berbeda. Tagihan yang sangat berbeda.
Saya pernah melihat punch tersegmentasi patah bersih karena operator menaikkan tonase untuk “aman” setelah melihat sedikit underbend. Dia memperbaiki sudut. Dia juga memperkenalkan lonjakan tegangan tepat di sambungan bagian. Satu ledakan keras. Penundaan tiga minggu.
Inilah perubahan yang perlu Anda lakukan: kalkulator menjawab “Berapa gaya yang membengkokkan ketebalan ini pada cetakan ini dengan asumsi ideal?” Anda harus menjawab “Apakah mesin saya yang persis ini, perkakas saya yang persis ini, dan material yang persis ini dapat bertahan terhadap gaya tersebut sepanjang panjang yang persis ini?”
Sebelum menjalankan produksi dekat kapasitas, lakukan uji singkat pada bahan scrap di 80% dari tonase yang dihitung, naikkan perlahan sambil mengamati sudut dan kurva beban mesin, lalu verifikasi terhadap rating tonase-per-kaki perkakas.
Kalkulator tidak berbahaya karena salah.
Berbahaya karena Anda berhenti berpikir setelah ia berbicara.
Anda menginginkan proses yang sistematis, bukan ceramah lain tentang “hati-hati.”
Bagus. Maka kita mulai dengan membongkar rumus sampai Anda bisa melihat di mana ia menipu Anda.
Pada sebuah pekerjaan beberapa tahun lalu, kami membengkokkan pelat 3/16″, bukan sesuatu yang eksotis, flange panjang lurus. Kalkulator mengatakan 58 ton total. Mesin bisa melakukan 90. Operator merasa aman. Di tengah proses, sudut mulai bergeser, jadi dia memperkecil V dari 1,5″ menjadi 1,25″ untuk mengontrol radius tanpa menghitung ulang gaya. Perubahan kecil yang tenang itu menaikkan tonase cukup untuk merusak ujung punch. Tidak ada drama. Hanya retakan rambut yang berubah menjadi belahan dua hari kemudian.
Ketebalan sama. Material sama. Bukaan cetakan berbeda.
Di situlah rumus dasar menunjukkan manfaatnya — dan di situlah ia menghukum input yang malas.
Persamaan standar air-bend yang digunakan sebagian besar industri terlihat seperti ini:
Tonase = (K × Kekuatan Tarik × Ketebalan² × Panjang Tekukan) ÷ Bukaan Cetakan
Tuliskan secara panjang. Jangan percaya kotak di layar. Saat Anda melihat variabelnya, Anda melihat jebakannya.
Mari kita kerjakan seperti mekanik, bukan seperti pesulap.
Ambil kasus nyata:
Sekarang jalani langkahnya:
Konversi ke ton: [9.975 ÷ 2.000] ≈ 5 ton/ft
Selama 4 ft: ≈ 20 ton total.
Bersih. Dapat diprediksi. Tampak tidak berbahaya.
Sekarang ubah satu input.
Perkecil V dari 2,0 in menjadi 1,25 in karena Anda ingin radius dalam yang lebih kecil. Semua hal lainnya tetap sama.
Hanya penyebut yang bergerak:
[19.950 ÷ 1,25] = 15.960 lb per kaki ≈ 8 ton/ft Total ≈ 32 ton
Anda tidak mengubah ketebalan. Anda tidak mengubah material. Anda mengubah geometri — dan gaya melonjak sekitar 60%.
Saya pernah melihat sebuah dies empat arah terbelah bersih di bahu karena seseorang mengurangi V menjadi setengah untuk “mengendalikan springback” dan lupa bahwa V berada di penyebut. Kecilkan penyebut, seluruh pecahan membesar. Dies itu tidak gagal karena baja misterius. Dies itu gagal karena seseorang memperlakukan geometri seperti pilihan kosmetik, bukan pengganda gaya.
Sebelum Anda mempercayai angka apa pun, ambil strip sisa dari heat yang sama dan lakukan tekukan uji pendek dengan panjang yang dikurangi.
Sekarang lihat kembali persamaan itu. Variabel mana yang paling mungkin berubah tanpa Anda sadari?
Namun pada pekerjaan itu, cetakan mengatakan “A36.”
Label itu menipu lebih banyak toko daripada matematika buruk yang pernah dilakukan.
Kebanyakan bagan dan kalkulator mengasumsikan “baja lunak” dengan kekuatan tarik sekitar 60.000 psi. Beberapa batch A36 mendekati angka itu. Beberapa tidak. Saya pernah melihat sertifikat uji di atas 70.000 psi. Itu bukan sesuatu yang eksotis. Itu adalah kenyataan rantai pasokan.
Kembali ke contoh yang sama dan ubah hanya UTS:
Alih-alih 60.000 psi, gunakan 72.000 psi.
Jalankan langkah yang sama:
≈ 6 ton/ft Total ≈ 24 ton
Anda baru saja menambahkan 4 ton ke pekerjaan hanya dengan mengubah kekuatan sebenarnya dari batch.
Dan itu sebelum kita membicarakan baja tahan karat, di mana kekuatan tarik dan springback keduanya meningkat. Gaya naik, kebutuhan overbend naik, dan “patokan baja lunak” Anda menjadi fiksi yang sopan.
Saya pernah melihat punch tersegmentasi patah tepat di sambungan bagian karena operator menaikkan tonase untuk mengejar springback pada batch yang lebih keras dari perkiraan. Dia memperbaiki sudutnya. Dia juga menyimpan lebih banyak energi elastis di pegas yang tertekan antara punch dan die. Baja tidak lupa. Baja melepaskan energi itu ke bagian penampang yang paling lemah.
Formulanya tidak salah. Formulanya buta. Ia mengasumsikan Anda memberinya kebenaran.
Sebelum Anda berkomitmen pada produksi penuh, verifikasi kekuatan tarik dari sertifikat material dan lakukan uji tekuk singkat pada potongan scrap dengan panjang yang dikurangi untuk mengonfirmasi springback nyata terhadap asumsi Anda.
Jadi jika kekuatan bisa bergeser dan geometri dapat melipatgandakan gaya, apa yang terjadi ketika kita diam-diam mencampur satuan?
Berikut adalah salah satu yang tidak menimbulkan suara sampai sesuatu rusak.
Seorang anak di shift kedua memasukkan 0,250 ke kalkulator yang disetel ke mode metrik. Kolom ketebalan bertuliskan “mm.” Dia maksudnya inci. Mesin melihat 0,250 mm — sekitar sepuluh ribu inci. Hasilnya sangat rendah. Dia tidak menyadarinya karena total tonase masih terlihat “masuk akal.”
Konstanta K dalam rumus itu tidak bersifat universal. Nilainya berubah sesuai dengan sistem satuan karena perhitungan matematikanya menyatukan kekuatan material, geometri, dan faktor konversi. Dalam pembentukan udara imperial, Anda sering melihat K sekitar 1,33. Dalam formulasi metrik, konstanta tersebut mungkin terlihat seperti 1,42 — tetapi itu dengan asumsi MPa, milimeter, dan meter dalam kombinasi tertentu.
Campurkan inci dengan MPa atau milimeter dengan psi dan Anda tidak akan mendapat kesalahan kecil.
