

第2シフトの子供が、0.250インチの軟鋼を会社のピカピカの「ワンクリック」計算機に入力した。結果は82トン。機械の定格は100トン。緑色のランプが点灯した。.
最初の曲げの途中で、まるで誰かが金床を落としたかのように工場の床が揺れた。4ウェイダイが肩の部分で割れた。欠けたのではない。割れたのだ。私たちは5000ドル分の超硬工具と2週間分のリードタイムを掃き集めることになった。.
計算機は嘘をついていなかった。ただ、それは工具を長持ちさせるために必要な問いよりも、はるかに狭い範囲の問いに答えていただけだった。.
その計算機が実際に行ったことは以下の通りだ。.
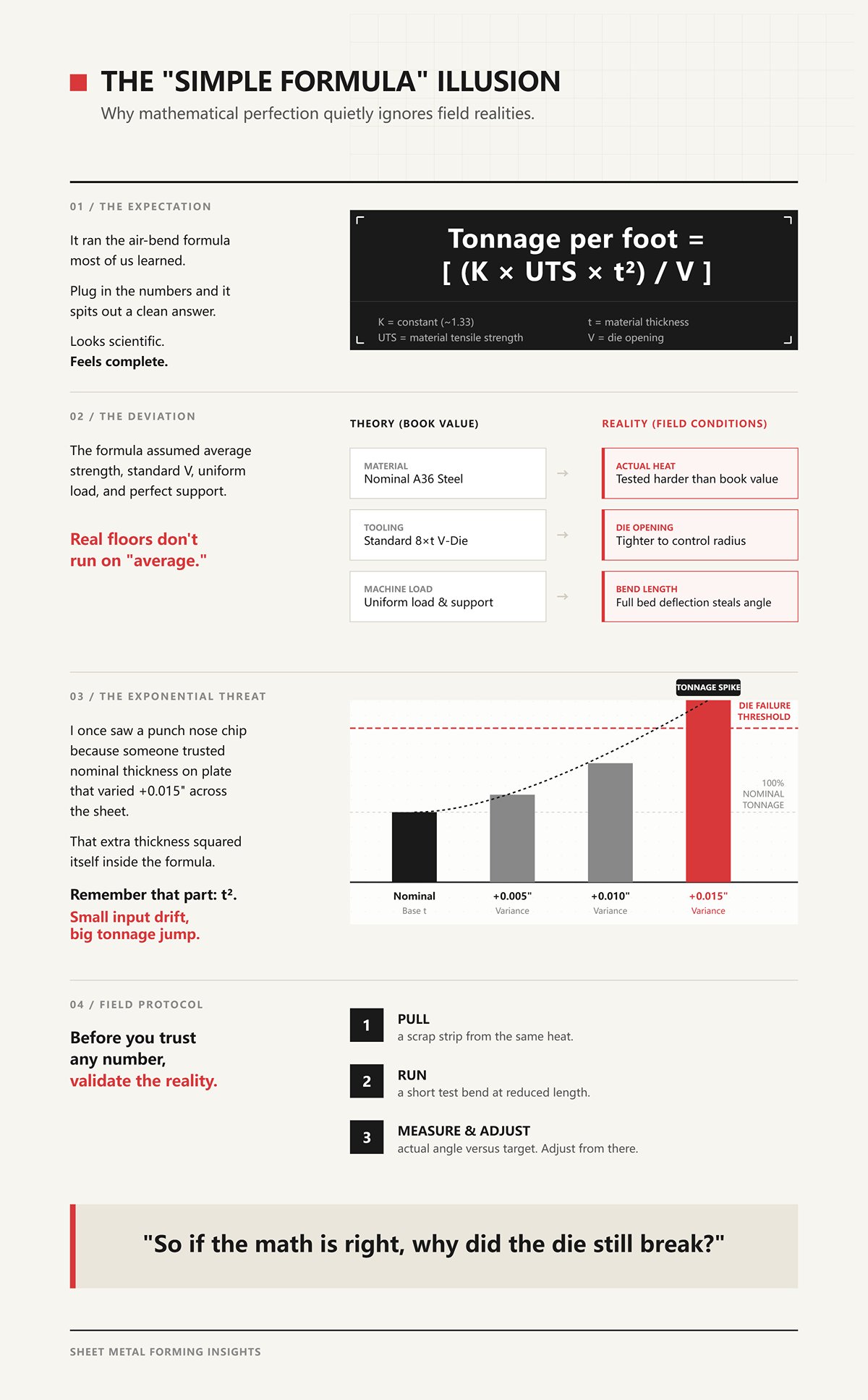
それは、私たちの多くが学んだエアーベンディングの公式を実行した。 1フィートあたりのトン数 = [ (K × UTS × t²) / V ]
次のとき:
[K] = 定数(エアーベンディングでは約1.33)
[UTS] = 材料の引張強度
[t] = 材料の厚さ
[V] = ダイの開口幅
数値を入力すれば、きれいな答えが算出される。科学的に見える。完璧に思える。.
しかし、その仕事の図面には「A36」と書かれていた。届いた材料のロットは、公称値よりも硬かった。ダイの開口幅は公称の板厚の8倍ではなく、半径を制御するためにそれよりも狭く設定されていた。そして曲げ長さはベッドのほぼ全長に及んでおり、ダイナミック・クラウニングを完璧に調整していない限り、たわみによって角度が狂い始める状況だった。.
その公式は、平均的な強度、標準的なV幅、均一な荷重、完璧なサポートを前提としている。.
実際の現場は「平均」では動かない。“
以前、板厚がシート全体で0.015インチばらついている鋼板に対し、公称の厚さを信じたためにパンチの先端が欠けるのを見たことがある。そのわずかな厚みの増加が、公式の中で二乗されて効いてくるのだ。この部分を忘れてはならない。 t². 入力値のわずかなズレが、トン数の大きな跳ね上がりを生む。.
数値を信頼する前に、同じロットの端材で短いテスト曲げを行い、実際の角度と目標値を測定することだ。そこから調整を行うこと。.
では、計算が正しいのなら、なぜダイは割れてしまったのか?
計算機は成形荷重を見積もります。安全なセットアップとは、機械と金型の限界を尊重することです。.
