

Ребенок во вторую смену вбил параметры мягкой стали толщиной 0,250 дюйма в блестящий фирменный калькулятор “в один клик”. Получил 82 тонны. Станок был рассчитан на 100. Зеленый свет.
На середине первого гиба цех содрогнулся, будто кто-то уронил наковальню. Четырехручьевая матрица треснула по плечу. Не скололась. Раскололась. Мы смели в совок пять тысяч долларов в виде твердосплавного инструмента и две недели ожидания поставки.
Калькулятор не врал. Он ответил на более узкий вопрос, чем тот, от которого зависит сохранность вашей оснастки.
Вот что на самом деле сделал этот калькулятор.
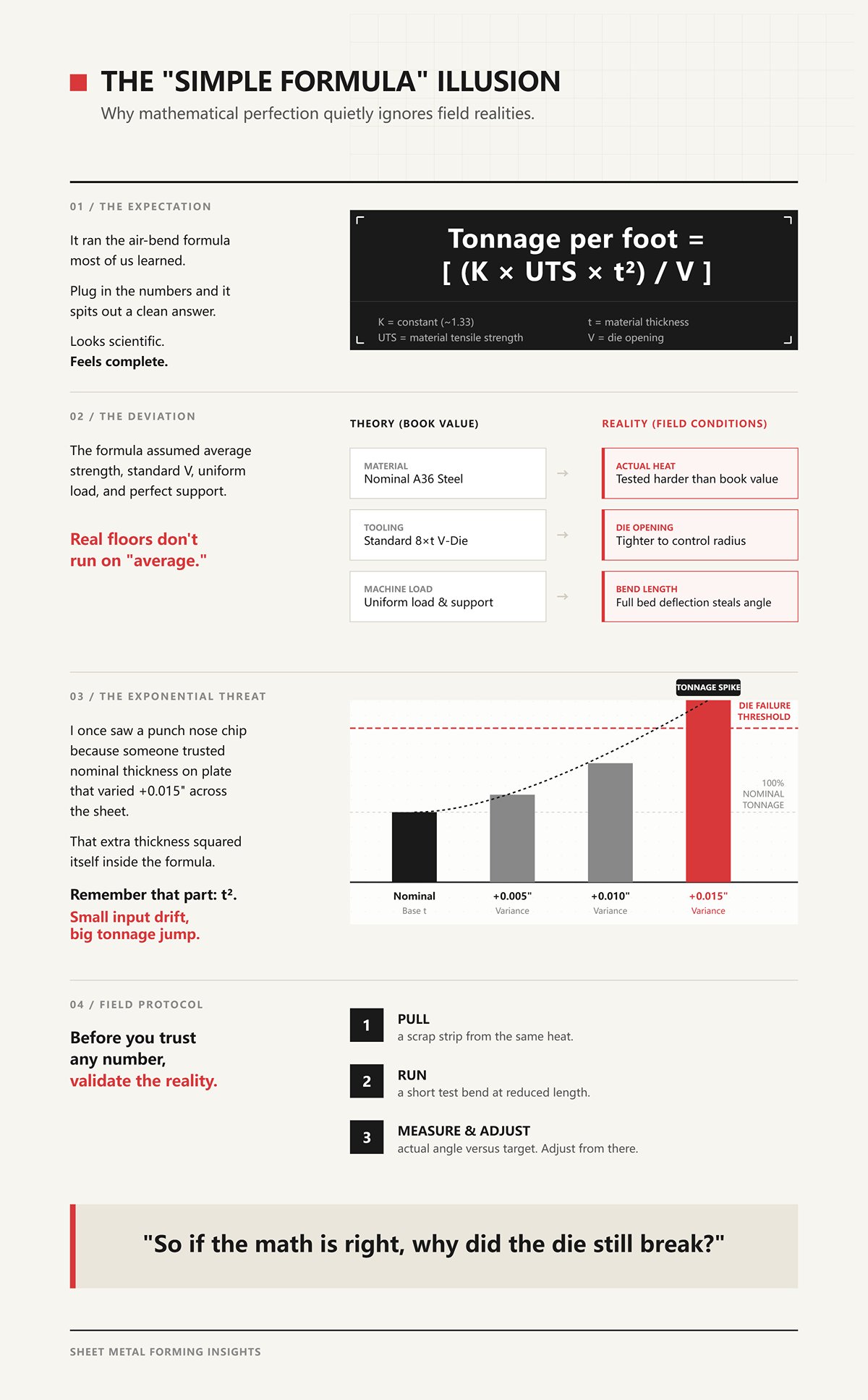
Он применил формулу свободной гибки, которую знает большинство из нас: Усилие на фут = [ (K × UTS × t²) / V ]
Где:
[K] = константа (около 1,33 для свободной гибки)
[UTS] = предел прочности материала на разрыв
[t] = толщина материала
[V] = раскрытие матрицы
Подставьте числа, и он выдаст четкий ответ. Выглядит научно. Кажется полным.
Но в той работе на чертеже было указано “A36”. Полученная нами партия оказалась тверже номинальных значений. Раскрытие матрицы было не номинальные 8× толщины — оно было меньше для контроля радиуса. А длина гиба была почти на всю длину стола, где прогиб начинает красть угол, если у вас не настроена динамическая бомбировка.
Формула предполагала среднюю прочность, стандартный V-образный паз, равномерную нагрузку и идеальную опору.
Реальное производство не работает на “средних” значениях.”
Однажды я видел, как скололся носик пуансона, потому что кто-то доверился номинальной толщине листа, которая по факту гуляла на +0,015 дюйма по всей площади. Эта лишняя толщина возвела себя в квадрат внутри формулы. Помните эту часть: t². Небольшое отклонение входных данных — огромный скачок усилия.
Прежде чем доверять любому числу, возьмите обрезки из той же партии и выполните короткий пробный гиб на уменьшенной длине. Сравните фактический угол с целевым. И корректируйте настройки исходя из этого.
Так если математика верна, почему матрица все равно сломалась?
Калькулятор рассчитывает усилие гибки. Безопасная настройка учитывает ограничения станка и инструмента.
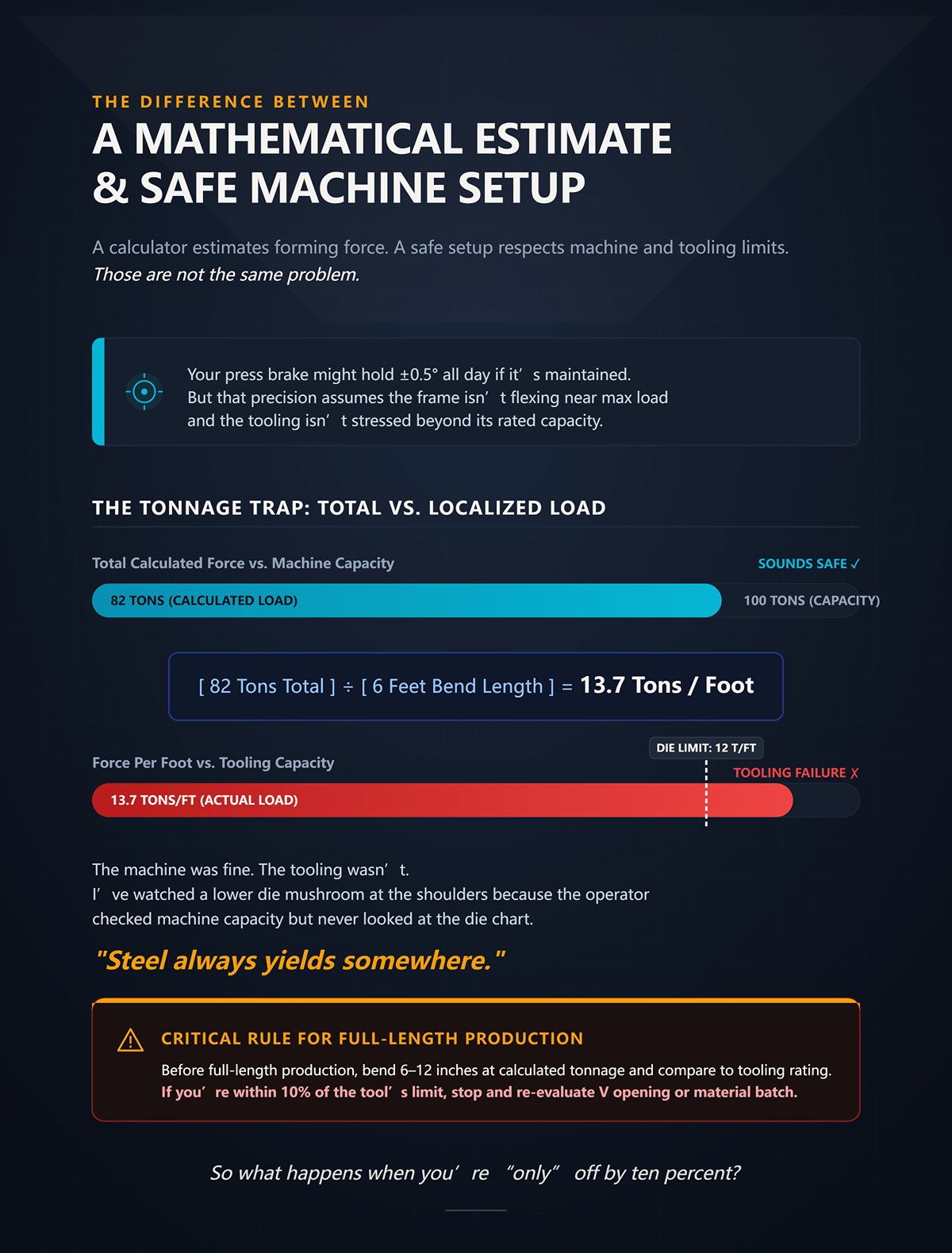
Это не одно и то же.