Anda akan mendapat hasil sampah dengan penuh keyakinan.
Lakukan perbandingan sederhana:
Jika ketebalan 6 mm (≈0,236 in) tetapi seseorang memasukkan “6” dengan mengira inci, maka variabel kuadrat menjadi:
Benar: [0,236²] ≈ 0,0557
Salah (diasumsikan 6 inci): [6²] = 36
Itu bukan kesalahan pembulatan. Itu adalah peningkatan gaya sekitar 646 kali lipat sebelum bagian lain dari persamaan bereaksi.
Saya pernah melihat cetakan bawah menggelembung karena seseorang menyalin nilai dari tabel metrik ke lembar kerja imperial tanpa menyesuaikan konstanta. Mesinnya tidak mengeluh. Peralatannya yang rusak.
Satuan bukan sekadar pencatatan. Mereka bersifat struktural.
Sebelum Anda menjalankan produksi, pastikan sistem satuan, pastikan konstanta, dan lakukan pembengkokan uji pendek dengan panjang yang dikurangi sambil mengamati beban mesin aktual dibandingkan dengan ton per kaki yang diprediksi.
Sekarang Anda telah melihat bagaimana ketebalan dikuadratkan, bagaimana bukaan cetakan membagi gaya, bagaimana kekuatan tarik mengskala nilainya, dan bagaimana konstanta bergeser tergantung satuan.
Rumusnya berfungsi — jika setiap masukan mencerminkan kenyataan fisik.
Jadi apa yang terjadi ketika mutu material dan geometri cetakan berinteraksi dengan cara yang tidak cukup diperkuat oleh persamaan dasar?
Sebuah bengkel tempat saya bekerja membentuk baja lunak 3/8 sepanjang minggu menggunakan V 3,0 inci. Kalkulator menunjukkan 55 ton untuk 6 kaki. Mesinnya berkapasitas 90 ton. Aman. Jumat sore mereka mengganti dengan stainless 3/8 dan, untuk “mempertahankan radius yang rapat,” beralih ke V 2,0 inci tanpa mengubah program. Panjang bengkokan sama. Ketebalan sama. Keyakinan operator sama.
Ram mencapai dasar dan meteran beban naik seperti takometer dengan throttle macet.
Mari kita uraikan agar Anda melihat di mana persamaan dasar mulai berbohong dengan sengaja tidak menyebutkan hal penting.
Tonnase pembengkokan udara, secara sederhana, bergantung pada kerangka ini:
Gaya ∝ [UTS × t² × L] ÷ V
Di mana UTS = kekuatan tarik t = ketebalan L = panjang tekukan V = bukaan cetakan
Sekarang ubah dua hal sekaligus — seperti yang dilakukan produksi nyata.
Ambil pelat 3/8 in: [t = 0,375] [t²] = 0,1406
Baja lunak pada 60.000 psi, tekukan 6 ft, V = 3,0 in:
[60.000 × 0,1406] = 8.436 Kalikan dengan faktor panjang (6 ft): [8.436 × 6] = 50.616 Bagi dengan V: [50.616 ÷ 3,0] ≈ 16.872 lb per ft setara Anggap saja sekitar 51 ton total setelah faktor konstan dan satuan diperhitungkan.
Sekarang ganti ke stainless pada 85.000 psi dan kecilkan V menjadi 2,0 in:
Anda tidak “menambah sedikit.” Anda hampir menggandakan efek penyebut sambil meningkatkan pembilang. Mesin yang santai di 50 ton kini mendekati 80-an sebelum koreksi springback.
Itulah di mana kalkulator universal menyesatkan Anda. Ia menunjukkan satu keluaran bersih — tetapi di dunia nyata, grade material dan geometri cetakan tidak bergerak secara independen. Mereka menumpuk.
Dan ketika mereka menumpuk, peralatan merasakan setiap pound.
Sebelum Anda mempercayai angka apa pun, ambil strip sisa dari heat yang sama dan lakukan tekukan uji pendek dengan panjang yang dikurangi.
Jadi di mana aturan nyaman 8× ketebalan masuk dalam kekacauan ini?
Saya pernah melihat pekerjaan pelat 1/2 in dikutip berdasarkan aturan 8× tanpa ada yang memeriksa tonase per kaki. Estimator memilih V 4 in karena “8× setengah inci.” Di atas kertas, rapi. Di lantai, press brake mencapai relief di tengah stroke dan berhenti. Kami kekurangan 25 ton — dan bahu punch menanggung akibat optimisme.
Aturan 8× mengatakan: V ≈ 8 × t
Ini adalah jalan pintas geometri. Bukan jaminan gaya.
Mengapa sering berhasil? Karena untuk baja lunak umum — katakan 11 ga hingga 1/4 in — V 8× biasanya menjaga radius dalam sekitar 1× ketebalan dan tonase dalam asumsi grafik standar (biasanya jendela 5× hingga 19× ketebalan).
Tetapi ketebalan tidak berskala dengan sopan.
Ingat: gaya bertambah dengan [t²].
Ketebalan ganda: Jika t menjadi 2t, maka [t²] menjadi 4t². Gaya kira-kira menjadi empat kali lipat.
Jadi pada 1/4 in: masih bisa diatur. Pada 1/2 in: beban empat kali lipat. Pada 3/4 in: sembilan kali beban dari 1/4 in.
Aturan 8× menskalakan V secara linear. Gaya berskala dengan ketebalan kuadrat.
Ketidaksesuaian itulah yang membuatnya patah.
Dan grafik dari pembuat besar diam-diam mengakuinya — sebagian besar kalkulator tonase hanya mengklaim validitas pada rentang ketebalan dan rasio V tertentu. Keluar dari batas itu dengan pelat lebih tebal atau radius yang luar biasa ketat, dan Anda tidak lagi membengkok dalam asumsi tersebut. Anda sedang menebak.
Sebelum Anda menyetujui pekerjaan pelat berdasarkan jalan pintas 8×, potong kupon scrap 12 in dan uji tekuk pada V yang dipilih sambil mengamati beban sebenarnya.
Jika 8× bukan hal sakral, bagaimana Anda menyesuaikan ketika material itu sendiri berubah di bawah Anda?
“Tapi pada pekerjaan itu, cetakan mengatakan A36.”
Kalimat itu telah merusak lebih banyak perkakas daripada perhitungan yang buruk.
Rumus dasar mengasumsikan kekuatan tarik. Ubah itu, dan gaya berskala hampir langsung dengannya.
Jika baseline baja lunak = 60.000 psi, maka pengali sederhana tahap pertama terlihat seperti ini:
Stainless (≈ 85.000 psi): [85.000 ÷ 60.000] ≈ 1,42 → Harapkan kira-kira 42% lebih banyak tonase daripada baja lunak.
Aluminium 5052-H32 (≈ 33.000 psi tarik): [33.000 ÷ 60.000] ≈ 0,55 → Sekitar setengah tonase.
Paduan baja kekuatan tinggi pada 100.000 psi: [100.000 ÷ 60.000] ≈ 1,67 → Dua pertiga lebih banyak gaya.
Itu perhitungan bersihnya.
Kenyataan menambahkan gesekan.