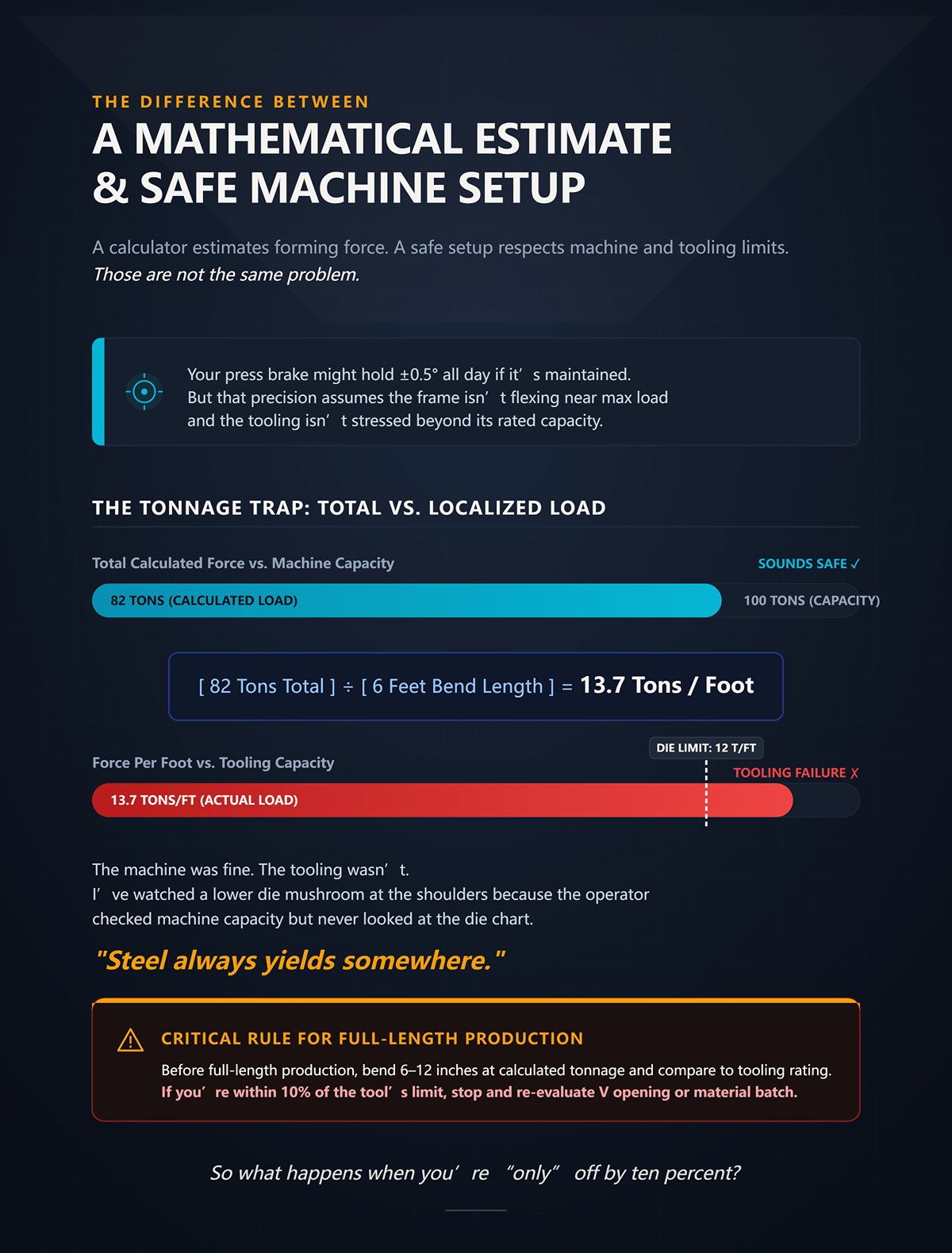
これらは同じ問題ではありません。.
あなたのプレスブレーキは、適切にメンテナンスされていれば、一日中±0.5°の精度を維持できるかもしれません。レーザーフィードバックやクラウニングが正常に機能していれば、さらに精度が高まる可能性もあります。しかし、その精度は、フレームが最大荷重付近でたわんでおらず、金型が定格容量を超えて負荷を受けていないことを前提としています。.
計算機では合計82トンと算出されました。100トンの機械なら安全に聞こえます。.
しかし、分解してみましょう:[総トン数] ÷ [曲げ長さ(フィート)] = [1フィートあたりのトン数]
もし6フィートで加工した場合:[82トン] ÷ [6フィート] ≈ [13.7トン/フィート]
そのダイ(下型)の定格は1フィートあたり12トンでした。.
機械は問題ありませんでしたが、金型はそうではありませんでした。.
オペレーターが機械の能力は確認したものの、ダイのチャートを一度も見なかったために、ダイの肩部がマッシュルーム状に変形するのを見たことがあります。プレス機は無事でしたが、ダイはダメになりました。鋼材は常にどこかで降伏するのです。.
本格的な生産に入る前に、計算されたトン数で6〜12インチ曲げ、必要な荷重を1フィートあたりの金型定格と比較してください。金型の限界の10%以内であれば、作業を停止し、V幅や材料のロットを再検討してください。.
では、「たった」10%の誤差がある場合、何が起こるのでしょうか?
実際の必要荷重が90トンだったとしましょう。計算機は82トンと算出しました。これは約10%の誤差です。.

10%不足している場合、角度が安定しません。スプリングバックが変動し、部品の寸法がずれます。厄介な問題です。スクラップボックスが少しずつ溜まっていきます。.
金型の限界付近で10%超過している場合、その余分な荷重は穏やかに分散されることはありません。パンチの先端とダイの肩部に集中します。まるでそれらの間でバネを過剰に圧縮するようなものです。鋼材はそのエネルギーを蓄え、やがて亀裂となって放出されます。.
故障のモードが異なれば、請求書の金額も大きく異なります。.
以前、オペレーターがわずかな曲げ不足を見て「念のため」にトン数を上げた結果、分割パンチが真っ二つに割れるのを見たことがあります。彼は角度を修正しましたが、同時にセクションの継ぎ目に急激な応力集中を引き起こしてしまったのです。大きな破裂音が響き、3週間の納期遅延が発生しました。.
あなたに切り替えてほしい考え方はこれです。計算機は「理想的な条件下で、この厚みをこのダイで曲げるにはどの程度の力が必要か?」という問いに答えるものです。あなたは「私の機械、私の金型、そしてこの材料で、その荷重にこの長さで耐えられるか?」という問いに答えなければなりません。“
能力限界に近い生産を行う前に、計算されたトン数の80%で短いスクラップテストを行い、角度と機械の負荷曲線を確認しながら徐々に数値を上げ、1フィートあたりの金型定格トン数と照らし合わせて検証してください。.
計算機が危険なのは、それが間違っているからではない。.
計算機が危険なのは、それが答えを出した後にあなたが思考を停止してしまうからだ。.
あなたが必要としているのは、「気をつけろ」という説教ではなく、体系的なプロセスだろう。“
よろしい。では、公式がどこであなたを欺いているのかが見えるまで、その公式を分解するところから始めよう。.
数年前の仕事で、3/16インチのプレートを曲げていた時のことだ。特別な素材ではなく、長いストレートフランジだった。計算機は合計58トンと弾き出し、機械は90トンまで対応可能だった。オペレーターは安全だと感じていた。作業の途中で角度がずれたため、彼は力を再計算することなく、半径を制御するためにV幅を1.5インチから1.25インチに狭めた。その何気ない変更だけで、パンチの先端を欠けさせるのに十分なトン数まで上昇してしまった。大げさなことではない。ただのヘアラインクラック(微細な亀裂)が、2日後に割れへと発展しただけだ。.
同じ厚み。同じ素材。しかしダイの開口幅は異なっていた。.
これこそが基本公式が真価を発揮する場面であり、同時に、怠慢な入力を罰する場面でもある。.
業界のほとんどが使用している標準的なエアベンドの式は以下の通りだ:
トン数 = (K × 引張強度 × 板厚² × 曲げ長さ) ÷ ダイ開口幅
手書きで書き出してみろ。画面上のボックスを信用してはならない。変数を見れば、そこに潜む罠が見えてくるはずだ。.
手品師ではなく、整備士のように取り組んでいこう。.
実際のケースで考えてみる:
では、順を追って計算してみよう:
トンに換算する:[9,975 ÷ 2,000] ≈ 5トン/フィート
4フィート全体で:≈ 合計20トン.
シンプルで予測可能。一見、無害そうに見える。.
ここで、入力を一つ変えてみよう。.
より小さな内側半径を求めて、Vを2.0インチから1.25インチに狭める。他の条件はすべて同じとする。.
分母だけが変わる:
[19,950 ÷ 1.25] = 15,960ポンド/フィート ≈ 8トン/フィート 合計 ≈ 32トン
厚みは変えていない。材質も変えていない。変えたのは形状だけだが、力は約60%も跳ね上がった。.
以前、「スプリングバックを制御する」ためにVを半分にした結果、Vが分母にあることを忘れていて、4面ダイがショルダー部分で真っ二つに割れるのを見たことがある。分母を小さくすれば、分数全体が膨れ上がる。あのダイが破損したのは、鋼材が不可解だったからではない。誰かが形状を単なる見た目の選択肢として扱い、力の増幅器であることを忘れていたからだ。.
数値を信頼する前に、同じロットの端材を切り出し、短い長さで試験曲げを行ってみることだ。.
さて、先ほどの式を見直してほしい。気づかないうちに変動する可能性が最も高い変数はどれだろうか?
しかし、その仕事の図面には「A36」と書かれていた。“
そのラベルは、計算ミスよりも多くの工場を欺いてきた。.
ほとんどのチャートや計算機は、「軟鋼」の引張強度を約60,000 psiと想定している。A36のロットによっては近い値になることもあるが、そうでないものもある。私は70,000 psiを超える試験証明書を見たことがある。それは特別なことではない。サプライチェーンの現実なのだ。.
