

Um miúdo no segundo turno introduziu aço macio de 0,250″ na calculadora “um clique” brilhante da empresa. Voltou com 82 toneladas. A máquina estava classificada para 100. Luz verde.
A meio da primeira dobra, o chão da oficina saltou como se alguém tivesse deixado cair uma bigorna. A matriz de 4 vias partiu-se no ombro. Não lascou. Partiu-se. Varremos cinco mil em carboneto e duas semanas de prazo de entrega.
A calculadora não mentiu. Ela respondeu a uma pergunta mais restrita do que aquela que mantém as suas ferramentas operacionais.
Eis o que essa calculadora fez realmente.
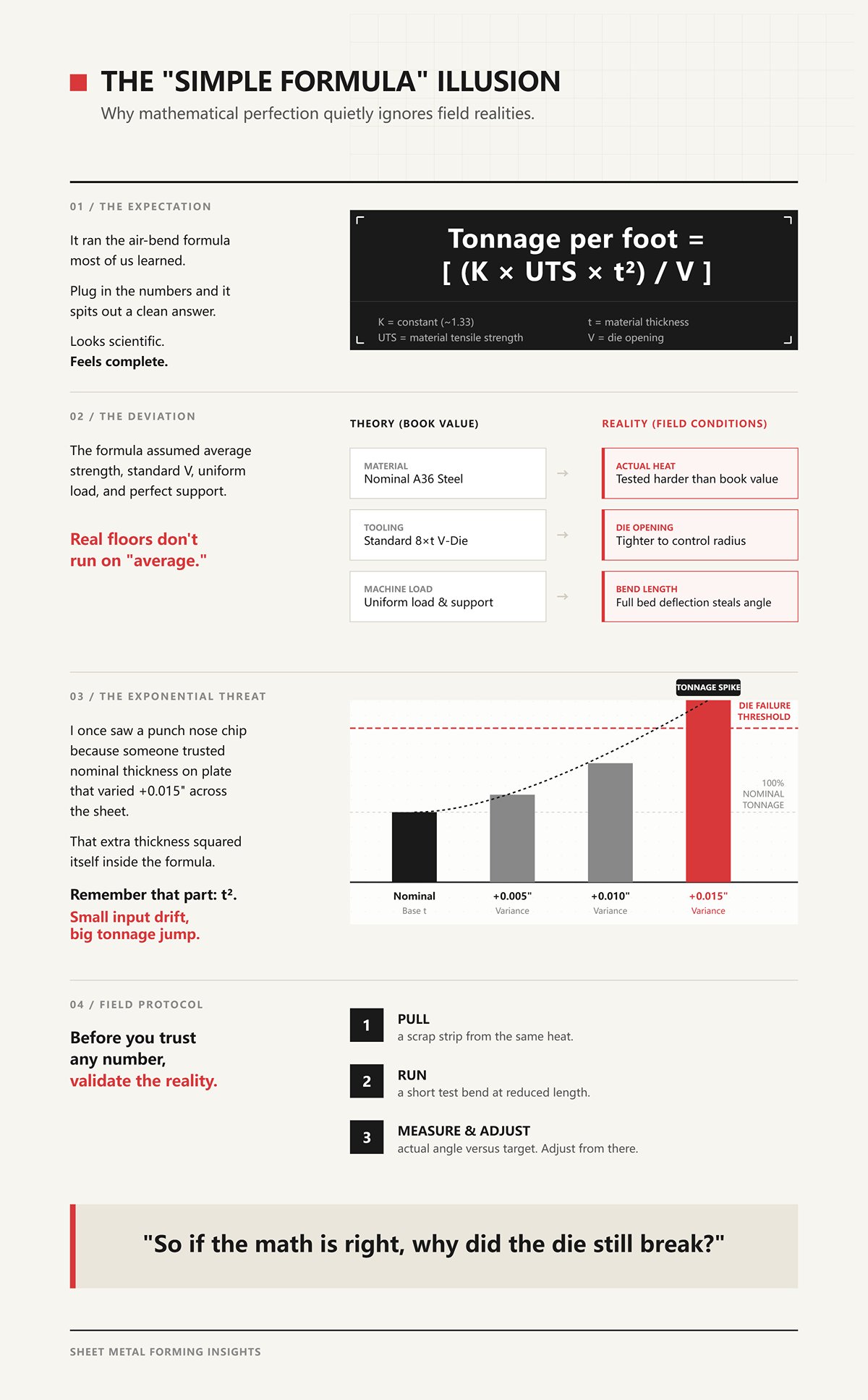
Executou a fórmula de dobra em ar que a maioria de nós aprendeu: Tonelagem por pé = [ (K × UTS × t²) / V ]
Onde:
[K] = constante (cerca de 1,33 para dobra em ar)
[UTS] = resistência à tração do material
[t] = espessura do material
[V] = abertura da matriz
Insira os números e ela expele uma resposta limpa. Parece científico. Parece completo.
Mas nesse trabalho, o desenho dizia “A36”. O lote que recebemos era mais duro do que o valor teórico. A abertura da matriz não era a nominal de 8× a espessura — era mais apertada para controlar o raio. E o comprimento da dobra ocupava quase toda a mesa, onde a deflexão começa a roubar ângulo, a menos que tenha o coroamento dinâmico ajustado.
A fórmula assumiu resistência média, V padrão, carga uniforme, suporte perfeito.
O chão de fábrica real não funciona com “médias”.”
Vi uma vez a ponta de um punção lascar porque alguém confiou na espessura nominal numa chapa que variava +0,015″ ao longo da folha. Essa espessura extra elevou-se ao quadrado dentro da fórmula. Lembre-se dessa parte: t². Pequeno desvio na entrada, grande salto na tonelagem.
Antes de confiar em qualquer número, retire uma tira de desperdício do mesmo lote e faça uma dobra de teste curta com comprimento reduzido. Meça o ângulo real em relação ao alvo. Ajuste a partir daí.
Portanto, se a matemática está correta, porque é que a matriz ainda se partiu?
Uma calculadora estima a força de quinagem. Uma configuração segura respeita os limites da máquina e das ferramentas.
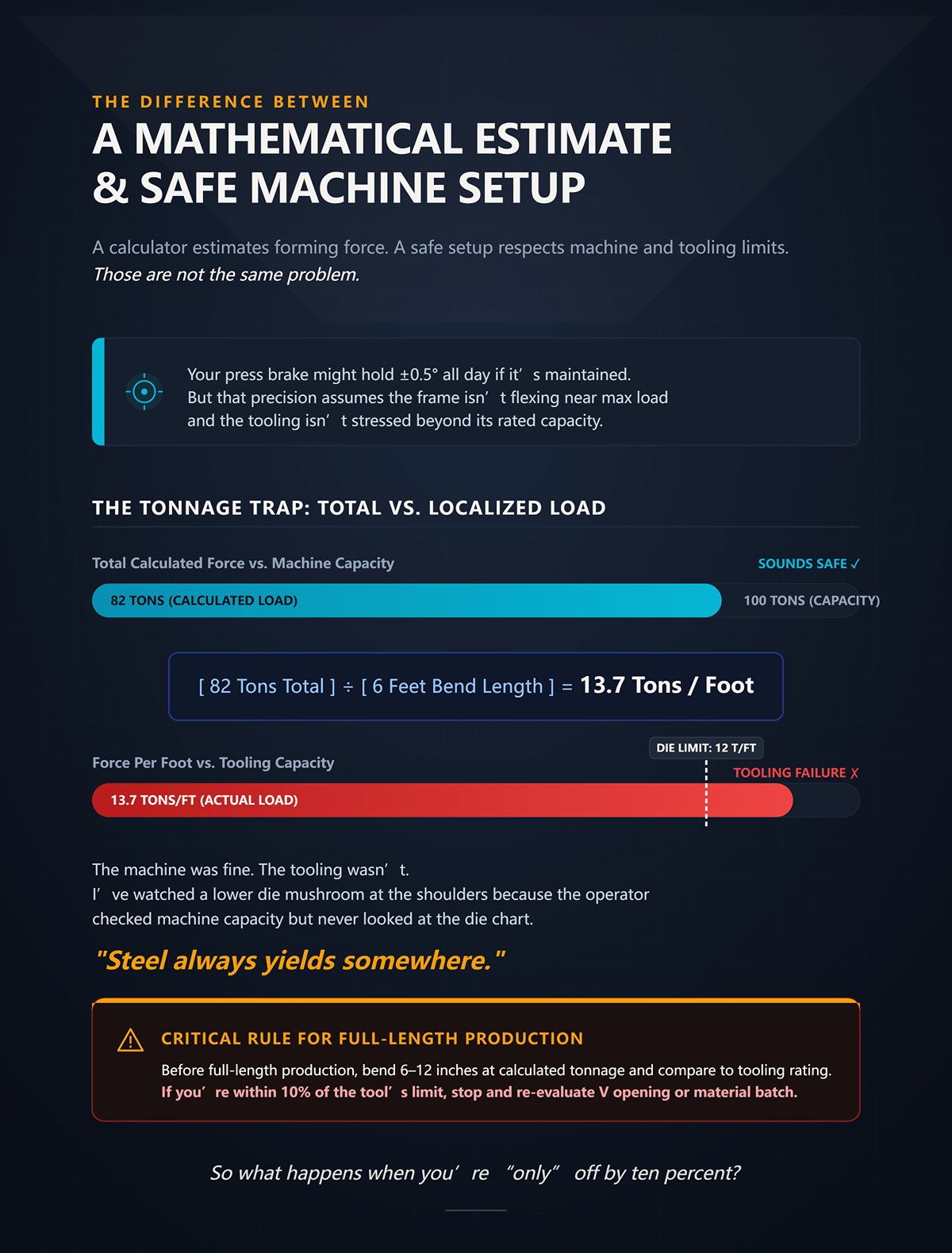
Esses não são o mesmo problema.