Ваш листогибочный пресс может весь день держать точность ±0,5°, если он обслуживается. Возможно, даже выше, если есть лазерная система контроля угла и система бомбирования. Но эта точность предполагает, что станина не деформируется при нагрузке, близкой к максимальной, а инструмент не испытывает напряжений сверх своей номинальной грузоподъемности.
Калькулятор показал нам 82 тонны общего усилия. Звучит безопасно для 100-тонного станка.
Но давайте разберем: [Общее усилие в тоннах] ÷ [Длина гиба в футах] = [Тонн на фут]
Если мы работали с длиной 6 футов: [82 тонны] ÷ [6 футов] ≈ [13,7 тонн/фут]
Этот нижний штамп был рассчитан на 12 тонн на фут.
Станок был в порядке. Инструмент — нет.
Я видел, как нижний штамп деформировался в плечах, потому что оператор проверил грузоподъемность станка, но никогда не смотрел в таблицу характеристик инструмента. Пресс выжил. Штамп — нет. Сталь всегда где-то уступает.
Перед запуском полноразмерного производства выполните гиб на 6–12 дюймов при расчетном усилии и сравните требуемую силу с номиналом инструмента на фут. Если вы находитесь в пределах 10% от предела инструмента, остановитесь и пересмотрите ширину V-образного раскрытия или партию материала.
Так что же происходит, когда вы ошибаетесь “всего лишь” на десять процентов?
Допустим, реальная потребность составляла 90 тонн. Калькулятор показал 82. Это ошибка примерно в 10%.

Если вы недобрали 10%, вы получите нестабильный угол. Пружинение варьируется. Детали «уплывают». Это раздражает. Корзина для брака наполняется медленно.
Если вы превысили на 10% около предела инструмента, эта дополнительная нагрузка не распределяется вежливо. Она концентрируется на кончике пуансона и плечах матрицы — как при чрезмерном сжатии пружины между ними. Сталь накапливает эту энергию. А затем она высвобождается в виде трещин.
Разные виды поломок. Очень разные счета на оплату.
Однажды я видел, как секционный пуансон треснул пополам, потому что оператор увеличил тоннаж, чтобы “перестраховаться” после того, как увидел небольшой недогиб. Он исправил угол. Но он также создал пик напряжения прямо на стыке секций. Один громкий хлопок. Три недели простоя.
Вот какой сдвиг в мышлении вам нужен: калькулятор отвечает на вопрос “Какое усилие согнет эту толщину в этой матрице при идеальных допущениях?”. Вы должны ответить на вопрос “Смогут ли мой конкретный станок, мой конкретный инструмент и этот конкретный материал выдержать это усилие на этой конкретной длине?”
Перед любой производственной партией, близкой к предельной нагрузке, проведите короткий тест на ненужном куске при 80% от расчетного тоннажа, постепенно увеличивайте его, наблюдая за углом и кривой нагрузки станка, и сверяйтесь с номиналом инструмента в тоннах на фут.
Калькулятор опасен не потому, что он ошибается.
Он опасен потому, что вы перестали думать после того, как он выдал результат.
Вам нужен систематический процесс, а не очередная лекция о том, что “нужно быть осторожным”.”
Хорошо. Тогда мы начнем с разбора формулы на части, пока вы не увидите, где именно она вас обманывает.
Несколько лет назад на одном объекте мы гнули лист толщиной 3/16 дюйма, ничего необычного, длинный прямой фланец. Калькулятор показал 58 тонн общего усилия. Станок мог выдать 90. Оператор чувствовал себя в безопасности. В середине процесса угол начал «уплывать», поэтому он уменьшил раскрытие матрицы (V) с 1,5 до 1,25 дюйма, чтобы контролировать радиус, не пересчитывая усилие. Это одно тихое изменение увеличило тоннаж настолько, что откололся носик пуансона. Никакой драмы. Просто волосяная трещина, которая через два дня превратилась в раскол.
Та же толщина. Тот же материал. Другое раскрытие матрицы.
Вот где базовая формула оправдывает свое существование — и где она наказывает за ленивый ввод данных.
Стандартное уравнение воздушной гибки, которое использует большинство в отрасли, выглядит так:
Тоннаж = (K × Предел прочности × Толщина² × Длина гиба) ÷ Раскрытие матрицы
Запишите его от руки. Не доверяйте окошку на экране. Когда вы видите переменные, вы видите ловушки.
Давайте работать как механики, а не как фокусники.
Возьмем реальный случай:
А теперь пройдем по шагам:
Переведите в тонны: [9 975 ÷ 2 000] ≈ 5 тонн/фут
На 4 фута: ≈ 20 тонн всего.
Чисто. Предсказуемо. Выглядит безобидно.
Теперь измените один параметр.
Уменьшите V с 2,0 до 1,25 дюйма, потому что вы хотите получить меньший внутренний радиус. Всё остальное остаётся прежним.
Меняется только знаменатель:
[19 950 ÷ 1,25] = 15 960 фунтов на фут ≈ 8 тонн/фут Итого ≈ 32 тонны
Вы не меняли толщину. Вы не меняли материал. Вы изменили геометрию — и усилие подскочило примерно на 60%.
Однажды я видел, как четырехручьевая матрица раскололась ровно по плечу, потому что кто-то уменьшил V вдвое, чтобы “контролировать пружинение”, и забыл, что V находится в знаменателе. Уменьшаешь знаменатель — вся дробь растёт. Та матрица вышла из строя не потому, что сталь — это что-то загадочное. Она вышла из строя, потому что кто-то отнесся к геометрии как к косметическому выбору, а не как к множителю силы.
Прежде чем доверять любому числу, возьмите обрезки из той же плавки и выполните короткий пробный гиб на уменьшенной длине.
А теперь посмотрите на это уравнение. Какая переменная с наибольшей вероятностью изменится без вашего ведома?
Но в том заказе на чертеже было указано “A36”.”
Эта маркировка обманывает мастерские чаще, чем плохие расчеты.
Большинство таблиц и калькуляторов предполагают, что “мягкая сталь” имеет предел прочности на разрыв около 60 000 фунтов на кв. дюйм. Некоторые плавки A36 близки к этому значению. Некоторые — нет. Я видел сертификаты испытаний с показателями выше 70 000 фунтов на кв. дюйм. Это не экзотика. Это реальность цепочки поставок.
Вернитесь к тому же примеру и измените только UTS:
Вместо 60 000 psi используйте 72 000 psi.
Выполните те же действия:
≈ 6 тонн/фут, итого ≈ 24 тонны
Вы только что добавили 4 тонны к работе, изменив только фактическую прочность плавки.