同じ例に戻り、UTSのみを変更します。
60,000 psiの代わりに、72,000 psiを使用します。.
同じ手順を実行します:
≈ 6 トン/ft 合計 ≈ 24 トン
材料の実際の強度以外は何も変えていないのに、この作業に4トンを追加したことになります。.
そして、それはステンレス鋼の話をする前の段階です。ステンレス鋼では引張強度とスプリングバックの両方が上昇します。力は増大し、必要なオーバーベンド量も増え、あなたの「軟鋼の基準」は単なるきれいごとに過ぎなくなります。.
以前、予想よりも硬いバッチのスプリングバックを追いかけるためにオペレーターがトン数を上げた結果、セグメント化されたパンチがセクションの継ぎ目で破損したのを見たことがあります。彼は角度を修正しましたが、パンチとダイの間に挟まれたバネの中に、より多くの弾性エネルギーを蓄積させてしまったのです。鋼材は忘れません。そのエネルギーを最も弱い断面へと放出するのです。.
式が間違っているわけではありません。式は盲目なのです。あなたが真実を入力したと仮定して計算しているだけです。.
本格的な生産を開始する前に、材料証明書から引張強度を確認し、短いスクラップ材で曲げテストを行って、前提条件に対する実際のスプリングバックを確認してください。.
では、強度が変動し、形状が力を増幅させるとしたら、単位をこっそり混ぜてしまった場合はどうなるでしょうか?
これは、何かが壊れるまで音を立てない問題の一つです。.
二交代制の若い作業員が、メートル法モードに設定された計算機に0.250と入力しました。厚さのフィールドには「mm」と表示されていましたが、彼はインチのつもりでした。機械は0.250 mm(約10/1000インチ)として認識しました。出力された数値は笑えるほど低いものでした。しかし、合計トン数が「妥当」に見えたため、彼はそれに気づきませんでした。“
その式の定数Kは普遍的なものではありません。数学が材料強度、形状、換算係数をまとめて扱っているため、単位系によって変化します。ヤード・ポンド法によるエアーベンディングでは、Kは1.33前後になることが多いです。メートル法の定式化では、定数は1.42のように見えるかもしれませんが、それはMPa、ミリメートル、メートルを特定の組み合わせで使用することを前提としています。.
インチとMPa、あるいはミリメートルとpsiを混ぜると、小さな誤差では済まなくなります。.
自信満々にゴミを出力することになります。.
単純な比較をしてみましょう:
厚さが6 mm(≈0.236インチ)であるにもかかわらず、誰かがインチと勘違いして「6」と入力した場合、二乗の項は以下のようになります:
正解:[0.236²] ≈ 0.0557
間違い(6インチと想定):[6²] = 36
これは単なる丸め誤差ではありません。方程式の残りの部分が反応する前に、力が約646倍に増大しているのです。.
メートル法の表の値を、定数を調整せずにヤード・ポンド法のワークシートにコピーしたために、下型がマッシュルーム状に変形してしまったのを見たことがあります。機械は文句を言いませんでしたが、金型が悲鳴を上げたのです。.
単位は単なる事務処理上の記録ではありません。構造そのものです。.
生産を開始する前に、単位系と定数を確認し、実際の機械負荷と予測されるトン数(フィートあたり)を比較しながら、長さを短くしたテスト曲げを行ってください。.
これで、厚さがどのように二乗され、ダイ開口部がどのように力を除算し、引張強さがどのように力をスケールさせ、そして定数が単位によってどのように変化するかが理解できたはずです。.
この公式は、すべての入力値が物理的な現実を反映していれば機能します。.
では、材料のグレードと金型の形状が、基本方程式では十分に強調されない形で相互に作用するとどうなるのでしょうか?
私が以前関わった工場では、3/8インチの軟鋼を3.0インチのVダイで一週間ずっと曲げていました。計算機では6フィートあたり55トンと算出され、機械は90トン対応だったので余裕がありました。金曜日の午後、彼らは3/8インチのステンレス鋼に交換し、「半径を小さく保つ」ために、プログラムを修正せずに2.0インチのVダイに変更しました。曲げ長さは同じ。厚さも同じ。オペレーターの自信も同じでした。.
ラムが底に達したとき、負荷計はアクセルが固着したタコメーターのように急上昇しました。.
基本方程式がどこで不作為の嘘をつき始めるのか、順を追って見ていきましょう。.
エアベンドのトン数は、簡略化するとこの骨組みに基づいています:
力 ∝ [引張強さ × 厚さ² × 長さ] ÷ ダイ開口部
ここで、引張強さ = UTS、厚さ = t、長さ = L、ダイ開口部 = V
それでは、実際の生産現場でよくあるように、2つの要素を同時に変更してみましょう。.
3/8インチのプレートの場合:[t = 0.375] [t²] = 0.1406
60,000 psiの軟鋼、6フィートの曲げ、V = 3.0インチの場合:
[60,000 × 0.1406] = 8,436 長さ係数(6フィート)を掛ける:[8,436 × 6] = 50,616 Vで割る:[50,616 ÷ 3.0] ≈ 16,872ポンド/フィート相当。定数と単位係数を考慮すると、合計でおよそ51トンとなります。.
次に、85,000 psiのステンレス鋼に変更し、Vを2.0インチに縮小した場合:
「少し加えた」だけではありません。分子を増加させながら分母の影響をほぼ2倍にしました。50トンで余裕があった機械は、スプリングバック補正を行う前で80トン超えに迫っています。.
そこに汎用計算機の落とし穴があります。計算機は一つのきれいな出力結果を示しますが、現実の世界では、材料のグレードとダイの形状は独立して変化するわけではありません。それらは積み重なるのです。.
そしてそれらが積み重なるとき、工具はすべての荷重を直接受けることになります。.
数値を信頼する前に、同じロットの端材を切り出し、短い長さで試験曲げを行ってみることだ。.
では、あの便利な「8倍の板厚ルール」はこの混乱の中でどこに当てはまるのでしょうか?
以前、1/2インチのプレート加工で、1フィートあたりのトン数を確認せずに8倍ルールに基づいて見積もりを出した現場を見ました。見積担当者は「1/2インチの8倍」という理由で4インチのVダイを選びました。書類上は整っていましたが、現場ではプレスブレーキがストロークの中間でリリーフ(安全装置)が作動し、停止してしまいました。25トン不足しており、パンチの肩部がその楽観的な判断の代償を払うことになりました。.
8倍ルールとは:V ≈ 8 × t
これは形状の近道であり、力の保証ではありません。.
なぜこれほど頻繁にうまくいくのでしょうか?それは、11ゲージから1/4インチまでの一般的な軟鋼の場合、8倍のVダイであれば内側半径が板厚の約1倍に収まり、トン数も標準的なチャートの想定範囲(通常は板厚の5倍から19倍の範囲)に収まるからです。.
しかし、板厚は単純に比例して増えるわけではありません。.
覚えておいてください:力は[t²]で増大します。.
板厚が2倍になると、tが2tになり、[t²]は4t²になります。力はおよそ4倍になります。.
つまり、1/4インチでは管理可能でも、1/2インチでは4倍の荷重、3/4インチでは1/4インチの9倍の荷重がかかるのです。.
8倍ルールはV幅に対して線形にスケールします。力は板厚の2乗に比例します。.
その不一致こそが破損の原因です。.
主要メーカーのチャートでも、ほとんどのトン数計算機は特定の板厚範囲とV比でのみ有効であるとひっそりと認めています。それ以外の板厚や極端に小さなRで曲げようとすれば、もはや前提条件から外れており、推測で作業していることになります。.
8倍という近道で板金加工を承認する前に、12インチの端材でテスト曲げを行い、実際の荷重を確認しながら選択したV幅でテストしてください。.
もし8倍ルールが絶対ではないのなら、材料そのものが変わったときにどう調整すべきでしょうか?
“「しかし、その仕事の図面にはA36と書いてあった」”
その言葉は、誤った計算以上に多くの金型を破壊してきました。.
