

قام طفل في الوردية الثانية بإدخال بيانات فولاذ طري بسمك 0.250 بوصة في حاسبة “النقرة الواحدة” اللامعة الخاصة بالشركة. عادت النتيجة بـ 82 طناً. الماكينة مصنفة لتحمل 100 طن. الضوء الأخضر مضاء.
في منتصف الانحناء الأول، اهتزت أرضية الورشة وكأن أحداً أسقط سنداناً. انشطرت القالب رباعي الاتجاهات عند الكتف. لم ينكسر طرفه، بل انشطر. قمنا بكنس خمسة آلاف دولار من الكربيد وأسبوعين من وقت التوريد.
الحاسبة لم تكذب. لقد أجابت على سؤال أضيق من السؤال الذي يحافظ على سلامة أدواتك.
إليك ما فعلته تلك الحاسبة بالفعل.
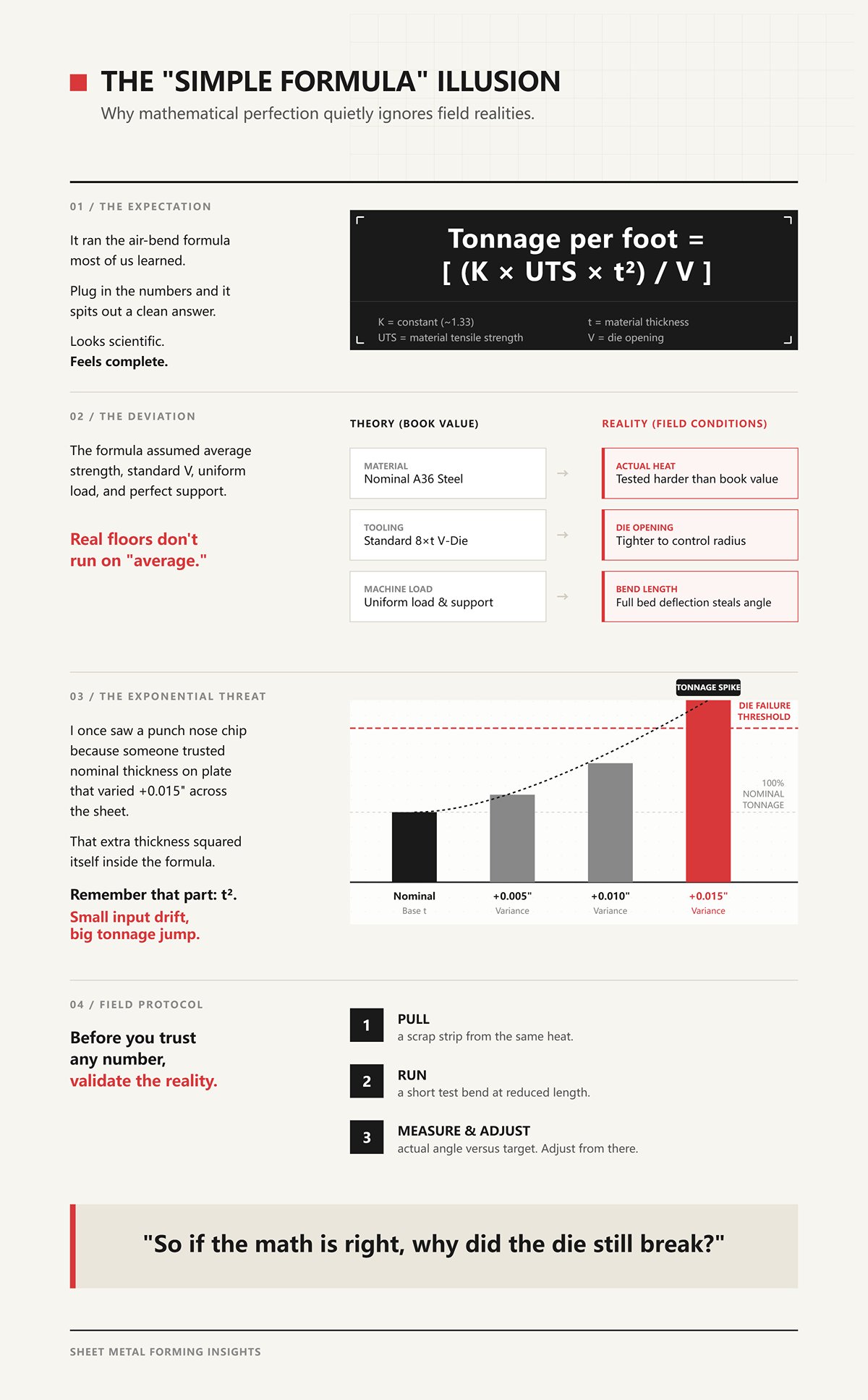
لقد طبقت معادلة الثني بالهواء التي تعلمها معظمنا: الحمولة لكل قدم = [ (K × UTS × t²) / V ]
حيث:
[K] = ثابت (حوالي 1.33 للثني بالهواء)
[UTS] = قوة شد المادة
[t] = سمك المادة
[V] = فتحة القالب
أدخل الأرقام وستخرج لك إجابة نظيفة. تبدو علمية. وتشعر بأنها كاملة.
لكن في تلك المهمة، كان المخطط يشير إلى “A36”. كانت الدفعة التي حصلنا عليها أصلب من القيمة المذكورة في الكتب. لم تكن فتحة القالب هي القيمة الاسمية التي تعادل 8 أضعاف السمك، بل كانت أضيق للتحكم في نصف القطر. وكان طول الانحناء يغطي كامل طول الماكينة تقريباً، حيث يبدأ الانحراف في التأثير على الزاوية ما لم تكن قد ضبطت نظام التتويج الديناميكي بدقة.
افترضت المعادلة قوة متوسطة، وفتحة V قياسية، وحملاً موحداً، ودعماً مثالياً.
أرضيات العمل الحقيقية لا تعمل بناءً على “المتوسطات”.”
رأيت ذات مرة رأس خرامة ينكسر لأن أحدهم وثق بالسمك الاسمي للوح معدني كان يتفاوت بمقدار +0.015 بوصة عبر اللوح. ذلك السمك الإضافي تمت تربيعه داخل المعادلة. تذكر هذا الجزء: t². انحراف بسيط في المدخلات، قفزة كبيرة في الحمولة.
قبل أن تثق بأي رقم، خذ شريحة خردة من نفس الدفعة وقم بإجراء ثني تجريبي قصير بطول مخفض. قس الزاوية الفعلية مقابل الزاوية المستهدفة. ثم قم بالضبط بناءً على ذلك.
إذن، إذا كانت الحسابات صحيحة، لماذا انكسر القالب؟
تقوم الآلة الحاسبة بتقدير قوة التشكيل، بينما يراعي الإعداد الآمن حدود الماكينة وأدوات التشكيل.
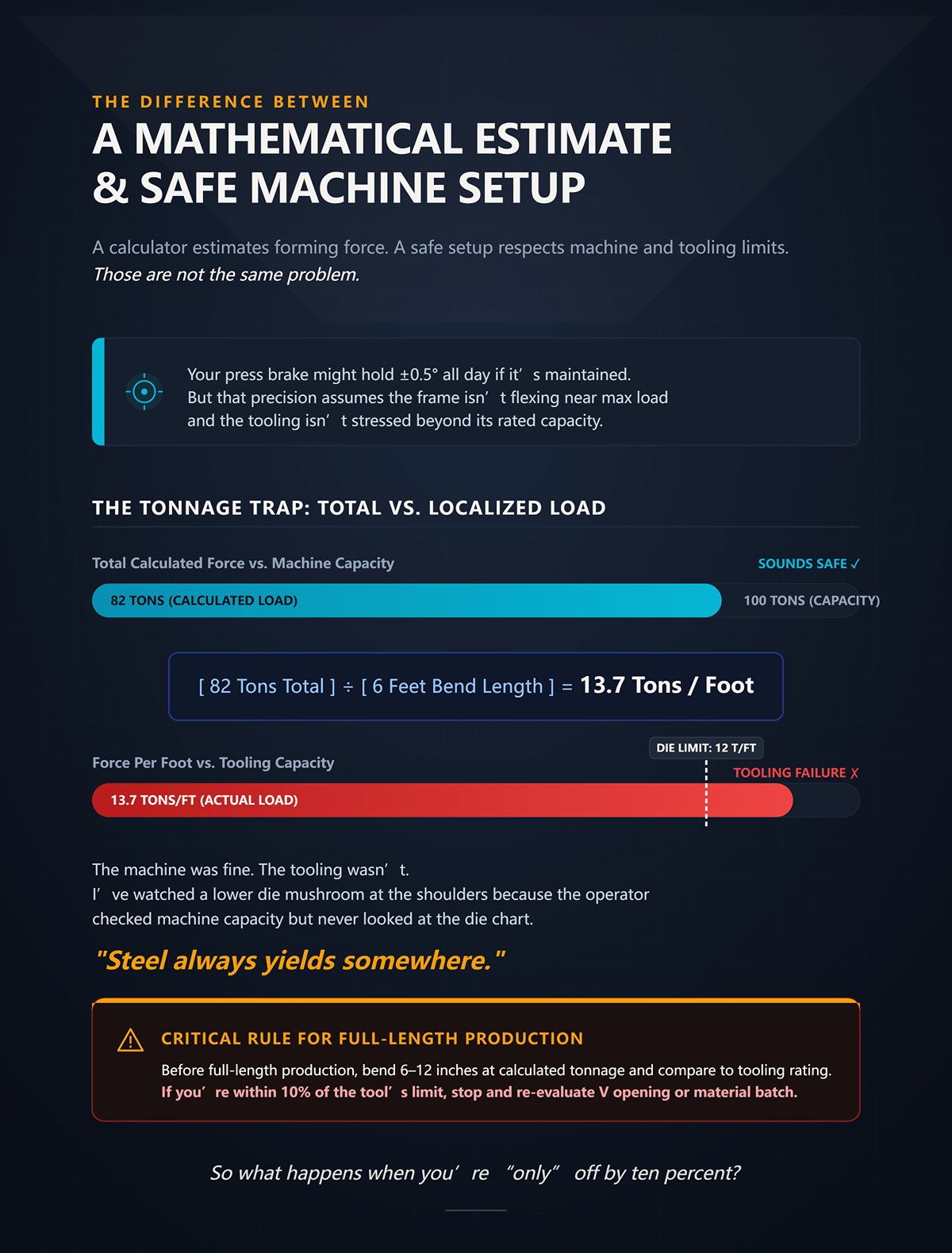
هذه ليست نفس المشكلة.