И это еще до того, как мы заговорим о нержавеющей стали, где растут и предел прочности на разрыв, и пружинение. Усилие возрастает, требуемый перегиб увеличивается, и ваша “базовая линия для мягкой стали” становится лишь вежливой фикцией.
Однажды я видел, как секционный пуансон треснул прямо по шву секции, потому что оператор увеличил тоннаж, чтобы компенсировать пружинение на более твердой, чем ожидалось, партии. Угол он исправил. Но он также накопил больше упругой энергии в этой нагруженной пружине между пуансоном и матрицей. Сталь ничего не забывает. Она высвобождает эту энергию в самом слабом поперечном сечении.
Формула не ошибочна. Она слепа. Она предполагает, что вы предоставили ей правдивые данные.
Прежде чем приступать к полномасштабному производству, проверьте предел прочности на разрыв по сертификату на материал и выполните пробный гиб на коротком обрезке, чтобы подтвердить реальное пружинение в сравнении с вашим предположением.
Итак, если прочность может меняться, а геометрия — умножать усилие, что произойдет, если мы незаметно смешаем единицы измерения?
Вот пример того, что не дает о себе знать, пока что-нибудь не сломается.
Парень во вторую смену ввел 0,250 в калькулятор, настроенный на метрический режим. В поле толщины стояло “мм”. Он имел в виду дюймы. Машина увидела 0,250 мм — около десяти тысячных дюйма. Результат был смехотворно низким. Он не заметил этого, потому что общий тоннаж все еще выглядел “разумным”.”
Константа K в этой формуле не является универсальной. Она меняется в зависимости от системы единиц, потому что математика объединяет прочность материала, геометрию и коэффициенты пересчета. При гибке на воздухе в имперской системе вы часто будете видеть K около 1,33. В метрических формулах константа может выглядеть как 1,42 — но это предполагает использование МПа, миллиметров и метров в определенных комбинациях.
Смешайте дюймы с МПа или миллиметры с psi, и вы получите не просто небольшую ошибку.
Вы получаете мусор с уверенностью.
Проведите простое сравнение:
Если толщина составляет 6 мм (≈0,236 дюйма), но кто-то вводит “6”, полагая, что это дюймы, возведенный в квадрат член превращается в:
Правильно: [0,236²] ≈ 0,0557
Неправильно (принято за 6 дюймов): [6²] = 36
Это не ошибка округления. Это увеличение усилия примерно в 646 раз еще до того, как остальная часть уравнения успеет отреагировать.
Я видел, как нижние матрицы деформировались, потому что кто-то скопировал значение из метрической таблицы в таблицу для дюймовой системы, не скорректировав константу. Станок не жаловался. Жаловалась оснастка.
Единицы измерения — это не бухгалтерский учет. Это основа конструкции.
Перед запуском производства подтвердите систему единиц, подтвердите константу и выполните пробный гиб на коротком отрезке, отслеживая фактическую нагрузку на станок в сравнении с расчетными тоннами на фут.
Теперь вы увидели, как толщина возводится в квадрат, как раскрытие матрицы делит усилие, как предел прочности масштабирует его и как константы меняются в зависимости от единиц измерения.
Формула работает — если каждый входящий параметр отражает физическую реальность.
Так что же происходит, когда марка материала и геометрия матрицы взаимодействуют способами, которые базовая формула не подчеркивает достаточно явно?
В одном цеху, с которым я работал, всю неделю гнули мягкую сталь толщиной 3/8 дюйма на V-образной матрице 3,0 дюйма. Калькулятор показывал 55 тонн на 6 футов. Станок был 90-тонным. Комфортно. В пятницу после обеда они перешли на нержавеющую сталь 3/8 дюйма и, чтобы “сохранить радиус острым”, перешли на V-образную матрицу 2,0 дюйма, не меняя программу. Та же длина гиба. Та же толщина. Та же уверенность оператора.
Траверса опустилась до нижней точки, и датчик нагрузки взлетел вверх, как тахометр с заклинившей дроссельной заслонкой.
Давайте разберем это подробно, чтобы вы увидели, где базовая формула начинает лгать из-за упущений.
Тоннаж при свободной гибке, упрощенно, опирается на этот каркас:
Усилие ∝ [UTS × t² × L] ÷ V
Где UTS = предел прочности на разрыв, t = толщина, L = длина гиба, V = раскрытие матрицы
А теперь измените две вещи одновременно — как это бывает в реальном производстве.
Возьмем лист толщиной 3/8 дюйма: [t = 0,375] [t²] = 0,1406
Малоуглеродистая сталь с пределом прочности 60 000 фунтов на кв. дюйм, гибка 6 футов, V = 3,0 дюйма:
[60 000 × 0,1406] = 8 436. Умножаем на коэффициент длины (6 футов): [8 436 × 6] = 50 616. Делим на V: [50 616 ÷ 3,0] ≈ 16 872 фунта на фут в эквиваленте. Итого примерно 51 тонна после учета всех констант и коэффициентов единиц измерения.
Теперь заменим на нержавеющую сталь с пределом прочности 85 000 фунтов на кв. дюйм и уменьшим V до 2,0 дюймов:
Вы не просто “немного добавили”. Вы почти удвоили эффект знаменателя, одновременно увеличив числитель. Станок, который работал вполсилы на 50 тоннах, теперь приближается к 80 с лишним тоннам до коррекции на пружинение.
Вот где универсальный калькулятор вводит вас в заблуждение. Он выдает один четкий результат, но в реальном мире марка материала и геометрия матрицы не меняются независимо друг от друга. Они суммируются.
И когда они суммируются, оснастка ощущает каждый фунт нагрузки.
Прежде чем доверять любому числу, возьмите обрезки из той же плавки и выполните короткий пробный гиб на уменьшенной длине.
Так где же в этой неразберихе место для удобного правила «8× толщина»?
Однажды я видел заказ на гибку листа 1/2 дюйма, рассчитанный по правилу 8× без проверки тоннажа на фут. Оценщик выбрал V 4 дюйма, потому что “8 × полдюйма”. На бумаге — все аккуратно. В цеху листогибочный пресс сработал на сброс давления в середине хода и встал. Нам не хватило 25 тонн — и за этот оптимизм пришлось расплачиваться плечом пуансона.
Правило 8× гласит: V ≈ 8 × t
Это геометрическое упрощение. А не гарантия усилия.
Почему оно так часто работает? Потому что для обычной малоуглеродистой стали — скажем, от 11 калибра до 1/4 дюйма — V, равное 8×, обычно позволяет удерживать внутренний радиус в пределах 1× толщины, а тоннаж — в рамках стандартных табличных допущений (обычно в диапазоне от 5× до 19× толщины).
Но толщина не меняется пропорционально.
Помните: усилие растет пропорционально [t²].
Удвоение толщины: если t становится 2t, то [t²] становится 4t². Усилие возрастает примерно в четыре раза.
Поэтому при 1/4 дюйма: нагрузка управляемая. При 1/2 дюйма: нагрузка в четыре раза выше. При 3/4 дюйма: нагрузка в девять раз выше, чем при 1/4 дюйма.
Правило 8× линейно масштабирует V. Усилие масштабируется пропорционально квадрату толщины.
Именно в этом несоответствии кроется причина поломок.
И графики от крупных производителей молчаливо признают это — большинство калькуляторов тоннажа заявляют о своей применимости только в определенных диапазонах толщины и соотношениях V. Выйдя за эти рамки с более толстым листом или необычно малым радиусом гиба, вы перестаете работать в рамках исходных допущений. Вы начинаете гадать.
Прежде чем утверждать заказы на гибку листа, опираясь на «быстрое правило» 8×, отрежьте 12-дюймовый (300 мм) образец и выполните пробный гиб при выбранном V, наблюдая за фактической нагрузкой.
Если правило 8× не является догмой, как адаптироваться, когда сам материал ведет себя иначе?
“Но в чертеже к тому заказу была указана сталь A36”.”
Эта фраза погубила больше инструмента, чем неправильные расчеты.
Базовая формула предполагает определенный предел прочности на разрыв. Измените его, и усилие будет масштабироваться почти прямо пропорционально.