基本公式は引張強度を前提としています。それが変われば、力もほぼ比例して変化します。.
軟鋼の基準を60,000 psiとすると、単純な一次乗数は以下のようになります:
ステンレス(約85,000 psi):[85,000 ÷ 60,000] ≈ 1.42 → 軟鋼より約42%多くのトン数が必要と予想されます。.
アルミニウム 5052-H32(引張強度約33,000 psi):[33,000 ÷ 60,000] ≈ 0.55 → トン数は約半分になります。.
高張力低合金鋼(100,000 psi):[100,000 ÷ 60,000] ≈ 1.67 → 必要な力は3分の2増しになります。.
これが純粋な計算上の数値です。.
現実は摩擦が加わります。.
ステンレスは加工硬化を起こします。スプリングバックも大きくなります。オペレーターはそれを補正するために過剰に曲げようとしますが、それによって貫入が深まり、単純なエアベンドの前提を超えた接触圧がかかります。1.4倍の乗数で計算しているつもりでも、実際には角度補正を含めると金型には1.5倍から1.6倍近い負荷がかかっている可能性があります。.
304ステンレスで角度を合わせるためにオペレーターがトン数を上げ続けた結果、分割パンチが継ぎ目で欠けるのを見たことがあります。計算機では70トンでしたが、機械のログには補正ストローク中に85トン近くのピークが記録されていました。パンチはスプレッドシートの数値など気にしてくれないのです。.
そしてここに罠があります。これらの乗数は、通常のV比でエアベンドを行っていることを前提としています。狭いV幅、高張力合金、そして深い貫入は、意図せずともボトミングに近い挙動を引き起こします。それは全く別の力学領域です。.
したがって、乗数は許可証ではなく、キャリブレーション(調整)係数として扱ってください。.
新しい合金を全長のまま加工する前に、短いテストピースを曲げ、機械の読み取り値から実際の荷重を記録し、金型をセットする前に予測トン数と比較してください。.
強度が上がると力が倍増するのであれば、ダイの開きを大きくするだけでシステムを出し抜けるのではないだろうか?
以前、ある監督者が私にこう言った。「V溝を広げろ。そうすればトン数が下がる」。彼は正しかったが、同時に間違ってもいた。.
式に戻ろう。
力 ∝ 1 ÷ V
Vを2.0インチから3.0インチに広げ、他の条件がすべて同じであれば:
旧力の項:[÷ 2.0] 新力の項:[÷ 3.0]
これは荷重の幾何学的要素において33%の削減となる。.
理論上は、負担が軽減される。.
しかし、エアベンディングにおける内側半径は、軟鋼の場合、概ね0.16 × Vで変動する。.
つまり:
V = 2.0 → IR ≈ 0.32インチ、V = 3.0 → IR ≈ 0.48インチ
これは内側半径が50%増加することを意味する。.
もし図面でタイトなコーナーが求められているなら、機械の安全性を確保する代わりに、寸法不適合という代償を払ったことになる。今度は誰かが半径を縮めるためにダイの奥深くまで押し込み、「角度を出し抜こう」とするだろう。深く押し込めば接触力は増大する。理論上のトン数削減効果は消え失せてしまうのだ。.
また、V溝が大きくなると、ダイの肩部にかかる荷重の集中具合が変わる。薄い材料では、V溝が広すぎると過度なロールオーバーが発生し、制御不能になる可能性がある。厚い板では、V溝が狭すぎるとダイの端部に圧力が集中し、割れのリスクが生じる。.
私は、トン数の計算ミスではなく、高強度材の加工で機械の容量内に収めるために誰かがV溝を広げ、その後半径を出すために過剰に押し込んだ結果、荷重経路がダイの角に移動して下型が割れるのを見たことがある。幾何学的な変更はゲージの数値を救ったが、工具を破壊したのだ。.
つまり、確かにV溝を広げれば計算上のトン数は減少する。.
しかし、それは半径、スプリングバックの挙動、曲げ精度、そして工具鋼への力の分散の仕方も変えてしまう。.
より大きなダイが何かを「救う」と決めつける前に、提案されたV溝でスクラップ材を曲げ、内側半径を測定し、過度な押し込みなしで角度を確認し、実際の機械荷重を予測トン数(1フィートあたり)と比較することだ。.
これで、材料のグレードが分子を倍増させ、幾何学的条件が分母を分割することが理解できただろう。そして、それらが組み合わさることで、実際の力が汎用計算機が静かに想定している範囲を大きく逸脱してしまう可能性があることも。.
曲げ加工の方法そのものが力学モデル全体を変えてしまうとき、何が起こるのだろうか?
2交代制の若手作業員が、0.250インチのA36鋼板、V幅2.0インチ、長さ10フィートという数値を計算機に入力した。画面には62トンと表示された。機械は100トン油圧プレス機。余裕は十分にあった。.
最初の2つの部品はエアベンディングで問題なく曲がった。その後、監督者が言った。「もっと角度精度が必要だ。ボトミング(底突き)でやれ」“
同じ材料。同じ金型。同じ機械。変えたのは加工方法だけだった。.
3回目のストロークで、荷重計の数値がスムーズに上がらなかった。急上昇した。80トン、90トン。ラムが縁石に乗り上げたかのように停止した。下型の肩部が割れる音が聞こえた。派手な爆発音ではない。ただ、4面ダイを1つダメにし、1週間の釈明に追われる羽目になった、ひび割れ音だった。.
これが、切実な問いに対する答えだ。エアベンディングからボトミングやコイニングに変更するということは、同じ計算式を調整しているのではない。パンチとダイの間で鋼材がどう振る舞うか、その物理現象そのものを変えているのだ。.
エアベンディングは弾塑性加工である。パンチは材料をダイの奥まで完全に押し込まない。板材はダイの肩部に浮いた状態で、角度はパンチの侵入深さによって制御される。古典的な計算式は以下の通りだ。
荷重 ≈ [K × 引張強度 × 板厚² × 長さ] ÷ V幅
この「÷ V幅」という項が、いわば安全弁の役割を果たしている。ダイの幅を広げれば、必要な荷重は下がる。.
ボトミングは、その安全弁を無効にする。.
パンチが材料をダイに完全に密着させるまで押し込むからだ。板材はダイの角度に強制的に従わされる。接触面積が増え、摩擦が上昇する。もはや2つの肩部をまたいで曲げているのではなく、角度のついた面に材料を押し付けて圧縮しているのだ。.
メーカーは「加工係数」を公表している。ボトミングはエアベンディングの約5倍、コイニングは最大10倍の荷重が必要となる。これは単に最後に掛ける倍率のように聞こえるかもしれない。.
実際は違います。.
しかし、物理現象が「曲げが支配的な応力」から「圧縮が支配的な応力」へと変化しているからだ。コイニングでは、パンチの先端が中立軸を越えて侵入し、曲げ線の材料を薄くする。断面全体を局所的に降伏させているのだ。つまり、板厚の2乗(t²)に対する感度に加え、外側の繊維の引張応力だけでなく、板厚方向の圧縮応力が降伏点に近づくという要素が加わるのである。.
異なる応力状態。異なる破損モード。異なるリスク。.
数値を信頼する前に、同じロットの端材を切り出し、短い長さで試験曲げを行ってみることだ。.
計算機が弾き出す数値と、実際の鋼材が示す挙動を比較してみよう。.
エアベンディングのケース(仮定だが現実的な数値):
幾何学項を簡略化します:
Force_air ∝ [60,000 × (0.25)² × 120] ÷ 2.0 [t²] = 0.0625 分子項 ≈ 60,000 × 0.0625 × 120 = 60,000 × 7.5 = 450,000 (比例単位) 2.0で割る → 225,000
これを「1×」と呼びます。“
次に、5倍のボトミング係数を適用します。225,000 × 5 = 1,125,000。.
単純に見えます。同じ計算で、単にスケールを変えただけです。.