A sua quinadora pode manter ±0,5° durante todo o dia, se estiver bem conservada. Talvez com maior precisão com feedback laser e um sistema de compensação de flecha (crowning) a funcionar bem. Mas essa precisão pressupõe que a estrutura não está a fletir perto da carga máxima e que a ferramenta não está a ser submetida a tensões superiores à sua capacidade nominal.
A calculadora deu-nos 82 toneladas no total. Parece seguro numa máquina de 100 toneladas.
Mas vamos decompor: [Tonelagem total] ÷ [Comprimento de quinagem em pés] = [Toneladas por pé]
Se utilizássemos 6 pés: [82 toneladas] ÷ [6 pés] ≈ [13,7 toneladas/pé]
Essa matriz estava classificada para 12 toneladas por pé.
A máquina estava bem. A ferramenta não.
Já vi uma matriz inferior deformar-se nos ombros porque o operador verificou a capacidade da máquina, mas nunca consultou a tabela da ferramenta. A prensa sobreviveu. A matriz não. O aço cede sempre em algum ponto.
Antes da produção a todo o comprimento, dobre 6–12 polegadas à tonelagem calculada e compare a força necessária com a classificação da ferramenta por pé. Se estiver dentro de 10% do limite da ferramenta, pare e reavalie a abertura em V ou o lote de material.
Então, o que acontece quando se está “apenas” 10% fora do valor?
Digamos que o requisito real era de 90 toneladas. A calculadora indicou 82. Isso é um erro de cerca de 10%.

Se estiver 10% abaixo, obtém um ângulo inconsistente. O retorno elástico (springback) varia. As peças desviam-se. É irritante. O contentor de sucata enche-se lentamente.
Se estiver 10% acima perto do limite da ferramenta, essa carga extra não se distribui educadamente. Concentra-se na ponta do punção e nos ombros da matriz — como comprimir excessivamente uma mola entre eles. O aço armazena essa energia. Depois, liberta-a em fissuras.
Modos de falha diferentes. Faturas muito diferentes.
Vi uma vez um punção segmentado partir-se limpo porque o operador aumentou a tonelagem para “estar seguro” após ver uma ligeira sub-quinagem. Ele corrigiu o ângulo. Também introduziu um pico de tensão exatamente na junta da secção. Um estrondo alto. Três semanas de atraso.
Aqui está a mudança de mentalidade que preciso que faça: a calculadora responde a “Que força dobra esta espessura nesta matriz sob pressupostos ideais?”. Você deve responder “Pode a minha máquina exata, a minha ferramenta exata e este material exato sobreviver a essa força ao longo deste comprimento exato?”
Antes de qualquer série de produção perto da capacidade, faça um teste curto com sucata a 80% da tonelagem calculada, suba gradualmente enquanto observa o ângulo e a curva de carga da máquina, e verifique em relação à classificação de toneladas por pé da ferramenta.
A calculadora não é perigosa por estar errada.
É perigosa porque parou de pensar depois de ela falar.
Quer um processo sistemático, não mais uma palestra sobre “ter cuidado”.”
Bom. Então começamos por desmontar a fórmula até conseguir ver onde ela lhe mente.
Num trabalho há uns anos, estávamos a quinar chapa de 3/16″, nada de exótico, aba reta e comprida. A calculadora indicou 58 toneladas no total. A máquina conseguia fazer 90. O operador sentiu-se seguro. A meio da execução, o ângulo desviou-se, por isso ele apertou o V de 1,5″ para 1,25″ para controlar o raio sem recalcular a força. Essa pequena alteração silenciosa aumentou a tonelagem o suficiente para lascar a ponta do punção. Sem drama. Apenas uma fissura capilar que se transformou numa rutura dois dias depois.
Mesma espessura. Mesmo material. Abertura de matriz diferente.
É aqui que a fórmula de base se torna útil — e onde castiga as entradas de dados preguiçosas.
A equação padrão de quinagem em ar que a maior parte da indústria utiliza é esta:
Tonelagem = (K × Resistência à Tração × Espessura² × Comprimento da Quinagem) ÷ Abertura da Matriz
Escreva-a à mão. Não confie na caixa num ecrã. Quando vê as variáveis, vê as armadilhas.
Vamos trabalhar como um mecânico, não como um mágico.
Veja um caso real:
Agora siga os passos:
Converta para toneladas: [9.975 ÷ 2.000] ≈ 5 toneladas/pé
Em 4 pés: ≈ 20 toneladas no total.
Limpo. Previsível. Parece inofensivo.
Agora altere um dado de entrada.
Reduza o V de 2,0 pol para 1,25 pol porque pretende um raio interior mais pequeno. Tudo o resto permanece igual.
Apenas o denominador muda:
[19.950 ÷ 1,25] = 15.960 lb por pé ≈ 8 toneladas/pé Total ≈ 32 toneladas
Não alterou a espessura. Não alterou o material. Alterou a geometria — e a força aumentou cerca de 60%.
Vi uma vez uma matriz de quatro vias partir-se limpa no ombro porque alguém reduziu o V para metade para “controlar o retorno elástico” e esqueceu-se que o V está no denominador. Se reduzir o denominador, a fração inteira aumenta. Aquela matriz não falhou porque o aço era misterioso. Falhou porque alguém tratou a geometria como uma escolha estética em vez de um multiplicador de força.
Antes de confiar em qualquer número, retire uma tira de desperdício da mesma fundição e faça um teste de dobra curto com comprimento reduzido.
Agora olhe novamente para essa equação. Qual é a variável com maior probabilidade de oscilar sem que se aperceba?
Mas nesse trabalho, o desenho dizia “A36”.”
Esse rótulo engana mais oficinas do que a má matemática alguma vez fez.
A maioria das tabelas e calculadoras assume “aço macio” com cerca de 60.000 psi de resistência à tração. Algumas fundições de A36 aproximam-se disso. Outras não. Já vi certificados de teste acima de 70.000 psi. Isso não é exótico. É a realidade da cadeia de abastecimento.
Volte ao mesmo exemplo e altere apenas a UTS:
Em vez de 60.000 psi, utilize 72.000 psi.