Если за базовый уровень принять мягкую сталь = 60 000 psi (фунтов на кв. дюйм), то простой предварительный множитель будет выглядеть так:
Нержавеющая сталь (≈ 85 000 psi): [85 000 ÷ 60 000] ≈ 1,42 → Ожидайте примерно на 42% больше тоннажа, чем для мягкой стали.
Алюминий 5052-H32 (предел прочности ≈ 33 000 psi): [33 000 ÷ 60 000] ≈ 0,55 → Около половины тоннажа.
Высокопрочная низколегированная сталь при 100 000 psi: [100 000 ÷ 60 000] ≈ 1,67 → На две трети больше усилия.
Это чистая математика.
Реальность добавляет трение.
Нержавеющая сталь упрочняется при деформации. Пружинение возрастает. Операторы перегибают деталь для компенсации, что увеличивает глубину проникновения пуансона, а это повышает фактическое контактное давление сверх того, что предсказывает простое допущение о свободной гибке. Вы думаете, что применяете множитель 1,4×. На практике вы можете нагружать инструмент ближе к 1,5× или 1,6×, как только в дело вступает коррекция угла.
Я видел, как секционный пуансон скололся на стыке секций, потому что оператор постоянно увеличивал тоннаж, чтобы добиться нужного угла на стали 304. Калькулятор показывал 70 тонн. Журнал станка зафиксировал пики около 85 тонн во время корректирующих ходов. Пуансону было все равно, что написано в таблице.
И вот в чем ловушка: эти множители предполагают, что вы все еще выполняете свободную гибку в пределах нормальных соотношений V. Узкий V, высокопрочный сплав и глубокое проникновение подталкивают вас к режиму чеканки (гибки с упором), хотите вы того или нет. Это совершенно другой режим нагрузок.
Поэтому относитесь к множителям как к калибровочным коэффициентам, а не как к разрешению на работу.
Прежде чем запускать новый сплав на полную длину, согните короткий образец, запишите фактическую нагрузку с дисплея станка и сравните ее с прогнозируемым тоннажем на фут, прежде чем приступать к работе с инструментом.
Если увеличение прочности умножает усилие, может, мы сможем обмануть систему, просто увеличив раскрытие матрицы?
Однажды мастер сказал мне: “Увеличь V-образный паз. Это снизит тоннаж”. Он был прав — и все же ошибался.
Вернемся к уравнению:
Усилие ∝ 1 ÷ V
Увеличьте V с 2,0 дюймов до 3,0 дюймов, и при прочих равных условиях:
Старый коэффициент усилия: [÷ 2,0] Новый коэффициент усилия: [÷ 3,0]
Это снижение геометрической составляющей нагрузки на 33%.
На бумаге — облегчение.
Но внутренний радиус при свободной гибке составляет примерно 0,16 × V для низкоуглеродистой стали.
Итак:
V = 2,0 → IR ≈ 0,32 дюйма V = 3,0 → IR ≈ 0,48 дюйма
Это увеличение внутреннего радиуса на 50%.
Если на чертеже требуется острый угол, вы просто променяли безопасность станка на несоответствие размеров. Теперь кто-то попытается “обмануть” угол, вдавливая пуансон глубже в матрицу, чтобы уменьшить радиус. Более глубокое проникновение повышает контактное усилие. Теоретическое снижение тоннажа начинает испаряться.
А более широкие V-образные раскрытия по-разному концентрируют нагрузку на плечах матрицы. На тонком материале слишком широкая матрица может вызвать чрезмерный завал краев и потерю контроля. На толстом листе слишком узкая матрица создает пиковое давление на кромках, что чревато трещинами.
Я видел, как нижняя матрица раскалывалась не потому, что тоннаж был рассчитан неверно, а потому, что кто-то увеличил V для высокопрочной детали, чтобы уложиться в возможности станка, а затем переборщил с глубиной проникновения, чтобы получить нужный радиус, сместив путь нагрузки на углы матрицы. Геометрия спасла показания манометра. Она погубила инструмент.
Так что да, увеличение V снижает расчетный тоннаж.
Но это также меняет радиус, поведение пружинения, точность гибки и распределение усилия в стали инструмента.
Прежде чем полагать, что большая матрица что-то “спасает”, выполните пробный гиб на предлагаемом V, измерьте внутренний радиус, подтвердите угол без чрезмерного проникновения и сравните фактическую нагрузку на станок с прогнозируемыми тоннами на фут.
Теперь вы увидели, как марка материала умножает числитель, а геометрия делит знаменатель — и как в сочетании они могут вывести ваше реальное усилие далеко за пределы того, что молчаливо предполагает универсальный калькулятор.
Что происходит, когда сам метод гибки меняет всю модель усилия?
Парень во вторую смену ввел в калькулятор параметры: сталь A36 толщиной 0,250 дюйма, V-образная матрица 2,0 дюйма, длина 10 футов. Экран показал 62 тонны. Станок был 100-тонным гидравлическим. Запаса мощности было предостаточно.
Первые две детали согнулись методом воздушной гибки нормально. Затем мастер сказал: “Нам нужен более точный угол. Дожмите до дна”.”
Тот же материал. Та же матрица. Тот же станок. Изменился только метод.
На третьем ходе ползуна датчик нагрузки не стал расти плавно. Он подскочил. Восемьдесят. Девяносто. Траверса замерла, словно наткнулась на бордюр. Мы услышали, как нижняя матрица треснула в плече. Не драматичный взрыв. Просто трещина, которая стоила нам четырехручьевой матрицы и недели объяснений.
Вот вам ответ на животрепещущий вопрос: когда вы переходите от воздушной гибки к гибке с чеканкой по дну или калибровке, вы не просто корректируете то же самое уравнение. Вы меняете то, что происходит со сталью между пуансоном и матрицей.
Воздушная гибка — это упруго-пластическое формование. Пуансон никогда не вдавливает материал полностью в полость матрицы. Лист «парит» на плечах матрицы, а угол контролируется глубиной проникновения. Классическая формула:
Усилие ≈ [K × Предел прочности × t² × Длина] ÷ V
Этот член “÷ V” — ваш предохранительный клапан. Увеличиваете раскрытие матрицы — усилие падает.
Гибка с чеканкой по дну убивает этот предохранительный клапан.
Теперь пуансон вдавливает материал до полного контакта с матрицей. Лист вынужден принять угол матрицы. Площадь контакта увеличивается. Трение растет. Вы больше не просто сгибаете лист через два плеча — вы сжимаете материал против наклонных граней.
Производители публикуют “коэффициенты метода” — гибка с чеканкой по дну требует примерно в 5 раз больше усилия, чем воздушная гибка, а калибровка — до 10 раз. Это звучит как множитель, который вы просто добавляете в конце.
Это не так.
Потому что физика процесса изменилась: от напряжений, доминируемых изгибом, к напряжениям, доминируемым сжатием. При калибровке кончик пуансона проникает за нейтральную ось и утоняет материал по линии сгиба. Вы переводите в состояние текучести всё поперечное сечение локально. Это означает, что к вашей чувствительности [t²] теперь добавляется напряжение сжатия по толщине, приближающееся к пределу текучести при сжатии, а не только растяжение на внешней стороне волокон.
Другое состояние напряжений. Другой вид разрушения. Другой риск.
Прежде чем доверять любому числу, возьмите обрезки из той же плавки и выполните короткий пробный гиб на уменьшенной длине.
Давайте проведем расчеты так, как это делает калькулятор, а затем так, как это делает сталь.
Случай воздушной гибки, гипотетический, но реалистичный:
Упростим геометрический член:
Force_air ∝ [60 000 × (0,25)² × 120] ÷ 2,0 [t²] = 0,0625 Член числителя ≈ 60 000 × 0,0625 × 120 = 60 000 × 7,5 = 450 000 (пропорциональные единицы) Делим на 2,0 → 225 000
Назовем это “1×”.”
Теперь применим коэффициент 5× для гибки с чеканкой (bottoming). 225 000 × 5 = 1 125 000.
Выглядит просто. Та же математика, просто масштабированная.
Но вот что это скрывает: при свободной гибке усилие достигает пика вблизи нижней точки хода и падает. При гибке с чеканкой усилие продолжает резко возрастать по мере установления полного контакта с поверхностью. Форма кривой нагрузки меняется. Пиковое усилие становится чувствительным к малейшему переходу за нижнюю точку — 0,010 дюйма глубже — это не пустяковая поправка; она может резко увеличить давление, поскольку контакт уже полный.