しかし、ここに隠された事実があります。エアベンディングでは、荷重はストロークの最下点付近でピークに達し、その後低下します。ボトミングでは、全面接触が進むにつれて荷重が急激に上昇し続けます。荷重曲線の形状が変化するのです。ピーク荷重はわずかなオーバートラベルに敏感になります。0.010インチ深く押し込むことは小さな調整ではなく、すでに全面接触しているため圧力が劇的に急上昇する可能性があります。.
ある作業者がボトミングモードで0.5度の精度を追い求めた結果、分割パンチの先端がマッシュルーム状に変形するのを見たことがあります。彼はラムの深さを一度に0.004インチずつ調整していました。調整のたびにパンチ先端に圧縮応力が蓄積され、最終的に工具鋼の降伏点を超えてしまったのです。計算機上では90トンでしたが、後にロードセルで測定したところ、110トンを超える過渡的なピークが記録されていました。.
ここで、もう一つの静かな問題が浮上します。機械の表示は嘘をつくということです。油圧からトン数への変換は理想的な条件を前提としています。ロードセルは真実を伝えます。私は画面上の数値と実際の数値の間に8〜12%の差があるのを見たことがあります。その誤差に5倍のメソッドシフトを掛け合わせれば、気づかないうちに工具の定格を超えてしまいます。.
では、工具の定格自体はどうでしょうか? 90度で1メートルあたり60トンと刻印された金型が、自動的に30度でも1メートルあたり60トンになるわけではありません。接触形状が変われば許容荷重も変わります。現場で英トンとメートル法トンを混同し、余裕があると思い込んでいるケースを何度も見てきました。実際には余裕などなかったのです。.
ボトミングやコイニングは「エアベンディングに少し加えたもの」ではありません。これらは、小さな設定ミスが非線形な荷重スパイクを引き起こす、力増幅の領域なのです。.
ボトミングを行う前に、6インチのテストピースをフルペネトレーションで曲げ、可能であればロードセルでピークトン数を記録し、それを機械と金型両方のフィートあたりの定格と比較してください。.
ボトミングに切り替えるのは、再現性の高い角度を求めているからです。スプリングバックを減らし、コーナーをきれいに仕上げるためです。.
精密さは制御されているように感じられます。.
しかし、ここに見えない一線があります。必要なボトミングトン数が、機械の容量または金型のフィートあたりの定格の70〜80%を超えると、衝撃に対する余裕がない状態で運転していることになります。.
なぜ70〜80%なのでしょうか?
実際のプレス機は、荷重がかかっている状態で完全に平行ではないからです。ラムのたわみ、ベッドのたわみ、材料の厚みのばらつき、これらすべてが局所的な過負荷ゾーンを作り出します。全体の計算で100トン機に対して95トンと出たとしても、金型の一部には110トン相当の負荷がかかっている可能性があるのです。.
以前、3/8インチのプレート加工中に、4ウェイダイがショルダー半径のところで真っ二つに割れるのを見たことがあります。計算機ではボトミングモードで175トン機に対して140トンと予測されており、「安全」とされていました。しかし、プレートの厚みは幅全体で+0.015インチのばらつきがありました。[t²]を思い出してください。.
公称t = 0.375の場合 [t²] = 0.1406、実際のt = 0.390の場合 [t²] = 0.1521
比率: 0.1521 ÷ 0.1406 ≈ 1.08
厚みが8%増加すると、ボトミングによる増幅が発生する前でも、曲げ荷重は約8%増加しました。ここで5倍の負荷をかけてみます。その局所的な厚みの増加により、1つのセクションが金型の定格を超えてしまいました。亀裂が入ります。.
ボトミングが破壊的になる条件:
最後の項目が致命的です。エアベンドでは、深さの微調整は穏やかですが、ボトミングではバールのような力を発揮します。.
フルレングスで作業する前に、短尺のボトミングテストをフル深さで行い、シート全体の材料厚をマイクロメーターで測定し、ピークトン数が最低の金型定格の80%未満に収まっていることを確認してください。.
コインニングは魅力的です。スプリングバックはゼロ。内側の半径は鋭角。オーバーベンドの計算なしで角度が正確に出ます。.
しかし、コインニングは単に曲げるだけではありません。内面を降伏点を超えて塑性圧縮し、頂点の材料を薄くします。そのためには、曲げ線全体で圧縮降伏強度を超える高い接触圧力が必要です。.
それが、トン数がエアベンドの8〜10倍に達する理由です。.
巨大なフレームと短いストローク制御を備えた古い機械式プレスでは、特定の繰り返し部品に対してコインニングは理にかなっていました。機械が金床のように頑丈に作られていたからです。.
現代のCNC油圧プレスは精密で高速ですが、フレームの質量は軽いことが多いです。これらはエアベンドの柔軟性に最適化されており、持続的なピーク圧縮には対応していません。.
では、コインニングが正当化されるのはどのような場合でしょうか?
エアベンドに40トンが必要で、コイニングに200トンが必要な場合、自問してみてください。400トンの機械とそれに見合った定格の金型を持っていますか?
もし持っていなければ、パンチとダイの間で圧縮されたバネを、何かがエネルギーを解放するまで押し続けることになります。パンチ先端の欠け、ダイのひび割れ、フレームのねじれなどが起こります。.
高張力鋼へのコイニング加工で、1シフトの間にパンチの先端が平らになってしまった現場を見たことがあります。角度は完璧でしたが、工具は使い物にならなくなりました。.
コイニングは特殊な作業であり、精度の向上のためのデフォルトの選択肢ではありません。.
CNCプレスブレーキでコイニングを検討する前に、まずは短尺のシングルステーションでテストを行い、実際のピークトン数を測定し、パンチの先端とダイの肩部を拡大鏡で検査してください。そして、その負荷が機械の定格容量の50%以内であるかどうかを健全性のチェックとして比較してください。.
なぜなら、一度加工方法によって力が倍増すれば、問題は「計算機が何と言っているか」ではなくなるからです。“
「計算、工具、機械のどれが最初に壊れるか」が問題なのです。“
あなたは、プレス機や工具を壊さずに適切な曲げ加工方法を選択する方法を尋ねています。.
加工方法から始めてはいけません。その方法が要求する負荷にハードウェアが耐えられることを証明することから始めるのです。.
私は「安全」とされる100トンの仕事で、10フィートのダイが中央でたわむのを見たことがあります。計算上は82トンが必要で、プレス機の定格は100トンでした。誰もが安心していました。しかし、部品はわずか18インチの長さで、中央に配置されていました。つまり、約[82トン ÷ 1.5フィート ≈ 55トン/フィート]の負荷がかかっていたのです。ダイには1フィートあたり40トンと刻印されていました。誰もその刻印を見ていなかったのです。3回目のヒットで肩部が焼き付き始め、10回目にはダイが永久的に変形してしまいました。.
計算が間違っていたわけではありません。検証が欠けていたのです。.
トン数は単一の数字ではありません。それは分布の問題です。どれだけの力を、どれだけの長さにかけ、どのような接触形状で、ベッドのどの位置にかけるか。この4つすべてに答えを出さなければ、硬化鋼を相手にギャンブルをしているようなものです。.
100トン定格のプレスブレーキとは、定格長さ全体にわたって中心線上で100トンをかけられるという意味です。1フィートの工具に60トンを集中させて、称賛されることを期待してはいけません。.
整理してみましょう。.
エアベンドの計算で24インチの部品に60トンが必要だとします。.
長さ(フィート):[24インチ ÷ 12 = 2フィート] 1フィートあたりの負荷:[60トン ÷ 2フィート = 30トン/フィート]
もしダイの定格が35トン/フィートであれば、定格内なので問題ありません。.
次に、その部品を12インチに短縮しますが、材質とV幅は同じままとします。計算式が長さに基づいている場合(ほとんどがそうです)、力は直線的に半分にはなりません。つまり:
新しい長さ:[12インチ ÷ 12 = 1フィート] 新しい総トン数:[60 × (1 ÷ 2) = 30トン] 1フィートあたりの荷重:[30トン ÷ 1フィート = 30トン/フィート]
依然として30トン/フィート。まだ安全です。.
では、落とし穴はどこにあるのでしょうか?