Execute os mesmos passos:
≈ 6 toneladas/pé Total ≈ 24 toneladas
Acabou de adicionar 4 toneladas ao trabalho sem alterar nada além da resistência real da chapa.
E isto antes de falarmos sobre aço inoxidável, onde tanto a resistência à tração como o retorno elástico aumentam. A força aumenta, a sobrecurvatura necessária aumenta e a sua “base de referência de aço macio” torna-se uma ficção educada.
Certa vez, vi um punção segmentado fraturar exatamente numa junta de secção porque o operador aumentou a tonelagem para compensar o retorno elástico num lote mais duro do que o esperado. Ele corrigiu o ângulo. Mas também armazenou mais energia elástica naquela mola carregada entre o punção e a matriz. O aço não esquece. Ele liberta essa energia na secção transversal mais fraca.
A fórmula não está errada. Ela é cega. Ela assume que lhe forneceu a verdade.
Antes de se comprometer com uma produção de comprimento total, verifique a resistência à tração no certificado do material e faça uma dobra de teste curta em retalho com comprimento reduzido para confirmar o retorno elástico real face à sua suposição.
Portanto, se a resistência pode variar e a geometria pode multiplicar a força, o que acontece quando misturamos unidades silenciosamente?
Aqui está uma que não faz barulho até que algo se parta.
Um rapaz no segundo turno introduziu 0,250 numa calculadora configurada para o modo métrico. O campo da espessura dizia “mm”. Ele queria dizer polegadas. A máquina leu 0,250 mm — cerca de dez milésimos de polegada. O resultado foi ridiculamente baixo. Ele não reparou porque a tonelagem total ainda parecia “razoável”.”
A constante K nessa fórmula não é universal. Ela muda com os sistemas de unidades porque a matemática engloba a resistência do material, a geometria e os fatores de conversão. Na dobragem ao ar imperial, verá frequentemente K em torno de 1,33. Nas formulações métricas, a constante pode parecer 1,42 — mas isso assume MPa, milímetros e metros em combinações específicas.
Misture polegadas com MPa ou milímetros com psi e não obterá um pequeno erro.
Recebe lixo com confiança.
Faça uma comparação simples:
Se a espessura for de 6 mm (≈0,236 pol.) mas alguém introduzir “6” a pensar em polegadas, o termo ao quadrado torna-se:
Correto: [0,236²] ≈ 0,0557
Incorreto (6 pol. assumidas): [6²] = 36
Isso não é um erro de arredondamento. É um aumento de força por um fator de aproximadamente 646 antes mesmo de o resto da equação reagir.
Já vi matrizes inferiores deformarem-se porque alguém copiou um valor de uma tabela métrica para uma folha de cálculo imperial sem ajustar a constante. A máquina não se queixou. O equipamento sim.
As unidades não são apenas registos contabilísticos. São estruturais.
Antes de iniciar a produção, confirme o sistema de unidades, confirme a constante e faça uma dobra de teste curta com comprimento reduzido, observando a carga real da máquina em comparação com as toneladas por pé previstas.
Agora já viu como a espessura se eleva ao quadrado, como a abertura da matriz divide a força, como a resistência à tração a escala e como as constantes mudam com as unidades.
A fórmula funciona — se cada entrada refletir a realidade física.
Então, o que acontece quando o grau do material e a geometria da matriz interagem de formas que a equação de base não amplifica suficientemente?
Uma oficina com a qual trabalhei processava aço macio de 3/8 durante toda a semana numa matriz em V de 3,0 pol. A calculadora indicava 55 toneladas em 6 pés. A máquina era de 90 toneladas. Confortável. Na sexta-feira à tarde, trocaram para aço inoxidável de 3/8 e, para “manter o raio apertado”, mudaram para uma matriz em V de 2,0 pol. sem alterar o programa. O mesmo comprimento de dobra. A mesma espessura. A mesma confiança do operador.
O martelo atingiu o fundo e o medidor de carga subiu como um conta-rotações com o acelerador preso.
Vamos analisar isto detalhadamente para que veja onde a base de cálculo começa a mentir por omissão.
A tonelagem de dobra em ar, simplificada, assenta nesta estrutura:
Força ∝ [UTS × t² × L] ÷ V
Onde UTS = resistência à tração, t = espessura, L = comprimento da dobra, V = abertura da matriz
Agora altere duas coisas ao mesmo tempo — como acontece na produção real.
Considere uma chapa de 3/8 pol: [t = 0,375] [t²] = 0,1406
Aço macio a 60.000 psi, dobra de 6 pés, V = 3,0 pol:
[60.000 × 0,1406] = 8.436 Multiplique pelo fator de comprimento (6 pés): [8.436 × 6] = 50.616 Divida por V: [50.616 ÷ 3,0] ≈ 16.872 lb por pé equivalente. Considere aproximadamente 51 toneladas no total após o ajuste dos fatores de constante e unidade.
Agora mude para aço inoxidável a 85.000 psi e reduza V para 2,0 pol:
Não “adicionou um pouco”. Quase duplicou o efeito do denominador enquanto aumentava o numerador. A máquina que estava a trabalhar com folga a 50 toneladas está agora a aproximar-se das 80 e tal antes da correção de retorno elástico (springback).
É aqui que a calculadora universal o induz em erro. Ela mostra um resultado limpo — mas, no mundo real, a qualidade do material e a geometria da matriz não se movem de forma independente. Elas acumulam-se.
E quando se acumulam, o ferramental sente cada libra.
Antes de confiar em qualquer número, retire uma tira de desperdício da mesma fundição e faça um teste de dobra curto com comprimento reduzido.
Então, onde é que essa regra confortável de 8× a espessura se encaixa nesta confusão?
Vi uma vez um trabalho de chapa de 1/2 pol orçamentado com base na regra de 8× sem que ninguém verificasse a tonelagem por pé. O orçamentista escolheu um V de 4 pol porque “8× meia polegada”. No papel, impecável. Na fábrica, a quinadora atingiu o limite de alívio a meio do curso e parou. Faltavam-nos 25 toneladas — e o ombro do punção pagou pelo otimismo.
A regra de 8× diz: V ≈ 8 × t
É um atalho geométrico. Não uma garantia de força.
Porque é que funciona tantas vezes? Porque para o aço macio comum — digamos, de calibre 11 a 1/4 pol — um V de 8× mantém geralmente o raio interno em torno de 1× a espessura e a tonelagem dentro dos pressupostos padrão das tabelas (tipicamente janelas de 5× a 19× a espessura).
Mas a espessura não escala de forma educada.
Lembre-se: a força aumenta com [t²].
Duplicar a espessura: Se t se torna 2t, então [t²] torna-se 4t². A força quadruplica aproximadamente.
Portanto, a 1/4 pol: gerível. A 1/2 pol: quatro vezes a carga. A 3/4 pol: nove vezes a carga de 1/4 pol.
A regra de 8× escala o V linearmente. A força escala com o quadrado da espessura.
É nesse desfasamento que ocorre a quebra.
E os gráficos dos principais fabricantes admitem isso discretamente — a maioria das calculadoras de tonelagem apenas alega validade em intervalos de espessura e rácios de V específicos. Se sair desse limite com chapa mais espessa ou raios invulgarmente apertados, já não está a dobrar dentro dos pressupostos. Está a adivinhar.
Antes de aprovar trabalhos de chapa com base no atalho de 8×, corte uma amostra de 12 polegadas e faça um teste de dobragem no V escolhido, observando a carga real.
Se o 8× não é sagrado, como se ajusta quando o próprio material muda sob os seus pés?
“Mas nesse trabalho, o desenho dizia A36.”
Essa frase destruiu mais ferramentas do que cálculos errados.
A fórmula base assume uma resistência à tração. Se a alterar, a força escala quase diretamente com ela.
Se a base de aço macio = 60.000 psi, então um multiplicador simples de primeira passagem parece-se com isto:
Aço inoxidável (≈ 85.000 psi): [85.000 ÷ 60.000] ≈ 1,42 → Espere cerca de 42% mais tonelagem do que o aço macio.