Я видел, как у секционного пуансона расплющился наконечник, потому что оператор пытался «поймать» полградуса в режиме гибки с чеканкой. Он увеличивал глубину хода ползуна по 0,004 дюйма за раз. Каждое такое увеличение накапливало сжимающее напряжение в носке пуансона, пока оно не превысило предел текучести инструментальной стали. Калькулятор показывал 90 тонн. Тензодатчик позже зафиксировал кратковременные пики свыше 110.
Что подводит нас к другой скрытой проблеме: дисплеи станков врут. Преобразование гидравлического давления в тоннаж предполагает идеальные условия. Тензодатчики говорят правду. Я видел расхождения в 8–12% между показаниями экрана и фактическими данными. Умножьте эту ошибку на 5-кратный коэффициент метода, и вы превысите номинал оснастки раньше, чем заметите.
А что насчет самих номиналов оснастки? Матрица, маркированная как 60 тонн на метр при 90°, не является автоматически 60 тоннами на метр при 30°. Геометрия контакта меняет допустимую нагрузку. Я видел, как цеха сравнивали английские длинные тонны с метрическими и думали, что у них есть запас. Его не было.
Гибка с чеканкой и калибровка — это не “свободная гибка плюс еще немного”. Это режимы усиления нагрузки, где небольшие ошибки настройки создают нелинейные скачки давления.
Прежде чем приступать к гибке с чеканкой, согните 6-дюймовый образец на полную глубину, запишите пиковый тоннаж с помощью тензодатчика (если есть) и сравните его с номиналами станка и оснастки на фут.
Вы переходите на гибку с чеканкой, потому что хотите получить повторяемые углы. Меньше пружинение. Чище углы.
Точность ощущается как нечто контролируемое.
Но вот грань, которую вы не видите: когда требуемый тоннаж для гибки с чеканкой превышает 70–80% от мощности станка или номинала матрицы на фут, вы работаете без запаса прочности.
Почему 70–80%?
Потому что реальные прессы не являются идеально параллельными под нагрузкой. Прогиб ползуна, прогиб стола, отклонение толщины материала — все это создает зоны локальной перегрузки. Если ваш общий расчет показывает 95 тонн на 100-тонном станке, один участок этой матрицы может испытывать эквивалент 110 тонн.
Однажды я видел, как 4-ручьевая матрица треснула прямо по радиусу плеча во время работы с листом 3/8 дюйма. Калькулятор предсказал 140 тонн на 175-тонном прессе в режиме чеканки. “Безопасно”. Но лист варьировался по толщине на +0,015 дюйма по ширине. Помните про [t²].
Если номинальная t = 0,375 [t²] = 0,1406 Если фактическая t = 0,390 [t²] = 0,1521
Соотношение: 0,1521 ÷ 0,1406 ≈ 1,08
Увеличение толщины на 8% привело к увеличению усилия гибки примерно на 8% — до начала усиления при чеканке. Теперь применим режим 5×. Этот локальный скачок толщины привел к тому, что один участок превысил номинальную нагрузку матрицы. Трещина.
Чеканка становится разрушительной, когда:
Последний пункт — самый опасный. При свободной гибке корректировка глубины проходит мягко. При чеканке это работает как лом.
Проведите тест на чеканку на коротком отрезке при полной глубине, замерьте микрометром толщину материала по всему листу и убедитесь, что пиковое усилие остается ниже 80% от минимального номинала оснастки, прежде чем переходить к гибке на полную длину.
Чеканка заманчива. Отсутствие пружинения. Острый внутренний радиус. Угол точный, без расчетов перегиба.
Но чеканка не просто гнет. Она пластически сжимает внутреннюю поверхность сверх предела текучести, утончая материал в вершине. Это требует контактного давления, достаточно высокого, чтобы превысить предел текучести при сжатии по линии гиба.
Вот почему усилие может достигать 8–10-кратного значения по сравнению со свободной гибкой.
На старых механических прессах с массивными станинами и коротким ходом чеканка имела смысл для определенных повторяющихся деталей. Эти машины были построены как наковальни.
Современные гидравлические станки с ЧПУ точны, быстры и часто имеют меньшую массу станины. Они оптимизированы для гибкости свободной гибки, а не для длительного пикового сжатия.
Так когда чеканка оправдана?
Если для вашей воздушной гибки требуется 40 тонн, а для чеканки — 200, спросите себя: есть ли у вас 400-тонный станок и соответствующая оснастка?
Если нет, вы сжимаете эту «заряженную пружину» между пуансоном и матрицей до тех пор, пока энергия не высвободится другим способом — сколом кончика пуансона, трещиной в матрице или деформацией станины.
Я видел работу по чеканке высокопрочной стали, при которой носик пуансона сплющился за одну смену. Угол был идеальным. Инструмент был испорчен.
Чеканка — это специализированная операция, а не способ повышения точности по умолчанию.
Прежде чем даже рассматривать возможность чеканки на гибочном прессе с ЧПУ, проведите короткий тест на одной станции с уменьшенной длиной, измерьте фактическое пиковое усилие, осмотрите носик пуансона и плечи матрицы под увеличением и сравните эту нагрузку с 50% от номинальной мощности станка в качестве проверки на здравый смысл.
Потому что, когда усилие умножается в зависимости от метода, вопрос уже не в том, “что говорит калькулятор”.”
Вопрос в том, “что сломается первым — математика, оснастка или станок?”
Вы спрашиваете, как выбрать правильный метод гибки, не разрушив пресс или оснастку.
Вы начинаете не с метода. Вы начинаете с проверки того, выдержит ли оборудование нагрузку, требуемую этим методом.
Я видел, как 10-футовая матрица прогнулась посередине на “безопасной” 100-тонной работе. Калькулятор требовал 82 тонны. Пресс был рассчитан на 100. Все расслабились. Но деталь была длиной всего 18 дюймов и располагалась по центру. Это означало примерно [82 тонны ÷ 1,5 фута ≈ 55 тонн/фут]. На матрице было клеймо «40 тонн на фут». Никто не посмотрел на это клеймо. К третьему удару плечи начали задираться. К десятому матрица получила необратимый изгиб.
Математика не была неверной. Отсутствовала проверка.
Тоннаж — это не просто одно число. Это проблема распределения: какое усилие, на какой длине, через какую геометрию контакта и в какой позиции на столе. Если вы не ответите на все четыре вопроса, вы играете в азартные игры с закаленной сталью.
Гибочный пресс мощностью 100 тонн означает 100 тонн по всей его номинальной длине по центральной линии. Это не значит, что вы можете приложить 60 тонн к одному футу оснастки и ожидать аплодисментов.
Давайте разберемся начистоту.
Допустим, ваш расчет воздушной гибки дает 60 тонн для детали длиной 24 дюйма.
Длина в футах: [24 дюйма ÷ 12 = 2 фута]. Нагрузка на фут: [60 тонн ÷ 2 фута = 30 тонн/фут].
Если ваша матрица рассчитана на 35 тонн/фут, вы находитесь в пределах нормы. Хорошо.
Теперь укоротите эту деталь до 12 дюймов, но оставьте материал и V-образный паз прежними. Усилие не уменьшается вдвое линейно, если только формула не основана на длине — а большинство из них именно такие. Итак:
Новая длина: [12 дюймов ÷ 12 = 1 фут] Новая общая нагрузка: [60 × (1 ÷ 2) = 30 тонн] Нагрузка на фут: [30 тонн ÷ 1 фут = 30 тонн/фут]
По-прежнему 30 тонн/фут. Все еще безопасно.
Так в чем же подвох?
Подвох проявляется, когда операторы “складируют” детали на одной станции или работают с короткой деталью на длинной матрице без переустановки.
Однажды у меня на второй смене парень ввел 0 в качестве длины детали в системе управления. Станок автоматически перешел на расчет нагрузки по осевой линии. Он изготавливал 8-дюймовый кронштейн, требующий 40 тонн. Это:
Длина: [8 дюймов ÷ 12 = 0,67 фута] Нагрузка на фут: [40 ÷ 0,67 ≈ 60 тонн/фут]
На матрице с номиналом 45 тонн/фут.