قد تحافظ مكبس الثني (press brake) الخاص بك على دقة ±0.5 درجة طوال اليوم إذا تمت صيانته جيداً، وربما بدقة أكبر مع وجود نظام التغذية الراجعة بالليزر وتعديل الانحناء (crowning). لكن هذه الدقة تفترض أن هيكل الماكينة لا ينثني عند اقترابه من الحمل الأقصى، وأن أدوات التشكيل لا تتعرض لضغط يتجاوز سعتها المقدرة.
أعطتنا الآلة الحاسبة 82 طناً كإجمالي. يبدو هذا آمناً على ماكينة سعة 100 طن.
ولكن لنقم بتحليلها: [إجمالي الحمولة] ÷ [طول الثني بالقدم] = [الأطنان لكل قدم]
إذا قمنا بالتشغيل على طول 6 أقدام: [82 طناً] ÷ [6 أقدام] ≈ [13.7 طن/قدم]
تلك القالب (die) كان مصنفاً لتحمل 12 طناً لكل قدم.
الماكينة كانت سليمة، لكن أدوات التشكيل لم تكن كذلك.
لقد شاهدت قالباً سفلياً يتشوه عند الحواف لأن المشغل تحقق من سعة الماكينة لكنه لم ينظر أبداً إلى جدول بيانات القالب. الماكينة نجت، لكن القالب لم ينجُ. الفولاذ دائماً ما ينثني أو يتشوه في مكان ما.
قبل الإنتاج بالطول الكامل، قم بثني 6-12 بوصة بالحمولة المحسوبة وقارن القوة المطلوبة بتصنيف أدوات التشكيل لكل قدم. إذا كنت ضمن 10% من حد الأداة، توقف وأعد تقييم فتحة القالب (V opening) أو دفعة المادة.
إذن ماذا يحدث عندما تكون مخطئاً بنسبة “10% فقط”؟
لنفترض أن المتطلب الحقيقي كان 90 طناً، بينما قالت الآلة الحاسبة 82 طناً. هذا خطأ بنسبة 10% تقريباً.

إذا كنت أقل بنسبة 10%، ستحصل على زاوية غير متسقة. يختلف الارتداد المرن (springback)، وتنحرف الأجزاء. هذا أمر مزعج، ويمتلئ صندوق الخردة ببطء.
أما إذا كنت أعلى بنسبة 10% بالقرب من حد أدوات التشكيل، فإن هذا الحمل الإضافي لا يتوزع بلطف. بل يتركز عند رأس القالب (punch tip) وحواف القالب السفلي - مثل ضغط زنبرك بشكل مفرط بينهما. الفولاذ يخزن تلك الطاقة، ثم يطلقها على شكل شقوق.
أنماط فشل مختلفة، وفواتير مختلفة تماماً.
رأيت ذات مرة قالب ثني مجزأ ينكسر تماماً لأن المشغل رفع الحمولة “ليكون في الجانب الآمن” بعد رؤية انحناء طفيف. لقد صحح الزاوية، لكنه تسبب أيضاً في ذروة إجهاد عند وصلة القطع. دويٌّ عالٍ واحد، وتأخير لمدة ثلاثة أسابيع.
إليك التحول الذي أحتاج منك القيام به: الآلة الحاسبة تجيب على سؤال “ما هي القوة التي تثني هذا السمك في هذا القالب تحت افتراضات مثالية؟” بينما يجب عليك أنت الإجابة على سؤال “هل يمكن لماكينتي المحددة، وأدواتي المحددة، وهذه المادة المحددة تحمل تلك القوة عبر هذا الطول المحدد؟”
قبل أي عملية إنتاج بالقرب من السعة القصوى، قم بإجراء اختبار قصير على خردة عند 80% من الحمولة المحسوبة، ثم تدرج في الزيادة مع مراقبة الزاوية ومنحنى حمل الماكينة، وتحقق من ذلك مقابل تصنيف الأطنان لكل قدم الخاص بأدوات التشكيل.
الآلة الحاسبة ليست خطيرة لأنها مخطئة.
إنها خطيرة لأنك توقفت عن التفكير بعد أن نطقت هي بالنتيجة.
أنت تريد عملية منهجية، لا محاضرة أخرى حول “توخي الحذر”.”
جيد. إذن سنبدأ بتفكيك الصيغة حتى تتمكن من رؤية أين تكمن مواضع تضليلك.
في إحدى الوظائف قبل بضع سنوات، كنا نقوم بثني صفيحة بسمك 3/16 بوصة، لم يكن الأمر استثنائياً، مجرد حافة مستقيمة طويلة. قالت الآلة الحاسبة إن القوة المطلوبة 58 طناً إجمالاً. كانت الآلة قادرة على تحمل 90 طناً. شعر المشغل بالأمان. في منتصف العمل، انحرفت الزاوية، فقام بتضييق فتحة القالب (V) من 1.5 بوصة إلى 1.25 بوصة للتحكم في نصف القطر دون إعادة حساب القوة. ذلك التغيير الهادئ أدى إلى رفع الحمولة بما يكفي لكسر رأس أداة الثني (البنش). لم يحدث شيء درامي. مجرد صدع شعري تحول إلى شق بعد يومين.
نفس السماكة. نفس المادة. فتحة قالب مختلفة.
هنا تكتسب الصيغة الأساسية أهميتها — وهنا تعاقب المدخلات المتهاونة.
معادلة الثني بالهواء القياسية التي تستخدمها معظم الصناعة تبدو هكذا:
الحمولة = (الثابت K × قوة الشد × مربع السماكة × طول الثنية) ÷ فتحة القالب
اكتبها بخط يدك. لا تثق بالمربع الموجود على الشاشة. عندما ترى المتغيرات، سترى الفخاخ.
دعنا نتعامل مع الأمر كميكانيكي، لا كساحر.
لنأخذ حالة واقعية:
الآن، اتبع الخطوات:
حول إلى أطنان: [9,975 ÷ 2,000] ≈ 5 أطنان/قدم
على طول 4 أقدام: ≈ 20 طناً إجمالاً.
نظيفة. متوقعة. تبدو غير ضارة.
الآن قم بتغيير مدخل واحد.
ضيق فتحة V من 2.0 بوصة إلى 1.25 بوصة لأنك تريد نصف قطر داخلي أصغر. كل شيء آخر يبقى كما هو.
المقام فقط هو الذي يتغير:
[19,950 ÷ 1.25] = 15,960 رطل لكل قدم ≈ 8 أطنان/قدم الإجمالي ≈ 32 طناً
أنت لم تغير السماكة. ولم تغير المادة. لقد غيرت الهندسة - فقفزت القوة بنسبة 60% تقريباً.
لقد شاهدت ذات مرة قالب تشكيل رباعي الاتجاهات ينقسم تماماً عند الكتف لأن أحدهم قام بتنصيف فتحة V “للتحكم في الارتداد” ونسي أن V تقع في المقام. عندما تصغر المقام، يزداد الكسر بأكمله. ذلك القالب لم يفشل لأن الفولاذ كان غامضاً. بل فشل لأن أحدهم تعامل مع الهندسة كخيار تجميلي بدلاً من كونها عاملاً مضاعفاً للقوة.
قبل أن تثق بأي رقم، خذ شريحة خردة من نفس الدفعة وقم بإجراء اختبار انحناء قصير بطول مخفض.
الآن انظر مرة أخرى إلى تلك المعادلة. أي متغير هو الأكثر عرضة للانحراف دون أن تلاحظ؟
ولكن في تلك المهمة، كان المخطط يشير إلى “A36”.”
تلك التسمية تخدع الورش أكثر مما فعلته الحسابات الخاطئة على الإطلاق.
تفترض معظم الجداول والآلات الحاسبة أن “الفولاذ الطري” يمتلك قوة شد تبلغ حوالي 60,000 رطل لكل بوصة مربعة. بعض دفعات A36 تقترب من هذا الرقم. وبعضها لا يفعل. لقد رأيت شهادات اختبار تتجاوز 70,000 رطل لكل بوصة مربعة. هذا ليس أمراً غريباً. هذا هو واقع سلسلة التوريد.
عُد إلى نفس المثال وقم بتغيير UTS فقط:
بدلاً من 60,000 رطل لكل بوصة مربعة، استخدم 72,000 رطل لكل بوصة مربعة.
نفّذ نفس الخطوات:
≈ 6 أطنان/قدم الإجمالي ≈ 24 طناً
لقد أضفت للتو 4 أطنان إلى العمل من خلال عدم تغيير أي شيء سوى القوة الفعلية للحرارة.
وهذا قبل أن نتحدث عن الفولاذ المقاوم للصدأ، حيث ترتفع قوة الشد والارتداد المرن. تزداد القوة، ويزداد الانحناء الزائد المطلوب، ويصبح “خط الأساس للفولاذ الطري” مجرد خيال مهذب.
رأيت ذات مرة خرامة مجزأة تنكسر عند وصلة مقطعية لأن المشغل رفع الحمولة لملاحقة الارتداد المرن في دفعة كانت أصلب من المتوقع. لقد قام بتصحيح الزاوية، لكنه قام أيضاً بتخزين المزيد من الطاقة المرنة في ذلك النابض المحمل بين الخرامة والقالب. الفولاذ لا ينسى، بل يطلق تلك الطاقة في أضعف مقطع عرضي.
المعادلة ليست خاطئة، لكنها عمياء؛ فهي تفترض أنك زودتها بالحقيقة.
قبل الالتزام بالإنتاج الكامل، تحقق من قوة الشد من شهادة المادة وقم بإجراء ثني تجريبي قصير على قطعة خردة بطول مخفض لتأكيد الارتداد المرن الحقيقي مقابل افتراضك.