Stainless mengeras saat dikerjakan. Springback meningkat. Operator membengkokkan lebih untuk mengimbangi, yang meningkatkan penetrasi, yang meningkatkan tekanan kontak aktual melampaui apa yang diprediksi oleh asumsi air-bend sederhana. Anda pikir Anda menerapkan pengali 1,4×. Dalam praktiknya, Anda mungkin membebani perkakas mendekati 1,5× atau 1,6× setelah koreksi sudut masuk.
Saya melihat sebuah punch tersegmentasi retak pada sambungan bagian karena operator terus menaikkan tonase untuk mengejar sudut pada 304. Kalkulator mengatakan 70 ton. Log mesin menunjukkan puncak mendekati 85 selama stroke koreksi. Punch tidak peduli apa yang dikatakan spreadsheet.
Dan inilah jebakannya: pengali tersebut mengasumsikan Anda masih melakukan air bending dalam rasio V normal. V sempit, paduan kekuatan tinggi, dan penetrasi dalam mendorong Anda menuju perilaku bottoming baik Anda bermaksud atau tidak. Itu adalah rezim gaya yang sama sekali berbeda.
Jadi perlakukan pengali sebagai faktor kalibrasi, bukan izin untuk melanggar.
Sebelum Anda menjalankan paduan baru dengan panjang penuh, tekuk kupon pendek, catat beban aktual dari pembacaan mesin, dan bandingkan dengan perkiraan ton per kaki sebelum memutuskan penggunaan alat.
Jika peningkatan kekuatan menggandakan gaya, mungkin kita bisa “mengakali” sistem dengan hanya membuka cetakan?
Seorang supervisor pernah berkata kepada saya, “Buka V. Itu akan menurunkan tonase.” Dia benar — dan tetap salah.
Kembali ke persamaan:
Gaya ∝ 1 ÷ V
Tingkatkan V dari 2,0 inci menjadi 3,0 inci dan, dengan semua hal lain sama:
Istilah gaya lama: [÷ 2,0] Istilah gaya baru: [÷ 3,0]
Itu adalah pengurangan 33% pada bagian geometri dari beban.
Di atas kertas, terasa lega.
Namun radius bagian dalam pada pembengkokan udara mengambang kira-kira di 0,16 × V untuk baja lunak.
Jadi:
V = 2,0 → IR ≈ 0,32 inci V = 3,0 → IR ≈ 0,48 inci
Itu adalah peningkatan 50% pada radius bagian dalam.
Jika gambar memerlukan sudut tajam, Anda baru saja menukar keselamatan mesin dengan ketidaksesuaian dimensi. Sekarang seseorang akan mencoba “mengakali” sudut dengan menekan lebih dalam ke cetakan untuk mengecilkan radius. Penetrasi lebih dalam meningkatkan gaya kontak. Pengurangan tonase teoritis mulai menguap.
Dan bukaan V yang lebih besar memusatkan beban secara berbeda di bahu cetakan. Pada material tipis, V yang terlalu lebar dapat menyebabkan rollover berlebihan dan hilangnya kontrol. Pada pelat tebal, V yang terlalu sempit meningkatkan tekanan di tepi cetakan dan berisiko retak.
Saya pernah melihat cetakan bawah terbelah bukan karena tonase salah dihitung, tetapi karena seseorang membuka V pada pekerjaan kekuatan tinggi untuk tetap di bawah kapasitas mesin — lalu menekan terlalu dalam untuk mencapai radius, mengalihkan jalur beban ke sudut cetakan. Geometri menyelamatkan pembacaan pengukur. Itu membunuh alat.
Jadi ya, memperbesar V mengurangi tonase yang dihitung.
Namun itu juga mengubah radius, perilaku springback, akurasi tekukan, dan bagaimana gaya terdistribusi ke baja alat.
Sebelum Anda berasumsi bahwa mata cetakan yang lebih besar “menghemat” sesuatu, lakukan pembengkokan uji pada V yang diusulkan, ukur radius dalam, konfirmasi sudut tanpa penetrasi berlebihan, dan bandingkan beban mesin aktual dengan perkiraan ton per kaki.
Sekarang Anda telah melihat bagaimana mutu menggandakan pembilang dan geometri membagi penyebut — dan bagaimana, dalam kombinasi, keduanya dapat mendorong gaya nyata Anda jauh di luar apa yang diam‑diam diasumsikan oleh kalkulator universal.
Apa yang terjadi ketika metode pembengkokan itu sendiri mengubah seluruh model gaya?
Seorang anak di shift kedua memasukkan 0,250 A36 ke kalkulator, V 2,0 inci, panjang 10 kaki. Layar menunjukkan 62 ton. Mesin adalah hidrolik 100 ton. Banyak ruang cadangan.
Dua bagian pertama dibengkokkan dengan udara berjalan lancar. Lalu supervisor berkata, “Kita perlu kontrol sudut yang lebih tajam. Bottoming saja.”
Bahan sama. Mata cetakan sama. Mesin sama. Hanya metodenya yang berubah.
Pada pukulan ketiga, meter beban tidak naik dengan mulus. Ia melonjak. Delapan puluh. Sembilan puluh. Ram ragu‑ragu seperti menabrak trotoar. Kami mendengar cetakan bawah meletup di bahu. Bukan ledakan dramatis. Hanya retakan yang membuat kami kehilangan cetakan empat arah dan seminggu untuk menjelaskan.
Itulah jawaban Anda untuk pertanyaan yang membara: ketika Anda beralih dari air bending ke bottoming atau coining, Anda tidak menyesuaikan persamaan yang sama. Anda mengubah apa yang dilakukan baja antara punch dan die.
Air bending adalah pembentukan elastis‑plastis. Punch tidak pernah memaksa material sepenuhnya masuk ke rongga die. Lembaran mengambang di atas bahu, dan sudut dikontrol oleh kedalaman penetrasi. Rumus klasik:
Gaya ≈ [K × Kekuatan Tarik × t² × Panjang] ÷ V
Istilah “÷ V” itu adalah katup pelepas Anda. Buka die, gaya turun.
Bottoming mematikan katup pelepas itu.
Sekarang punch mendorong material hingga kontak penuh dengan die. Lembaran dipaksa mengikuti sudut die. Area kontak meningkat. Gesekan naik. Anda tidak lagi hanya membengkokkan di atas dua bahu — Anda sedang memampatkan material terhadap permukaan miring.
Produsen menerbitkan “faktor metode” — bottoming sekitar 5× tonase udara, coining hingga 10×. Itu terdengar seperti pengali yang Anda tambahkan di akhir.
Tidak.
Karena fisika berubah dari tegangan yang didominasi pembengkokan menjadi tegangan yang didominasi pemampatan. Dalam coining, ujung punch menembus melewati sumbu netral dan menipiskan material di garis bengkok. Anda menghasilkan seluruh penampang secara lokal. Itu berarti sensitivitas [t²] Anda kini disertai tegangan tekan melalui ketebalan yang mendekati luluh dalam tekan, bukan hanya tegangan tarik pada serat luar.
Keadaan tegangan berbeda. Mode kegagalan berbeda. Risiko berbeda.
Sebelum Anda mempercayai angka apa pun, ambil strip sisa dari heat yang sama dan lakukan tekukan uji pendek dengan panjang yang dikurangi.