Alumínio 5052-H32 (≈ 33.000 psi de tração): [33.000 ÷ 60.000] ≈ 0,55 → Cerca de metade da tonelagem.
Liga de alta resistência e baixa liga a 100.000 psi: [100.000 ÷ 60.000] ≈ 1,67 → Dois terços mais força.
Essa é a matemática limpa.
A realidade acrescenta fricção.
O aço inoxidável endurece por deformação. O retorno elástico aumenta. Os operadores dobram a mais para compensar, o que aumenta a penetração, o que aumenta a pressão de contacto real para além do que um simples pressuposto de dobragem em ar prevê. Pensa que está a aplicar um multiplicador de 1,4×. Na prática, pode estar a carregar a ferramenta mais perto de 1,5× ou 1,6× assim que a correção de ângulo entra em jogo.
Vi um punção segmentado lascar numa junta de secção porque o operador continuava a aumentar a tonelagem para atingir o ângulo em 304. A calculadora dizia 70 toneladas. O registo da máquina mostrava picos perto de 85 durante os cursos de correção. O punção não quis saber do que a folha de cálculo dizia.
E aqui está a armadilha: esses multiplicadores assumem que ainda está a fazer dobragem em ar dentro de rácios de V normais. Um V estreito, uma liga de alta resistência e uma penetração profunda empurram-no para um comportamento de cunhagem, quer pretenda ou não. Esse é um regime de força totalmente diferente.
Portanto, trate os multiplicadores como fatores de calibração, não como autorizações.
Antes de processar uma nova liga em todo o comprimento, dobre uma amostra curta, registe a carga real a partir da leitura da máquina e compare-a com as toneladas por pé previstas antes de comprometer a ferramenta.
Se aumentar a resistência multiplica a força, talvez possamos enganar o sistema apenas abrindo a matriz?
Um supervisor disse-me uma vez: “Abre o V. Isso fará baixar a tonelagem.” Ele tinha razão — e, ainda assim, estava errado.
De volta à equação:
Força ∝ 1 ÷ V
Aumente o V de 2,0 pol. para 3,0 pol. e, mantendo tudo o resto igual:
Termo de força antigo: [÷ 2,0] Termo de força novo: [÷ 3,0]
Isso representa uma redução de 33% na porção geométrica da carga.
No papel, um alívio.
Mas o raio interno na quinagem ao ar flutua aproximadamente em 0,16 × V para aço macio.
Então:
V = 2,0 → RI ≈ 0,32 pol. V = 3,0 → RI ≈ 0,48 pol.
Isso representa um aumento de 50% no raio interno.
Se o desenho técnico exige um canto apertado, acabou de trocar a segurança da máquina por uma não conformidade dimensional. Agora, alguém tentará “enganar” o ângulo penetrando mais profundamente na matriz para reduzir o raio. Uma penetração mais profunda aumenta a força de contacto. A redução teórica da tonelagem começa a evaporar.
E aberturas de V maiores concentram a carga de forma diferente através dos ombros da matriz. Em material fino, um V demasiado largo pode causar um arredondamento excessivo e perda de controlo. Em chapa grossa, um V demasiado estreito aumenta a pressão nas extremidades da matriz e corre o risco de fissuração.
Já vi uma matriz inferior partir-se não porque a tonelagem foi mal calculada, mas porque alguém abriu o V num trabalho de alta resistência para se manter abaixo da capacidade da máquina — e depois penetrou demasiado para atingir o raio, deslocando a trajetória da carga para os cantos da matriz. A geometria salvou a leitura do manómetro. Destruiu a ferramenta.
Portanto, sim, aumentar o V reduz a tonelagem calculada.
Mas também altera o raio, o comportamento de retorno elástico, a precisão da quinagem e a forma como a força se distribui pelo aço da ferramenta.
Antes de assumir que uma matriz maior “poupa” alguma coisa, faça uma quinagem de teste com o V proposto, meça o raio interno, confirme o ângulo sem penetração excessiva e compare a carga real da máquina com as toneladas por pé previstas.
Agora já viu como o grau multiplica o numerador e a geometria divide o denominador — e como, em combinação, podem empurrar a sua força real para muito além do que uma calculadora universal assume silenciosamente.
O que acontece quando o próprio método de quinagem altera todo o modelo de força?
Um miúdo no segundo turno introduziu 0,250 A36 na calculadora, 2,0 pol. em V, 10 pés de comprimento. O ecrã indicou 62 toneladas. A máquina era uma hidráulica de 100 toneladas. Margem de sobra.
As duas primeiras peças foram quinadas em ar sem problemas. Depois, o supervisor disse: “Precisamos de um controlo de ângulo mais preciso. Quinem em fundo.”
O mesmo material. A mesma matriz. A mesma máquina. Apenas o método mudou.
No terceiro curso, o medidor de carga não subiu suavemente. Disparou. Oitenta. Noventa. O martelo hesitou como se tivesse batido num passeio. Ouvimos a matriz inferior estalar no ombro. Não foi uma explosão dramática. Apenas uma fenda que nos custou uma matriz de quatro vias e uma semana de explicações.
Essa é a sua resposta para a pergunta premente: quando muda da quinagem em ar para a quinagem em fundo ou cunhagem, não está a ajustar a mesma equação. Está a mudar o que o aço faz entre o punção e a matriz.
A quinagem em ar é uma deformação elástico-plástica. O punção nunca força o material totalmente para dentro da cavidade da matriz. A chapa flutua sobre os ombros e o ângulo é controlado pela profundidade de penetração. A fórmula clássica:
Força ≈ [K × Resistência à Tração × e² × Comprimento] ÷ V
Esse termo “÷ V” é a sua válvula de escape. Abra a matriz, a força diminui.
A quinagem em fundo elimina essa válvula de escape.
Agora, o punção força o material a um contacto total com a matriz. A chapa é forçada a adaptar-se ao ângulo da matriz. A área de contacto aumenta. A fricção aumenta. Já não está apenas a dobrar sobre dois ombros — está a comprimir o material contra faces angulares.
Os fabricantes publicam “fatores de método” — quinagem em fundo a aproximadamente 5× a tonelagem da quinagem em ar, cunhagem até 10×. Isso parece um multiplicador que se acrescenta no final.
Não é.
Porque a física mudou de um esforço dominado pela flexão para um esforço dominado pela compressão. Na cunhagem, a ponta do punção penetra para além do eixo neutro e reduz a espessura do material na linha de quinagem. Está a ceder toda a secção transversal localmente. Isso significa que a sua sensibilidade a [e²] junta-se agora a um esforço de compressão através da espessura que se aproxima do limite de cedência em compressão, não apenas da tração na fibra exterior.
Estado de esforço diferente. Modo de falha diferente. Risco diferente.
Antes de confiar em qualquer número, retire uma tira de desperdício da mesma fundição e faça um teste de dobra curto com comprimento reduzido.
Vamos fazer as contas da forma como uma calculadora faz — e depois da forma como o aço faz.
Caso de quinagem em ar, hipotético mas realista:
Simplifique o termo da geometria:
Force_air ∝ [60.000 × (0,25)² × 120] ÷ 2,0 [t²] = 0,0625 Termo do numerador ≈ 60.000 × 0,0625 × 120 = 60.000 × 7,5 = 450.000 (unidades proporcionais) Dividir por 2,0 → 225.000
Chame isso de “1×”.”
Agora aplique um fator de cunhagem de 5×. 225.000 × 5 = 1.125.000.
Parece simples. A mesma matemática, apenas escalonada.
Mas eis o que isso esconde: na dobragem ao ar, a força atinge o pico perto do fundo do curso e diminui. Na cunhagem, a força continua a subir acentuadamente à medida que o contacto total da superfície se desenvolve. A forma da sua curva de carga altera-se. A força de pico torna-se sensível a um pequeno excesso de curso — 0,010 pol. mais fundo não é um ajuste pequeno; pode aumentar a pressão drasticamente porque o contacto já é total.