落とし穴は、オペレーターが1つのステーションに部品を「積み重ねたり」、位置を変えずに長い金型で短い部品を加工したりするときに現れます。.
以前、2交代制の勤務で、制御装置の部品長に0を入力した若者がいました。機械はデフォルトで中心荷重と想定して動作しました。彼は40トンを必要とする8インチのブラケットを加工しました。計算は以下の通りです:
長さ:[8インチ ÷ 12 = 0.67フィート] 1フィートあたりの荷重:[40 ÷ 0.67 ≈ 60トン/フィート]
45トン/フィートの定格金型に対してです。.
機械の総容量は?問題ありません。金型の局所的な容量は?33%超過しています。.
昼食前に金型は肩の半径部分で割れました。.
1フィートあたりの荷重は最初の関門です。計算された1フィートあたりの荷重が、パンチ、ダイ、または機械の1フィートあたりの制限値のうち、最も低い定格を超えている場合、それに異論を唱えてはいけません。金型幅、材料の状態、または加工方法を変更してください。数値を信頼する前に、同じ熱処理ロットのスクラップ材を取り出し、長さを短くしてテスト曲げを行ってください。.
しかし、金型が1フィートあたりの荷重に耐えられたとしても、パンチの先端では何が起こるのでしょうか?
力は抽象的なものです。工具を破壊するのは圧力です。.
圧力 = 力 ÷ 接触面積。.
鋭利な0.030インチのパンチノーズは、荷重を狭い線上に集中させます。0.125インチの半径はそれを分散させます。トン数は同じでも、かかる応力は大きく異なります。.
ボトミング(底突き)に36インチの部品で80トンが必要だと仮定します。.
長さ:[36インチ ÷ 12 = 3フィート] 1フィートあたりの荷重:[80 ÷ 3 ≈ 26.7トン/フィート]
無害に聞こえます。.
では、パンチの長さ1インチ分にズームインしてみましょう。その1インチには以下がかかります:
[26.7トン/フィート ÷ 12インチ/フィート ≈ 1インチあたり2.22トン]
ポンドに換算:[2.22 × 2000 ≈ 4,440 lb/インチ]
ボトミング(底突き)加工中のパンチ先端の接触幅がおよそ0.020インチである場合、1インチあたりの接触面積は以下の通りです:
[1インチ × 0.020インチ = 0.020平方インチ]
接触圧力:[4,440 lb ÷ 0.020平方インチ = 222,000 psi]
これは、応力集中を考慮した場合、多くの工具鋼の圧縮降伏強度を上回る値です。.
以前、ステンレスのボトミング加工に精密研磨された鋭角パンチが使われているのを見たことがあります。理由は「計算機では75トンと出たし、プレス機は120トンだから」というものでした。シフトの中頃には、パンチの先端が0.005インチ潰れていました。角度はずれ、部品は規格外となりました。工具は全体として過負荷だったわけではなく、局所的に押し潰されたのです。.
しかしその仕事では、図面には「A36」とありましたが、購入担当者が密かに高強度の酸洗・オイル仕上げ材に変更していました。引張強度が跳ね上がり、必要な力も跳ね上がり、接触圧力も跳ね上がったのです。その代償を払ったのはパンチでした。.
したがって、ボトミングやコイニングのように力を増幅させる工法を選択する場合、単にトン数を増やしているだけではありません。システム内で最も小さな幾何学的形状にかかる接触応力を増大させているのです。.
ボトミングやコイニングについては、パンチメーカーの定格を確認してください。記載がない場合は、エアベンドの定格のみであると想定すべきです。そして、短い長さでフル深さのテストを行い、最初の数回の打撃後に拡大鏡でパンチ先端を検査して証明してください。.
パンチとダイの定格が問題ないとしても、その力が機械フレームのどこにかかっているかという問題は解決していません。.
ほとんどのオペレーターは銘板の「175トン」という数字を見ます。その数値は通常、支柱間の特定の距離において、センターライン上で、荷重が均等に分散されている場合に有効なものです。.
機械にはトン数曲線があります。これは、ベッド上の位置に対する許容荷重を示すチャートです。.
10フィート、175トンのプレス機で、中央の6フィートでは全能力を発揮できるが、中心から2フィート外れると60%の能力しかないと仮定します。バックゲージのフィンガーを避けるために右側の支柱近くに4フィートのワークを配置すると、許容荷重は以下のようになる可能性があります:
[175 × 0.60 ≈ その位置での許容荷重105トン]
次に、これを1フィートあたりの荷重と組み合わせます。.
ボトミングの計算(1フィートあたりで検証済み)で、4フィートにわたって100トンが必要だとします。.
1フィートあたりの荷重:[100 ÷ 4 = 25トン/フィート]
工具の定格は?問題なし。.
機械の銘板は?問題なし。.
しかし、許容範囲内で中心から外れた位置に配置した場合、合計は約105トンとなり、全体的な余裕は5トンしかありません。これは5%未満です。ラムのたわみ、厚みのばらつき、あるいは10%の表示誤差(これについては私自身がロードセルで測定したことがあります)があれば、構造上の限界を超えてしまいます。.
サイドフレームがわずかにねじれ、平行度が数千分の数インチ狂うのを見たことがあります。劇的なことではありませんが、高コストで取り返しのつかない事態になります。.
トン数曲線は、位置と長さの関数として許容荷重を示しています。これは飾りではありません。計算上の必要荷重が、その正確な位置とスパンにおける許容トン数の70〜80%を超えると、衝撃に対する余裕がない状態で運転していることになります。.
検証とは、以下のことを意味します:
これらの一つでも満たせない場合、「慎重に運転する」のではなく、セットアップを変更してください。.
荷重分布、接触応力、フレーム容量を検証すれば、エアベンディング、ボトミング、コイニングの選択は当てずっぽうではなくなります。それはエンジニアリング上の決定となります。.
そして、次に行うのはそれです。実際の作業を一つ取り上げ、計算式から検証済みの、工具を一つも破損させない安全なセットアップまでを順を追って説明します。.
手元には図面、鋼板の山、そして「安全だ」と断言する計算機があります。.
その自信を破片に変えないための方法を解説します。.
仮定の話ですが、現実的な作業を想定しましょう。材料は「軟鋼」、厚さ0.250インチ、曲げ長さ36インチ、90度曲げ、内側半径は指定なし。パケットにミルシート(材料証明書)はありません。機械は150トン、10フィートのプレスブレーキです。工具棚には、定格35トン/フィートの2.0インチVダイと、定格20トン/フィートの3.0インチVダイがあります。.
これだけあれば、失敗するには十分すぎる材料が揃っています。.
知識不足の状態から、自分の給料を賭けてもいいと思えるセットアップまで順を追って進めていきます。計算機ではなく、工具の限界値に基づいて、どの方法なら耐えられるかを判断します。.
ミルシートがない場合、楽観的な想定は一切してはいけません。.
“「軟鋼」の降伏強度は36 ksiの場合もあれば、50 ksiを超える場合もあります。紙面上ではその差は劇的ではないように見えますが、曲げ力は引張強度にほぼ比例し、板厚に対しては非線形に変化します。板厚が2倍になれば、必要なトン数は約4倍になります。そのため、0.250インチをわずか数千分の一インチ上回るだけで、予想以上に大きな影響が出るのです。.
まずは控えめな見積もりから始めます。.
軟鋼の一般的なエアベンドの基準式を使用します:
[トン/フィート] = [K × (板厚²)] ÷ V
ここで、K = 材料定数(標準的な軟鋼の基準値を使用)、板厚 = 0.250インチ、V = ダイ開口幅
経験則では、V ≈ 8 × 板厚 とされています。.
つまり:
V ≈ [8 × 0.250 = 2.0インチ]
良好です。実際に2.0インチのダイがあります。.
次に、比例トン数を計算します(例示的な基準値):
[板厚²] = [0.250² = 0.0625] これをVで割ります:[0.0625 ÷ 2.0 = 0.03125]
この比率が力を決定づけます。Vを狭くすれば力は急上昇し、Vを広げれば急速に低下します。.