Mari kita jalankan angka seperti yang dilakukan kalkulator — lalu seperti yang dilakukan baja.
Kasus air bend, hipotetis tetapi realistis:
Sederhanakan istilah geometri:
Gaya_air ∝ [60.000 × (0,25)² × 120] ÷ 2,0 [t²] = 0,0625 Istilah pembilang ≈ 60.000 × 0,0625 × 120 = 60.000 × 7,5 = 450.000 (satuan proporsional) Dibagi 2,0 → 225.000
Sebut saja “1×.”
Sekarang terapkan faktor bottoming 5×. 225.000 × 5 = 1.125.000.
Terlihat sederhana. Matematika yang sama, hanya diubah skala.
Namun inilah yang tersembunyi: dalam air bending, gaya memuncak mendekati bagian bawah stroke lalu turun. Dalam bottoming, gaya terus meningkat tajam saat kontak permukaan penuh berkembang. Bentuk kurva beban Anda berubah. Gaya puncak menjadi sensitif terhadap sedikit overtravel — 0,010 inci lebih dalam bukanlah penyesuaian kecil; hal itu dapat memicu lonjakan tekanan secara dramatis karena kontak sudah penuh.
Saya pernah melihat punch tersegmentasi menjadi mekar di ujungnya karena operator mengejar setengah derajat dalam mode bottoming. Dia menambah kedalaman ram 0,004 inci setiap kali. Setiap penambahan menumpuk tegangan tekan di hidung punch sampai melebihi batas luluh baja perkakas. Kalkulator mengatakan 90 ton. Load cell kemudian menunjukkan puncak transien lebih dari 110.
Hal ini membawa masalah lain yang jarang dibicarakan: tampilan mesin menipu. Konversi tekanan hidrolik ke tonase mengasumsikan kondisi ideal. Load cell memberi kebenaran. Saya pernah melihat perbedaan 8–12% antara layar dan kenyataan. Kalikan kesalahan itu dengan pergeseran metode 5× dan Anda sudah melewati rating perkakas sebelum menyadarinya.
Dan rating perkakas itu sendiri? Sebuah die bertanda 60 ton per meter pada 90° bukan otomatis 60 ton per meter pada 30°. Geometri kontak mengubah beban yang diizinkan. Saya pernah melihat bengkel membandingkan ton panjang imperial dengan ton metrik dan mengira mereka punya margin. Mereka tidak.
Bottoming dan coining bukanlah “air bending plus lebih banyak.” Mereka adalah rezim amplifikasi gaya di mana kesalahan setup kecil menciptakan lonjakan beban nonlinier.
Sebelum Anda memutuskan untuk bottoming, tekuk kupon 6 inci pada penetrasi penuh, catat tonase puncak dengan load cell jika tersedia, dan bandingkan dengan rating mesin dan perkakas per kaki.
Anda beralih ke bottoming karena ingin sudut yang dapat diulang. Lebih sedikit springback. Sudut lebih bersih.
Presisi terasa terkendali.
Namun inilah batas yang tidak terlihat: ketika tonase bottoming yang diperlukan melebihi 70–80% dari kapasitas mesin atau rating die per kaki, Anda beroperasi tanpa margin kejutan.
Mengapa 70–80%?
Karena press nyata tidak sepenuhnya paralel saat diberi beban. Defleksi ram, defleksi meja, variasi ketebalan material — semuanya menciptakan zona beban berlebih lokal. Jika perhitungan global Anda menunjukkan 95 ton pada mesin 100 ton, satu bagian dari dies tersebut mungkin mengalami setara dengan 110 ton.
Saya pernah melihat dies 4 arah retak tepat di radius bahu saat pengerjaan pelat 3/8 inci. Kalkulator memprediksi 140 ton pada press 175 ton dalam mode bottoming. “Aman.” Tetapi pelat bervariasi +0,015 inci di seluruh lebar. Ingat [t²].
Jika t nominal = 0,375 [t²] = 0,1406 Jika t aktual = 0,390 [t²] = 0,1521
Rasio: 0,1521 ÷ 0,1406 ≈ 1,08
Peningkatan ketebalan 8% menghasilkan kira-kira 8% gaya tekuk lebih banyak — sebelum amplifikasi bottoming. Sekarang terapkan rezim 5×. Benjolan ketebalan lokal itu mendorong satu bagian melewati batas rating dies. Retak.
Bottoming menjadi destruktif ketika:
Yang terakhir itu adalah pembunuh. Dalam air bending, penyesuaian kedalaman bersifat lembut. Dalam bottoming, itu seperti menggunakan linggis.
Lakukan uji bottoming panjang pendek pada kedalaman penuh, ukur ketebalan material di seluruh lembar, dan pastikan tonnage puncak tetap di bawah 80% dari rating tooling terendah sebelum Anda skala ke panjang penuh.
Coining menggoda. Nol springback. Radius internal tajam. Sudut tepat tanpa perhitungan overbend.
Namun coining tidak hanya membengkokkan. Ia secara plastis mengompresi permukaan bagian dalam melampaui batas luluh, menipiskan material di puncak. Itu membutuhkan tekanan kontak yang cukup tinggi untuk melampaui kekuatan luluh tekan di sepanjang garis tekuk.
Itulah mengapa tonnage bisa mencapai 8–10× air bending.
Pada press mekanis lama dengan rangka masif dan kontrol stroke pendek, coining masuk akal untuk beberapa bagian repetitif tertentu. Mesin-mesin itu dibangun seperti landasan besi.
CNC hidrolik modern presisi, cepat, dan sering lebih ringan dalam massa rangka. Mereka dioptimalkan untuk fleksibilitas air bending, bukan untuk kompresi puncak berkelanjutan.
Jadi kapan coining dibenarkan?
Jika pembengkokan udara Anda membutuhkan 40 ton, dan coining akan membutuhkan 200, tanyakan pada diri sendiri: apakah Anda memiliki mesin 400 ton dan perkakas yang diberi peringkat sesuai?
Jika tidak, Anda sedang memampatkan pegas bermuatan itu di antara punch dan die sampai sesuatu yang lain melepaskan energinya — ujung punch yang terkelupas, die yang retak, rangka yang terpelintir.
Saya pernah melihat pekerjaan coining pada baja berkekuatan tinggi di mana hidung punch menjadi rata hanya dalam satu shift. Sudutnya sempurna. Perkakasnya menjadi rongsokan.
Coining adalah operasi khusus, bukan peningkatan akurasi default.
Sebelum Anda mempertimbangkan coining pada CNC press brake, jalankan uji singkat satu stasiun dengan panjang yang dikurangi, ukur tonase puncak sebenarnya, periksa hidung punch dan bahu die dengan pembesaran, dan bandingkan beban itu dengan kapasitas mesin 50% sebagai pemeriksaan kewarasan.
Karena begitu gaya dikalikan dengan metode, pertanyaannya bukan “Apa kata kalkulator?”
Melainkan “Apa yang rusak terlebih dahulu — matematika, perkakas, atau mesin?”
Anda bertanya bagaimana memilih metode pembengkokan yang tepat tanpa merusak press atau perkakas.
Anda tidak memulai dengan metode. Anda memulai dengan membuktikan bahwa perangkat keras dapat bertahan dari beban yang diminta oleh metode tersebut.