Vi um punção segmentado deformar-se na ponta porque um operador tentou corrigir meio grau no modo de cunhagem. Ele aumentou a profundidade do martelo em 0,004 pol. de cada vez. Cada ajuste acumulou tensão de compressão na ponta do punção até exceder o limite de elasticidade do aço da ferramenta. A calculadora indicava 90 toneladas. A célula de carga mostrou mais tarde picos transitórios acima de 110.
O que levanta outro problema silencioso: os ecrãs das máquinas mentem. As conversões de pressão hidráulica para tonelagem assumem condições ideais. As células de carga dizem a verdade. Já vi diferenças de 8–12% entre o ecrã e o valor real. Multiplique esse erro por uma mudança de método de 5× e estará a exceder a capacidade da ferramenta antes de se aperceber.
E as capacidades das ferramentas em si? Uma matriz marcada com 60 toneladas por metro a 90° não é automaticamente 60 toneladas por metro a 30°. A geometria de contacto altera a carga admissível. Já vi oficinas a comparar toneladas longas imperiais com toneladas métricas e a pensar que tinham margem. Não tinham.
A cunhagem e o fundo de matriz não são “dobragem ao ar com mais força”. São regimes de amplificação de força onde pequenos erros de configuração criam picos de carga não lineares.
Antes de se comprometer com a cunhagem, dobre uma amostra de 6 pol. com penetração total, registe a tonelagem de pico com uma célula de carga, se disponível, e compare-a com as capacidades da máquina e da ferramenta por pé.
Muda para a cunhagem porque quer ângulos repetíveis. Menos retorno elástico. Cantos mais limpos.
A precisão parece controlada.
Mas eis a linha que não vê: quando a tonelagem de cunhagem necessária excede 70–80% da capacidade da máquina ou da capacidade da matriz por pé, está a operar sem margem de segurança contra choques.
Porquê 70–80%?
Porque as prensas reais não são perfeitamente paralelas sob carga. A deflexão do martelo, a deflexão da mesa, a variação da espessura do material — tudo cria zonas de sobrecarga local. Se o seu cálculo global indica 95 toneladas numa máquina de 100 toneladas, uma secção dessa matriz pode estar a sofrer o equivalente a 110.
Vi uma vez uma matriz de 4 vias partir-se exatamente no raio do ombro durante um trabalho com chapa de 3/8 pol. A calculadora previu 140 toneladas numa prensa de 175 toneladas em modo de cunhagem. “Seguro”. Mas a chapa variava +0,015 pol. ao longo da largura. Lembre-se de [t²].
Se t nominal = 0,375 [t²] = 0,1406 Se t real = 0,390 [t²] = 0,1521
Rácio: 0,1521 ÷ 0,1406 ≈ 1,08
Um aumento de 8% na espessura produziu aproximadamente 8% mais força de dobragem — antes da amplificação por cunhagem (bottoming). Agora aplique um regime de 5×. Esse aumento local na espessura empurrou uma secção para além da classificação da matriz. Fissura.
A cunhagem torna-se destrutiva quando:
Esse último ponto é o mais crítico. Na dobragem em ar, os ajustes de profundidade são suaves. Na cunhagem, funcionam como alavancas.
Realize um teste de cunhagem de comprimento curto na profundidade total, meça a espessura do material em toda a chapa e verifique se a tonelagem de pico permanece abaixo de 80% da classificação mais baixa das ferramentas antes de escalar para o comprimento total.
A cunhagem é sedutora. Retorno elástico zero. Raio interno afiado. Ângulo exato sem cálculos de sobre-dobragem.
Mas a cunhagem não dobra apenas. Comprime plasticamente a superfície interna para além do limite de elasticidade, adelgaçando o material no vértice. Isso requer uma pressão de contacto suficientemente elevada para exceder a resistência ao escoamento por compressão ao longo da linha de dobra.
É por isso que a tonelagem pode atingir 8–10× a da dobragem em ar.
Em prensas mecânicas mais antigas, com estruturas maciças e controlo de curso curto, a cunhagem fazia sentido para certas peças repetitivas. As máquinas eram construídas como bigornas.
As prensas hidráulicas CNC modernas são precisas, rápidas e, frequentemente, têm estruturas mais leves. Estão otimizadas para a flexibilidade da dobragem em ar, não para compressão de pico sustentada.
Então, quando é que a cunhagem se justifica?
Se a sua quinagem em ar requer 40 toneladas, e a cunhagem exigiria 200, pergunte a si mesmo: tem uma máquina de 400 toneladas e ferramentas com a classificação correspondente?
Se não, está a comprimir essa mola carregada entre o punção e a matriz até que outra coisa liberte a energia — uma ponta de punção lascada, uma matriz rachada ou uma estrutura torcida.
Já vi um trabalho de cunhagem em aço de alta resistência onde a ponta do punção ficou plana durante um único turno. O ângulo estava perfeito. A ferramenta foi para o lixo.
A cunhagem é uma operação especializada, não uma atualização de precisão por defeito.
Antes mesmo de considerar a cunhagem numa quinadora CNC, faça um teste curto numa única estação com comprimento reduzido, meça a tonelagem de pico real, inspecione a ponta do punção e os ombros da matriz com ampliação e compare essa carga com 50% da capacidade nominal da máquina como uma verificação de segurança.
Porque, uma vez que a força se multiplica pelo método, a questão não é “O que diz a calculadora?”
É “O que parte primeiro — os cálculos, as ferramentas ou a máquina?”
Está a perguntar como escolher o método de quinagem correto sem destruir a prensa ou as ferramentas.
Não começa pelo método. Começa por provar que o equipamento consegue sobreviver à carga que o método exige.
Vi uma matriz de 10 pés (aprox. 3 metros) curvar-se no meio num trabalho “seguro” de 100 toneladas. A calculadora pedia 82 toneladas. A prensa estava classificada para 100. Todos relaxaram. Mas a peça tinha apenas 18 polegadas (aprox. 45 cm) de comprimento e estava centrada. Isso significava aproximadamente [82 toneladas ÷ 1,5 pés ≈ 55 toneladas/pé]. A matriz tinha gravado 40 toneladas por pé. Ninguém olhou para essa gravação. Ao terceiro golpe, os ombros começaram a sofrer escoriações. Ao décimo, a matriz tinha um sorriso permanente.
Os cálculos não estavam errados. Faltava a verificação.
A tonelagem não é um número único. É um problema de distribuição — quanta força, sobre quanto comprimento, através de que geometria de contacto, em que posição na mesa. Se não responder a todos os quatro, está a jogar com aço temperado.
Uma quinadora classificada para 100 toneladas significa 100 toneladas ao longo do seu comprimento nominal na linha central. Não significa que possa aplicar 60 toneladas num pé de ferramenta e esperar aplausos.
Vamos analisar isto de forma clara.
Digamos que o seu cálculo de quinagem em ar dá 60 toneladas para uma peça de 24 polegadas (aprox. 60 cm).
Comprimento em pés: [24 polegadas ÷ 12 = 2 pés] Carga por pé: [60 toneladas ÷ 2 pés = 30 toneladas/pé]
Se a sua matriz está classificada para 35 toneladas/pé, está dentro da classificação. Tudo bem.
Agora, encurte essa peça para 12 polegadas (aprox. 30 cm), mas mantenha o material e o V iguais. A força não reduz para metade de forma linear a menos que a fórmula seja baseada no comprimento — e a maioria é. Portanto:
Novo comprimento: [12 pol ÷ 12 = 1 pé] Nova tonelagem total: [60 × (1 ÷ 2) = 30 toneladas] Carga por pé: [30 toneladas ÷ 1 pé = 30 toneladas/pé]
Continua a ser 30 toneladas/pé. Continua seguro.
Então, onde está a armadilha?
A armadilha aparece quando os operadores “empilham” peças numa estação ou utilizam uma peça curta numa matriz longa sem reposicionar.
Uma vez, tive um rapaz no segundo turno a introduzir 0 para o comprimento da peça no controlo. A máquina assumiu por defeito as premissas de carga na linha central. Ele processou um suporte de 8 pol que exigia 40 toneladas. Isso é:
Comprimento: [8 pol ÷ 12 = 0,67 pés] Carga por pé: [40 ÷ 0,67 ≈ 60 toneladas/pé]
Numa matriz com capacidade nominal de 45 toneladas/pé.