Общая мощность станка? В порядке. Локальная прочность матрицы? Превышена на 33%.
Матрица треснула по радиусу плеча еще до обеда.
Нагрузка на фут — это первый барьер. Если рассчитанная вами нагрузка на фут превышает минимальный номинальный предел любого из компонентов — пуансона, матрицы или станка, — спорить с этим не стоит. Измените ширину матрицы, состояние материала или метод. Прежде чем доверять любому числу, возьмите полоску из той же партии и выполните короткий пробный гиб на уменьшенной длине.
Но даже если матрица выдерживает нагрузку на фут, что происходит непосредственно на кончике пуансона?
Усилие — это абстракция. Инструмент ломает давление.
Давление = Усилие ÷ Площадь контакта.
Острый носик пуансона 0,030 дюйма концентрирует нагрузку на узкой линии. Радиус 0,125 дюйма распределяет ее. Тоннаж тот же. Напряжение — совершенно другое.
Предположим, для чеканки требуется 80 тонн на деталь длиной 36 дюймов.
Длина: [36 дюймов ÷ 12 = 3 фута] Нагрузка на фут: [80 ÷ 3 ≈ 26,7 тонн/фут]
Звучит безобидно.
Теперь приблизим один дюйм длины пуансона. Этот дюйм несет:
[26,7 тонн/фут ÷ 12 дюймов/фут ≈ 2,22 тонны на дюйм]
Перевод в фунты: [2,22 × 2000 ≈ 4440 фунтов на дюйм]
Если ширина контакта наконечника пуансона при гибке с чеканкой составляет примерно 0,020 дюйма, то площадь контакта на дюйм равна:
[1 дюйм × 0,020 дюйма = 0,020 дюйма²]
Контактное давление: [4440 фунтов ÷ 0,020 дюйма² = 222 000 фунтов на кв. дюйм]
Это значение превышает предел текучести многих инструментальных сталей при сжатии с учетом концентрации напряжений.
Однажды я видел, как для гибки нержавеющей стали с чеканкой использовали прецизионный острый пуансон, потому что “калькулятор показал 75 тонн, а пресс рассчитан на 120”. К середине смены носик пуансона сплющился на 0,005 дюйма. Углы ушли. Детали перестали соответствовать спецификациям. Инструмент не был перегружен в целом — он был разрушен локально.
Но в той работе на чертеже было указано “A36”, а закупщик втихаря заменил материал на более прочный травленый и промасленный прокат. Предел прочности подскочил. Требуемое усилие подскочило. Контактное давление подскочило. Пуансон заплатил за эту разницу.
Поэтому, когда вы выбираете метод, усиливающий нагрузку — гибку с чеканкой или калибровку, — вы не просто увеличиваете тоннаж. Вы увеличиваете контактное напряжение на самом маленьком геометрическом элементе системы.
Проверьте номинальные характеристики пуансона именно для гибки с чеканкой или калибровки. Если они не указаны, исходите только из номиналов для свободной гибки. Затем подтвердите их коротким испытанием на полную глубину, осматривая носик пуансона под увеличением после первых нескольких ударов.
Даже если номинальные характеристики пуансона и матрицы в порядке, вы все еще не ответили на вопрос, где именно эта нагрузка располагается на станине станка.
Большинство операторов смотрят на табличку: “175 ТОНН”. Это число обычно действительно на определенном расстоянии между стойками, по центральной линии, при равномерном распределении нагрузки.
Ваш станок имеет кривую тоннажа — график, показывающий допустимую нагрузку в зависимости от положения по длине стола.
Представьте 10-футовый 175-тонный пресс, рассчитанный на полную мощность на центральных 6 футах, но только на 60% мощности на расстоянии 2 футов от центра. Если вы разместите 4-футовую заготовку ближе к правой стойке, чтобы освободить место для пальцев заднего упора, вы можете получить только:
[175 × 0,60 ≈ 105 тонн допустимой нагрузки в этом положении]
Теперь объедините это с нагрузкой на фут.
Скажем, ваш расчет для гибки с чеканкой (уже проверенный на фут) требует 100 тонн на 4 фута.
Нагрузка на фут: [100 ÷ 4 = 25 тонн/фут]
Номинал оснастки? В порядке.
Табличка станка? В порядке.
Но при смещении от центра, где это допустимо, общая нагрузка составляет ~105 тонн, у вас остается 5 тонн глобального запаса. Это менее 5%. Прогиб траверсы, отклонение по толщине или ошибка отображения в 1% — которую я лично замерял с помощью тензодатчиков — выведут вас за пределы структурного лимита.
Я видел, как боковые рамы скручиваются ровно настолько, чтобы нарушить параллельность на несколько тысячных долей дюйма. Это не катастрофа. Просто дорого и необратимо.
Кривая тоннажа показывает допустимую нагрузку в зависимости от положения и длины. Она там не для красоты. Когда ваш расчетный показатель превышает 70–80% от допустимого тоннажа в данной конкретной точке и на данном пролете, вы работаете без запаса прочности.
Верификация означает:
Если хотя бы один из этих пунктов не выполняется, вы не “работаете осторожно”. Вы меняете наладку.
Потому что, как только вы проверили распределение нагрузки, контактные напряжения и грузоподъемность рамы, выбор между свободной гибкой, гибкой с чеканкой или калибровкой перестает быть гаданием. Это становится инженерным решением.
И именно этим мы займемся дальше — возьмем одну реальную задачу и пройдем путь от формулы до проверенной, безопасной наладки, не сломав ни одного инструмента.
У вас есть чертеж, стопка листов и калькулятор, который клянется, что вы в безопасности.
Вот как сделать так, чтобы эта уверенность не превратилась в осколки.
Допустим, задача гипотетическая, но реалистичная: материал указан как “мягкая сталь”, толщина 0,250 дюйма, длина гиба 36 дюймов, угол 90°, внутренний радиус не задан. Сертификата завода-изготовителя в пакете документов нет. Станок — 150-тонный листогибочный пресс с длиной стола 10 футов. В инструментальной кладовой есть V-образная матрица 2,0 дюйма с номиналом 35 тонн/фут и V-образная матрица 3,0 дюйма с номиналом 20 тонн/фут.
Этого достаточно, чтобы совершить фатальную ошибку.
Мы пройдем путь от неведения до наладки, на которую вы не побоитесь поставить собственную зарплату, — и позволим ограничениям оснастки, а не калькулятору, подсказать нам, какой метод будет надежным.
Когда сертификат завода отсутствует, не стоит делать никаких оптимистичных предположений.
“Мягкая сталь” может иметь предел текучести 36 кси (тыс. фунтов на кв. дюйм). А может и 50+. На бумаге эта разница кажется незначительной, но усилие гибки зависит от предела прочности почти линейно, а от толщины — нелинейно. Удвоение толщины дает примерно четырехкратное увеличение тоннажа. Поэтому лишние несколько тысячных дюйма сверх 0,250 дюйма значат больше, чем вы думаете.
Мы начинаем с консервативных оценок.
Используйте стандартную базовую формулу воздушной гибки для мягкой стали:
[Тонн/фут] = [K × (Толщина²)] ÷ V
Где: K = константа материала (мы будем использовать стандартную базу для мягкой стали), Толщина = 0,250 дюйма, V = раскрытие матрицы
Эмпирическое правило гласит: V ≈ 8 × толщина.
Итак:
V ≈ [8 × 0,250 = 2,0 дюйма]
Хорошо. У нас как раз есть матрица 2,0 дюйма.
Теперь вычислим пропорциональный тоннаж (иллюстративная база):
[Толщина²] = [0,250² = 0,0625] Разделим на V: [0,0625 ÷ 2,0 = 0,03125]
Именно это соотношение определяет усилие. Уменьшите V — и оно подскочит. Увеличьте V — и оно быстро упадет.
Умножим на константу материала и получим значение в районе 20–25 тонн/фут для настоящей стали A36 при раскрытии матрицы 2,0 дюйма. На 3 фута:
[Примем 24 тонны/фут × 3 фута = 72 тонны всего]
На 150-тонном станке это выглядит вполне безопасно.
И вот здесь кроется ловушка.