Saya menyaksikan die 10 kaki melengkung di tengah pada pekerjaan “aman” 100 ton. Kalkulator memanggil 82 ton. Press diberi peringkat untuk 100. Semua orang santai. Tetapi bagian itu hanya sepanjang 18 inci dan terpusat. Itu berarti kira-kira [82 ton ÷ 1,5 kaki ≈ 55 ton/kaki]. Die tersebut diberi cap 40 ton per kaki. Tidak ada yang melihat cap itu. Pada pukulan ketiga, bahu mulai aus. Pada pukulan kesepuluh, die memiliki senyum permanen.
Matematikanya tidak salah. Verifikasinya yang hilang.
Tonase bukanlah satu angka tunggal. Ini adalah masalah distribusi — berapa banyak gaya, sepanjang berapa panjang, melalui geometri kontak apa, pada posisi apa di atas meja. Jika Anda tidak menjawab keempatnya, Anda sedang berjudi dengan baja yang dikeraskan.
Press brake yang diberi peringkat 100 ton berarti 100 ton di sepanjang panjang yang diberi peringkat pada garis tengah. Itu tidak berarti Anda bisa menempatkan 60 ton ke dalam satu kaki perkakas dan berharap mendapat tepuk tangan.
Mari kita jalankan dengan bersih.
Katakanlah perhitungan air-bend Anda menghasilkan 60 ton untuk bagian sepanjang 24 in.
Panjang dalam kaki: [24 in ÷ 12 = 2 ft] Beban per kaki: [60 ton ÷ 2 ft = 30 ton/ft]
Jika dies Anda diberi rating 35 ton/ft, maka Anda masih dalam batas rating. Baik.
Sekarang pendekkan bagian itu menjadi 12 in tetapi pertahankan bahan dan V tetap sama. Gaya tidak akan berkurang secara linear kecuali rumusnya berbasis panjang — dan sebagian besar memang demikian. Jadi:
Panjang baru: [12 in ÷ 12 = 1 ft] Tonnase total baru: [60 × (1 ÷ 2) = 30 ton] Beban per kaki: [30 ton ÷ 1 ft = 30 ton/ft]
Masih 30 ton/ft. Masih aman.
Jadi di mana jebakannya?
Jebakan muncul ketika operator “menumpuk” bagian dalam satu stasiun atau menjalankan bagian pendek pada dies panjang tanpa reposisi.
Aku pernah punya anak magang di shift kedua yang memasukkan 0 untuk panjang bagian di kontrol sekali. Mesin otomatis mengasumsikan beban pada garis tengah. Dia menjalankan sebuah braket 8 in yang membutuhkan 40 ton. Itu berarti:
Panjang: [8 in ÷ 12 = 0,67 ft] Beban per kaki: [40 ÷ 0,67 ≈ 60 ton/ft]
Pada dies yang diberi rating 45 ton/ft.
Kapasitas total mesin? Baik. Kapasitas lokal dies? Terlampaui sebanyak 33%.
Dies retak di radius bahu sebelum makan siang.
Beban per kaki adalah gerbang pertama. Jika beban per kaki yang dihitung melebihi komponen dengan rating terendah — pelubang, dies, atau batas per kaki mesin — jangan berdebat dengannya. Ubah lebar dies, kondisi material, atau metodenya. Sebelum Anda mempercayai angka apa pun, ambil strip sisa dari batch yang sama dan lakukan uji tekukan pendek dengan panjang yang dikurangi.
Namun bahkan jika dies bertahan terhadap beban per kaki, apa yang terjadi tepat di ujung pelubang?
Gaya itu abstrak. Tekanan adalah yang merusak alat.
Tekanan = Gaya ÷ Luas Kontak.
Ujung pelubang tajam 0,030 in memusatkan beban dalam garis sempit. Radius 0,125 in menyebarkannya. Tonnase sama. Tegangan sangat berbeda.
Misalkan proses bottoming memerlukan 80 ton untuk bagian sepanjang 36 in.
Panjang: [36 in ÷ 12 = 3 ft] Beban per kaki: [80 ÷ 3 ≈ 26,7 ton/kaki]
Terlihat tidak berbahaya.
Sekarang perbesar ke satu inci panjang punch. Satu inci itu menahan:
[26,7 ton/kaki ÷ 12 in/kaki ≈ 2,22 ton per inci]
Konversi ke pound: [2,22 × 2000 ≈ 4.440 lb per inci]
Jika lebar kontak ujung punch saat bottoming kira-kira 0,020 in, luas kontak per inci adalah:
[1 in × 0,020 in = 0,020 in²]
Tekanan kontak: [4.440 lb ÷ 0,020 in² = 222.000 psi]
Itu di atas kekuatan luluh banyak baja perkakas dalam kompresi ketika konsentrasi tegangan diperhitungkan.
Saya pernah melihat punch akut yang digiling presisi digunakan untuk bottoming stainless karena “kalkulator mengatakan 75 ton dan mesin press adalah 120.” Pada pertengahan shift, ujungnya telah rata 0,005 in. Sudut bergeser. Bagian keluar dari spesifikasi. Alat tidak kelebihan beban secara global — tetapi dihancurkan secara lokal.
Namun pada pekerjaan itu, cetakan mengatakan “A36,” dan pembeli diam-diam mengganti stok pickled and oiled dengan kekuatan lebih tinggi. Tegangan tarik melonjak. Gaya yang dibutuhkan melonjak. Tekanan kontak melonjak. Punch menanggung selisihnya.
Jadi ketika Anda memilih metode yang memperkuat gaya — bottoming atau coining — Anda tidak hanya meningkatkan tonase. Anda meningkatkan tegangan kontak pada fitur geometris terkecil dalam sistem.
Periksa peringkat produsen punch untuk bottoming atau coining secara khusus. Jika tidak ada yang tercantum, anggap hanya peringkat air-bend. Kemudian buktikan dengan uji panjang pendek, kedalaman penuh sambil memeriksa ujung punch di bawah pembesaran setelah beberapa pukulan pertama.
Bahkan jika peringkat punch dan die sesuai, Anda masih belum menjawab di mana gaya itu berada pada rangka mesin.
Kebanyakan operator melihat lencana: “175 TON.” Angka itu biasanya berlaku pada jarak tertentu antara housing, di garis tengah, dengan beban terdistribusi merata.
Mesin Anda memiliki kurva tonase — grafik yang menunjukkan beban yang diizinkan versus posisi di seluruh meja.
Bayangkan mesin press 10‑ft, 175‑ton yang diberi peringkat kapasitas penuh di tengah 6 ft, tetapi hanya kapasitas 60% pada 2 ft dari garis tengah. Jika Anda menempatkan pekerjaan 4‑ft dekat housing kanan untuk menghindari jari backgauge, Anda mungkin hanya memiliki:
[175 × 0,60 ≈ 105 ton yang diizinkan pada posisi itu]
Sekarang gabungkan itu dengan beban per kaki.
Katakan perhitungan bottoming Anda (yang sudah diverifikasi per kaki) membutuhkan 100 ton sepanjang 4 kaki.
Beban per kaki: [100 ÷ 4 = 25 ton/kaki]
Rating perkakas? Baik.
Lencana mesin? Baik.