材料定数を掛けると、2.0インチのVダイにおける真のA36鋼の場合、約20〜25トン/フィートの範囲に収まります。3フィート分では:
[24トン/フィート × 3フィート = 合計72トンと仮定]
150トン機械であれば、余裕があるように感じられます。.
そこに落とし穴があります。.
数年前、熱延ロットから供給された「4分の1インチ軟鋼」を加工した際、実測値が0.265インチでした。オペレーターはタグの数値を信じていました。実際の板厚変化は以下の通りです:
[0.265² = 0.0702] 基準値の0.0625と比較。比率の増加:[0.0702 ÷ 0.0625 ≈ 1.12]
板厚だけで12%増加しました。引張強度も高かったため、最終的な力は見積もりを20%近く上回りました。その結果、3回目のヒットで4面ダイの肩部が割れました。.
鋼材はバネのようにエネルギーを蓄えます。誤った前提で過剰に圧縮すると、そのエネルギーはスタック内で最も弱い面に放出されます。.
基準は確立されましたが、これはあくまで出発点となるバネの予圧に過ぎません。.
数値を信頼する前に、同じロットの端材を切り出し、短い長さで試験曲げを行ってみることだ。.
次に、基準値に負荷をかけます。.
まずは曲げ長さです。ここでは36インチとします:
[36インチ ÷ 12 = 3フィート]
基準値が24トン/フィートの場合、合計は以下の通りです:
[24 × 3 = 72トン]
しかし、鋼材が36 ksiでない場合はどうでしょうか。例えば、50 ksiの材料のように振る舞うと仮定します。これは特殊なものではなく、単に強度の高い熱間圧延鋼材です。.
材料倍率 ≈ [50 ÷ 36 ≈ 1.39]
調整後のトン数/フィート:
[24 × 1.39 ≈ 33トン/フィート]
合計:
[33 × 3 ≈ 99トン]
これで100トンに迫りました。.
何が起きたか注目してください。板厚は変えていません。金型も変えていません。ただ強度を補正しただけです。.
そして、金型は計算機が何を想定していたかなど気にしません。.
ここで形状に関する重要な要素があります。もし誰かが「より鋭い半径にするために締め付ける」と判断し、1.5インチのVダイに変更した場合、トン数はVダイのサイズに反比例して変化します:
基準比率の変化: [2.0 ÷ 1.5 ≈ 1.33]
つまり:
[33トン/フィート × 1.33 ≈ 44トン/フィート]
合計:
[44 × 3 ≈ 132トン]
同じ板、同じ曲げ長さ。ただ材料がより強く、金型がよりタイトになっただけです。.
以前、ある子供がまさにその入れ替えをやっているのを見たことがあります。角度がスプリングバックで開いてしまっていたからです。彼は再計算をしませんでした。負荷計はスロットルが張り付いたタコメーターのように上昇しました。120トンで停止させました。金型は割れませんでしたが、たわんでしまいました。3フィートにわたって永久的な「笑顔(湾曲)」が刻まれました。.
これこそが、「材料倍率」だけでは不十分な理由です。金型の形状が計算式を支配するからです。.
全長で加工する前に、実際に選択した金型で6インチのテスト曲げを行い、角度に近づくにつれて負荷曲線がどう変化するかを確認してください。深さに近づくにつれて傾斜が急激に急勾配になる場合は、考えているよりもボトミング(底突き)に近い状態です。.
ここで、上記から考えられる最悪のケースを取り上げます:
1.5インチVダイで約44トン/フィート、3フィート分で合計132トン
まずは工具から始めます。.
もし2.0インチのダイの定格が35トン/フィートであれば、より狭い1.5インチのダイの定格はそれより高くはなりません。説明のために定格を30トン/フィートと仮定しましょう。.
必要な負荷:
44トン/フィート ダイの定格:
30トン/フィート
これは47%の過負荷です。.
機械が150トン出せるかどうかは関係ありません。金型が耐えられないのです。.
そこで、2.0インチのVダイに戻ります。.
2.0インチVダイで考えられる最悪のケースを再計算します:
33トン/フィート(より強度の高い材料の場合) ダイの定格:35トン/フィート
余裕:
[35 − 33 = 2トン/フィート]
これはギリギリです。3フィートにもなると、小さな誤差が積み重なります。.
次に機械の位置を確認します。選択したベッド位置での許容荷重が140トンだと仮定します。.
必要な合計:99トン(高強度材、2.0インチVダイ)
機械の余裕:
[140 - 99 = 41トン] 約29%
許容範囲内です。.
フィートあたりの金型の余裕:
[35 - 33 = 2トン/フィート] ≈ 6%の余裕。.
私の感覚では厳しすぎます。.
ここで加工方法の決定が迫られます。.
2.0インチVダイでのエアベンディングで35トン/フィート以下に収まるなら、その方法を維持します。ボトミング(底突き)では荷重がこれを超えて急増します。コイニングは無謀です。.
スプリングバックを減らしたいからボトミングを選ぶのではありません。金型の定格がそれを要求するからエアベンディングを選ぶのです。.
以前、「プレスに能力があるから」という理由だけで、エアベンディング専用の金型で1/4インチの鋼板をボトミングしている作業班を見たことがあります。シフトの半ばで、パンチの先端が全長にわたって微細に欠けてしまいました。角度は1.5度ずれていました。斜めから光を当てて見るまでは、金型は問題ないように見えました。その仕事の利益は、新しいパンチの購入代金に消えました。.
したがって、確実なセットアップは以下の通りとなります:
私たちが何をしたかに注目してください。.
計算機が開始数値を出し、金型の定格が加工方法を決定し、機械の曲線が位置を決定しました。材料の不確実性が安全係数を強制し、テスト曲げが全体の構成を検証したのです。.
それは静的なトン数の回答ではありません。.
それは制御下にあるシステムです。.
| セクション | 重要ポイント | 計算 / 数値 | 結果 / リスク |
|---|---|---|---|
| 不完全なミルスペックによるベースラインの確立 | ミルシート(材料証明書)がない場合は、保守的な材料強度を想定してください。曲げ力は引張強度に対してほぼ線形に、厚さに対しては非線形に比例します。. | 厚さ = 0.250インチ、V幅 ≈ 8 × 厚さ = 2.0インチ、厚さ² = 0.250² = 0.0625、0.0625 ÷ 2.0 = 0.03125 | ベースライン ≈ 20~25トン/フィート(24トン/フィートと想定) |
| ベースラインの総トン数 | 3フィートの曲げ長さ | 24トン/フィート × 3フィート = 72トン | 150トン機械で余裕あり |
| 厚さ変動のリスク | 実際の測定厚さ 0.265インチ | 0.265² = 0.0702、0.0702 ÷ 0.0625 ≈ 1.12 | 厚さだけで12%の増加、合計で約20%の力増加 → 金型破損のリスク |
| 実用的な管理 | 常に同じヒート(溶湯)の端材でテストすること | 長さを短くしたテスト曲げを行う | 全負荷をかける前に前提条件を検証する |
| 曲げ長さの換算 | 36インチの曲げ長さ | 36 ÷ 12 = 3フィート 24 × 3 = 72トン | 基準総荷重 |
| 材質係数(50 ksi 対 36 ksi) | より強度の高い材質への調整 | 50 ÷ 36 ≈ 1.39 24 × 1.39 ≈ 33トン/フィート 33 × 3 ≈ 99トン | 荷重が約99トンに増加 |
| ダイ開口幅の変更(2.0インチ → 1.5インチ V) | トン数はV幅に反比例して変化 | 2.0 ÷ 1.5 ≈ 1.33 33 × 1.33 ≈ 44トン/フィート 44 × 3 ≈ 132トン | 総荷重が約132トンに上昇 |
| 形状の影響 | ダイの形状はトン数に大きく影響する | 板厚の変更なし、V幅のみ縮小 | 金型変形の危険性 |
| 実用的な管理 | 選択したダイで6インチのテスト曲げを実施すること | 角度付近の荷重曲線を確認すること | ボトミングのリスクを早期に検知すること |
| 想定される最悪のケース | 1.5インチV、3フィートあたり44トン | 44 × 3 = 132トン | 高負荷シナリオ |
| 金型定格の確認(1.5インチV) | 金型定格 = 30トン/フィートと仮定 | 必要定格44トン/フィートに対し、定格30トン/フィート | 47%の過負荷 → 不可 |
| 2.0インチVに戻す | 高強度材料の場合 | 必要定格33トン/フィート、金型定格 = 35トン/フィート、35 - 33 = 2トン/フィートの余裕 | 約6%の金型余裕(厳しい) |
| 機械能力の確認 | 位置における機械許容荷重 = 140トン | 140 - 99 = 41トン(約29%の余裕) | 許容可能な機械余裕 |
| 加工方法の決定 | 荷重の急増を避けるため、ボトミング/コイニングは回避 | 2.0インチVでのエアベンドを維持 | 金型の制限を保護 |
| 最終的な管理セットアップ | 検証済み構成 | V曲げ 2.0(短尺テスト <35トン/フィート、機械余裕 20~30%) | 検証と余裕によるシステム管理 |
今、あなたは正しい問いを立てています。変動が避けられないのであれば、それに耐えうる余裕をどう構築するか?