Capacidade total da máquina? Tudo bem. Capacidade localizada da matriz? Excedida em 33%.
A matriz rachou no raio do ombro antes do almoço.
A carga por pé é a primeira barreira. Se a sua carga calculada por pé exceder o limite nominal mais baixo do componente — punção, matriz ou limite por pé da máquina — não discuta. Altere a largura da matriz, a condição do material ou o método. Antes de confiar em qualquer número, retire uma tira de desperdício da mesma fundição e faça um teste de dobragem curto com comprimento reduzido.
Mas mesmo que a matriz sobreviva à carga por pé, o que acontece exatamente na ponta do punção?
A força é abstrata. A pressão é o que parte as ferramentas.
Pressão = Força ÷ Área de Contacto.
Uma ponta de punção afiada de 0,030 pol concentra a carga numa linha estreita. Um raio de 0,125 pol distribui-a. A mesma tonelagem. Tensões muito diferentes.
Suponha que o fundo da matriz requer 80 toneladas numa peça de 36 pol.
Comprimento: [36 pol ÷ 12 = 3 pés] Carga por pé: [80 ÷ 3 ≈ 26,7 toneladas/pé]
Parece inofensivo.
Agora, faça zoom numa polegada do comprimento do punção. Essa polegada suporta:
[26,7 toneladas/pé ÷ 12 pol/pé ≈ 2,22 toneladas por polegada]
Converter para libras: [2,22 × 2000 ≈ 4440 lb por polegada]
Se a largura de contacto da ponta do punção durante a quinagem em fundo for de aproximadamente 0,020 pol., a área de contacto por polegada é:
[1 pol. × 0,020 pol. = 0,020 pol.²]
Pressão de contacto: [4440 lb ÷ 0,020 pol.² = 222 000 psi]
Isso está acima do limite de elasticidade de muitos aços para ferramentas em compressão quando se consideram as concentrações de tensão.
Certa vez, vi um punção agudo retificado com precisão ser usado para quinagem em fundo de aço inoxidável porque “a calculadora dizia 75 toneladas e a prensa tem 120”. A meio do turno, a ponta tinha achatado 0,005 pol. Os ângulos desviaram-se. As peças ficaram fora das especificações. A ferramenta não foi sobrecarregada globalmente — foi esmagada localmente.
Mas, nesse trabalho, o desenho técnico indicava “A36” e o comprador tinha substituído silenciosamente por material decapado e oleado de maior resistência. A resistência à tração aumentou. A força necessária aumentou. A pressão de contacto aumentou. O punção pagou a diferença.
Portanto, quando escolhe um método que amplifica a força — quinagem em fundo ou cunhagem — não está apenas a aumentar a tonelagem. Está a aumentar a tensão de contacto no elemento geométrico mais pequeno do sistema.
Verifique as classificações do fabricante do punção especificamente para quinagem em fundo ou cunhagem. Se não estiverem listadas, assuma apenas as classificações para quinagem em ar. Depois, comprove com um teste de comprimento curto e profundidade total, inspecionando a ponta do punção sob ampliação após os primeiros golpes.
Mesmo que as classificações do punção e da matriz estejam corretas, ainda não respondeu onde essa força se situa na estrutura da máquina.
A maioria dos operadores olha para a placa: “175 TONELADAS”. Esse número é geralmente válido a uma distância específica entre as colunas, na linha central, com a carga distribuída uniformemente.
A sua máquina tem uma curva de tonelagem — um gráfico que mostra a carga permitida em relação à posição ao longo da mesa.
Imagine uma prensa de 10 pés e 175 toneladas com capacidade total no centro de 6 pés, mas apenas 60% da capacidade a 2 pés do centro. Se colocar um trabalho de 4 pés perto da coluna direita para libertar os dedos do encosto traseiro, poderá ter apenas:
[175 × 0,60 ≈ 105 toneladas permitidas nessa posição]
Agora combine isso com a carga por pé.
Digamos que o seu cálculo de quinagem em fundo (já verificado por pé) exige 100 toneladas ao longo de 4 pés.
Carga por pé: [100 ÷ 4 = 25 toneladas/pé]
Classificação da ferramenta? Tudo bem.
Placa da máquina? Tudo bem.
Mas posicionado fora do centro, onde permitido, são ~105 toneladas no total, tem 5 toneladas de margem global. Isso é menos de 5%. A deflexão do martelo, a variação da espessura ou um erro de visualização de 10% — que medi pessoalmente com células de carga — empurram-no para além do limite estrutural.
Já vi estruturas laterais torcerem o suficiente para desalinhar o paralelismo em alguns milésimos. Não é dramático. Apenas caro e permanente.
A curva de tonelagem indica a carga permitida em função da posição e do comprimento. Não é decorativa. Quando o seu requisito calculado excede 70–80% da tonelagem permitida nessa posição e vão exatos, está a operar sem margem de segurança.
A verificação significa:
Se algum destes falhar, não “trabalha com cuidado”. Altera a configuração.
Porque, uma vez verificada a distribuição de carga, a tensão de contacto e a capacidade da estrutura, escolher entre quinagem em ar, quinagem em fundo ou cunhagem deixa de ser uma adivinhação. Torna-se uma decisão de engenharia.
E é isso que faremos a seguir — pegar num trabalho real e percorrê-lo desde a fórmula até uma configuração verificada e viável, sem partir uma única ferramenta.
Tem um desenho, uma pilha de chapa e uma calculadora que jura que está seguro.
Eis como evitar transformar essa confiança em estilhaços.
Digamos que o trabalho é hipotético, mas realista: material designado como “aço macio”, espessura de 0,250 pol., comprimento de quinagem de 36 pol., quinagem a 90°, raio interior não especificado. Sem certificado de fábrica no pacote. A máquina é uma quinadora de 150 toneladas e 10 pés. O armazém de ferramentas tem uma matriz em V de 2,0 pol. com capacidade de 35 toneladas/pé e uma matriz em V de 3,0 pol. com capacidade de 20 toneladas/pé.
Isso é corda suficiente para se enforcar.
Vamos percorrer o caminho desde a ignorância até uma configuração na qual confiaria o seu próprio salário — e vamos deixar que os limites das ferramentas, e não a calculadora, nos digam que método sobrevive.
Quando o certificado de fábrica está em falta, não assume nada de positivo.
“O ”aço macio" pode ter um limite de elasticidade de 36 ksi. Pode ser 50+. Essa diferença não parece dramática no papel, mas a força de dobragem acompanha a resistência à tração de forma quase linear, e a espessura de forma não linear. Duplicar a espessura equivale, aproximadamente, a quatro vezes a tonelagem. Portanto, alguns milésimos acima de 0,250 pol. importam mais do que pensa.
Começamos de forma conservadora.
Utilize a fórmula de base comum para dobragem em ar para aço macio:
[Toneladas/pé] = [K × (Espessura²)] ÷ V
Onde: K = constante do material (usaremos uma base padrão de aço macio) Espessura = 0,250 pol. V = abertura da matriz
A regra prática diz que V ≈ 8 × espessura.
Então:
V ≈ [8 × 0,250 = 2,0 pol.]
Bom. Na verdade, temos uma matriz de 2,0 pol.
Agora, calcule a tonelagem proporcional (base ilustrativa):
[Espessura²] = [0,250² = 0,0625] Divida por V: [0,0625 ÷ 2,0 = 0,03125]
Esse rácio é o que impulsiona a força. Aperte o V e ela aumenta. Alargue o V e ela diminui rapidamente.
Multiplique pela constante do material e chegamos a cerca de 20–25 toneladas/pé para aço A36 real num V de 2,0 pol. Em 3 pés:
[Assumindo 24 toneladas/pé × 3 pés = 72 toneladas no total]
Numa máquina de 150 toneladas, isso parece confortável.
É aí que reside a armadilha.