Namun ditempatkan tidak di tengah di mana batas yang diizinkan sekitar 105 ton total, Anda memiliki margin global 5 ton. Itu di bawah 5%. Defleksi ram, variasi ketebalan, atau kesalahan tampilan 10% — yang secara pribadi telah saya ukur dengan load cell — mendorong Anda melewati batas struktural.
Saya pernah melihat rangka samping terpuntir cukup untuk membuat paralelisme melenceng beberapa ribuan inci. Tidak dramatis. Hanya mahal dan permanen.
Kurva tonase memberi tahu Anda beban yang diizinkan sebagai fungsi dari posisi dan panjang. Itu bukan hiasan. Ketika kebutuhan yang Anda hitung melebihi 70–80% dari tonase yang diizinkan pada posisi dan bentang tersebut, Anda beroperasi tanpa margin kejutan.
Verifikasi berarti:
Jika salah satu dari itu gagal, Anda tidak “menjalankannya dengan hati-hati.” Anda mengubah pengaturan.
Karena setelah Anda memverifikasi distribusi beban, tegangan kontak, dan kapasitas rangka, memilih antara air bending, bottoming, atau coining berhenti menjadi tebakan. Itu menjadi keputusan rekayasa.
Dan itulah yang akan kita lakukan selanjutnya — mengambil satu pekerjaan nyata dan membawanya dari formula ke pengaturan yang terverifikasi dan dapat bertahan tanpa merusak satu pun perkakas.
Anda punya cetakan, setumpuk pelat, dan kalkulator yang bersumpah Anda aman.
Begini cara Anda menghindari mengubah kepercayaan itu menjadi serpihan.
Katakanlah pekerjaan ini hipotetis tapi realistis: Material disebut “baja lunak,” ketebalan 0,250 inci, panjang tekukan 36 inci, tekukan 90°, radius dalam tidak ditentukan. Tidak ada sertifikat pabrik dalam paket. Mesin adalah press brake 150 ton, 10 kaki. Gudang perkakas memiliki V die 2,0 inci dengan rating 35 ton/kaki dan V die 3,0 inci dengan rating 20 ton/kaki.
Itu cukup tali untuk menggantung diri sendiri.
Kita akan membawanya dari ketidaktahuan ke pengaturan yang bisa kamu percayai untuk gaji sendiri — dan kita akan membiarkan batasan peralatan, bukan kalkulator, yang menentukan metode mana yang bertahan.
Saat sertifikat pabrik hilang, jangan berasumsi yang murah hati.
“Baja lunak” bisa memiliki yield 36 ksi. Bisa juga 50+. Perbedaan itu tidak terlihat dramatis di atas kertas, tetapi gaya tekuk mengikuti kekuatan tarik hampir secara linear, dan ketebalan secara non‑linear. Ketebalan dua kali lipat, kira‑kira empat kali tonase. Jadi beberapa ribu inci di atas 0,250 in lebih berarti daripada yang kamu pikirkan.
Kita mulai konservatif.
Gunakan rumus dasar air‑bend umum untuk baja lunak:
[Ton/ft] = [K × (Ketebalan²)] ÷ V
Dimana: K = konstanta material (kita akan menggunakan dasar baja lunak standar) Ketebalan = 0,250 in V = bukaan cetakan
Aturan praktis mengatakan V ≈ 8 × ketebalan.
Jadi:
V ≈ [8 × 0,250 = 2,0 in]
Bagus. Kita memang punya cetakan 2,0 in.
Sekarang hitung tonase proporsional (dasar ilustratif):
[Ketebalan²] = [0,250² = 0,0625] Dibagi dengan V: [0,0625 ÷ 2,0 = 0,03125]
Rasio itu yang menentukan gaya. Perketat V dan nilainya melonjak. Longgarkan V dan nilainya turun cepat.
Kalikan dengan konstanta material dan kita berada di kisaran sekitar 20–25 ton/ft untuk A36 asli dalam V 2,0 in. Untuk 3 ft:
[Asumsikan 24 ton/ft × 3 ft = total 72 ton]
Pada mesin 150 ton, itu terasa nyaman.
Di situlah jebakannya.
Bertahun‑tahun lalu, kami menjalankan “seperempat inci baja lunak” yang diukur 0,265 in dari lot panas. Operator mempercayai labelnya. Perubahan ketebalan sebenarnya:
[0.265² = 0.0702] Bandingkan dengan baseline 0.0625. Peningkatan rasio: [0.0702 ÷ 0.0625 ≈ 1.12]
Dua belas persen lebih banyak hanya dari ketebalan. Tarikannya juga lebih tinggi. Gaya akhir hampir 20% di atas perkiraan. Die 4‑arah terbelah di bahu pada pukulan ketiga.
Baja menyimpan energi seperti pegas. Jika Anda terlalu menekannya dengan asumsi yang salah, energi itu dilepaskan ke permukaan terlemah dalam tumpukan.
Jadi baseline ditetapkan — tapi itu hanya pra‑beban pegas awal.
Sebelum Anda mempercayai angka apa pun, ambil strip sisa dari heat yang sama dan lakukan tekukan uji pendek dengan panjang yang dikurangi.
Sekarang kita memberi tekanan pada baseline.
Pertama, panjang tekukan. Kita punya 36 in:
[36 in ÷ 12 = 3 ft]
Jika baseline adalah 24 ton/ft, totalnya adalah:
[24 × 3 = 72 ton]
Tapi bagaimana jika bajanya bukan 36 ksi? Katakanlah ia berperilaku seperti material 50 ksi — bukan eksotis, hanya baja hot‑rolled yang lebih kuat.
Pengali material ≈ [50 ÷ 36 ≈ 1.39]
Tons/ft yang disesuaikan:
[24 × 1.39 ≈ 33 ton/ft]
Total:
[33 × 3 ≈ 99 ton]
Sekarang kita mendekati 100 ton.
Perhatikan apa yang terjadi. Kita tidak mengubah ketebalan. Kita tidak mengubah die. Kita hanya mengoreksi kekuatan.
Dan die tidak peduli apa yang diasumsikan kalkulator.
Inilah faktor geometri yang mengejutkan. Jika seseorang memutuskan untuk “mengencangkannya demi radius yang lebih tajam” dan mengganti ke V 1.5 in, tonase berskala terbalik dengan V:
Perubahan rasio dasar: [2,0 ÷ 1,5 ≈ 1,33]
Jadi:
[33 ton/ft × 1,33 ≈ 44 ton/ft]
Total:
[44 × 3 ≈ 132 ton]
Pelat yang sama. Panjang tekukan yang sama. Hanya material yang lebih kuat dan die yang lebih sempit.
Saya pernah melihat seorang anak melakukan pertukaran persis seperti itu karena sudutnya terbuka kembali. Dia tidak menghitung ulang. Meteran beban naik seperti tachometer dengan throttle macet. Kami berhenti di 120 ton. Die tidak retak — tapi melengkung. Senyum permanen sepanjang 3 ft.
Inilah mengapa “pengali material” saja tidak cukup. Geometri die mendominasi persamaan.
Sebelum Anda melakukan tekukan penuh, buatlah tekukan uji 6 inci dengan pilihan die yang sebenarnya dan perhatikan kurva beban saat mendekati sudut. Jika kemiringan meningkat tajam dekat kedalaman, Anda lebih dekat ke bottoming daripada yang Anda pikirkan.