Несколько лет назад мы работали с “четвертьдюймовой мягкой сталью”, которая при замере микрометром оказалась 0,265 дюйма из горячей партии. Оператор доверился бирке. Фактическое изменение толщины:
[0,265² = 0,0702] Сравним с базовым значением 0,0625. Увеличение соотношения: [0,0702 ÷ 0,0625 ≈ 1,12]
Двенадцать процентов прибавки только за счет толщины. Предел прочности тоже был выше. Итоговое усилие оказалось почти на 20% выше расчетного. Четырехсторонняя матрица треснула по плечу на третьем гибе.
Сталь накапливает энергию, как пружина. Если вы перегружаете ее из-за неверных предположений, она высвобождает эту энергию в самую слабую точку системы.
Итак, база установлена — но это лишь предварительное натяжение пружины.
Прежде чем доверять любому числу, возьмите обрезки из той же плавки и выполните короткий пробный гиб на уменьшенной длине.
Теперь мы уточняем базовое значение.
Сначала длина гиба. У нас 36 дюймов:
[36 дюймов ÷ 12 = 3 фута]
Если базовое значение составляет 24 тонны/фут, итого:
[24 × 3 = 72 тонны]
Но что, если предел прочности стали не 36 ksi? Допустим, она ведет себя как материал с пределом 50 ksi — это не экзотика, просто более прочный горячекатаный прокат.
Коэффициент материала ≈ [50 ÷ 36 ≈ 1,39]
Скорректированное значение в тоннах/фут:
[24 × 1,39 ≈ 33 тонны/фут]
Итого:
[33 × 3 ≈ 99 тонн]
Теперь мы приближаемся к 100 тоннам.
Заметьте, что произошло. Мы не меняли толщину. Мы не меняли матрицу. Мы просто скорректировали прочность.
А матрице все равно, что было заложено в расчетах.
А вот геометрический нюанс. Если кто-то решит “уменьшить радиус для большей остроты” и перейдет на V-образную матрицу 1,5 дюйма, тоннаж изменится обратно пропорционально размеру V:
Изменение базового коэффициента: [2,0 ÷ 1,5 ≈ 1,33]
Итак:
[33 тонны/фут × 1,33 ≈ 44 тонны/фут]
Итого:
[44 × 3 ≈ 132 тонны]
Тот же лист. Та же длина гиба. Просто более прочный материал и более узкая матрица.
Я однажды видел, как парень проделал именно такую замену, потому что угол пружинил. Он не пересчитал нагрузку. Индикатор нагрузки взлетел, как тахометр при заклинившей дроссельной заслонке. Мы остановились на 120 тоннах. Матрица не треснула — она прогнулась. Появилась постоянная «улыбка» на протяжении 3 футов.
Вот почему одного “коэффициента материала” недостаточно. Геометрия матрицы играет решающую роль в уравнении.
Прежде чем приступать к гибке на всю длину, сделайте пробный гиб длиной 6 дюймов на выбранной матрице и следите за кривой нагрузки по мере приближения к нужному углу. Если наклон кривой резко возрастает ближе к нижней точке, значит, вы ближе к чеканке (bottoming), чем думаете.
Теперь берем наихудший вероятный случай из приведенных выше:
≈ 44 тонны/фут при V-образном пазе 1,5 дюйма. На 3 фута = 132 тонны суммарно
Начнем с оснастки.
Если матрица 2,0 дюйма была рассчитана на 35 тонн/фут, то более узкая матрица 1,5 дюйма не будет иметь более высокий рейтинг. Для примера предположим, что ее рейтинг составляет 30 тонн/фут.
Нам требуется:
44 тонны/фут. Рейтинг матрицы:
30 тонн/фут
Это перегрузка 47%.
Неважно, что станок может выдать 150 тонн. Матрица — нет.
Поэтому возвращаемся к V-образному пазу 2,0 дюйма.
Пересчитываем наихудший вероятный случай для V 2,0 дюйма:
33 тонны/фут (случай с более прочным материалом). Рейтинг матрицы: 35 тонн/фут
Запас:
[35 − 33 = 2 тонны/фут]
Это маловато. На длине 3 фута небольшие отклонения суммируются.
Теперь проверим положение станка. Допустим, допустимая нагрузка в выбранном месте стола составляет 140 тонн.
Требуемый итог: 99 тонн (прочный материал, V-образная матрица 2,0 дюйма)
Запас мощности станка:
[140 − 99 = 41 тонна] Около 29%
Это приемлемо.
Запас прочности инструмента на фут:
[35 − 33 = 2 тонны/фут] ≈ 6% запаса.
Слишком мало на мой вкус.
Именно здесь выбор метода становится вынужденным.
Если при гибке на воздухе с V-образной матрицей 2,0 дюйма мы остаемся в пределах 35 тонн/фут, мы так и поступим. Чеканка (калибровка) приведет к резкому увеличению усилия, значительно превышающему этот показатель. Чеканка с принудительным формованием была бы безрассудством.
Мы выбираем не чеканку, потому что хотим уменьшить пружинение. Мы выбираем гибку на воздухе, потому что этого требуют характеристики инструмента.
Однажды я видел, как бригада выполняла чеканку листа толщиной 1/4 дюйма в матрице, предназначенной только для гибки на воздухе, просто потому что “у пресса была достаточная мощность”. К середине смены носик пуансона покрылся микросколами по всей длине. Углы ушли на 1,5 градуса. Инструмент выглядел нормально, пока вы не посмотрели на него при скользящем освещении. Тот заказ оплатил покупку нового пуансона.
Итак, наша надежная настройка выглядит так:
Заметьте, что мы сделали.
Калькулятор дал нам начальное число. Номинал матрицы определил метод. Кривая станка определила положение. Неопределенность материала заставила применить коэффициент. Контрольная гибка подтвердила правильность всей цепочки действий.
Это не статический ответ по тоннажу.
Это система под контролем.
| Раздел | Ключевые моменты | Расчеты / Значения | Результат / Риск |
|---|---|---|---|
| Установление базовых показателей при неполных спецификациях проката | При отсутствии сертификата на прокат принимайте консервативные значения прочности материала. Усилие гибки изменяется почти линейно в зависимости от предела прочности на разрыв и нелинейно — от толщины. | Толщина = 0,250 дюйма, V ≈ 8 × толщина = 2,0 дюйма, Толщина² = 0,250² = 0,0625, 0,0625 ÷ 2,0 = 0,03125 | Базовый уровень ≈ 20–25 тонн/фут (примем 24 тонны/фут) |
| Базовый общий тоннаж | Длина гиба 3 фута | 24 тонны/фут × 3 фута = 72 тонны | Допустимо для 150-тонного станка |
| Риск отклонения толщины | Фактическая измеренная толщина 0,265 дюйма | 0,265² = 0,0702, 0,0702 ÷ 0,0625 ≈ 1,12 | Увеличение на 12% только за счет толщины; общее увеличение усилия почти на 20% → риск поломки оснастки |
| Практический контроль | Всегда проводите испытания на обрезках из той же плавки | Короткий пробный гиб на уменьшенной длине | Подтверждает расчетные допущения перед полной нагрузкой |
| Масштабирование длины гиба | Длина гиба 36 дюймов | 36 ÷ 12 = 3 фута 24 × 3 = 72 тонны | Базовое суммарное усилие |
| Коэффициент материала (50 ksi против 36 ksi) | Корректировка для более прочного материала | 50 ÷ 36 ≈ 1,39 24 × 1,39 ≈ 33 тонны/фут 33 × 3 ≈ 99 тонн | Усилие возрастает до ~99 тонн |
| Изменение раскрытия матрицы (V-образная матрица 2,0 дюйма → 1,5 дюйма) | Тоннаж масштабируется обратно пропорционально размеру V | 2,0 ÷ 1,5 ≈ 1,33 33 × 1,33 ≈ 44 тонны/фут 44 × 3 ≈ 132 тонны | Суммарное усилие возрастает до ~132 тонн |
| Влияние геометрии | Геометрия матрицы сильно влияет на тоннаж | Толщина не меняется; уменьшен только размер V | Риск деформации оснастки |
| Практический контроль | Выполните пробный гиб длиной 6 дюймов в выбранной матрице | Проследите за кривой нагрузки вблизи угла | Своевременно обнаруживайте риск чеканки (достижения дна) |
| Наихудший вероятный сценарий | 1,5 дюйма V, 44 тонны/фут на 3 фута | 44 × 3 = 132 тонны | Сценарий с высокой нагрузкой |
| Проверка номинальной нагрузки инструмента (1,5 дюйма V) | Примем номинальную нагрузку матрицы = 30 тонн/фут | Требуется 44 тонны/фут против номинала 30 тонн/фут | Перегрузка 47% → недопустимо |
| Возврат к 2,0 дюйма V | Случай с прочным материалом | Требуется 33 тонны/фут, номинал матрицы = 35 тонн/фут, 35 − 33 = запас 2 тонны/фут | Запас прочности инструмента ~6% (мало) |
| Проверка производительности станка | Допустимая нагрузка станка в данной позиции = 140 тонн | 140 − 99 = 41 тонна (запас ~29%) | Допустимый запас станка |
| Решение по методу | Избегать чеканки/калибровки из-за скачка усилия | Остаться на методе воздушной гибки при 2,0 дюйма V | Соблюдать ограничения инструмента |
| Окончательная контролируемая настройка | Проверенная конфигурация | Воздушная гибка 2.0 при испытании на короткой длине <35 тонн/фут ~ запас мощности станка 20–30% | Система под контролем благодаря валидации и запасам прочности |
Теперь вы задаете правильный вопрос: если вариативность неизбежна, как создать запасы прочности, которые позволят с ней справиться?