素晴らしい。なぜなら、ほとんどの現場はここで思考を止めてしまうからです。彼らは数値を出し、制御装置の緑色のランプを確認し、部品の加工を開始します。私は、2直目の若手がセットアップシートに0.250ではなく0と入力し、誰も新しいスキッドの厚みを再検証しなかったために、90トンの仕事が110トンの現実に変わるのを見てきました。金型は爆発しませんでした。ただ、2日後に肩の部分に亀裂が入り始めたのです。.
余裕とは「追加」するものではありません。証明するものです。.
そして、その証明は意識の転換から始まります。.
オンライン計算機は、あなたが選択していない前提条件の積み重ねに基づいてトン数を算出します。.
そのほとんどは材料定数を隠しています。575を使うものもあれば、650を使うものもあります。実際の鋼材の話をする前段階で、すでに13%の振れ幅があるのです。基準が24トン/フィートであれば、13%とは以下の通りです:
[24 × 0.13 ≈ 3.1トン/フィート]
3フィートの場合:
[3.1 × 3 ≈ 9トン]
9トンという差は、「余裕がある」状態と「なぜ金型が異音を立てているのか?」という状態の分かれ目です。“
しかし、その仕事の図面には「A36」と書かれていました。入荷した材料は高張力鋼でした。厚みは同じ。V幅も同じ。しかし現実は異なりました。計算式が嘘をついたのではなく、単に前提を置いていただけなのです。.
これから先、あなたに持ってほしい視点はこれです:計算機の役割は確実性を提供することではなく、感度を明らかにすることです。厚みを5%変えてみてください。二乗の項の影響でトン数が跳ね上がるのを確認しましょう。V幅を板厚の8倍から6倍に変えてみてください。逆比例の関係により急上昇するのを確認しましょう。あなたは単一の答えを探しているのではなく、小さな誤差に対してセットアップがどれほど脆いかをマッピングしているのです。.
もし板厚の0.015インチの変動や、0.5インチの金型交換によって、工具定格の10%以内に追い込まれるのであれば、それはセットアップではなく、ギャンブルです。.
数値を信頼する前に、同じロットの端材を切り出し、短い長さで試験曲げを行ってみることだ。.
では、プレスブレーキの後ろに鋼材が積み上がる前に、具体的に何を検証すべきでしょうか?
マージン(余裕)の構築は、機械の土台を作るのと同じように、下から積み上げていくものです。.
1. 実際の厚みを測定する。. タグや発注書(PO)の数値ではありません。マイクロメーターで測定してください。.
公称値が0.250インチで、実測値が0.265インチの場合:
基準荷重比 = [0.265² ÷ 0.250²] = [0.0702 ÷ 0.0625 ≈ 1.12]
わずか0.015インチの差で、荷重が12%増加します。これが、二乗の関係がもたらす静かなダメージです。厚みは、計算式全体の中で最も影響力の大きい変数です。そのつもりで扱ってください。.
2. ダイの開口部が意図通りか確認する。. 経験則では、V幅 ≈ 板厚 × 8 と言われます。これはあくまで出発点となる形状であり、絶対的な法則ではありません。.
もしV幅を2.0インチから1.5インチに狭めた場合:
荷重比 = [2.0 ÷ 1.5 ≈ 1.33]
33%の増加です。材料も長さも変わっていません。形状を変えただけです。以前、現場のリーダーが再計算もせずに5/16インチの板で「半径を鋭く」したことがありました。昼食時には、パンチの先端に爪で触れるほどの微細なひび割れが生じていました。.
ダイの定格が35トン/フィートで、最も厳しい計算結果が33トン/フィートだとしても、摩耗やロットによるばらつきを考慮すれば、その2トンのマージンは絵空事に過ぎません。.
3. まず金型ごとの定格荷重を、次に機械の定格荷重を照合する。. 必要な荷重が30トン/フィートで、ダイの定格が28トン/フィートなら、作業を中止してください。プレス機が200トンあろうと関係ありません。金型は局所的に破損し、機械は全体的に破損します。.
次に、実際の曲げ長さと位置における機械の能力を確認してください。100トンのプレスブレーキは、ベッド上のどこでも100トンの能力があるわけではありません。必要な合計荷重が、そのスパンにおける定格能力より少なくとも20〜30%下回っていることを確認してください。.
必要な合計荷重:80トン、その位置での機械の定格:110トン、マージン:[(110 − 80) ÷ 80 ≈ 0.375 = 37.5%]
これでようやく一安心です。.
4. 長さを短くしたテスト曲げを行い、荷重曲線を確認する。. 角度だけでなく、荷重曲線を見てください。エアベンドで荷重がスムーズに上昇し、安定すれば良好です。もしボトム付近で急上昇するなら、意図せずボトミング(底突き)の状態に近づいています。.
数値を信頼する前に、同じロットの端材を切り出し、短い長さで試験曲げを行ってみることだ。.
不確実性を「運任せ」にするのではなく、制御可能なリスクに変えるには、このように行うのです。.
しかし、来月同じ部品が戻ってきて、なぜあの時2.0のV幅を選んだのか誰も覚えていなかったらどうなるでしょうか?
ここが、プロと単なるボタン押し屋の分かれ道です。.
計算機の数値を記録するのではなく、その決定を導き出した制約条件を記録するのです。.
以下を書き留めておきましょう:
そのシートが、将来のあなたの利益を守る地図となります。.
何年も前、「簡単であるはず」のブラケットの仕事を再生産した時のことです。記録はありませんでした。新しいオペレーターはスプリングバックを減らすために、より狭いV幅を選びました。元のダイの余裕が51%しかなかったことを誰も覚えていなかったのです。シフトが終わる頃には、下ダイの中央部が永久的に凹んでしまいました。部品番号は同じでも、結果は異なりました。記録が守るべき場所で、記憶が途絶えてしまったのです。.
決定の論理を記録しておけば、次のセットアップは「楽観」からではなく、「境界線」から始まります。.
そして、これだけは覚えておいてほしいことがあります。それは一見すると明らかではない部分です。.
トン数の余裕とは、最後に付け加えるパーセンテージのことではありません。板厚、強度、V幅、長さといったあらゆる敏感な変数を、システム内で最も弱い構成要素に対してストレス試験した後に残る、余力のことです。.
あなたは正確なトン数を予測しようとしているのではありません。.
現実世界で全ての入力条件が一度に悪い方向へ動いたとしても、システム内のどの部分も限界点に近づいていないことを証明しようとしているのです。.
それこそが、計算機のユーザーと、確信を持った検証者との違いです。.
さて、最後に残された問いはこれです。バラつきがあなたに有利ではなく不利に働いたとき、あなたのセットアップはそれを吸収できるでしょうか。それとも、過度に圧縮されたバネのように、部屋の中で最も高価な鋼材に向かってそれを解放してしまうのでしょうか?


