لذا، إذا كانت القوة يمكن أن تتغير والهندسة يمكن أن تضاعف القوة، فماذا يحدث عندما نخلط الوحدات بهدوء؟
إليك خطأ لا يصدر ضجيجاً حتى ينكسر شيء ما.
قام عامل في الوردية الثانية بإدخال 0.250 في آلة حاسبة مضبوطة على الوضع المتري. كان حقل السماكة يشير إلى “مم”. كان يقصد البوصة. رأت الآلة 0.250 مم - أي حوالي عشرة أجزاء من الألف من البوصة. كانت النتيجة منخفضة بشكل مثير للسخرية. لم يلاحظ ذلك لأن إجمالي الحمولة بدا “معقولاً”.”
الثابت K في تلك المعادلة ليس عالمياً. إنه يتغير مع أنظمة الوحدات لأن الرياضيات تدمج قوة المادة، والهندسة، وعوامل التحويل معاً. في الثني الهوائي بالوحدات الإمبراطورية، غالباً ما سترى K حوالي 1.33. في الصيغ المترية، قد يبدو الثابت 1.42 - لكن هذا يفترض استخدام ميجا باسكال، والمليمترات، والأمتار في تركيبات محددة.
اخلط البوصات مع ميجا باسكال أو المليمترات مع رطل لكل بوصة مربعة ولن تحصل على خطأ بسيط.
أنت تحصل على نتائج غير دقيقة بثقة.
قم بإجراء مقارنة بسيطة:
إذا كان السمك 6 مم (≈ 0.236 بوصة) ولكن قام شخص ما بإدخال “6” معتقداً أنها بالبوصة، فإن المصطلح المربع يصبح:
الصحيح: [0.236²] ≈ 0.0557
غير الصحيح (بافتراض 6 بوصة): [6²] = 36
هذا ليس خطأ تقريب. هذا تضخم في القوة بمعامل يقارب 646 قبل أن تتفاعل بقية المعادلة حتى.
لقد رأيت قوالب سفلية تتشوه وتنتفخ لأن شخصاً ما نسخ قيمة من جدول متري إلى ورقة عمل بالوحدات الإمبراطورية دون تعديل الثابت. الآلة لم تعترض، لكن الأدوات فعلت.
الوحدات ليست مجرد مسك دفاتر، إنها هيكلية.
قبل أن تبدأ الإنتاج، تأكد من نظام الوحدات، وتأكد من الثابت، وقم بإجراء ثنية تجريبية قصيرة على طول مخفض مع مراقبة حمل الآلة الفعلي مقابل الأطنان المتوقعة لكل قدم.
الآن رأيت كيف يربع السمك نفسه، وكيف تقسم فتحة القالب القوة، وكيف تزيد قوة الشد من حجمها، وكيف تتغير الثوابت مع الوحدات.
المعادلة تعمل — إذا كان كل مدخل يعكس الواقع المادي.
إذن ماذا يحدث عندما تتفاعل درجة المادة وهندسة القالب بطرق لا تضخمها المعادلة الأساسية بما يكفي؟
ورشة عمل تعاملت معها كانت تشغل فولاذ طري بسمك 3/8 طوال الأسبوع باستخدام قالب V مقاس 3.0 بوصة. كانت الآلة الحاسبة تشير إلى 55 طناً على طول 6 أقدام. الآلة كانت بقدرة 90 طناً. مريحة. بعد ظهر يوم الجمعة، قاموا بتبديل المادة إلى فولاذ مقاوم للصدأ بسمك 3/8، ولـ “الحفاظ على نصف قطر ضيق”، انتقلوا إلى قالب V مقاس 2.0 بوصة دون تغيير البرنامج. نفس طول الثنية. نفس السمك. نفس ثقة المشغل.
اصطدم كبش الآلة بالقاع وارتفع مقياس الحمل مثل عداد سرعة دوران المحرك مع دواسة وقود عالقة.
دعنا نوضح الأمر بدقة حتى ترى أين تبدأ المعادلة الأساسية في الخداع عن طريق الإغفال.
قوة ثني الهواء، بتبسيط، تعتمد على هذا الهيكل:
القوة ∝ [قوة الشد القصوى (UTS) × السمك² × الطول] ÷ فتحة القالب (V)
حيث UTS = قوة الشد، t = السمك، L = طول الثنية، V = فتحة القالب
الآن قم بتغيير شيئين في وقت واحد — كما يحدث في الإنتاج الفعلي.
خذ لوحاً بسماكة 3/8 بوصة: [t = 0.375] [t²] = 0.1406
فولاذ طري بضغط 60,000 رطل لكل بوصة مربعة، ثني بطول 6 أقدام، V = 3.0 بوصة:
[60,000 × 0.1406] = 8,436 اضرب في معامل الطول (6 أقدام): [8,436 × 6] = 50,616 اقسم على V: [50,616 ÷ 3.0] ≈ 16,872 رطل لكل قدم مكافئ، لنقل حوالي 51 طناً إجمالاً بعد استبعاد الثوابت ومعاملات الوحدات.
الآن استبدله بالفولاذ المقاوم للصدأ بضغط 85,000 رطل لكل بوصة مربعة وقلص V إلى 2.0 بوصة:
أنت لم “تضف القليل”. لقد ضاعفت تأثير المقام تقريباً بينما قمت بزيادة البسط. الآلة التي كانت تعمل براحة عند 50 طناً أصبحت الآن تقترب من 80 طناً أو أكثر قبل تصحيح الارتداد المرن.
هذا هو المكان الذي تضللك فيه الحاسبة الشاملة. فهي تظهر مخرجات نظيفة واحدة - ولكن في العالم الحقيقي، لا تتحرك درجة المادة وهندسة القالب بشكل مستقل. بل تتراكم تأثيراتها.
وعندما تتراكم، تشعر الأدوات بكل رطل من الضغط.
قبل أن تثق بأي رقم، خذ شريحة خردة من نفس الدفعة وقم بإجراء اختبار انحناء قصير بطول مخفض.
إذن أين تقع قاعدة السماكة 8× المريحة في هذه الفوضى؟
رأيت ذات مرة وظيفة لألواح بسماكة 1/2 بوصة تم تسعيرها بناءً على قاعدة 8× دون أن يتحقق أحد من الحمولة لكل قدم. اختار المقدر قالب V مقاس 4 بوصات لأن “8× نصف بوصة”. على الورق، تبدو مرتبة. وفي أرض الواقع، وصل مكبس الثني إلى حد الأمان في منتصف الشوط وتوقف. كنا نفتقر إلى 25 طناً من القوة - ودفعت كتف أداة التخريم ثمن هذا التفاؤل.
قاعدة 8× تقول: V ≈ 8 × t
إنها اختصار هندسي. وليست ضماناً للقوة.
لماذا تنجح في كثير من الأحيان؟ لأنه بالنسبة للفولاذ الطري الشائع - لنقل من عيار 11 إلى 1/4 بوصة - عادة ما يحافظ قالب V بمقاس 8× على نصف قطر الانحناء الداخلي عند حوالي 1× السماكة، والحمولة ضمن افتراضات المخططات القياسية (عادةً نوافذ من 5× إلى 19× السماكة).
لكن السماكة لا تتناسب طردياً بشكل لطيف.
تذكر: القوة تنمو مع [t²].
مضاعفة السماكة: إذا أصبحت t تساوي 2t، فإن [t²] تصبح 4t². القوة تتضاعف أربع مرات تقريباً.
لذا عند 1/4 بوصة: يمكن التحكم فيها. عند 1/2 بوصة: أربعة أضعاف الحمل. عند 3/4 بوصة: تسعة أضعاف حمل 1/4 بوصة.
قاعدة 8× تغير قيمة V خطياً. وتتغير القوة مع مربع السماكة.
هذا التفاوت هو موضع حدوث الكسر.
وتعترف المخططات الصادرة عن كبار المصنعين بذلك ضمناً؛ فمعظم حاسبات الحمولة تدعي الصلاحية فقط ضمن نطاقات سماكة ونسب V محددة. إذا خرجت عن هذا النطاق باستخدام ألواح أكثر سماكة أو أنصاف أقطار ضيقة بشكل غير معتاد، فأنت لم تعد تثني وفقاً للافتراضات، بل أصبحت تخمن.
قبل أن تعتمد أعمال الألواح بناءً على اختصار 8×، اقطع عينة بطول 12 بوصة وقم باختبار الثني عند قيمة V المختارة مع مراقبة الحمل الفعلي.
إذا لم تكن قاعدة 8× مقدسة، فكيف تعدل أداءك عندما تتغير المادة نفسها تحت يدك؟
“لكن في ذلك العمل، كان المخطط يشير إلى A36.”
هذه العبارة دمرت من الأدوات أكثر مما فعلته الحسابات الخاطئة.
تفترض الصيغة الأساسية قوة شد معينة. إذا غيرت تلك القوة، فإن القوة تتغير بشكل مباشر تقريباً معها.
إذا كان خط الأساس للفولاذ الطري = 60,000 رطل لكل بوصة مربعة، فإن مضاعف التمريرة الأولى البسيط يبدو كالتالي:
الفولاذ المقاوم للصدأ (≈ 85,000 رطل لكل بوصة مربعة): [85,000 ÷ 60,000] ≈ 1.42 ← توقع حمولة أكبر بنسبة 42% تقريباً مقارنة بالفولاذ الطري.
ألمنيوم 5052-H32 (≈ 33,000 رطل لكل بوصة مربعة قوة شد): [33,000 ÷ 60,000] ≈ 0.55 ← حوالي نصف الحمولة.
سبائك منخفضة عالية القوة عند 100,000 رطل لكل بوصة مربعة: [100,000 ÷ 60,000] ≈ 1.67 ← ثلثا القوة الإضافية.
تلك هي الحسابات النظيفة.
الواقع يضيف الاحتكاك.