Anos atrás, processámos “aço macio de um quarto de polegada” que, medido com micrómetro, tinha 0,265 pol. de um lote laminado a quente. O operador confiou na etiqueta. Alteração real da espessura:
[0,265² = 0,0702] Compare com a base de 0,0625. Aumento do rácio: [0,0702 ÷ 0,0625 ≈ 1,12]
Doze por cento a mais apenas devido à espessura. A resistência à tração também era maior. A força final foi quase 20% acima da estimativa. A matriz de 4 vias partiu-se no ombro no terceiro golpe.
O aço armazena energia como uma mola. Se o sobrecomprimir com pressupostos errados, ele liberta essa energia na superfície mais fraca do conjunto.
Portanto, a base está estabelecida — mas é apenas uma pré-carga inicial da mola.
Antes de confiar em qualquer número, retire uma tira de desperdício da mesma fundição e faça um teste de dobra curto com comprimento reduzido.
Agora vamos aplicar o esforço à linha de base.
Primeiro, o comprimento da dobra. Temos 36 pol.:
[36 pol. ÷ 12 = 3 pés]
Se a linha de base for 24 toneladas/pé, o total é:
[24 × 3 = 72 toneladas]
Mas e se o aço não for de 36 ksi? Digamos que se comporte como um material de 50 ksi — nada de exótico, apenas aço laminado a quente mais resistente.
Multiplicador de material ≈ [50 ÷ 36 ≈ 1,39]
Toneladas/pé ajustadas:
[24 × 1,39 ≈ 33 toneladas/pé]
Total:
[33 × 3 ≈ 99 toneladas]
Agora estamos a chegar às 100 toneladas.
Repare no que aconteceu. Não alterámos a espessura. Não alterámos a matriz. Apenas corrigimos a resistência.
E a matriz não quer saber do que a calculadora assumiu.
Aqui está o fator geométrico decisivo. Se alguém decidir “apertar para obter um raio mais agudo” e mudar para um V de 1,5 pol., a tonelagem escala inversamente com o V:
Alteração do rácio de base: [2,0 ÷ 1,5 ≈ 1,33]
Então:
[33 toneladas/pé × 1,33 ≈ 44 toneladas/pé]
Total:
[44 × 3 ≈ 132 toneladas]
A mesma chapa. O mesmo comprimento de dobra. Apenas um material mais resistente e uma matriz mais apertada.
Vi uma criança a fazer exatamente essa troca uma vez porque o ângulo estava a abrir por efeito de mola. Ele não voltou a calcular. O medidor de carga subiu como um conta-rotações com o acelerador preso. Parámos às 120 toneladas. A matriz não rachou — arqueou. Um sorriso permanente ao longo de 3 pés (aprox. 91 cm).
É por isto que o “multiplicador de material” por si só não é suficiente. A geometria da matriz domina a equação.
Antes de se comprometer com o comprimento total, faça uma dobra de teste de 6 polegadas (aprox. 15 cm) na escolha real da matriz e observe a curva de carga à medida que se aproxima do ângulo. Se a inclinação aumentar acentuadamente perto da profundidade, está mais perto de atingir o fundo do que pensa.
Agora pegamos no pior caso credível acima:
≈ 44 toneladas/pé numa matriz em V de 1,5 polegadas. Em 3 pés = 132 toneladas no total
Comece pelas ferramentas.
Se a matriz de 2,0 polegadas estava classificada para 35 toneladas/pé, uma matriz mais apertada de 1,5 polegadas não terá uma classificação superior. Vamos assumir uma classificação de 30 toneladas/pé para ilustração.
O nosso requisito:
44 toneladas/pé Classificação da matriz:
30 toneladas/pé
Isso é uma sobrecarga de 47%.
Não importa que a máquina consiga fazer 150 toneladas. A matriz não consegue.
Portanto, voltamos à matriz em V de 2,0 polegadas.
Voltar a calcular o pior caso credível com a matriz em V de 2,0 polegadas:
33 toneladas/pé (caso de material mais resistente) Classificação da matriz: 35 toneladas/pé
Margem:
[35 − 33 = 2 toneladas/pé]
É uma margem curta. Ao longo de 3 pés, pequenas variações acumulam-se.
Agora verifique a posição da máquina. Suponha que o valor permitido na localização escolhida da bancada é de 140 toneladas.
Total necessário: 99 toneladas (material resistente, matriz em V de 2,0 pol.)
Margem da máquina:
[140 − 99 = 41 toneladas] Cerca de 29%
Isso é aceitável.
Margem da ferramenta por pé:
[35 − 33 = 2 toneladas/pé] ≈ 6% de margem.
Demasiado apertado para o meu gosto.
É aqui que a decisão do método se torna obrigatória.
Se a quinagem em ar com matriz em V de 2,0 pol. nos mantiver abaixo das 35 toneladas/pé, manter-nos-emos aí. A quinagem em fundo faria a força disparar muito para além disto. A cunhagem seria imprudente.
Não escolhemos a quinagem em fundo porque queremos menos retorno elástico. Escolhemos a quinagem em ar porque as especificações das ferramentas assim o exigem.
Vi uma vez uma equipa a fazer quinagem em fundo de chapa de 1/4 pol. numa matriz classificada apenas para quinagem em ar, porque “a prensa tinha capacidade”. A meio do turno, a ponta do punção apresentava microfissuras ao longo de todo o comprimento. Os ângulos desviaram-se 1,5 graus. A ferramenta parecia estar bem até a ver sob luz rasante. Esse trabalho pagou um punção novo.
Portanto, a nossa configuração segura torna-se:
Repare no que fizemos.
A calculadora deu-nos um número inicial. A classificação da matriz decidiu o método. A curva da máquina decidiu a posição. A incerteza do material forçou a aplicação de um multiplicador. O teste de quinagem validou todo o processo.
Essa não é uma resposta de tonelagem estática.
Esse é um sistema sob controlo.
| Secção | Pontos-chave | Cálculos / Valores | Resultado / Risco |
|---|---|---|---|
| Estabelecer uma base de referência com especificações de fábrica incompletas | Assuma uma resistência do material conservadora quando o certificado de fábrica estiver em falta. A força de dobragem escala quase linearmente com a resistência à tração e não linearmente com a espessura. | Espessura = 0,250 pol. V ≈ 8 × espessura = 2,0 pol. Espessura² = 0,250² = 0,0625 0,0625 ÷ 2,0 = 0,03125 | Base de referência ≈ 20–25 toneladas/pé (assumir 24 toneladas/pé) |
| Tonelagem total de referência | Comprimento de dobra de 3 pés | 24 toneladas/pé × 3 pés = 72 toneladas | Confortável numa máquina de 150 toneladas |
| Risco de variação de espessura | Espessura real medida em 0,265 pol. | 0,265² = 0,0702 0,0702 ÷ 0,0625 ≈ 1,12 | Aumento de 12% apenas pela espessura; quase 20% de aumento total da força → risco de falha da ferramenta |
| Controlo prático | Teste sempre com desperdício da mesma fundição | Dobra de teste curta com comprimento reduzido | Valida os pressupostos antes da carga total |
| Dimensionamento do comprimento de quinagem | 36 pol. de comprimento de quinagem | 36 ÷ 12 = 3 pés 24 × 3 = 72 toneladas | Força total de referência |
| Multiplicador de material (50 ksi vs 36 ksi) | Ajustar para material mais resistente | 50 ÷ 36 ≈ 1,39 24 × 1,39 ≈ 33 toneladas/pé 33 × 3 ≈ 99 toneladas | A força aumenta para ~99 toneladas |
| Alteração da abertura da matriz (V de 2,0 pol. → 1,5 pol.) | A tonelagem escala inversamente com o V | 2,0 ÷ 1,5 ≈ 1,33 33 × 1,33 ≈ 44 toneladas/pé 44 × 3 ≈ 132 toneladas | A força total sobe para ~132 toneladas |
| Impacto da geometria | A geometria da matriz afeta fortemente a tonelagem | Sem alteração na espessura; apenas o V foi reduzido | Risco de deformação da ferramenta |
| Controlo prático | Realizar um teste de quinagem de 6 pol. na matriz selecionada | Observar a curva de carga perto do ângulo | Detetar precocemente o risco de batimento no fundo |
| Pior cenário credível | 1,5 pol em V, 44 toneladas/pé ao longo de 3 pés | 44 × 3 = 132 toneladas | Cenário de carga elevada |
| Verificação da classificação da ferramenta (1,5 pol em V) | Assumir classificação da matriz = 30 toneladas/pé | Necessário 44 toneladas/pé vs classificação de 30 toneladas/pé | Sobrecarga de 47% → inaceitável |
| Reverter para 2,0 pol em V | Caso de material resistente | 33 toneladas/pé necessárias Classificação da matriz = 35 toneladas/pé 35 − 33 = 2 toneladas/pé de margem | ~6% de margem da ferramenta (apertada) |
| Verificação da capacidade da máquina | Capacidade permitida da máquina na posição = 140 toneladas | 140 − 99 = 41 toneladas (~29% de margem) | Margem da máquina aceitável |
| Decisão do método | Evitar quinagem/cunhagem devido ao pico de força | Manter a dobragem em ar a 2,0 pol em V | Proteger os limites da ferramenta |
| Configuração final controlada | Configuração verificada | Quinagem a ar 2.0 em V Teste de comprimento curto <35 toneladas/pé ~20–30% de margem da máquina | Sistema sob controlo através de validação e margens |
Está a fazer a pergunta certa agora: se a variação é inevitável, como é que se criam margens que sobrevivam a ela?