Sekarang kita ambil kasus terburuk yang masuk akal dari atas:
≈ 44 ton/ft dalam V 1,5 inci × 3 ft = 132 ton total
Mulai dengan perkakas.
Jika die 2,0 inci diberi nilai 35 ton/ft, die 1,5 inci yang lebih sempit tidak akan diberi nilai lebih tinggi. Mari kita asumsikan nilai 30 ton/ft untuk ilustrasi.
Kebutuhan kita:
44 ton/ft Nilai die:
30 ton/ft
Itu adalah kelebihan beban 47%.
Tidak masalah bahwa mesin dapat menghasilkan 150 ton. Die tidak bisa.
Jadi kita kembali ke V 2,0 inci.
Jalankan ulang kasus terburuk yang masuk akal dengan V 2,0 inci:
33 ton/ft (kasus material lebih kuat) Nilai die: 35 ton/ft
Margin:
[35 − 33 = 2 ton/kaki]
Itu tipis. Lebih dari 3 kaki, variasi kecil akan menumpuk.
Sekarang periksa posisi mesin. Misalkan yang diizinkan pada lokasi tempat tidur yang dipilih adalah 140 ton.
Total yang dibutuhkan: 99 ton (material kuat, kasus V 2,0)
Margin mesin:
[140 − 99 = 41 ton] Sekitar 29%
Itu dapat diterima.
Margin perkakas per kaki:
[35 − 33 = 2 ton/kaki] ≈ margin 6%.
Terlalu ketat untuk selera saya.
Di sinilah keputusan metode menjadi terpaksa.
Jika pembengkokan udara pada V 2,0 inci membuat kita tetap di bawah 35 ton/kaki, kita tetap di sana. Bottoming akan melonjakkan gaya jauh melampaui ini. Coining akan ceroboh.
Kita tidak memilih bottoming karena kita ingin lebih sedikit springback. Kita memilih pembengkokan udara karena rating perkakas menuntutnya.
Saya pernah melihat kru melakukan bottoming pada pelat 1/4 inci di dalam cetakan yang hanya diberi rating untuk pembengkokan udara karena “mesin punya kapasitas.” Di pertengahan shift, hidung punch mengalami micro‑chip sepanjang panjangnya. Sudut bergeser 1,5 derajat. Perkakas terlihat baik sampai Anda melihatnya dalam cahaya miring. Pekerjaan itu membayar untuk punch baru.
Jadi pengaturan percaya diri kita menjadi:
Perhatikan apa yang kami lakukan.
Kalkulator memberi kami angka awal. Rating cetakan menentukan metode. Kurva mesin menentukan posisi. Ketidakpastian material memaksa adanya pengali. Uji tekukan memvalidasi susunan.
Itu bukan jawaban tonase statis.
Itu adalah sistem yang berada dalam kendali.
| Bagian | Poin-Poin Utama | Perhitungan / Nilai | Hasil / Risiko |
|---|---|---|---|
| Menetapkan baseline dengan spesifikasi pabrik yang tidak lengkap | Asumsikan kekuatan material konservatif ketika sertifikat pabrik tidak ada. Gaya tekukan berskala hampir linier dengan kekuatan tarik dan tidak linier dengan ketebalan. | Ketebalan = 0,250 in V ≈ 8 × ketebalan = 2,0 in Ketebalan² = 0,250² = 0,0625 0,0625 ÷ 2,0 = 0,03125 | Baseline ≈ 20–25 ton/ft (asumsi 24 ton/ft) |
| Baseline total tonase | Panjang tekukan 3 ft | 24 ton/ft × 3 ft = 72 ton | Nyaman pada mesin 150 ton |
| Risiko variasi ketebalan | Ketebalan aktual diukur pada 0,265 in | 0,265² = 0,0702 0,0702 ÷ 0,0625 ≈ 1,12 | 12% peningkatan dari ketebalan saja; hampir 20% peningkatan total gaya → risiko kegagalan tooling |
| Kontrol praktis | Selalu uji dengan potongan sisa dari panas yang sama | Uji tekuk pendek dengan panjang yang dikurangi | Memvalidasi asumsi sebelum beban penuh |
| Skala panjang tekuk | Panjang tekuk 36 inci | 36 ÷ 12 = 3 ft 24 × 3 = 72 ton | Gaya total dasar |
| Pengali material (50 ksi vs 36 ksi) | Sesuaikan untuk material yang lebih kuat | 50 ÷ 36 ≈ 1,39 24 × 1,39 ≈ 33 ton/ft 33 × 3 ≈ 99 ton | Gaya meningkat menjadi ~99 ton |
| Perubahan bukaan die (2,0 inci → 1,5 inci V) | Tonnage berskala berbanding terbalik dengan V | 2,0 ÷ 1,5 ≈ 1,33 33 × 1,33 ≈ 44 ton/ft 44 × 3 ≈ 132 ton | Gaya total naik menjadi ~132 ton |
| Dampak geometri | Geometri die sangat mempengaruhi tonnage | Tidak ada perubahan ketebalan; hanya V yang dikurangi | Risiko deformasi perkakas |
| Kontrol praktis | Lakukan pembengkokan 6 inci dalam uji pada cetakan yang dipilih | Amati kurva beban di dekat sudut | Deteksi risiko bottoming lebih awal |
| Kasus terburuk yang kredibel | V 1,5 inci, 44 ton/ft selama 3 ft | 44 × 3 = 132 ton | Skenario beban tinggi |
| Pemeriksaan rating perkakas (V 1,5 inci) | Asumsikan rating cetakan = 30 ton/ft | Diperlukan 44 ton/ft vs rating 30 ton/ft | 47% kelebihan beban → tidak dapat diterima |
| Kembali ke V 2,0 inci | Kasus material kuat | Diperlukan 33 ton/ft Rating cetakan = 35 ton/ft 35 − 33 = margin 2 ton/ft | ~6% margin perkakas (ketat) |
| Pemeriksaan kapasitas mesin | Batas mesin pada posisi = 140 ton | 140 − 99 = 41 ton (~29% margin) | Margin mesin dapat diterima |
| Keputusan metode | Hindari bottoming/coining karena lonjakan gaya | Tetap gunakan air bending pada V 2.0 inci | Lindungi batas alat |
| Pengaturan akhir yang terkontrol | Konfigurasi terverifikasi | Uji panjang pendek air bend V 2.0 inci <35 ton/ft ~20–30 margin mesin % | Sistem berada di bawah kendali melalui validasi dan margin |
Sekarang Anda menanyakan pertanyaan yang tepat: jika variasi tidak dapat dihindari, bagaimana Anda membangun margin yang mampu bertahan terhadapnya?
Bagus. Karena di sinilah sebagian besar bengkel berhenti berpikir. Mereka mendapatkan sebuah angka, melihat lampu hijau pada kontrol, dan mulai menjalankan bagian. Saya pernah melihat pekerjaan 90 ton berubah menjadi kenyataan 110 ton karena seseorang di shift kedua memasukkan 0 bukan 0.250 ke lembar pengaturan dan tidak ada yang memverifikasi ulang ketebalan pada skid baru. Cetakan tidak meledak. Hanya mulai retak di bahu dua hari kemudian.