يتصلب الفولاذ المقاوم للصدأ بالتشغيل. ويزداد الارتداد المرن. يقوم المشغلون بزيادة الثني للتعويض، مما يزيد من الاختراق، وهذا بدوره يزيد من ضغط التلامس الفعلي بما يتجاوز ما يتوقعه افتراض الثني الهوائي البسيط. أنت تعتقد أنك تطبق مضاعفاً بمقدار 1.4×، ولكن في الممارسة العملية، قد تحمل الأدوات بما يقرب من 1.5× أو 1.6× بمجرد دخول تصحيح الزاوية في الاعتبار.
لقد رأيت سنبكاً مقسماً يتشقق عند وصلة القطاع لأن المشغل استمر في زيادة الحمولة للحصول على الزاوية المطلوبة في فولاذ 304. كانت الحاسبة تشير إلى 70 طناً، بينما أظهر سجل الماكينة ذروات تقترب من 85 طناً أثناء أشواط التصحيح. لم يهتم السنبك بما تقوله جداول البيانات.
وهنا يكمن الفخ: تفترض تلك المضاعفات أنك لا تزال تقوم بالثني الهوائي ضمن نسب V الطبيعية. إن استخدام V ضيقة، وسبائك عالية القوة، والاختراق العميق يدفعك نحو سلوك الثني القاعي (bottoming) سواء كنت تقصد ذلك أم لا. وهذا نظام قوة مختلف تماماً.
لذا، تعامل مع المضاعفات كعوامل معايرة، وليس كتصاريح عمل.
قبل تشغيل سبيكة جديدة بكامل الطول، قم بثني عينة قصيرة، وسجل الحمل الفعلي من قراءة الماكينة، وقارنه بالأطنان المتوقعة لكل قدم قبل اعتماد الأدوات.
إذا كانت زيادة القوة تضاعف الجهد، فربما يمكننا التحايل على النظام بمجرد فتح القالب؟
قال لي أحد المشرفين ذات مرة: “افتح حرف V. سيؤدي ذلك إلى خفض الحمولة”. كان محقاً، ومع ذلك كان مخطئاً.
بالعودة إلى المعادلة:
القوة ∝ 1 ÷ V
بزيادة V من 2.0 بوصة إلى 3.0 بوصة، مع بقاء كل العوامل الأخرى متساوية:
عامل القوة القديم: [÷ 2.0] عامل القوة الجديد: [÷ 3.0]
هذا يمثل انخفاضاً بنسبة 33% في الجزء الهندسي من الحمل.
على الورق، هذا يمثل ارتياحاً.
لكن نصف القطر الداخلي في الثني الهوائي (air bending) يبلغ تقريباً 0.16 × V للفولاذ الطري.
إذن:
V = 2.0 → نصف القطر الداخلي ≈ 0.32 بوصة، V = 3.0 → نصف القطر الداخلي ≈ 0.48 بوصة
هذا يمثل زيادة بنسبة 50% في نصف القطر الداخلي.
إذا كان المخطط يتطلب زاوية حادة، فقد استبدلت سلامة الآلة بعدم مطابقة الأبعاد. الآن سيحاول شخص ما “التحايل” على الزاوية عن طريق الضغط بعمق أكبر داخل القالب لتقليص نصف القطر. الاختراق الأعمق يرفع قوة التلامس. ويبدأ الانخفاض النظري في الحمولة في التلاشي.
كما أن فتحات V الأكبر تركز الحمل بشكل مختلف عبر أكتاف القالب. في المواد الرقيقة، يمكن أن تتسبب فتحة V الواسعة جداً في تدحرج مفرط وفقدان للتحكم. وفي الألواح السميكة، تؤدي فتحة V الضيقة جداً إلى ارتفاع الضغط عند حواف القالب وتزيد من خطر التشقق.
لقد رأيت قالباً سفلياً ينقسم ليس لأن الحمولة حُسبت بشكل خاطئ، بل لأن شخصاً ما وسّع فتحة V في مهمة ذات قوة عالية للبقاء ضمن سعة الآلة، ثم قام بالاختراق الزائد للوصول إلى نصف القطر المطلوب، مما أدى إلى تحويل مسار الحمل إلى زوايا القالب. الهندسة أنقذت قراءة المقياس، لكنها دمرت الأداة.
لذا نعم، زيادة V تقلل من الحمولة المحسوبة.
لكنها تغير أيضاً نصف القطر، وسلوك الارتداد المرن، ودقة الثني، وكيفية توزيع القوة على فولاذ الأداة.
قبل أن تفترض أن قالباً أكبر “يوفر” أي شيء، قم بإجراء ثنية تجريبية على فتحة V المقترحة، وقس نصف القطر الداخلي، وتأكد من الزاوية دون اختراق مفرط، وقارن حمل الآلة الفعلي بالأطنان المتوقعة لكل قدم.
الآن رأيت كيف تضاعف الدرجة (المادة) البسط وكيف تقسم الهندسة المقام، وكيف يمكنهما، مجتمعين، دفع قوتك الفعلية إلى أبعد بكثير مما تفترضه الحاسبة العامة بهدوء.
ماذا يحدث عندما تغير طريقة الثني نفسها نموذج القوة بالكامل؟
قام عامل في الوردية الثانية بإدخال بيانات صفيحة A36 بسماكة 0.250 بوصة في الحاسبة، مع فتحة قالب (V) بمقاس 2.0 بوصة، وطول 10 أقدام. أظهرت الشاشة 62 طناً. كانت الماكينة هيدروليكية بقدرة 100 طن. مساحة كافية للعمل.
تم ثني القطعتين الأوليين هوائياً بشكل جيد. ثم قال المشرف: “نحتاج إلى تحكم أدق في الزاوية. استخدم طريقة الثني بالقاع (Bottoming).”
نفس المادة. نفس القالب. نفس الماكينة. الطريقة فقط هي التي تغيرت.
في الضربة الثالثة، لم يرتفع مؤشر الحمل بسلاسة. بل قفز. ثمانون. تسعون. ترددت كباسة الماكينة وكأنها اصطدمت بحاجز. سمعنا صوت تصدع القالب السفلي عند الكتف. لم يكن انفجاراً دراماتيكياً. مجرد صدع كلفنا قالباً رباعي الاتجاهات وأسبوعاً من تقديم التفسيرات.
هذه هي إجابتك على السؤال الملح: عندما تنتقل من الثني الهوائي إلى الثني بالقاع أو السك، فأنت لا تقوم بتعديل نفس المعادلة. أنت تغير ما يفعله الفولاذ بين السن (البنش) والقالب.
الثني الهوائي هو تشكيل مرن-لدن. لا يجبر السن المادة على الدخول بالكامل في تجويف القالب. تطفو الصفيحة على الأكتاف، ويتم التحكم في الزاوية عن طريق عمق الاختراق. المعادلة الكلاسيكية هي:
القوة ≈ [ثابت K × قوة الشد × مربع السماكة t² × الطول] ÷ فتحة القالب V
هذا المصطلح “÷ V” هو صمام الأمان الخاص بك. افتح القالب، تنخفض القوة.
الثني بالقاع يلغي صمام الأمان هذا.
الآن يدفع السن المادة لتلامس القالب بالكامل. تُجبر الصفيحة على التكيف مع زاوية القالب. تزداد مساحة التلامس. يرتفع الاحتكاك. أنت لم تعد تثني عبر كتفين فقط — أنت تضغط المادة مقابل أسطح مائلة.
ينشر المصنعون “معاملات الطرق” — الثني بالقاع يحتاج تقريباً إلى 5 أضعاف حمولة الثني الهوائي، والسك يصل إلى 10 أضعاف. يبدو هذا كمعامل ضرب تضيفه في النهاية.
لكنه ليس كذلك.
لأن الفيزياء تغيرت من إجهاد يهيمن عليه الثني إلى إجهاد يهيمن عليه الضغط. في عملية السك، يخترق رأس السن ما بعد المحور المتعادل ويقلل سماكة المادة عند خط الثني. أنت تقوم بإحداث خضوع للمقطع العرضي بالكامل محلياً. هذا يعني أن حساسيتك لـ [مربع السماكة t²] انضم إليها الآن إجهاد ضغط عبر السماكة يقترب من حد الخضوع في الضغط، وليس فقط الشد على الألياف الخارجية.
حالة إجهاد مختلفة. نمط فشل مختلف. مخاطرة مختلفة.
قبل أن تثق بأي رقم، خذ شريحة خردة من نفس الدفعة وقم بإجراء اختبار انحناء قصير بطول مخفض.
لنقم بإجراء الحسابات بالطريقة التي تقوم بها الحاسبة — ثم بالطريقة التي يتفاعل بها الفولاذ.
حالة الثني الهوائي، افتراضية ولكنها واقعية:
بسط مصطلح الهندسة:
قوة_الهواء ∝ [60,000 × (0.25)² × 120] ÷ 2.0 [t²] = 0.0625 مصطلح البسط ≈ 60,000 × 0.0625 × 120 = 60,000 × 7.5 = 450,000 (وحدات تناسبية) القسمة على 2.0 → 225,000
سمِّ ذلك “1×”.”
الآن طبق معامل القاع 5×. 225,000 × 5 = 1,125,000.
يبدو الأمر بسيطاً. نفس الرياضيات، فقط تم تغيير النطاق.
لكن إليك ما يخفيه ذلك: في الثني بالهواء، تبلغ القوة ذروتها بالقرب من قاع الشوط ثم تنخفض. في الثني بالقاع (Bottoming)، تستمر القوة في الارتفاع بشكل حاد مع تطور التلامس الكامل للسطح. يتغير شكل منحنى الحمل الخاص بك. تصبح القوة القصوى حساسة لأي تجاوز طفيف في المسافة — فزيادة العمق بمقدار 0.010 بوصة ليس تعديلاً بسيطاً؛ بل يمكن أن يرفع الضغط بشكل كبير لأن التلامس قد اكتمل بالفعل.
لقد شاهدت رأس خرامة (punch) مجزأة يتشوه عند الطرف لأن أحد المشغلين كان يحاول ضبط نصف درجة في وضع الثني بالقاع. قام بزيادة عمق الكباس بمقدار 0.004 بوصة في كل مرة. تراكم إجهاد الضغط عند رأس الخرامة مع كل زيادة حتى تجاوز حد خضوع فولاذ الأداة. كانت الآلة الحاسبة تشير إلى 90 طناً، لكن خلية الحمل أظهرت لاحقاً ذروات عابرة تجاوزت 110 أطنان.