Bom. Porque é aqui que a maioria das oficinas para de pensar. Obtêm um número, veem luzes verdes no controlo e começam a produzir peças. Já vi um trabalho de 90 toneladas transformar-se numa realidade de 110 toneladas porque um rapaz no segundo turno introduziu 0 em vez de 0,250 na folha de configuração e ninguém voltou a verificar a espessura na nova palete. A matriz não explodiu. Apenas começou a rachar nos ombros dois dias depois.
As margens não são algo que se “adiciona”. São algo que se prova.
E essa prova começa com uma mudança de mentalidade.
Uma calculadora online fornece-lhe uma tonelagem baseada num conjunto de pressupostos que não escolheu.
A maioria delas esconde a constante do material. Algumas usam 575. Outras usam 650. Isso representa uma oscilação de 13% antes mesmo de falarmos de aço real. Se a sua base era de 24 toneladas/pé, 13% é:
[24 × 0,13 ≈ 3,1 toneladas/pé]
Em 3 pés:
[3,1 × 3 ≈ 9 toneladas]
Nove toneladas é a diferença entre “confortável” e “porque é que aquela matriz está a chiar?”
Mas, nesse trabalho, o desenho dizia “A36”. O lote veio com alta resistência. Mesma espessura. Mesmo V. Realidade diferente. A fórmula não mentiu — apenas assumiu.
Aqui está a perspetiva que quero que leve consigo: o trabalho da calculadora é expor a sensibilidade, não fornecer certeza. Altere a espessura em 5%. Observe a tonelagem saltar devido ao termo ao quadrado. Altere o V de 8× para 6× a espessura. Observe o pico devido à relação inversa. Não está à procura de uma única resposta. Está a mapear o quão frágil é a sua configuração perante pequenos erros.
Se uma oscilação de 0,015 pol. na espessura ou uma troca de matriz de 0,5 pol. o coloca a 10% da capacidade nominal da ferramenta, não tem uma configuração — tem uma aposta.
Antes de confiar em qualquer número, retire uma tira de desperdício da mesma fundição e faça um teste de dobra curto com comprimento reduzido.
Então, o que é que verifica exatamente antes de o aço começar a acumular-se atrás da quinadora?
Constrói-se a margem da mesma forma que se constrói a base de uma máquina — de baixo para cima.
1. Meça a espessura real. Não a etiqueta. Não a nota de encomenda. Meça com o micrómetro.
Se a nominal é 0,250 e mede 0,265:
Rácio de força base = [0,265² ÷ 0,250²] = [0,0702 ÷ 0,0625 ≈ 1,12]
Doze por cento mais força a partir de 0,015 pol. É a relação quadrática a causar o seu dano silencioso. A espessura é a variável de maior alavancagem em toda a equação. Trate-a como tal.
2. Confirme a abertura da matriz em relação à intenção. A regra prática diz que V ≈ 8 × espessura. Essa é uma geometria inicial, não uma lei.
Se apertar o V de 2,0 pol. para 1,5 pol.:
Rácio de força = [2,0 ÷ 1,5 ≈ 1,33]
Aumento de trinta e três por cento. Sem alteração de material. Sem alteração de comprimento. Apenas geometria. Uma vez, um encarregado “afiou o raio” numa chapa de 5/16 sem recalcular. À hora de almoço, a ponta do punção tinha fissuras capilares que se podiam sentir com a unha.
Se a classificação da sua matriz é de 35 toneladas/pé e o seu pior cálculo credível indica 33 toneladas/pé, essa margem de 2 toneladas é ficção assim que o desgaste e a variação do lote entram em cena.
3. Verifique primeiro a classificação da ferramenta por pé, depois a da máquina. Se a carga necessária é de 30 toneladas/pé e a matriz está classificada para 28, pare. Não me interessa se a prensa é de 200 toneladas. As ferramentas falham localmente. As máquinas falham globalmente.
Depois, verifique a capacidade da máquina no comprimento e posição real da dobra. Uma quinadora de 100 toneladas não tem 100 toneladas em todo o comprimento da mesa. Confirme que o seu total necessário está pelo menos 20–30% abaixo da capacidade nominal nesse vão.
Total necessário: 80 toneladas Capacidade nominal da máquina no local: 110 toneladas Margem: [(110 − 80) ÷ 80 ≈ 0,375 = 37,5%]
Agora já pode respirar.
4. Realize um teste de dobra com comprimento reduzido e observe a curva de carga. Não apenas o ângulo. A curva de carga. Se a tonelagem aumentar suavemente e estabilizar na dobra em ar, está bom. Se disparar perto do fundo, está a derivar para a cunhagem, quer pretenda ou não.
Antes de confiar em qualquer número, retire uma tira de desperdício da mesma fundição e faça um teste de dobra curto com comprimento reduzido.
É assim que transforma a incerteza em risco limitado, em vez de cruzar os dedos.
Mas o que acontece no próximo mês quando a mesma peça regressa e ninguém se lembra do motivo pelo qual escolheu esse V de 2.0?
É aqui que os profissionais se distinguem dos que apenas carregam em botões.
Não documenta o número da calculadora. Documenta as restrições que ditaram a decisão.
Escreva:
Essa folha torna-se o seu mapa de margem futuro.
Há anos, voltámos a realizar um trabalho de suporte que “devia ter sido fácil”. Sem notas. O novo operador escolheu um V mais apertado para reduzir o retorno elástico. Ninguém se lembrava de que a matriz original tinha apenas 51% de margem. No final do turno, a matriz inferior tinha uma concavidade permanente desgastada na secção central. O mesmo número de peça. Resultado diferente. A memória falhou onde a documentação deveria ter servido de proteção.
Quando documenta a lógica da decisão, a configuração seguinte não começa com otimismo. Começa com limites.
E aqui está a única coisa que quero que leve consigo — a parte que não é óbvia.
A margem de tonelagem não é uma percentagem que se acrescenta no final. É a capacidade restante depois de ter testado sob esforço todas as variáveis sensíveis — espessura, resistência, abertura em V, comprimento — contra o componente mais fraco do conjunto.
Não está a tentar prever a tonelagem exata.
Está a tentar provar que, mesmo quando o mundo real empurra cada dado de entrada na direção errada ao mesmo tempo, nada nesse sistema está perto do seu ponto de rutura.
Essa é a diferença entre um utilizador de calculadora e um verificador confiante.
Agora, a única questão que resta é esta: quando a variação joga contra si em vez de a seu favor, a sua configuração irá absorvê-la — ou libertá-la como uma mola sobrecomprimida contra a peça de aço mais cara da sala?


