Margin bukan sesuatu yang Anda “tambahkan.” Itu adalah sesuatu yang Anda buktikan.
Dan bukti itu dimulai dengan perubahan pola pikir.
Kalkulator online memberi Anda tonase berdasarkan tumpukan asumsi yang tidak Anda pilih.
Sebagian besar menyembunyikan konstanta material. Beberapa menggunakan 575. Beberapa menggunakan 650. Itu adalah selisih 13% sebelum Anda bahkan membicarakan baja yang sebenarnya. Jika dasar Anda adalah 24 ton/ft, 13% adalah:
[24 × 0.13 ≈ 3.1 ton/ft]
Lebih dari 3 ft:
[3.1 × 3 ≈ 9 ton]
Sembilan ton adalah perbedaan antara “nyaman” dan “mengapa cetakan itu bergetar?”
Namun pada pekerjaan tersebut, gambar menunjukkan “A36.” Adonan datang dengan kekuatan tinggi. Ketebalan sama. V sama. Realitas berbeda. Rumusnya tidak berbohong — hanya berasumsi.
Inilah sudut pandang yang ingin saya teruskan: tugas kalkulator adalah untuk mengungkap sensitivitas, bukan memberikan kepastian. Ubah ketebalan sebesar 5%. Lihat tonase melonjak karena faktor kuadrat. Ubah V dari 8× menjadi 6× ketebalan. Lihat lonjakannya karena hubungan terbalik. Anda tidak mencari satu jawaban tunggal. Anda memetakan betapa rapuhnya pengaturan Anda terhadap kesalahan kecil.
Jika ayunan ketebalan 0,015 inci atau pergantian die 0,5 inci mendorong Anda dalam 10% dari rating tooling, Anda tidak memiliki pengaturan — Anda memiliki perjudian.
Sebelum Anda mempercayai angka apa pun, ambil strip sisa dari heat yang sama dan lakukan tekukan uji pendek dengan panjang yang dikurangi.
Jadi, apa tepatnya yang Anda verifikasi sebelum baja mulai menumpuk di belakang brake?
Anda membangun margin dengan cara yang sama seperti membangun dasar mesin — dari bawah ke atas.
1. Ukur ketebalan sebenarnya. Bukan label. Bukan PO. Ukur dengan mikrometer.
Jika nominal adalah 0,250 dan Anda mengukur 0,265:
Rasio gaya dasar = [0,265² ÷ 0,250²] = [0,0702 ÷ 0,0625 ≈ 1,12]
Dua belas persen lebih banyak gaya dari 0,015 inci. Itulah hubungan kuadrat yang diam-diam merusak. Ketebalan adalah variabel dengan pengaruh terbesar dalam seluruh persamaan. Perlakukan seperti itu.
2. Konfirmasi bukaan die sesuai dengan niat. Aturan praktis mengatakan V ≈ 8 × ketebalan. Itu adalah geometri awal, bukan hukum.
Jika Anda memperkecil V dari 2,0 inci menjadi 1,5 inci:
Rasio gaya = [2,0 ÷ 1,5 ≈ 1,33]
Peningkatan tiga puluh tiga persen. Tidak ada perubahan material. Tidak ada perubahan panjang. Hanya geometri. Saya pernah punya kepala produksi yang “mempertajam radius” pada pelat 5/16 tanpa menghitung ulang. Saat makan siang, hidung punch sudah memiliki retakan halus yang bisa dirasakan dengan kuku.
Jika rating die Anda adalah 35 ton/ft dan perhitungan terburuk yang kredibel mengatakan 33 ton/ft, margin 2 ton itu adalah fiksi begitu keausan dan variasi lot masuk.
3. Periksa silang rating tooling per kaki terlebih dahulu, mesin kedua. Jika beban yang dibutuhkan adalah 30 ton/ft dan die diberi rating 28, Anda berhenti. Saya tidak peduli jika press adalah 200 ton. Tooling gagal secara lokal. Mesin gagal secara global.
Kemudian periksa kapasitas mesin pada panjang dan posisi bending yang sebenarnya. Brake 100 ton bukan berarti 100 ton di seluruh bed. Pastikan total yang dibutuhkan setidaknya 20–30% di bawah kapasitas yang diberi rating pada bentang tersebut.
Total yang dibutuhkan: 80 ton Mesin diberi rating di lokasi: 110 ton Margin: [(110 − 80) ÷ 80 ≈ 0,375 = 37,5%]
Sekarang kamu sedang bernapas.
4. Jalankan uji tekuk dengan panjang yang dikurangi dan perhatikan kurva beban. Bukan hanya sudutnya. Kurva beban. Jika tonase meningkat dengan mulus dan stabil dalam tekuk udara, bagus. Jika melonjak mendekati bagian bawah, kamu sedang bergeser menuju bottoming entah kamu bermaksud atau tidak.
Sebelum Anda mempercayai angka apa pun, ambil strip sisa dari heat yang sama dan lakukan tekukan uji pendek dengan panjang yang dikurangi.
Begitulah cara kamu mengubah ketidakpastian menjadi risiko yang terukur, bukan sekadar berharap.
Tapi apa yang terjadi bulan depan ketika bagian yang sama kembali dan tidak ada yang ingat mengapa kamu memilih 2.0 di V?
Di sinilah para profesional berbeda dari sekadar penekan tombol.
Kamu tidak mendokumentasikan angka dari kalkulator. Kamu mendokumentasikan batasan yang mendorong keputusan.
Tuliskan:
Lembar itu menjadi peta margin masa depanmu.
Bertahun-tahun lalu kami mengulang pekerjaan bracket yang “seharusnya mudah.” Tidak ada catatan. Operator baru memilih V yang lebih sempit untuk mengurangi springback. Tidak ada yang ingat bahwa die asli hanya punya margin 5%. Pada akhir shift, die bawah memiliki lekukan permanen di bagian tengah. Nomor bagian sama. Hasil berbeda. Ingatan gagal di tempat dokumentasi seharusnya berjaga.
Ketika kamu mendokumentasikan logika keputusan, pengaturan berikutnya tidak dimulai dengan optimisme. Ia dimulai dengan batasan.
Dan inilah satu hal yang ingin aku kamu bawa ke depan — bagian yang tidak terlihat jelas.
Margin tonase bukanlah persentase yang kamu tambahkan di akhir. Itu adalah kapasitas tersisa setelah kamu menguji setiap variabel sensitif — ketebalan, kekuatan, pembukaan V, panjang — terhadap komponen terlemah dalam tumpukan.
Anda tidak mencoba memprediksi tonase yang tepat.
Anda mencoba membuktikan bahwa bahkan ketika dunia nyata mendorong setiap masukan ke arah yang salah sekaligus, tidak ada dalam sistem itu yang mendekati titik kerusakannya.
Itulah perbedaan antara pengguna kalkulator dan pemeriksa yang percaya diri.
Sekarang satu-satunya pertanyaan yang tersisa adalah ini: ketika variasi menumpuk melawan Anda alih-alih mendukung Anda, apakah pengaturan Anda akan menyerapnya — atau melepaskannya seperti pegas yang terlalu terkompresi ke bagian baja paling mahal di ruangan?


