وهذا يطرح مشكلة أخرى هادئة: شاشات الآلات تكذب. تفترض عمليات تحويل ضغط الهيدروليك إلى حمولة ظروفاً مثالية، بينما تقول خلايا الحمل الحقيقة. لقد رأيت اختلافات تتراوح بين 8-12% بين ما يظهر على الشاشة والواقع. اضرب ذلك الخطأ في معامل تحول 5× وستجد أنك تجاوزت تصنيف الأدوات قبل أن تدرك ذلك.
وماذا عن تصنيفات الأدوات نفسها؟ القالب الذي يحمل علامة 60 طناً لكل متر عند زاوية 90 درجة ليس بالضرورة 60 طناً لكل متر عند زاوية 30 درجة. هندسة التلامس تغير الحمل المسموح به. لقد رأيت ورشاً تقارن الأطنان الإنجليزية الطويلة بالأطنان المترية وتظن أن لديها هامش أمان، لكنها لم تكن كذلك.
الثني بالقاع (Bottoming) والسك (Coining) ليسا مجرد “ثني بالهواء مع إضافة المزيد”. إنهما نظامان لتضخيم القوة حيث تؤدي أخطاء الإعداد الصغيرة إلى ارتفاعات غير خطية في الحمل.
قبل الالتزام بالثني بالقاع، قم بثني عينة بطول 6 بوصات عند الاختراق الكامل، وسجل الحمولة القصوى باستخدام خلية حمل إذا كانت متاحة، وقارن ذلك بتصنيفات الآلة والأدوات لكل قدم.
أنت تنتقل إلى الثني بالقاع لأنك تريد زوايا قابلة للتكرار، وارتداداً مرناً أقل، وزوايا أنظف.
الدقة تبدو محكومة.
لكن إليك الخط الذي لا تراه: عندما تتجاوز حمولة الثني بالقاع المطلوبة 70-80% من سعة الآلة أو تصنيف القالب لكل قدم، فأنت تعمل بدون هامش أمان للصدمات.
لماذا 70-80%؟
لأن المكابس الحقيقية ليست متوازية تماماً تحت الحمل. انحراف الكباس، وانحراف القاعدة، وتفاوت سمك المادة — كلها تخلق مناطق تحميل زائد محلي. إذا كانت حساباتك الإجمالية تشير إلى 95 طناً على آلة سعة 100 طن، فقد يكون جزء واحد من ذلك القالب يتعرض لما يعادل 110 أطنان.
رأيت ذات مرة قالباً رباعي الاتجاهات ينقسم تماماً عند نصف قطر الكتف أثناء العمل على صفيحة بسمك 3/8 بوصة. تنبأت الآلة الحاسبة بـ 140 طناً على مكبس سعة 175 طناً في وضع الثني بالقاع. “آمن”. لكن الصفيحة تفاوتت بمقدار +0.015 بوصة عبر العرض. تذكر [t²].
إذا كان السمك الاسمي t = 0.375 فإن [t²] = 0.1406 وإذا كان السمك الفعلي t = 0.390 فإن [t²] = 0.1521
النسبة: 0.1521 ÷ 0.1406 ≈ 1.08
أدت زيادة السماكة بنسبة 8% إلى إنتاج قوة ثني أكبر بنسبة 8% تقريبًا — قبل تضخيم تأثير القاع (bottoming). الآن طبق نظام 5 أضعاف. تلك الزيادة الموضعية في السماكة دفعت قسماً واحداً لتجاوز تصنيف القالب. تصدع.
يصبح الوصول إلى القاع (Bottoming) مدمراً عندما:
هذا الأخير هو القاتل. في الثني الهوائي، تكون تعديلات العمق لطيفة. أما في الثني بالقاع، فهي بمثابة عتلات.
قم بإجراء اختبار ثني بالقاع بطول قصير عند العمق الكامل، وقس سماكة المادة عبر اللوح باستخدام الميكرومتر، وتحقق من أن ذروة الحمولة تظل أقل من 80% من أدنى تصنيف للأدوات قبل أن تنتقل إلى الطول الكامل.
السك مغرٍ. ارتداد مرن صفري. نصف قطر داخلي حاد. زاوية دقيقة تماماً دون الحاجة لحسابات الثني الزائد.
لكن السك لا يكتفي بالثني فقط. إنه يضغط السطح الداخلي لدنياً (بشكل دائم) متجاوزاً حد الخضوع، مما يؤدي إلى ترقيق المادة عند القمة. يتطلب ذلك ضغط تلامس عالٍ بما يكفي لتجاوز قوة الخضوع الانضغاطية عبر خط الثني.
لهذا السبب يمكن أن تصل الحمولة إلى 8–10 أضعاف الثني الهوائي.
في المكابس الميكانيكية القديمة ذات الهياكل الضخمة والتحكم القصير في الشوط، كان السك منطقياً لبعض الأجزاء المتكررة. كانت الآلات مبنية كالسندان.
أما مكابس CNC الهيدروليكية الحديثة فهي دقيقة وسريعة وغالباً ما تكون أخف في كتلة الهيكل. إنها مُحسّنة لمرونة الثني الهوائي، وليس للضغط الأقصى المستمر.
إذن متى يكون السك مبرراً؟
إذا كان الثني الهوائي يتطلب 40 طناً، بينما يتطلب السك (coining) 200 طن، فاسأل نفسك: هل لديك آلة بقوة 400 طن وأدوات مصنفة وفقاً لذلك؟
إذا لم يكن الأمر كذلك، فأنت تضغط ذلك الزنبرك المشحون بين القالب واللقمة حتى يفرغ شيء آخر هذه الطاقة — طرف لقمة مكسور، أو قالب مشروخ، أو إطار ملتوٍ.
لقد رأيت عملية سك على فولاذ عالي القوة حيث تسطح رأس اللقمة خلال وردية عمل واحدة. كانت الزاوية مثالية، لكن الأداة أصبحت خردة.
السك عملية متخصصة، وليست ترقية افتراضية للدقة.
قبل أن تفكر حتى في السك على مكبس ثني (CNC)، قم بإجراء اختبار قصير بمحطة واحدة وبطول مخفض، وقس ذروة الحمولة الفعلية، وافحص رأس اللقمة وأكتاف القالب تحت التكبير، وقارن ذلك الحمل بـ 50% من السعة المقدرة للآلة كإجراء للتحقق من السلامة.
لأنه بمجرد أن تتضاعف القوة بسبب الطريقة المستخدمة، لن يكون السؤال هو “ماذا تقول الآلة الحاسبة؟”
بل سيكون: “ما الذي سينكسر أولاً — الحسابات، أم الأدوات، أم الآلة؟”
أنت تسأل عن كيفية اختيار طريقة الثني الصحيحة دون تدمير المكبس أو الأدوات.
أنت لا تبدأ بالطريقة، بل تبدأ بإثبات أن الأجهزة قادرة على تحمل الحمل الذي تتطلبه الطريقة.
لقد شاهدت قالباً بطول 10 أقدام ينحني من المنتصف في مهمة “آمنة” بقوة 100 طن. طلبت الآلة الحاسبة 82 طناً، وكان المكبس مصنفاً لـ 100 طن، فاسترخى الجميع. لكن القطعة كانت بطول 18 بوصة فقط وفي المنتصف. وهذا يعني تقريباً [82 طناً ÷ 1.5 قدم ≈ 55 طناً/قدم]. كان القالب مختوماً بـ 40 طناً لكل قدم. لم ينظر أحد إلى ذلك الختم. وبحلول الضربة الثالثة، بدأت الأكتاف في التآكل، وبحلول العاشرة، أصبح القالب منحنياً بشكل دائم.
لم تكن الحسابات خاطئة، بل كان التحقق مفقوداً.
الحمولة ليست رقماً واحداً، بل هي مشكلة توزيع — مقدار القوة، على أي طول، ومن خلال أي هندسة تلامس، وفي أي موضع على السرير. إذا لم تجب على هذه الأسئلة الأربعة جميعها، فأنت تقامر بالفولاذ المقسى.
مكبس ثني مصنف بـ 100 طن يعني 100 طن عبر طوله المقدر عند خط المنتصف. هذا لا يعني أنه يمكنك تركيز 60 طناً على قدم واحدة من الأدوات وتوقع نتائج جيدة.
لنقم بحسابها بوضوح.
لنفترض أن حساب الثني الهوائي يعطي 60 طناً لقطعة بطول 24 بوصة.
الطول بالقدم: [24 بوصة ÷ 12 = 2 قدم] الحمل لكل قدم: [60 طناً ÷ 2 قدم = 30 طناً/قدم]
إذا كان قالبك مصنفاً بـ 35 طناً/قدم، فأنت ضمن التصنيف. جيد.
الآن قلل طول تلك القطعة إلى 12 بوصة مع الحفاظ على المادة وفتحة القالب (V) كما هي. القوة لا تنخفض إلى النصف خطياً ما لم تكن الصيغة تعتمد على الطول — ومعظمها كذلك. إذن:
الطول الجديد: [12 بوصة ÷ 12 = 1 قدم] إجمالي الحمولة الجديد: [60 × (1 ÷ 2) = 30 طنًا] الحمل لكل قدم: [30 طنًا ÷ 1 قدم = 30 طنًا/قدم]
لا يزال 30 طنًا/قدم. لا يزال آمنًا.
إذًا أين الفخ؟
يظهر الفخ عندما يقوم المشغلون “بتكديس” الأجزاء في محطة واحدة أو تشغيل جزء قصير على قالب طويل دون إعادة ضبط الموضع.
كان لدي شاب في الوردية الثانية أدخل القيمة 0 لطول الجزء في وحدة التحكم ذات مرة. افترضت الآلة افتراضيًا حمل خط المنتصف. قام بتشغيل دعامة مقاس 8 بوصات تتطلب 40 طنًا. هذا يعني:
الطول: [8 بوصات ÷ 12 = 0.67 قدم] الحمل لكل قدم: [40 ÷ 0.67 ≈ 60 طنًا/قدم]
على قالب مصنف بـ 45 طنًا/قدم.