Хорошо. Потому что именно здесь большинство цехов перестают думать. Они получают число, видят зеленые индикаторы на пульте управления и начинают штамповать детали. Я видел, как 90-тонная задача превращалась в 110-тонную реальность, потому что парень во вторую смену ввел в карту наладки 0 вместо 0,250, а никто не перепроверил толщину на новой паллете. Матрица не взорвалась. Она просто начала трескаться по плечам два дня спустя.
Запасы прочности — это не то, что вы “добавляете”. Это то, что вы доказываете.
И это доказательство начинается с изменения мышления.
Онлайн-калькулятор выдает вам тоннаж, основанный на наборе допущений, которые выбирали не вы.
Большинство из них скрывают константу материала. Некоторые используют 575. Некоторые — 650. Это разброс в 13% еще до того, как вы начнете говорить о реальной стали. Если ваша базовая величина составляла 24 тонны/фут, то 13% — это:
[24 × 0,13 ≈ 3,1 тонны/фут]
На 3 фута:
[3,1 × 3 ≈ 9 тонн]
Девять тонн — это разница между “комфортной работой” и вопросом “почему эта матрица поет?”
Но в той задаче на чертеже было указано “A36”. Поступила сталь повышенной прочности. Та же толщина. Тот же V-образный паз. Другая реальность. Формула не лгала — она просто делала допущения.
Вот какой подход я хочу, чтобы вы использовали в дальнейшем: задача калькулятора — показать чувствительность, а не обеспечить уверенность. Измените толщину на 5%. Посмотрите, как подскочит тоннаж из-за возведения в квадрат. Измените V-образный паз с 8× на 6× толщины. Посмотрите, как он взлетит из-за обратной зависимости. Вы ищете не один ответ. Вы составляете карту того, насколько ваша наладка уязвима к небольшим ошибкам.
Если колебание толщины на 0,015 дюйма или замена матрицы на 0,5 дюйма приближает вас к пределу нагрузки на инструмент на 10%, у вас не наладка — у вас азартная игра.
Прежде чем доверять любому числу, возьмите обрезки из той же плавки и выполните короткий пробный гиб на уменьшенной длине.
Так что именно вы проверяете, прежде чем сталь начнет скапливаться за листогибочным прессом?
Вы создаете запас прочности так же, как строите станину станка — снизу вверх.
1. Измерьте фактическую толщину. Не по бирке. Не по заказу на поставку. Измерьте микрометром.
Если номинал 0,250, а вы намерили 0,265:
Базовое соотношение усилия = [0,265² ÷ 0,250²] = [0,0702 ÷ 0,0625 ≈ 1,12]
Двенадцать процентов дополнительного усилия из-за 0,015 дюйма. Это квадратичная зависимость, которая наносит свой тихий урон. Толщина — это переменная с самым высоким влиянием во всем уравнении. Относитесь к ней соответственно.
2. Сверьте раскрытие матрицы с проектным замыслом. Эмпирическое правило гласит: V ≈ 8 × толщина. Это начальная геометрия, а не закон.
Если вы уменьшите V с 2,0 дюймов до 1,5 дюймов:
Соотношение усилия = [2,0 ÷ 1,5 ≈ 1,33]
Увеличение на тридцать три процента. Никаких изменений материала. Никаких изменений длины. Только геометрия. Однажды мой старший мастер решил “подправить радиус” на листе 5/16, не пересчитав параметры. К обеду на носке пуансона появились волосяные трещины, которые можно было почувствовать ногтем.
Если номинальная нагрузка вашей матрицы составляет 35 тонн/фут, а ваш самый пессимистичный расчет показывает 33 тонны/фут, то этот запас в 2 тонны — фикция, как только в дело вступают износ и разброс характеристик партии материала.
3. Сначала проверьте предельную нагрузку на инструмент на фут, затем — на станок. Если требуемая нагрузка составляет 30 тонн/фут, а матрица рассчитана на 28, вы останавливаетесь. Мне неважно, что пресс на 200 тонн. Инструмент выходит из строя локально. Станки выходят из строя глобально.
Затем проверьте грузоподъемность станка при фактической длине гиба и его положении. Гибочный пресс на 100 тонн не выдает 100 тонн в любой точке по всей длине стола. Убедитесь, что ваша требуемая общая нагрузка как минимум на 20–30% ниже номинальной мощности станка на данном участке.
Требуемая общая нагрузка: 80 тонн. Номинальная мощность станка в точке гиба: 110 тонн. Запас: [(110 − 80) ÷ 80 ≈ 0,375 = 37,5%]
Теперь можно выдохнуть.
4. Выполните пробный гиб на уменьшенной длине и проследите за кривой нагрузки. Не только за углом. За кривой нагрузки. Если тоннаж растет плавно и стабилизируется при воздушной гибке — хорошо. Если он резко возрастает в нижней точке, значит, вы переходите к чеканке, хотели вы того или нет.
Прежде чем доверять любому числу, возьмите обрезки из той же плавки и выполните короткий пробный гиб на уменьшенной длине.
Вот так вы превращаете неопределенность в ограниченный риск вместо того, чтобы надеяться на удачу.
Но что произойдет в следующем месяце, когда та же деталь вернется, а никто не вспомнит, почему вы выбрали V-образный паз 2.0?
Именно здесь профессионалы отличаются от тех, кто просто нажимает на кнопки.
Вы документируете не число из калькулятора. Вы документируете ограничения, которые привели к этому решению.
Запишите:
Этот лист становится вашей картой запаса прочности на будущее.
Много лет назад мы повторно запускали заказ на кронштейны, который “должен был быть простым”. Никаких записей. Новый оператор выбрал более узкий V-образный паз, чтобы уменьшить пружинение. Никто не помнил, что у оригинальной матрицы был запас прочности всего 51%. К концу смены на нижней матрице в центральной части образовалась постоянная вмятина. Тот же номер детали. Другой результат. Память подвела там, где на страже должна была стоять документация.
Когда вы документируете логику принятия решений, следующая настройка начинается не с оптимизма. Она начинается с границ допустимого.
И вот одна вещь, которую я хочу, чтобы вы усвоили — то, что не является очевидным.
Запас по тоннажу — это не процент, который вы добавляете в конце. Это остаточная мощность после того, как вы подвергли стресс-тесту каждую чувствительную переменную — толщину, прочность, раскрытие V-образного паза, длину — по отношению к самому слабому компоненту в системе.
Вы не пытаетесь предсказать точный тоннаж.
Вы пытаетесь доказать, что даже когда реальные условия одновременно подталкивают каждый параметр в неверном направлении, ничто в этой системе не приближается к точке разрушения.
В этом разница между пользователем калькулятора и уверенным специалистом по проверке.
Теперь остался только один вопрос: когда отклонения складываются не в вашу пользу, сможет ли ваша настройка их поглотить — или она высвободит их, как пережатая пружина, в самый дорогой кусок стали в цеху?


