سعة الآلة الإجمالية؟ جيدة. سعة القالب الموضعية؟ تجاوزت الحد بنسبة 33%.
تشقق القالب عند نصف قطر الكتف قبل الغداء.
الحمل لكل قدم هو البوابة الأولى. إذا تجاوز الحمل المحسوب لكل قدم أقل مكون مصنف - سواء كان الثاقب أو القالب أو حد الآلة لكل قدم - فلا تجادل في ذلك. قم بتغيير عرض القالب، أو حالة المادة، أو الطريقة. قبل أن تثق بأي رقم، اسحب شريطًا خردة من نفس الدفعة وقم بإجراء اختبار ثني قصير بطول مخفض.
ولكن حتى لو نجا القالب من الحمل لكل قدم، فماذا يحدث عند طرف الثاقب مباشرة؟
القوة مجردة. الضغط هو ما يكسر الأدوات.
الضغط = القوة ÷ مساحة التلامس.
رأس الثاقب الحاد مقاس 0.030 بوصة يركز الحمل في خط ضيق. بينما نصف القطر مقاس 0.125 بوصة يوزعه. نفس الحمولة. إجهاد مختلف تمامًا.
لنفترض أن التشكيل في القاع يتطلب 80 طنًا على جزء طوله 36 بوصة.
الطول: [36 بوصة ÷ 12 = 3 أقدام] الحمل لكل قدم: [80 ÷ 3 ≈ 26.7 طنًا/قدم]
يبدو الأمر غير ضار.
الآن قم بالتقريب إلى بوصة واحدة من طول الثاقب. تلك البوصة تحمل:
[26.7 طنًا/قدم ÷ 12 بوصة/قدم ≈ 2.22 طن لكل بوصة]
التحويل إلى أرطال: [2.22 × 2000 ≈ 4,440 رطلاً لكل بوصة]
إذا كان عرض تلامس رأس القالب أثناء التشكيل بالقاع حوالي 0.020 بوصة، فإن مساحة التلامس لكل بوصة هي:
[1 بوصة × 0.020 بوصة = 0.020 بوصة مربعة]
ضغط التلامس: [4,440 رطلاً ÷ 0.020 بوصة مربعة = 222,000 رطل لكل بوصة مربعة]
هذا يتجاوز حد الخضوع للعديد من أنواع صلب الأدوات عند الضغط عندما تؤخذ تركيزات الإجهاد في الاعتبار.
لقد رأيت ذات مرة قالبًا حادًا مشكلاً بدقة يُستخدم لتشكيل الفولاذ المقاوم للصدأ بالقاع لأن “الحاسبة قالت 75 طنًا والمكبس 120 طنًا”. وبحلول منتصف الوردية، كان رأس القالب قد انضغط بمقدار 0.005 بوصة. وانحرفت الزوايا. وخرجت الأجزاء عن المواصفات. لم تكن الأداة محملة بشكل زائد كليًا، بل تعرضت للسحق محليًا.
ولكن في تلك المهمة، كان المخطط يشير إلى “A36”، وكان المشتري قد استبدله بهدوء بمخزون ذي قوة أعلى ومخلل ومزيت. قفزت قوة الشد. وقفزت القوة المطلوبة. وقفز ضغط التلامس. ودفع القالب الثمن.
لذا، عندما تختار طريقة تضاعف القوة — مثل التشكيل بالقاع أو السك — فأنت لا تزيد الحمولة فحسب، بل تزيد إجهاد التلامس عند أصغر ميزة هندسية في النظام.
تحقق من تصنيفات الشركة المصنعة للقالب فيما يتعلق بالتشكيل بالقاع أو السك تحديدًا. إذا لم يتم إدراج أي منها، فافترض تصنيفات الثني الهوائي فقط. ثم أثبت ذلك باختبار قصير الطول وكامل العمق مع فحص رأس القالب تحت التكبير بعد الضربات القليلة الأولى.
حتى إذا كانت تصنيفات القالب والأسطمبة صحيحة، فأنت لم تجب بعد على مكان تمركز تلك القوة على إطار الماكينة.
ينظر معظم المشغلين إلى اللوحة التعريفية: “175 طنًا”. هذا الرقم عادة ما يكون صالحًا عند مسافة محددة بين الهياكل، وفي خط المنتصف، مع توزيع الحمل بالتساوي.
تمتلك ماكينتك منحنى حمولة — وهو مخطط يوضح الحمل المسموح به مقابل الموضع عبر سرير الماكينة.
تخيل مكبساً بطول 10 أقدام وقوة 175 طنًا مصنفًا بكامل سعته عند المنتصف لمسافة 6 أقدام، ولكن بنسبة 60% فقط من سعته عند مسافة قدمين بعيدًا عن المركز. إذا وضعت مهمة بطول 4 أقدام بالقرب من الهيكل الأيمن لتجنب أصابع مقياس الخلفي، فقد يكون لديك فقط:
[175 × 0.60 ≈ 105 أطنان مسموح بها في ذلك الموضع]
الآن ادمج ذلك مع الحمل لكل قدم.
لنفترض أن حسابات التشكيل بالقاع (التي تم التحقق منها بالفعل لكل قدم) تتطلب 100 طن على مسافة 4 أقدام.
الحمل لكل قدم: [100 ÷ 4 = 25 طنًا/قدم]
تصنيف الأدوات؟ جيد.
اللوحة التعريفية للماكينة؟ جيدة.
ولكن عند وضعها خارج المركز حيثما كان ذلك مسموحاً به، فإن الإجمالي يبلغ حوالي 105 أطنان، ولديك هامش إجمالي قدره 5 أطنان. وهذا يقل عن 5%. إن انحراف الكبش (Ram)، أو تباين السماكة، أو خطأ في العرض بنسبة 1% — وهو ما قمت بقياسه شخصياً باستخدام خلايا التحميل — يدفعك لتجاوز الحد الهيكلي.
لقد رأيت الإطارات الجانبية تلتوي بما يكفي لجعل التوازي يخرج عن نطاقه ببضعة أجزاء من الألف من البوصة. ليس أمراً دراماتيكياً، لكنه مكلف ودائم.
يخبرك منحنى الحمولة (tonnage curve) بالحمل المسموح به كدالة للموضع والطول. إنه ليس للزينة. عندما تتجاوز متطلباتك المحسوبة 70-80% من الحمولة المسموح بها في ذلك الموضع والامتداد بالضبط، فأنت تعمل بدون هامش أمان للصدمات.
التحقق يعني:
إذا فشل أي من هذه الأمور، فأنت لا “تُشغلها بحذر”. بل تقوم بتغيير الإعداد.
لأنه بمجرد التحقق من توزيع الحمل، وإجهاد التلامس، وسعة الإطار، فإن الاختيار بين الثني الهوائي (air bending)، أو الثني بالقاع (bottoming)، أو السك (coining) يتوقف عن كونه تخميناً. بل يصبح قراراً هندسياً.
وهذا ما سنفعله بعد ذلك — سنأخذ وظيفة حقيقية واحدة وننتقل بها من الصيغة إلى إعداد مُتحقق منه وقابل للنجاة دون كسر أداة واحدة.
لديك مخطط، وكومة من الألواح، وآلة حاسبة تقسم بأنك في أمان.
إليك كيفية تجنب تحويل تلك الثقة إلى شظايا.
لنفترض أن الوظيفة افتراضية ولكنها واقعية: المادة المحددة هي “فولاذ طري”، السماكة 0.250 بوصة، طول الثني 36 بوصة، زاوية الثني 90 درجة، نصف القطر الداخلي غير محدد. لا توجد شهادة مطحنة في الحزمة. الماكينة عبارة عن مكبس ثني (press brake) بقوة 150 طناً وطول 10 أقدام. تحتوي خزانة الأدوات على قالب V مقاس 2.0 بوصة مصنف بـ 35 طناً/قدم وقالب V مقاس 3.0 بوصة مصنف بـ 20 طناً/قدم.
هذا كافٍ لشنق نفسك.
سننتقل بها من الجهل إلى إعداد تثق فيه على راتبك الخاص — وسندع حدود الأدوات، وليس الآلة الحاسبة، تخبرنا بالطريقة التي ستنجو.
عندما تكون شهادة المطحنة مفقودة، لا تفترض أي شيء سخي.
“قد يكون ”الفولاذ الطري" بحد خضوع 36 ألف رطل لكل بوصة مربعة (ksi)، وقد يصل إلى 50 أو أكثر. قد لا يبدو هذا الفرق كبيراً على الورق، لكن قوة الثني تتبع قوة الشد بشكل خطي تقريباً، وتتبع السماكة بشكل غير خطي. مضاعفة السماكة تعني تقريباً أربعة أضعاف الحمولة. لذا، فإن بضعة أجزاء من الألف من البوصة فوق 0.250 بوصة تهم أكثر مما تعتقد.
نبدأ بحذر.
استخدم معادلة الأساس الشائعة للثني الهوائي (air-bend) للفولاذ الطري:
[طن/قدم] = [K × (السماكة²)] ÷ V
حيث: K = ثابت المادة (سنستخدم أساساً قياسياً للفولاذ الطري) السماكة = 0.250 بوصة V = فتحة القالب
قاعدة عامة تقول إن V ≈ 8 × السماكة.
إذن:
V ≈ [8 × 0.250 = 2.0 بوصة]
جيد. لدينا بالفعل قالب بفتحة 2.0 بوصة.
الآن احسب الحمولة النسبية (أساس توضيحي):
[السماكة²] = [0.250² = 0.0625] اقسم على V: [0.0625 ÷ 2.0 = 0.03125]
تلك النسبة هي ما يحدد القوة. إذا ضيقت V، ستزداد القوة بشكل كبير. وإذا وسعت V، ستنخفض بسرعة.
اضرب في ثابت المادة وسنصل إلى ما يقرب من 20–25 طن/قدم للفولاذ A36 الحقيقي في قالب بفتحة 2.0 بوصة. على طول 3 أقدام:
[افترض 24 طن/قدم × 3 قدم = 72 طن إجمالاً]
على آلة بقوة 150 طناً، يبدو هذا مريحاً.
هنا يكمن الفخ.
منذ سنوات، قمنا بتشغيل “فولاذ طري ربع بوصة” تبين عند قياسه بالميكرومتر أنه 0.265 بوصة من دفعة ساخنة. وثق المشغل بالملصق. التغير الفعلي في السماكة:
[0.265² = 0.0702] قارنها بأساس 0.0625. زيادة النسبة: [0.0702 ÷ 0.0625 ≈ 1.12]
اثنا عشر بالمائة زيادة من السماكة وحدها. كانت قوة الشد أعلى أيضاً. القوة النهائية كانت أعلى بنسبة 20% تقريباً من التقدير. انشطر القالب رباعي الاتجاهات عند الكتف في الضربة الثالثة.
يخزن الفولاذ الطاقة مثل الزنبرك. إذا قمت بضغطه بشكل مفرط بناءً على افتراضات خاطئة، فإنه يفرغ هذه الطاقة في أضعف سطح في المجموعة.
لذا تم وضع الأساس — لكنه مجرد تحميل مسبق للزنبرك للبدء.
قبل أن تثق بأي رقم، خذ شريحة خردة من نفس الدفعة وقم بإجراء اختبار انحناء قصير بطول مخفض.
الآن نقوم بزيادة الضغط على القيمة الأساسية.
أولاً، طول الثني. لدينا 36 بوصة:
[36 بوصة ÷ 12 = 3 أقدام]
إذا كانت القيمة الأساسية هي 24 طنًا/قدم، فإن الإجمالي هو:
[24 × 3 = 72 طنًا]
ولكن ماذا لو لم يكن الفولاذ بقوة 36 ksi؟ لنفترض أنه يتصرف مثل مادة بقوة 50 ksi — ليس شيئاً غريباً، بل مجرد فولاذ مدرفل على الساخن أكثر قوة.
مضاعف المادة ≈ [50 ÷ 36 ≈ 1.39]
طن/قدم المعدل:
[24 × 1.39 ≈ 33 طنًا/قدم]
الإجمالي:
[33 × 3 ≈ 99 طنًا]
الآن نحن نقترب من 100 طن.
لاحظ ما حدث. لم نغير السماكة. ولم نغير القالب. لقد قمنا فقط بتصحيح القوة.
والقالب لا يهتم بما افترضته الآلة الحاسبة.
إليك العامل الهندسي المؤثر. إذا قرر أحدهم “تضييق الفتحة للحصول على نصف قطر أكثر حدة” واستبدلها بقالب V مقاس 1.5 بوصة، فإن الحمولة تتناسب عكسياً مع V:
تغير النسبة الأساسية: [2.0 ÷ 1.5 ≈ 1.33]
إذن:
[33 طنًا/قدم × 1.33 ≈ 44 طنًا/قدم]
الإجمالي:
[44 × 3 ≈ 132 طنًا]
نفس اللوح. نفس طول الثني. فقط مادة أقوى وقالب أضيق.
لقد شاهدت طفلاً يقوم بهذا التبديل بالضبط ذات مرة لأن الزاوية كانت تنفتح بمرونة. لم يقم بإعادة الحساب. ارتفع مقياس الحمل مثل عداد دورات المحرك مع دواسة وقود عالقة. توقفنا عند 120 طناً. لم تتشقق القالب — بل انحنى. ظهرت ابتسامة دائمة بعرض 3 أقدام.
لهذا السبب فإن “مضاعف المادة” وحده لا يكفي. هندسة القالب تهيمن على المعادلة.
قبل الالتزام بالطول الكامل، قم بإجراء ثني تجريبي بطول 6 بوصات في القالب المختار فعلياً وراقب منحنى الحمل وهو يقترب من الزاوية. إذا زاد انحدار المنحنى بشكل حاد بالقرب من العمق، فأنت أقرب إلى القاع مما تعتقد.
الآن نأخذ أسوأ حالة معقولة مما سبق:
≈ 44 طناً/قدم في قالب V مقاس 1.5 بوصة على طول 3 أقدام = 132 طناً إجمالاً
ابدأ بالأدوات.
إذا كان القالب مقاس 2.0 بوصة مصنفاً بـ 35 طناً/قدم، فإن القالب الأكثر ضيقاً مقاس 1.5 بوصة لن يكون تصنيفه أعلى. لنفترض تصنيف 30 طناً/قدم للتوضيح.
المطلوب لدينا:
44 طناً/قدم تصنيف القالب:
30 طناً/قدم
هذا حمل زائد بنسبة 47%.
لا يهم أن الآلة يمكنها إنتاج 150 طناً. القالب لا يستطيع ذلك.
لذا نعود إلى قالب V مقاس 2.0 بوصة.
إعادة تشغيل أسوأ حالة معقولة مع قالب V مقاس 2.0 بوصة:
33 طناً/قدم (حالة المادة الأقوى) تصنيف القالب: 35 طناً/قدم
الهامش:
[35 - 33 = 2 طن/قدم]
هذا هامش ضئيل. على طول 3 أقدام، تتراكم الاختلافات الصغيرة.
الآن تحقق من وضع الآلة. لنفترض أن المسموح به في موقع السرير المختار هو 140 طناً.
الإجمالي المطلوب: 99 طنًا (مادة صلبة، قالب V مقاس 2.0 بوصة)
هامش الماكينة:
[140 - 99 = 41 طنًا] حوالي 29%
هذا مقبول.
هامش الأدوات لكل قدم:
[35 - 33 = 2 طن/قدم] ≈ هامش 6%.
ضيق للغاية بالنسبة لذوقي.
هنا يُفرض قرار اختيار الطريقة.
إذا كان الثني الهوائي باستخدام قالب V مقاس 2.0 بوصة يبقينا تحت 35 طنًا/قدم، فسنبقى على ذلك. الثني بالقاع (Bottoming) سيرفع القوة بشكل كبير يتجاوز هذا الحد. أما الثني بالسك (Coining) فسيكون تهورًا.
نحن لا نختار الثني بالقاع لأننا نريد ارتدادًا مرنًا أقل. نحن نختار الثني الهوائي لأن تصنيفات الأدوات تتطلب ذلك.
رأيت ذات مرة طاقم عمل يقوم بثني صفيحة بسمك 1/4 بوصة في قالب مخصص للثني الهوائي فقط لأن “المكبس كان يتمتع بالقدرة”. بحلول منتصف الوردية، كان رأس أداة الثني (Punch) قد تعرض لتشظي دقيق على طوله. انحرفت الزوايا بمقدار 1.5 درجة. بدت الأداة سليمة حتى قمت بفحصها تحت ضوء جانبي. تلك المهمة تكلفت ثمن أداة ثني جديدة.
إذن، إعدادنا الموثوق يصبح:
لاحظ ما فعلناه.
أعطتنا الآلة الحاسبة رقمًا أوليًا. حدد تصنيف القالب الطريقة. حدد منحنى الماكينة الوضع. فرض عدم اليقين بشأن المادة معامل ضرب. أكد اختبار الثني صحة العملية بأكملها.
هذه ليست إجابة ثابتة بالطن.
هذا نظام خاضع للتحكم.
| القسم | النقاط الرئيسية | الحسابات / القيم | النتيجة / المخاطر |
|---|---|---|---|
| تحديد خط الأساس مع مواصفات مطحنة غير مكتملة | افترض قوة مادية متحفظة عند فقدان شهادة المطحنة. تتناسب قوة الانحناء خطيًا تقريبًا مع قوة الشد وغير خطيًا مع السماكة. | السماكة = 0.250 بوصة، V ≈ 8 × السماكة = 2.0 بوصة، مربع السماكة = 0.250² = 0.0625، 0.0625 ÷ 2.0 = 0.03125 | خط الأساس ≈ 20–25 طن/قدم (افترض 24 طن/قدم) |
| إجمالي حمولة خط الأساس | طول الانحناء 3 أقدام | 24 طن/قدم × 3 أقدام = 72 طن | مناسب تماماً لآلة سعة 150 طن |
| مخاطر تباين السماكة | السماكة الفعلية المقاسة 0.265 بوصة | 0.265² = 0.0702، 0.0702 ÷ 0.0625 ≈ 1.12 | زيادة بنسبة 12% من السماكة وحدها؛ زيادة إجمالية في القوة تقارب 20% ← خطر فشل الأدوات |
| التحكم العملي | اختبر دائمًا باستخدام خردة من نفس الدفعة | انحناء اختبار قصير بطول مخفض | يتحقق من صحة الافتراضات قبل التحميل الكامل |
| توسيع طول الانحناء | طول انحناء 36 بوصة | 36 ÷ 12 = 3 قدم 24 × 3 = 72 طن | إجمالي القوة الأساسية |
| مضاعف المادة (50 ksi مقابل 36 ksi) | التعديل لمادة أقوى | 50 ÷ 36 ≈ 1.39 24 × 1.39 ≈ 33 طن/قدم 33 × 3 ≈ 99 طن | تزداد القوة إلى حوالي 99 طن |
| تغيير فتحة القالب (2.0 بوصة ← 1.5 بوصة V) | تتناسب الحمولة عكسياً مع V | 2.0 ÷ 1.5 ≈ 1.33 33 × 1.33 ≈ 44 طن/قدم 44 × 3 ≈ 132 طن | ترتفع القوة الإجمالية إلى حوالي 132 طن |
| تأثير الهندسة | هندسة القالب تؤثر بقوة على الحمولة | لا يوجد تغيير في السماكة؛ تم تقليل V فقط | خطر تشوه الأدوات |
| التحكم العملي | قم بإجراء اختبار انحناء بطول 6 بوصات في القالب المختار | راقب منحنى الحمل بالقرب من الزاوية | اكتشف خطر القاع مبكراً |
| أسوأ حالة ممكنة | 1.5 بوصة V، 44 طن/قدم على طول 3 أقدام | 44 × 3 = 132 طن | سيناريو الحمل العالي |
| فحص تصنيف الأدوات (1.5 بوصة V) | افترض أن تصنيف القالب = 30 طن/قدم | المطلوب 44 طن/قدم مقابل تصنيف 30 طن/قدم | زيادة في الحمل بنسبة 47% ← غير مقبول |
| العودة إلى 2.0 بوصة V | حالة المواد القوية | مطلوب 33 طن/قدم، تصنيف القالب = 35 طن/قدم، 35 - 33 = 2 طن/قدم هامش | هامش أدوات بنسبة ~6% (ضيق) |
| فحص سعة الماكينة | السعة المسموح بها للماكينة عند الموضع = 140 طن | 140 - 99 = 41 طن (هامش ~29%) | هامش الماكينة مقبول |
| قرار الطريقة | تجنب التشكيل القاعي/السك (coining) بسبب ارتفاع القوة المفاجئ | البقاء على الثني الهوائي عند 2.0 بوصة V | حماية حدود الأدوات |
| الإعداد النهائي المتحكم فيه | تكوين تم التحقق منه | ثني هوائي 2.0 في اختبار الطول القصير <35 طن/قدم ~ هامش ماكينة 20–30% | النظام تحت السيطرة من خلال التحقق والهوامش |
أنت تطرح السؤال الصحيح الآن: إذا كان التباين أمراً لا مفر منه، فكيف تبني هوامش تصمد أمامه؟
جيد. لأن هذا هو المكان الذي يتوقف فيه معظم العاملين في الورش عن التفكير. يحصلون على رقم، ويرون أضواء خضراء على لوحة التحكم، ويبدأون في تشغيل الأجزاء. لقد شاهدت مهمة تتطلب 90 طناً تتحول إلى واقع يتطلب 110 أطنان لأن شاباً في الوردية الثانية أدخل 0 بدلاً من 0.250 في ورقة الإعداد ولم يقم أحد بإعادة التحقق من السماكة على اللوح الجديد. لم تنفجر القالب، لكنه بدأ يتشقق عند الأكتاف بعد يومين.
الهوامش ليست شيئاً “تضيفه”، بل هي شيء تثبته.
وهذا الإثبات يبدأ بتحول ذهني.
تمنحك الحاسبة عبر الإنترنت حمولة بناءً على مجموعة افتراضات لم تخترها أنت.
معظمها يخفي ثابت المادة. بعضها يستخدم 575، وبعضها يستخدم 650. هذا يعني تفاوت بنسبة 13% قبل أن تتحدث حتى عن الفولاذ الحقيقي. إذا كان خط الأساس الخاص بك هو 24 طناً/قدم، فإن 13% هي:
[24 × 0.13 ≈ 3.1 طن/قدم]
على طول 3 أقدام:
[3.1 × 3 ≈ 9 أطنان]
تسعة أطنان هي الفرق بين “الراحة” و“لماذا يصدر هذا القالب صريراً؟”
لكن في تلك المهمة، كان المخطط يشير إلى “A36”. جاءت الحرارة بقوة عالية. نفس السماكة. نفس فتحة القالب (V). واقع مختلف. المعادلة لم تكذب، بل افترضت فقط.
إليك العدسة التي أريدك أن تحملها معك: وظيفة الحاسبة هي كشف الحساسية، وليس تقديم اليقين. غيّر السماكة بنسبة 5%. شاهد الحمولة تقفز بسبب المصطلح المربع. غيّر فتحة القالب (V) من 8× إلى 6× السماكة. شاهدها ترتفع بسبب العلاقة العكسية. أنت لا تبحث عن إجابة واحدة، بل ترسم خريطة لمدى هشاشة إعدادك أمام الأخطاء الصغيرة.
إذا كان تفاوت السماكة بمقدار 0.015 بوصة أو تبديل القالب بمقدار 0.5 بوصة يضعك ضمن نطاق 10% من تصنيف الأدوات، فأنت لا تملك إعداداً، بل تملك مقامرة.
قبل أن تثق بأي رقم، خذ شريحة خردة من نفس الدفعة وقم بإجراء اختبار انحناء قصير بطول مخفض.
إذن ما الذي تتحقق منه بالضبط قبل أن يبدأ الفولاذ بالتراكم خلف مكبس الثني؟
أنت تبني الهامش بنفس الطريقة التي تبني بها قاعدة الآلة — من الأسفل إلى الأعلى.
1. قم بقياس السماكة الفعلية. ليس ما هو مكتوب على الملصق، وليس ما في أمر الشراء. استخدم الميكرومتر لقياسها.
إذا كانت السماكة الاسمية 0.250 وقمت بقياس 0.265:
نسبة القوة الأساسية = [0.265² ÷ 0.250²] = [0.0702 ÷ 0.0625 ≈ 1.12]
اثنا عشر بالمائة قوة إضافية ناتجة عن 0.015 بوصة فقط. هذه هي العلاقة التربيعية التي تُحدث ضررها بصمت. السماكة هي المتغير الأكثر تأثيراً في المعادلة بأكملها. تعامل معها على هذا الأساس.
2. تأكد من فتحة القالب مقابل القيمة المستهدفة. القاعدة العامة تقول إن V ≈ 8 × السماكة. هذه هندسة أولية، وليست قانوناً ثابتاً.
إذا قمت بتضييق V من 2.0 بوصة إلى 1.5 بوصة:
نسبة القوة = [2.0 ÷ 1.5 ≈ 1.33]
زيادة بنسبة ثلاثة وثلاثين بالمائة. لا تغيير في المادة، ولا تغيير في الطول. مجرد هندسة. ذات مرة، قام أحد رؤساء العمال “بشحذ نصف القطر” على صفيحة بسمك 5/16 دون إعادة الحساب. بحلول وقت الغداء، كان رأس السندان (punch) يحتوي على كسور شعرية يمكنك الشعور بها بظفر إصبعك.
إذا كان تصنيف القالب الخاص بك هو 35 طناً/قدم وكانت أسوأ عملية حسابية موثوقة لديك تشير إلى 33 طناً/قدم، فإن هامش الـ 2 طن هذا يصبح وهماً بمجرد دخول التآكل واختلافات الدفعات إلى المعادلة.
3. تحقق من تصنيف الأدوات لكل قدم أولاً، ثم تصنيف الآلة ثانياً. إذا كان الحمل المطلوب هو 30 طناً/قدم والقالب مصنف بـ 28 طناً، توقف. لا يهمني إذا كانت المكبس بقدرة 200 طن. الأدوات تفشل محلياً، والآلات تفشل كلياً.
ثم تحقق من سعة الآلة عند طول الانحناء الفعلي وموقعه. مكبس بقدرة 100 طن ليس 100 طن في كل مكان عبر السرير. تأكد من أن إجمالي المطلوب هو أقل بنسبة 20–30% على الأقل من السعة المقدرة عند ذلك المدى.
الإجمالي المطلوب: 80 طناً، سعة الآلة في الموقع: 110 أطنان، الهامش: [(110 - 80) ÷ 80 ≈ 0.375 = 37.5%]
الآن يمكنك التنفس براحة.
4. قم بإجراء اختبار انحناء بطول مخفض وراقب منحنى الحمل. ليس الزاوية فقط، بل منحنى الحمل. إذا ارتفع الحمولة بسلاسة واستقرت في الانحناء الهوائي، فهذا جيد. إذا حدث ارتفاع مفاجئ بالقرب من القاع، فأنت تتجه نحو القاع (bottoming) سواء كنت تقصد ذلك أم لا.
قبل أن تثق بأي رقم، خذ شريحة خردة من نفس الدفعة وقم بإجراء اختبار انحناء قصير بطول مخفض.
هكذا تحول عدم اليقين إلى مخاطرة محدودة بدلاً من الاعتماد على الحظ.
ولكن ماذا سيحدث في الشهر المقبل عندما يعود نفس الجزء ولا يتذكر أحد سبب اختيارك لفتحة V بمقاس 2.0؟
هنا يكمن الفرق بين المحترفين وبين من يكتفون بالضغط على الأزرار.
أنت لا توثق الرقم الذي ظهر في الآلة الحاسبة، بل توثق القيود التي أدت إلى اتخاذ ذلك القرار.
دوّن ما يلي:
تصبح تلك الورقة خريطة الهامش الخاصة بك في المستقبل.
منذ سنوات، أعدنا تشغيل مهمة لقطعة معدنية كان “يجب أن تكون سهلة”. لم تكن هناك ملاحظات. اختار المشغل الجديد فتحة V أضيق لتقليل الارتداد المرن. لم يتذكر أحد أن القالب الأصلي كان به هامش أمان بنسبة 51% فقط. وبحلول نهاية الوردية، كان القالب السفلي قد تعرض لتقوس دائم في القسم الأوسط. نفس رقم القطعة، ولكن بنتيجة مختلفة. فشلت الذاكرة حيث كان ينبغي للتوثيق أن يكون حارسًا.
عندما توثق منطق القرار، لا يبدأ الإعداد التالي بالتفاؤل، بل يبدأ بالحدود.
وهذا هو الشيء الوحيد الذي أريدك أن تأخذه معك للمستقبل — الجزء الذي ليس واضحًا.
هامش الحمولة ليس نسبة مئوية تضيفها في النهاية، بل هو السعة المتبقية بعد أن قمت باختبار ضغط كل متغير حساس — السماكة، القوة، فتحة V، الطول — مقابل أضعف مكون في النظام.
أنت لا تحاول التنبؤ بالحمولة الدقيقة.
أنت تحاول إثبات أنه حتى عندما يدفع العالم الحقيقي بكل مدخل في الاتجاه الخاطئ في وقت واحد، لا يوجد شيء في ذلك النظام قريب من نقطة الانهيار.
هذا هو الفرق بين مستخدم الآلة الحاسبة والمحقق الواثق.
الآن السؤال الوحيد المتبقي هو: عندما تتراكم المتغيرات ضدك بدلاً من أن تكون في صالحك، هل سيمتص إعدادك هذه الصدمة — أم سيطلقها مثل زنبرك مضغوط بشكل مفرط باتجاه أغلى قطعة فولاذ في الغرفة؟


















